JP2016159916A - Sealing tape for packaging container and packaging container - Google Patents
Sealing tape for packaging container and packaging container Download PDFInfo
- Publication number
- JP2016159916A JP2016159916A JP2015038184A JP2015038184A JP2016159916A JP 2016159916 A JP2016159916 A JP 2016159916A JP 2015038184 A JP2015038184 A JP 2015038184A JP 2015038184 A JP2015038184 A JP 2015038184A JP 2016159916 A JP2016159916 A JP 2016159916A
- Authority
- JP
- Japan
- Prior art keywords
- film
- packaging
- sealing tape
- packaging container
- oxygen barrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
Description
本発明は、包装材料に流動性食品等を充填する包装充填装置に関する。 The present invention relates to a packaging and filling apparatus for filling a packaging material with fluid food or the like.
発酵乳飲料、牛乳、ミネラルウォーター、茶、ジュース、スープ、アルコール類等の流動性食品を収容する包装容器を製造する場合、ウェブ状(帯状)の包装積層材料が使用され、包装積層材料がヒートシール、超音波シール等によってシールされることにより、包装容器が形成される。 When manufacturing packaging containers that contain liquid foods such as fermented milk drinks, milk, mineral water, tea, juice, soup, alcohol, etc., web-like (band-like) packaging laminate materials are used, and the packaging laminate materials heat A packaging container is formed by sealing with a seal, an ultrasonic seal, or the like.
包装充填装置において、包装積層材料をチューブ状に成形し、縦シール装置によって長手方向(縦方向)にシールした後、チューブ状の包装積層材料の中に液体食品を充填しながら、横シール装置によって横方向にシールして切断し、枕状の予備成形容器を形成し、予備成形容器を更に最終形状に成形して包装容器を完成させる。 In a packaging and filling device, a packaging laminate material is formed into a tube shape, sealed in the longitudinal direction (longitudinal direction) by a longitudinal seal device, and then filled with liquid food in the tubular packaging laminate material, It is sealed and cut in the lateral direction to form a pillow-shaped preformed container, and the preformed container is further formed into a final shape to complete a packaging container.
包装積層材料をチューブ状に成形し、縦シール装置によって長手方向(縦方向)にシールする際には、ロール状態で供給される帯状の包装積層材料の両縁部を重ねてヒートシールすることで包装積層材料を連続的に円筒状に成形する。その際、包装容器内部の包装容器の縦方向に沿って露出する包装積層材料の断面を保護するために、ヒートシール部に沿って細長いフィルムが連続的にヒートシールされる。 When the packaging laminate material is formed into a tube shape and sealed in the longitudinal direction (longitudinal direction) by a longitudinal sealing device, the two sides of the strip-like packaging laminate material supplied in a roll state are overlapped and heat sealed. The packaging laminate material is continuously formed into a cylindrical shape. In that case, in order to protect the cross section of the packaging laminated material exposed along the longitudinal direction of the packaging container inