JP2017013476A - Die device having temperature control function - Google Patents
Die device having temperature control function Download PDFInfo
- Publication number
- JP2017013476A JP2017013476A JP2015135808A JP2015135808A JP2017013476A JP 2017013476 A JP2017013476 A JP 2017013476A JP 2015135808 A JP2015135808 A JP 2015135808A JP 2015135808 A JP2015135808 A JP 2015135808A JP 2017013476 A JP2017013476 A JP 2017013476A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- mold
- cartridges
- cartridge
- connection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 claims abstract description 34
- 239000012530 fluid Substances 0.000 claims description 39
- 238000003780 insertion Methods 0.000 claims description 9
- 230000037431 insertion Effects 0.000 claims description 9
- 230000000694 effects Effects 0.000 abstract description 3
- 238000004904 shortening Methods 0.000 abstract description 2
- 238000001746 injection moulding Methods 0.000 description 11
- 239000011347 resin Substances 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 238000013459 approach Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000010992 reflux Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
Description
本発明は、温度調整機能を有する金型装置に関するものである。 The present invention relates to a mold apparatus having a temperature adjustment function.
特許文献1には、接近離間する一対の型ホルダと、一対の型ホルダに着脱される一対のカートリッジとを備える金型ユニットが記載されている。この金型ユニットは、型ホルダとカートリッジとに分割することにより、型ホルダを設備本体に取り付けた状態を維持しつつ、カートリッジのみを変更することで、異なる成形体を成形することができる。従って、質量の小さなカートリッジを変更するだけであるため、交換時間が短くなる。
また、成形時における金型の温度を制御するために、金型に温度調整された流体を流通させることが、特許文献2に記載されている。
Patent Document 1 describes a mold unit that includes a pair of mold holders that approach and separate from each other and a pair of cartridges that are attached to and detached from the pair of mold holders. This mold unit is divided into a mold holder and a cartridge, so that different molded bodies can be molded by changing only the cartridge while maintaining the state where the mold holder is attached to the equipment body. Therefore, since only a cartridge with a small mass is changed, the replacement time is shortened.
Further, Patent Document 2 describes that a fluid whose temperature is adjusted is circulated through a mold in order to control the temperature of the mold during molding.
特許文献1に記載されているように、金型を分割する場合には、設備に固定されている型ホルダに温度調整された流体を流通させることができる。しかし、型ホルダとカートリッジとが分割されている場合に、型ホルダを温度調整したとしても、カートリッジの成形面の温度を所望値にするまでに時間がかかり、段取り替え時間が長くなるという問題が生じる。 As described in Patent Document 1, when a mold is divided, a temperature-controlled fluid can be circulated through a mold holder fixed to equipment. However, when the mold holder and the cartridge are divided, even if the temperature of the mold holder is adjusted, it takes time to bring the temperature of the molding surface of the cartridge to a desired value, and the setup change time becomes long. Arise.
本発明は、金型を分割することにより金型の交換時間を短くする効果を得つつ、成形面の温度を所望値に短時間で到達させることにより段取り替え時間を短縮することができる、温度調整機能を有する金型装置を提供することを目的とする。 The present invention provides an effect of shortening the mold exchange time by dividing the mold, and can shorten the setup change time by allowing the temperature of the molding surface to reach the desired value in a short time. An object is to provide a mold apparatus having an adjusting function.
本発明の温度調整機能を有する金型装置は、接近離間する一対の型ホルダと、前記一対の型ホルダのそれぞれに着脱可能に設けられ、流路を備え、前記流路の出入口のそれぞれに設けられる接続部を備え、且つ成形面のそれぞれが形成される一対のカートリッジと、温度調整された流体を供給する温度調整装置と、前記一対の型ホルダのそれぞれに対して相対的に固定され、前記接続部のそれぞれに接続離脱する被接続部をそれぞれ備え、前記温度調整装置から供給される流体を前記一対のカートリッジのそれぞれの前記流路を通過して前記温度調整装置へ還流する接続装置と、を備える。 The mold apparatus having a temperature adjusting function of the present invention is provided detachably on each of a pair of mold holders that approach and separate from each other and the pair of mold holders, includes a flow path, and is provided at each of the entrances and exits of the flow path. A pair of cartridges each having a molding surface formed thereon, a temperature adjusting device that supplies a temperature-adjusted fluid, and a pair of mold holders that are fixed relative to each of the pair of mold holders, A connecting device that includes a connected portion that is connected to and disconnected from each of the connecting portions, and that recirculates the fluid supplied from the temperature adjusting device to the temperature adjusting device through each flow path of the pair of cartridges; Is provided.
前記一対のカートリッジによる前記一対の型ホルダへの着脱方向と前記接続部による前記被接続部への接続離脱方向とは、同一方向であり、前記一対のカートリッジによる前記一対の型ホルダへの着脱動作によって、前記接続部による前記被接続部への接続離脱が行われる。 The attachment / detachment direction to the pair of mold holders by the pair of cartridges and the connection / removal direction to / from the connected part by the connection parts are the same direction, and the attachment / detachment operation to the pair of mold holders by the pair of cartridges. Thus, the connection part is disconnected from the connected part.
本発明の金型装置は、型ホルダとカートリッジとに分割しているため、成形対象を変更する場合には、作業者は、型ホルダを交換することなく、軽量のカートリッジを交換すればよい。従って、交換作業が容易となる、交換時間が短くなる。 Since the mold apparatus of the present invention is divided into the mold holder and the cartridge, when changing the molding object, the operator may replace the lightweight cartridge without replacing the mold holder. Accordingly, the replacement work becomes easy and the replacement time is shortened.
さらに、カートリッジが、流路、及び、流路の出入口には接続部を備える。そして、接続装置は、カートリッジの接続部に接続離脱する被接続部を備える。接続装置の被接続部がカートリッジの接続部に接続された状態において、温度調整装置から供給される流体は、接続装置を介して、カートリッジの流路に流入し、カートリッジから接続装置を介して温度調整装置に還流される。従って、型ホルダに着脱されるカートリッジに、直接、温度調整された流体を流通させることができるため、成形面の温度を所望値に到達させるまでの時間が短くなる。 Further, the cartridge includes a connection portion at the flow path and the entrance / exit of the flow path. The connecting device includes a connected portion that is disconnected from the connecting portion of the cartridge. In a state where the connected portion of the connecting device is connected to the connecting portion of the cartridge, the fluid supplied from the temperature adjusting device flows into the flow path of the cartridge through the connecting device, and the temperature from the cartridge through the connecting device. Reflux to the regulator. Accordingly, since the temperature-adjusted fluid can be directly circulated through the cartridge attached to and detached from the mold holder, the time until the temperature of the molding surface reaches the desired value is shortened.
さらに、カートリッジが型ホルダに着脱される方向が、カートリッジの接続部と接続装置の被接続部との接続離脱方向とが同一方向であり、カートリッジの着脱動作によって接続部による接続離脱が行われる。そのため、作業者は、カートリッジによる型ホルダへの着脱作業の他に、カートリッジの接続部と接続装置の被接続部との接続離脱作業を行う必要がない。つまり、作業者は、単に、カートリッジを型ホルダに着脱することだけ行えばよい。以上より、段取り替え時間が非常に短くなる。 Further, the direction in which the cartridge is attached to and detached from the mold holder is the same as the direction in which the cartridge connection portion and the connection portion of the connection device are connected and disconnected, and the connection portion is disconnected by the attachment and detachment operation of the cartridge. Therefore, the operator does not need to perform the connection / disconnection operation between the connecting portion of the cartridge and the connected portion of the connecting device in addition to the attaching / detaching operation to the mold holder by the cartridge. That is, the operator only needs to attach and detach the cartridge to and from the mold holder. From the above, the setup change time becomes very short.
(1.射出成型機の全体構成の概要)
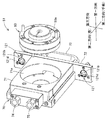
射出成型機1の全体構成について、図1を参照して説明する。射出成型機1は、例えば、樹脂製品を成形する装置であって、一例として軸受を構成する樹脂製保持器を成形する装置である。射出成型機1の成形対象は、樹脂製保持器に限られるものではなく、種々の樹脂製品とすることができ、さらに樹脂製品に限られるものでもない。
(1. Overview of overall configuration of injection molding machine)
The overall configuration of the injection molding machine 1 will be described with reference to FIG. The injection molding machine 1 is, for example, an apparatus for molding a resin product, and an apparatus for molding a resin cage that constitutes a bearing as an example. The molding object of the injection molding machine 1 is not limited to the resin cage, but can be various resin products, and is not limited to resin products.
射出成型機1は、基台10と、基台10上に水平である第一方向に相対移動可能に設けられる第一支持台11及び第二支持台12と、溶融樹脂供給装置13とを備える。第一支持台11は、基台10上に第一方向に移動可能に配置される。第二支持台12は、第一支持台11の移動方向に対向するように基台10上に固定される。そして、第一支持台11と第二支持台12とは、接近及び離間する。なお、第一支持台11及び第二支持台12の何れもが、基台10に対して第一方向に移動可能に設けられるようにしてもよい。溶融樹脂供給装置13は、基台10及び第二支持台12に固定され、第二支持台12に対して溶融樹脂を供給する。
The injection molding machine 1 includes a
射出成型機1は、さらに、温度調整機能を有する金型装置14を備える。金型装置14は、金型ユニット21と、温度調整装置22と、接続装置23とを備える。
金型ユニット21は、一対の型ホルダとしての第一、第二型ホルダ30,40と、一対のカートリッジとしての第一、第二カートリッジ51,52とを備える。第一型ホルダ30は、第一支持台11のうちの第二支持台12側に固定される。第二型ホルダ40は、第一型ホルダ30に第一方向に対向するように、第二支持台12に固定される。
The injection molding machine 1 further includes a
The
第一カートリッジ51は、第一型ホルダ30のうち第二型ホルダ40側に着脱可能に取り付けられる。第二カートリッジ52は、第一カートリッジ51に対向するように、第二型ホルダ40に着脱可能に取り付けられる。第一、第二カートリッジ51,52の第一、第二型ホルダ30,40に対する着脱方向は、第一型ホルダ30と第二型ホルダ40の接近離間方向である第一方向とは異なる第二方向である。本実施形態においては、第二方向は、水平方向であって、第一方向に直交する方向である。第一カートリッジ51及び第二カートリッジ52のそれぞれの対向面は、成形対象を成形するためのキャビティを形成する成形面80a,90aを有する。
The
ここで、第一,第二カートリッジ51,52は、一対のカートリッジ本体としての第一、第二カートリッジ本体60,70と、一対の入れ子としての第一、第二入れ子80,90とを備える。なお、本実施形態では、第一、第二カートリッジ本体60,70と第一、第二入れ子80,90とが別体とする場合を例にあげるが、これらが一体に形成されて第一、第二カートリッジ51,52を構成するようにしてもよい。
Here, the first and
第一、第二カートリッジ本体60,70は、第一、第二型ホルダ30,40に第二方向に着脱可能に設けられる。第一、第二入れ子80,90は、第一、第二カートリッジ本体60,70に第一方向に着脱可能に設けられ、成形面80a,90aを有する。
The first and second cartridge
第一、第二型ホルダ30,40及び第一、第二カートリッジ本体60,70は、温度調整された流体を流通する流路30a,40a,60a,70aを備える。さらに、第一、第二型ホルダ30,40及び第一、第二カートリッジ本体60,70は、それぞれの流路30a,40a,60a,70aの入口側に設けられる入口側接続部34,44,67,74を備える。第一、第二型ホルダ30,40及び第一、第二カートリッジ本体60,70は、それぞれの流路30a,40a,60a,70aの出口側に設けられる出口側接続部35,45,68,75を備える。つまり、第一、第二型ホルダ30,40及び第一、第二カートリッジ本体60,70は、流通する流体の温度を制御することにより温度制御される。
The first and
温度調整装置22は、温度調整された流体を供給する。また、温度調整装置22は、還流された流体を所望の温度に調整した上で、再び供給することができる。
接続装置23は、第一、第二型ホルダ30,40及び第一、第二カートリッジ本体60,70のそれぞれと、温度調整装置22との間で、流体を流通する。接続装置23は、第一、第二型ホルダ30,40の入口側接続部34,44に着脱可能に接続するホルダ用入口側被接続部101,102と、出口側接続部35,45に着脱可能に接続するホルダ用出口側被接続部103,104と、ホルダ用入口側被接続部101,102及びホルダ用出口側被接続部103,104と温度調整装置22の供給側と還流側との間においてそれぞれで接続するホルダ用管路105,106とを備える。
The
The connecting
さらに、接続装置23は、第一、第二カートリッジ本体60,70の入口側接続部67,74に着脱可能に接続するカートリッジ用入口側被接続部111,112と、出口側接続部68,75に着脱可能に接続するカートリッジ用出口側被接続部113,114と、カートリッジ用入口側被接続部111,112及びカートリッジ用出口側被接続部113,114と温度調整装置22の供給側と還流側との間においてそれぞれで接続するカートリッジ用管路115,116とを備える。カートリッジ用入口側被接続部111及びカートリッジ用出口側被接続部113は、第一型ホルダ30のブラケット36に固定され、カートリッジ用入口側被接続部112及びカートリッジ用出口側被接続部114は、第二型ホルダ40のブラケット47に固定される。
Further, the connecting
(2.金型ユニットの詳細構成)
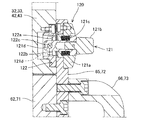
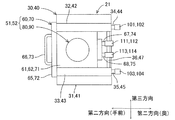
金型ユニット21の詳細構成について、図2−図5を主として参照し、図1を適宜参照しつつ説明する。ここで、図2において、左右方向が第一方向であり、前後方向が第二方向である。また、以下の説明において、図2において、紙面手前側を第二方向の手前側とし、紙面奥側を第二方向の奥側とする。また、図2において、上下方向を第三方向とする。また、図3及び図4は、図2の第二方向の奥側から見た第一、第二カートリッジ51,52であるため、図3及び図4において、紙面手前側が第二方向の奥側となる。
(2. Detailed configuration of mold unit)
A detailed configuration of the
第一型ホルダ30について、図2を参照して説明する。第一型ホルダ30は、取付プレート31、一対の対向延在部32,33と、入口側接続部34(図1に示す)と、出口側接続部35(図1に示す)と、ブラケット36(図1に示す)とを備える。
The
取付プレート31は、第一支持台11の第二支持台12側の面にボルトにより取り付けられる。一対の対向延在部32,33は、取付プレート31の第二支持台12側の面から、互いに平行に延在して、取付プレート31に一体的に設けられる。一対の対向延在部32,33は、第一方向及び第二方向に直交する第三方向(図2の上下方向)に対向する。一対の対向延在部32,33の対向面のうち取付プレート31側には、凹溝32a,33aが形成される。従って、取付プレート31及び一対の対向延在部32,33の内側には、第二方向に断面T字形状の空間が形成される。さらに、一対の対向延在部32,33のそれぞれの第一方向の先端面(図2の右端面)には、ノック穴32bが形成される。
The
取付プレート31及び一対の対向延在部32,33には、流路30a(図1に示す)が形成される。本実施形態においては、流路30aは、対向延在部32の第二方向の奥側面から、取付プレート31を通過して、もう一方の対向延在部33の第二方向の奥側面に至るように形成される。第一型ホルダ30は、流路30aを流通する流体によって、満遍なく所望の温度にされる。
A
入口側接続部34(図1に示す)は、流路30aの入口側に設けられる。つまり、入口側接続部34は、対向延在部32における第二方向の奥側面に配置される。出口側接続部35(図1に示す)は、流路30aの出口側に設けられる。つまり、出口側接続部35は、対向延在部33における第二方向の奥側面に配置される。入口側接続部34及び出口側接続部35は、カプラを構成するソケットとプラグの一方である。なお、このカプラは、一般的によく用いられる係止機構付カプラである。係止機構は、ソケットの外周に摺動可能に嵌合される係止用スリーブと、ソケットに設けられるボール保持窓と、プラグに設けられるボール係合溝と、ボール保持窓に保持され係止用スリーブによってボール係合溝に係入離脱する係止ボールとを備える。
The inlet side connection part 34 (shown in FIG. 1) is provided on the inlet side of the
ここで、接続装置23のホルダ用入口側被接続部101及びホルダ用出口側被接続部103は、入口側接続部34及び出口側接続部35に対応するカプラのソケットとプラグの他方である。つまり、入口側接続部34は、接続装置23のホルダ用入口側被接続部101に接続される。出口側接続部35は、ホルダ用出口側被接続部103に接続される。ブラケット36は、取付プレート31の第二支持台12側の面において、第二方向奥側の部位から延在して、取付プレート31に一体的に設けられる。ブラケット36は、カートリッジ用入口側被接続部111及びカートリッジ用出口側被接続部113を固定する。
Here, the holder inlet side connected
次に、第二型ホルダ40について、図2を参照して説明する。第二型ホルダ40は、取付プレート41、一対の対向延在部42,43と、入口側接続部44(図1に示す)と、出口側接続部45(図2に示す)と、ノックピン46と、ブラケット47とを備える。
Next, the
取付プレート41は、第二支持台12の第一支持台11側の面にボルトにより取り付けられる。一対の対向延在部42,43は、取付プレート41の第一支持台11側の面から、互いに平行に延在して、取付プレート41に一体的に設けられる。一対の対向延在部42,43は、第三方向(図2の上下方向)に対向する。一対の対向延在部42,43の対向面のうち取付プレート41側には、凹溝42a,43aが形成される。従って、取付プレート41及び一対の対向延在部42,43の内側には、第二方向に断面T字形状の空間が形成される。
The
取付プレート41及び一対の対向延在部42,43には、流路40a(図1に示す)が形成される。本実施形態においては、流路40aは、対向延在部42の第二方向の奥側面から、取付プレート41を通過して、もう一方の対向延在部43の第二方向の奥側面に至るように形成される。第二型ホルダ40は、流路40aを流通する流体によって、満遍なく所望の温度にされる。
A
入口側接続部44(図1に示す)は、流路40aの入口側に設けられる。つまり、入口側接続部44は、対向延在部42における第二方向の奥側面に配置される。出口側接続部45(図1に示す)は、流路40aの出口側に設けられる。つまり、出口側接続部45は、対向延在部43における第二方向の奥側面に配置される。入口側接続部44及び出口側接続部45は、カプラを構成するソケットとプラグの一方である。なお、このカプラは、一般的によく用いられる係止機構付カプラである。係止機構は、ソケットの外周に摺動可能に嵌合される係止用スリーブと、ソケットに設けられるボール保持窓と、プラグに設けられるボール係合溝と、ボール保持窓に保持され係止用スリーブによってボール係合溝に係入離脱する係止ボールとを備える。
The inlet side connection portion 44 (shown in FIG. 1) is provided on the inlet side of the
ここで、接続装置23のホルダ用入口側被接続部102及びホルダ用出口側被接続部104は、入口側接続部44及び出口側接続部45に対応するカプラのソケットとプラグの他方である。つまり、入口側接続部44は、接続装置23のホルダ用入口側被接続部102に接続される。出口側接続部45は、ホルダ用出口側被接続部104に接続される。
Here, the holder inlet side connected
ノックピン46は、一対の対向延在部42,43のそれぞれの第一方向の先端面(図2の左端面)に、第一方向に延びるように形成される。さらに、ノックピン46は、ノック穴32bに対応する位置に設けられる。ブラケット47は、取付プレート41の第一支持台11側の面において、第二方向奥側の部位から延在して、取付プレート41に一体的に設けられる。ブラケット47は、カートリッジ用入口側被接続部112及びカートリッジ用出口側被接続部114を固定する。
The
第一カートリッジ本体60について図2及び図3を参照して説明する。第一カートリッジ本体60は、T字部61と、入れ子固定部62と、押付プレート63と、付勢部材64と、規制プレート65と、把持部66と、入口側接続部67と、出口側接続部68とを備える。
The
T字部61は、第一型ホルダ30のT字形状の内部空間に対応するように、第二方向に直交する断面形状をT字形状に形成される。従って、T字部61は、第一型ホルダ30のT字形状の内部空間に対して、第二方向に案内され、第一方向への離脱を規制される。入れ子固定部62は、T字部61の第一方向の先端面に固定され、第一型ホルダ30のT字形状の内部空間に挿入される矩形状に形成される。入れ子固定部62は、第一入れ子80を第一方向から挿入する円形貫通孔62aを有する。
The T-shaped
T字部61及び入れ子固定部62には、流路60a(図1に示す)が形成される。本実施形態においては、流路60aは、入れ子固定部62の第二方向の奥側面から、T字部61を通過して、再び入れ子固定部62に戻り第二方向の奥側面に至るように形成される。第一カートリッジ本体60は、流路60aを流通する流体によって、満遍なく所望の温度にされる。
A
押付プレート63は、入れ子固定部62の第一支持台11側の面に、第一方向に進退可能に付勢部材64を介して取り付けられる。つまり、押付プレート63は、付勢部材64によってT字部61の第一方向の基端側に押し付けられている。付勢部材64は、例えば、コイルバネ又は皿バネである。
The
規制プレート65は、入れ子固定部62の第二方向の手前面に固定され、入れ子固定部62よりも第三方向の両方向に張り出す。つまり、規制プレート65の張り出し部分は、図2に示すように、一対の対向延在部32,33の第一方向の手前面に対向する。把持部66は、U字状に形成され、規制プレート65の第一方向の手前面に固定される。把持部66は、作業者に把持される。
The
入口側接続部67(図3に示す)は、入れ子固定部62の第二方向の奥側面に形成される流路60a(図1に示す)の入口側に設けられる。出口側接続部68(図3に示す)は、入れ子固定部62の第二方向の奥側面に形成される流路60a(図1に示す)の出口側に設けられる。入口側接続部67及び出口側接続部68は、カプラを構成するソケットとプラグの一方である。このカプラは、ソケットとプラグとの押付及び離間によって、流路の接続及び遮断がされるカプラである。つまり、このカプラは、一般的によく用いられる係止機構無しのカプラである。
The inlet side connecting portion 67 (shown in FIG. 3) is provided on the inlet side of the
ここで、接続装置23のカートリッジ用入口側被接続部111及びカートリッジ用出口側被接続部113は、入口側接続部67及び出口側接続部68に対応するカプラのソケットとプラグの他方である。つまり、入口側接続部67は、接続装置23のカートリッジ用入口側被接続部111に接続される。出口側接続部68は、カートリッジ用出口側被接続部113に接続される。
Here, the cartridge inlet side connected
第一入れ子80は、図3に示すように、第一カートリッジ本体60の入れ子固定部62の円形貫通孔62aに、第一方向から挿入されて固定される。第一入れ子80は、成形面80aを有する成形プレート81と、第一カートリッジ本体60の押付プレート63に図略のボルトを介して連結される被押付プレート82と、成形プレート81と被押付プレート82とを相対移動可能に案内する案内ロッド83とを備える。
As shown in FIG. 3, the
第二カートリッジ本体70について図2及び図4を参照して説明する。第二カートリッジ本体70は、T字部71と、規制プレート72と、把持部73と、入口側接続部74と、出口側接続部75とを備える。
The
T字部71は、第二型ホルダ40のT字形状の内部空間に対応するように、第二方向に直交する断面形状をT字形状に形成される。従って、T字部71は、第二型ホルダ40のT字形状の内部空間に対して、第二方向に案内され、第一方向への離脱を規制される。T字部71は、T字部71の第一方向の先端面側に、第二入れ子90を第一方向から挿入する円形孔71aを有する。さらに、T字部71には、流路70a(図1に示す)が形成される。第二カートリッジ本体70は、流路70aを流通する流体によって、満遍なく所望の温度にされる。
The T-shaped
規制プレート72は、T字部71の第二方向の手前面に固定され、T字部71よりも第三方向の両方向に張り出す。つまり、規制プレート72の張り出し部分は、図2に示すように、一対の対向延在部42,43の第一方向の手前面に対向する。把持部73は、U字状に形成され、規制プレート72の第一方向の手前面に固定される。把持部73は、作業者に把持される。
The
入口側接続部74(図4に示す)は、T字部71の第二方向の奥側面に形成される流路70a(図1に示す)の入口側に設けられる。出口側接続部75(図4に示す)は、T字部71の第二方向の奥側面に形成される流路70a(図1に示す)の出口側に設けられる。入口側接続部74及び出口側接続部75は、カプラを構成するソケットとプラグの一方である。
The inlet side connecting portion 74 (shown in FIG. 4) is provided on the inlet side of a
ここで、接続装置23のカートリッジ用入口側被接続部112及びカートリッジ用出口側被接続部114は、入口側接続部74及び出口側接続部75に対応するカプラのソケットとプラグの他方である。つまり、入口側接続部74は、接続装置23のカートリッジ用入口側被接続部112に接続される。出口側接続部75は、カートリッジ用出口側被接続部114に接続される。
Here, the cartridge inlet side connected
第二入れ子90は、図4に示すように、第二カートリッジ本体70の円形孔71aに、第一方向から挿入されて固定される。第二入れ子90は、成形面90aを有する。
As shown in FIG. 4, the
ここで、金型ユニット21は、上記の他に、図2に示すように、第一、第二型ホルダ30,40と第一、第二カートリッジ本体60,70との係止、及び、係止の解除をする係止装置120を備える。係止装置120は、第一カートリッジ51を第一型ホルダ30に第二方向に挿入した後に、第一型ホルダ30と第一カートリッジ51とを係止して、両者が離脱しないようにする。また、係止装置120は、第二カートリッジ52を第二型ホルダ40に第二方向に挿入した後に、第二型ホルダ40と第二カートリッジ52とを係止して、両者が離脱しないようにする。
Here, in addition to the above, the
係止装置120について、図2−図5を参照して説明する。係止装置120は、第一型ホルダ30及び第一カートリッジ本体60の間に、上下に二箇所設けられる。また、係止装置120は、第二型ホルダ40及び第二カートリッジ本体70の間に、上下に二箇所設けられる。
The
係止装置120は、規制プレート65,72に取り付けられるピン付きノブ121と、第一型ホルダ30及び第二型ホルダ40に取り付けられるカムプレート122とを備える。ピン付きノブ121は、規制プレート65,72に取り付けられたホルダ本体121aと、ホルダ本体121aに第二方向と平行な軸線回りに回転可能に支持されたノブ121bと、ホルダ本体121a及びノブ121b間に介挿された皿バネからなる弾性部材121cと、ノブ121bの先端に取り付けられた係合ピン121dとを備えている。係合ピン121dは、ノブ121bの回転軸線に対し径方向両側へ突出している。
The
カムプレート122には、ノブ121b及び係合ピン121dを挿通する通し穴122aと、係合ピン121dに接触するカム面122bとが形成されている。カム面122bは、ノブ121bを時計回りに回すと、弾性部材121cと反対側へ高さが漸増する面を有する。カム面122bの円周方向の途中には、係合ピン121dを係止させる断面円弧状の凹み122cが形成されている。通し穴122aにノブ121b及び係合ピン121dを挿通し、ノブ121bを時計回りに回すと、カム面122bに係合ピン121dが接触し、カム面122bの高さが増加することによってノブ121bが第一型ホルダ30側へ移動し、弾性部材121cを圧縮する。弾性部材121cの圧縮により、第一カートリッジ本体60の規制プレート65と第一型ホルダ30の一対の対向延在部32,33とが圧接される。また、弾性部材121cの圧縮により、第二カートリッジ本体70の規制プレート72と第二型ホルダ40の一対の対向延在部42,43とが圧接される。
The
(3.カプラの構成)
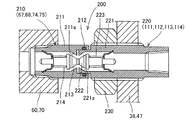
上述した各接続部67,68,74,75及び各被接続部111,112,113,114には、一例として以下に説明するカプラ200が適用される。カプラ200について、図6を参照して説明する。
(3. Coupler configuration)
As an example, the
カプラ200は、ソケット210と該ソケット210に挿入連結されるプラグ220とを備える。ここでは、ソケット210は、第一、第二カートリッジ60,70にねじ締結され、プラグ220は、外周に形成された雄ねじ部により第一、第二型ホルダ30,40のブラケット36,47に形成された雌ねじ部に螺合される。プラグ220は、雄ねじ部に螺合されるナット230により、ブラケット36,47に対する位置を調整可能にかつ固定される。
The
ソケット210は、内周面に内突状のバルブシート211aを備える筒状のソケット本体211と、ソケット本体211の先端側の内周面に配置されるシール部材212と、ソケット本体211内に軸線方向に相対移動可能に設けられるバルブ213と、バルブ213をソケット本体211のバルブシート211aに付勢するコイルばね214とを備える。つまり、初期状態において、コイルばね214の付勢力によって、バルブ213の外周面がバルブシート11aに押圧されて密封係合する。一方、バルブ213が先端側から押圧されてコイルばね214が収縮すると、バルブ213がバルブシート211aから離間して、流体が流通可能な状態となる。
The
プラグ220は、内周面に内突状のバルブシート221aを備える筒状のプラグ本体221と、プラグ本体221内に軸線方向に相対移動可能に設けられるバルブ222と、バルブ222をプラグ本体221のバルブシート221aに付勢するコイルばね223とを備える。プラグ本体221の先端は、ソケット本体211にシール部材212を介して嵌合される。バルブ222は、初期状態において、コイルばね223の付勢力によって、バルブ222の外周面がバルブシート221aに押圧されて密封係合する。このとき、バルブ222の位置は、プラグ本体221から突出している。バルブ222が先端側から押圧されてコイルばね223が収縮すると、バルブ222がバルブシート221aから離間して、流体が流通可能な状態となる。
The
つまり、図6に示すように、ソケット210とプラグ220とが押し付け合うことで、ソケット210のバルブ213の先端とプラグ220のバルブ222の先端とが接触し、両者が相互に付勢し合う。そうすると、ソケット210のバルブ213がバルブシート211aから離れ、且つ、プラグ220のバルブ222がバルブシート221aから離れ、ソケット210とプラグ220との間で流体が流通可能な状態となる。
That is, as shown in FIG. 6, when the
(4.射出成型機1による成形動作)
次に、射出成型機1による成形動作について、図1を参照して説明する。図1に示すように、作業者は、第一、第二カートリッジ51,52を第一、第二型ホルダ30,40に取り付けておく。この状態で、温度調整装置22が、温度調整された流体を供給する。温度調整された流体は、第一の経路として、供給側のホルダ用管路105→ホルダ用入口側被接続部101→第一型ホルダ30の入口側接続部34→流路30a→出口側接続部35→ホルダ用出口側被接続部103→還流側のホルダ用管路106の順に流通する。流路30aを流通する流体によって、第一型ホルダ30は、満遍なく所望の温度にされる。
(4. Molding operation by injection molding machine 1)
Next, the molding operation by the injection molding machine 1 will be described with reference to FIG. As shown in FIG. 1, the operator attaches the first and
温度調整された流体は、第二の経路として、供給側のホルダ用管路105→ホルダ用入口側被接続部102→第二型ホルダ40の入口側接続部44→流路40a→出口側接続部45→ホルダ用出口側被接続部104→還流側のホルダ用管路106の順に流通する。流路40aを流通する流体によって、第二型ホルダ40は、満遍なく所望の温度にされる。
The temperature-adjusted fluid is used as a second path for the holder
温度調整された流体は、第三の経路として、供給側のカートリッジ用管路115→カートリッジ用入口側被接続部111→第一カートリッジ本体60の入口側接続部67→流路60a→出口側接続部68→カートリッジ用出口側被接続部113→還流側のカートリッジ用管路116の順に流通する。流路60aを流通する流体によって、第一カートリッジ本体60は、満遍なく所望の温度にされる。さらに、第一カートリッジ本体60は、第一型ホルダ30から伝達される熱によって、早期に所望の温度にされる。
The temperature-adjusted fluid is supplied as a third path on the supply
温度調整された流体は、第四の経路として、供給側のカートリッジ用管路115→カートリッジ用入口側被接続部112→第二カートリッジ本体70の入口側接続部74→流路70a→出口側接続部75→カートリッジ用出口側被接続部114→還流側のカートリッジ用管路116の順に流通する。流路70aを流通する流体によって、第二カートリッジ本体70は、満遍なく所望の温度にされる。さらに、第二カートリッジ本体70は、第二型ホルダ40から伝達される熱によって、早期に所望の温度にされる。
The temperature-adjusted fluid is supplied as a fourth path on the supply
そして、第一カートリッジ本体60から第一入れ子80に熱が伝達されることによって、第一入れ子80が所望の温度にされる。つまり、第一入れ子80の成形面80aが所望の温度にされる。また、第二カートリッジ本体70から第二入れ子90に熱が伝達されることによって、第二入れ子90が所望の温度にされる。つまり、第二入れ子90の成形面90aが所望の温度にされる。
Then, heat is transferred from the
続いて、第二支持台12が第一支持台11に接近することより、第一、第二入れ子80,90が当接した状態になる。その後に、溶融樹脂供給装置13が、第一、第二入れ子80,90の成形面80a,90aにより形成されるキャビティに、溶融樹脂を供給する。続いて、第二支持台12と第一支持台11とを第一方向に離間させることで、第一、第二入れ子80,90が離間し、作業者が成形体を取り出す。
Subsequently, when the second support stand 12 approaches the
(5.カートリッジと型ホルダの着脱、及び、接続部と接続装置の接続離脱)
次に、第一、第二カートリッジ51,52による第一、第二型ホルダ30,40への着脱と、第一、第二カートリッジ本体60,70の接続部67,68,74,75と接続装置23の被接続部111,112,113,114との接続離脱との関係について、図7A及び図7Bを参照して説明する。
(5. Attachment / detachment of cartridge and mold holder, and connection / disconnection of connection part and connection device)
Next, the first and
第一、第二カートリッジ51,52による第一、第二型ホルダ30,40に対する着脱方向は、第二方向である。また、第一、第二カートリッジ本体60,70の接続部67,68,74,75と接続装置23の被接続部111,112,113,114とによる接続離脱方向は、第二方向である。つまり、両者は、同一方向である。
The attaching / detaching direction of the first and
さらに、第一、第二カートリッジ51,52による第一、第二の型ホルダ30,40への装着位置(係止装置120による係止位置)は、第一、第二カートリッジ本体60,70の接続部67,68,74,75と接続装置23の被接続部111,112,113,114との接続位置と一致する。接続位置とは、図6に示すように、ソケット210のバルブ213とプラグ220のバルブ222とが相互に押し付け合うことで、ソケット210とプラグ220との間に流路が形成される状態に相当する。従って、図7A及び図7Bに示すように、第一、第二カートリッジ51,52による第一、第二型ホルダ30,40への着脱動作によって、接続部67,68,74,75による被接続部111,112,113,114への接続離脱が行われる。
Further, the mounting positions of the first and
(6.金型ユニット21の交換作業の概要)
成形対象を変更する場合には、作業者は、金型ユニット21を交換する。交換作業について、図2を参照して説明する。
(6. Overview of replacement work of mold unit 21)
When changing the molding object, the operator replaces the
金型ユニット21は、第一金型ユニットとしての、第一型ホルダ30、第一カートリッジ本体60及び第一入れ子80と、第二金型ユニットとしての、第二型ホルダ40、第二カートリッジ本体70及び第二入れ子90とを備える。つまり、第一、第二金型ユニットは、それぞれ大きく分けて3部品により構成される。
The
成形対象を変更する場合には、作業者は、図2に示すように、第一、第二型ホルダ30,40から第一、第二カートリッジ51,52を第二方向に引き抜いて離脱する。このとき、第一、第二カートリッジ51,52の離脱動作に伴って、第一、第二カートリッジ本体60,70の接続部67,68,74,75が、接続装置23の被接続部111,112,113,114から離脱される。
When changing the molding object, as shown in FIG. 2, the operator pulls the first and
続いて、作業者は、第一、第二カートリッジ本体60,70から第一、第二入れ子80,90を図2−図4の第一方向に引き抜いて離脱する。作業者は、変更後の成形対象に対応する第一、第二入れ子80,90を、第一、第二カートリッジ本体60,70に装着して、第一、第二カートリッジ51,52をユニット化する。その後、作業者は、ユニット化された第一、第二カートリッジ51,52を、第一、第二型ホルダ30,40に図2の第二方向に挿入して、係止装置120により両者を位置決めする。このとき、第一、第二カートリッジ51,52を第一、第二型ホルダ30,40に位置決めした位置にて、第一、第二カートリッジ本体60,70の接続部67,68,74,75が、接続装置23の被接続部111,112,113,114に接続される。
Subsequently, the operator pulls out the first and
(7.実施形態の効果)
金型装置14は、第一方向に接近離間する一対の型ホルダ30,40と、一対のカートリッジ51,52と、温度調整された流体を供給する温度調整装置22と、接続装置23とを備える。一対のカートリッジ51,52は、一対の型ホルダ30,40のそれぞれに着脱可能に設けられ、流路60a,70aを備え、流路60a,70aの出入口のそれぞれに設けられる接続部67,68,74,75を備え、且つ成形面80a,90aのそれぞれが形成される。
(7. Effects of the embodiment)
The
接続装置23は、一対の型ホルダ30,40のそれぞれに対して相対的に固定され、接続部67,68,74,75のそれぞれに接続離脱する被接続部111,112,113,114をそれぞれ備え、温度調整装置22から供給される流体を一対のカートリッジ51,52のそれぞれの流路60a,70aを通過して温度調整装置22へ還流する。
The
そして、一対のカートリッジ51,52による一対の型ホルダ30,40への着脱方向と接続部67,68,74,75による被接続部111,112,113,114への接続離脱方向とは、同一方向である。さらに、一対のカートリッジ51,52による一対の型ホルダ30,40への着脱動作によって、接続部67,68,74,75による被接続部111,112,113,114への接続離脱が行われる。
And the attachment / detachment direction to the pair of
上記金型装置14は、型ホルダ30,40とカートリッジ51,52とに分割しているため、成形対象を変更する場合には、作業者は、型ホルダ30,40を交換することなく、軽量のカートリッジ51,52を交換すればよい。従って、交換作業が容易となる、交換時間が短くなる。
Since the
さらに、カートリッジ51,52が、流路60a,70a、及び、流路60a,70aの出入口には接続部67,68,74,75を備える。そして、接続装置23は、カートリッジ51,52の接続部67,68,74,75に接続離脱する被接続部111,112,113,114を備える。接続装置23の被接続部111,112,113,114がカートリッジ51,52の接続部67,68,74,75に接続された状態において、温度調整装置22から供給される流体は、接続装置23を介して、カートリッジ51,52の流路60a,70aに流入し、カートリッジ51,52から接続装置23を介して温度調整装置22に還流される。従って、型ホルダ30,40に着脱されるカートリッジ51,52に、直接、温度調整された流体を流通させることができるため、成形面80a,90aの温度を所望値に到達させるまでの時間が短くなる。
Further, the
さらに、カートリッジ51,52が型ホルダ30,40に着脱される方向が、カートリッジ51,52の接続部67,68,74,75と接続装置23の被接続部111,112,113,114との接続離脱方向とが同一方向であり、カートリッジ51,52の着脱動作によって接続部67,68,74,75による接続離脱が行われる。そのため、作業者は、カートリッジ51,52による型ホルダ30,40への着脱作業の他に、カートリッジ51,52の接続部67,68,74,75と接続装置23の被接続部111,112,113,114との接続離脱作業を行う必要がない。つまり、作業者は、単に、カートリッジ51,52を型ホルダ30,40に着脱することだけ行えばよい。以上より、段取り替え時間が非常に短くなる。
Further, the direction in which the
また、一対のカートリッジ51,52は、流路60a,70a及び接続部67,68,74,75を備える一対のカートリッジ本体60,70と、一対のカートリッジ本体60,70のそれぞれに着脱可能に保持され、成形面80a,90aのそれぞれが形成される一対の入れ子80,90とを備える。これにより、複数の成形対象を成形する場合には、一対の入れ子80,90を成形対象に応じて複数準備し、2組の一対のカートリッジ51,52を準備しておくことで足り、一対の型ホルダ30,40を複数所有する必要はなく、一対のカートリッジ51,52を3組以上所有する必要はない。
The pair of
このとき、一対のカートリッジ本体60,70が流路60a,70aを有するため、温度調整された流体が一対のカートリッジ本体60,70を流通することで、一対の入れ子80,90を所望の温度にすることができる。特に、金型ユニット21を型ホルダ30,40、カートリッジ本体60,70及び入れ子80,90に分割することで、一対の入れ子80,90の大きさは小さくできる。そのため、入れ子80,90に流路が形成されていないとしても、カートリッジ本体60,70から十分に熱が伝達される。
At this time, since the pair of cartridge
また、金型装置14は、一対の型ホルダ30,40及び一対のカートリッジ51,52の間に設けられ、一対の型ホルダ30,40と一対のカートリッジ51,52とを係止する一対の係止装置120を備える。そして、一対の係止装置120は、一対のカートリッジ51,52の挿入方向の手前側に設けられ、接続部67,68,74,75は、一対のカートリッジ51,52の挿入方向の奥側に設けられる。係止装置120が挿入方向(第二方向)の手前側に位置することで、作業者は容易に係止操作が可能となる。仮に、接続部67,68,74,75を手前側に設けると、接続部67,68,74,75が、側方から突出するように設ける必要がある。しかし、接続部67,68,74,75が、一対のカートリッジ51,52の挿入方向(第二方向)の奥側に位置することで、一対のカートリッジ51,52の構造がシンプルとなる。そして、挿入方向(第二方向)の奥側に、接続部67,68,74,75が位置すると、作業者は、当該位置の操作が容易ではない。しかし、接続部67,68,74,75に対する作業者による操作は不要であるため、何ら問題ない。
The
また、本実施形態においては、一対のカートリッジ51,52の挿入方向は、一対の型ホルダ30,40の接近離間方向に交差する方向としている。一対の型ホルダ30,40の離間距離を大きく確保することなく、一対のカートリッジ51,52の着脱が可能となる。従って、装置全体の小型化が図れる。
In the present embodiment, the insertion direction of the pair of
また、本実施形態においては、一対の型ホルダ30,40のそれぞれは、温度調整装置22から供給される流体を流通し、且つ、流体を温度調整装置22へ還流する流路30a,40aを有する。一対のカートリッジ51,52は、接続装置23に装着された後に、流体が流通することで温度調整されることに加えて、一対の型ホルダ30,40から熱が伝達されることによっても温度調整される。このように、一対のカートリッジ51,52だけでなく、一対の型ホルダ30,40についても、温度調整された流体を流通させることで、成形面80a,90aの温度をより早期に到達することができ、段取り時間をさらに短縮できる。
Moreover, in this embodiment, each of a pair of type |
また、本実施形態においては、接続部67,68,74,75及び被接続部111,112,113,114は、係止用スリーブを有しないカプラ200を構成するソケット210及びプラグ220である。カプラ200を構成するソケット210とプラグ220とを押し付け合うことで、流路が接続される。このカプラ200を用いることによって、一対のカートリッジ51,52による一対の型ホルダ30,40への着脱動作によって、接続部67,68,74,75による被接続部111,112,113,114への接続離脱が確実に行える。
In the present embodiment, the connecting
1:射出成型機、 10:基台、 11:第一支持台、 12:第二支持台、 14:金型装置、 21:金型ユニット、 22:温度調整装置、 23:接続装置、 30,40:第一、第二型ホルダ(一対の型ホルダ)、 30a,40a,60a,70a:流路、 34,44,67,74:入口側接続部、 35,45,68,75:出口側接続部、 51,52:第一、第二カートリッジ(一対のカートリッジ)、 60,70:第一、第二カートリッジ本体(一対のカートリッジ本体)、 67,74:入口側接続部、 68,75:出口側接続部、 80,90:第一、第二入れ子(一対の入れ子)、 80a,90a:成形面、 101,102:ホルダ用入口側被接続部、 103,104:ホルダ用出口側被接続部、 105,106:ホルダ用管路、 111,112:カートリッジ用入口側被接続部、 113,114:カートリッジ用出口側被接続部、 115,116:カートリッジ用管路、 120:係止装置
1: injection molding machine, 10: base, 11: first support base, 12: second support base, 14: mold device, 21: mold unit, 22: temperature adjustment device, 23: connection device, 30, 40: 1st, 2nd type | mold holder (a pair of type | mold holder), 30a, 40a, 60a, 70a: Flow path, 34, 44, 67, 74: Inlet side connection part, 35, 45, 68, 75: Outlet
Claims (6)
前記一対の型ホルダのそれぞれに着脱可能に設けられ、流路を備え、前記流路の出入口のそれぞれに設けられる接続部を備え、且つ成形面のそれぞれが形成される一対のカートリッジと、
温度調整された流体を供給する温度調整装置と、
前記一対の型ホルダのそれぞれに対して相対的に固定され、前記接続部のそれぞれに接続離脱する被接続部をそれぞれ備え、前記温度調整装置から供給される流体を前記一対のカートリッジのそれぞれの前記流路を通過して前記温度調整装置へ還流する接続装置と、
を備え、
前記一対のカートリッジによる前記一対の型ホルダへの着脱方向と前記接続部による前記被接続部への接続離脱方向とは、同一方向であり、
前記一対のカートリッジによる前記一対の型ホルダへの着脱動作によって、前記接続部による前記被接続部への接続離脱が行われる、温度調整機能を有する金型装置。 A pair of mold holders approaching and separating; and
A pair of cartridges detachably provided in each of the pair of mold holders, provided with a flow path, provided with a connection portion provided at each of the entrances and exits of the flow path, and formed with a molding surface;
A temperature adjusting device for supplying a temperature-adjusted fluid;
Each of the pair of mold holders includes a connected portion that is fixed relative to each of the pair of mold holders and that is connected to and disconnected from each of the connection portions; A connecting device that passes through the flow path and circulates back to the temperature adjusting device;
With
The attaching / detaching direction to the pair of mold holders by the pair of cartridges and the connecting / disconnecting direction to the connected parts by the connecting parts are the same direction.
A mold apparatus having a temperature adjusting function, wherein the connection part is disconnected from the connected part by the attaching / detaching operation of the pair of cartridges to the pair of mold holders.
前記流路及び前記接続部を備える一対のカートリッジ本体と、
前記一対のカートリッジ本体のそれぞれに着脱可能に保持され、成形面のそれぞれが形成される一対の入れ子と、
を備える、請求項1に記載の温度調整機能を有する金型装置。 The pair of cartridges is
A pair of cartridge bodies including the flow path and the connection portion;
A pair of nestings that are detachably held in each of the pair of cartridge main bodies and each of the molding surfaces is formed;
The mold apparatus which has a temperature adjustment function of Claim 1 provided with this.
前記一対の係止装置は、前記一対のカートリッジの挿入方向の手前側に設けられ、
前記接続部は、前記一対のカートリッジの挿入方向の奥側に設けられる、請求項1又は2に記載の温度調整機能を有する金型装置。 The mold apparatus includes a pair of locking devices that are provided between the pair of mold holders and the pair of cartridges and lock the pair of mold holders and the pair of cartridges;
The pair of locking devices are provided on the near side in the insertion direction of the pair of cartridges,
The mold apparatus according to claim 1 or 2, wherein the connection portion is provided on a back side in the insertion direction of the pair of cartridges.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135808A JP6641747B2 (en) | 2015-07-07 | 2015-07-07 | Mold device with temperature adjustment function |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135808A JP6641747B2 (en) | 2015-07-07 | 2015-07-07 | Mold device with temperature adjustment function |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017013476A true JP2017013476A (en) | 2017-01-19 |
| JP6641747B2 JP6641747B2 (en) | 2020-02-05 |
Family
ID=57829610
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015135808A Expired - Fee Related JP6641747B2 (en) | 2015-07-07 | 2015-07-07 | Mold device with temperature adjustment function |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6641747B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024063148A1 (en) * | 2022-09-21 | 2024-03-28 | パスカルエンジニアリング株式会社 | Die cooling system for injection molding machine |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04229216A (en) * | 1990-12-27 | 1992-08-18 | Nissei Plastics Ind Co | Injection mold |
| JPH07314502A (en) * | 1994-05-20 | 1995-12-05 | Komatsu Raito Seisakusho:Kk | Metal mold for injection molding |
| JPH098073A (en) * | 1996-05-23 | 1997-01-10 | Michio Osada | Metal mold equipment for manufacturing semiconductor device suitable for small amount production of many kinds of products |
| JPH0911300A (en) * | 1995-06-30 | 1997-01-14 | Amano Corp | Temperature regulating pipe connecting unit for injection molding machine and mold clamping unit |
| JPH0911284A (en) * | 1995-06-30 | 1997-01-14 | Pentel Kk | Mold device for cassette type injection molding |
| JP2003035452A (en) * | 2001-07-19 | 2003-02-07 | Moriroku Co Ltd | Double injection molding method for air outlet for air conditioning |
| JP2006297872A (en) * | 2005-04-25 | 2006-11-02 | Matsushita Electric Works Ltd | Mold device |
| JP2007301613A (en) * | 2006-05-12 | 2007-11-22 | Honda Motor Co Ltd | Fluid coupling for forming apparatus |
-
2015
- 2015-07-07 JP JP2015135808A patent/JP6641747B2/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04229216A (en) * | 1990-12-27 | 1992-08-18 | Nissei Plastics Ind Co | Injection mold |
| JPH07314502A (en) * | 1994-05-20 | 1995-12-05 | Komatsu Raito Seisakusho:Kk | Metal mold for injection molding |
| JPH0911300A (en) * | 1995-06-30 | 1997-01-14 | Amano Corp | Temperature regulating pipe connecting unit for injection molding machine and mold clamping unit |
| JPH0911284A (en) * | 1995-06-30 | 1997-01-14 | Pentel Kk | Mold device for cassette type injection molding |
| JPH098073A (en) * | 1996-05-23 | 1997-01-10 | Michio Osada | Metal mold equipment for manufacturing semiconductor device suitable for small amount production of many kinds of products |
| JP2003035452A (en) * | 2001-07-19 | 2003-02-07 | Moriroku Co Ltd | Double injection molding method for air outlet for air conditioning |
| JP2006297872A (en) * | 2005-04-25 | 2006-11-02 | Matsushita Electric Works Ltd | Mold device |
| JP2007301613A (en) * | 2006-05-12 | 2007-11-22 | Honda Motor Co Ltd | Fluid coupling for forming apparatus |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024063148A1 (en) * | 2022-09-21 | 2024-03-28 | パスカルエンジニアリング株式会社 | Die cooling system for injection molding machine |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6641747B2 (en) | 2020-02-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7829007B2 (en) | Injection-moulding system | |
| US8758002B2 (en) | Quick-change molding system for injection molding | |
| EP2639036A1 (en) | Edge-gated injection molding apparatus | |
| EP3237130A1 (en) | Mould for elements of bimetal radiators and related method | |
| KR101146058B1 (en) | System, method and apparatus for configuring an end of arm tool in a molding system | |
| JP2017013476A (en) | Die device having temperature control function | |
| CN109476049A (en) | Molding back-off release device | |
| GB2590119A (en) | Lower guide unit of electrical discharge machine | |
| JP2015516894A (en) | Male element | |
| CN109562430A (en) | Modularization tank ontology manufacturing machine | |
| US7708551B2 (en) | Reconfigurable hot runner | |
| KR20110032266A (en) | Injection mold | |
| US8708692B2 (en) | Apparatus for injection molding | |
| US4786244A (en) | Coupling device | |
| JP2005296972A (en) | Cooling structure for die | |
| JP7098051B2 (en) | Multi-mold system using runner | |
| JP2007229782A (en) | Pin locking device | |
| JP4942412B2 (en) | Tool holder clamp unit for spindle equipment | |
| JP2017516688A (en) | Molding tool for injection molding | |
| KR20170003072U (en) | Cooling apparatus for diecasting mold | |
| KR101326461B1 (en) | Plun-in type cooling water module | |
| JP6461750B2 (en) | Cooling pipe and mold cooling mechanism | |
| US10150688B2 (en) | Closing mechanism for the mold halves of an I.S. machine | |
| BR112020017063A2 (en) | MOLDS WITH COOLING AFTER INSERTION TECHNOLOGY AND RELATED METHODS | |
| CN210969888U (en) | Bottle blowing machine bed die |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180615 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191203 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191216 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6641747 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |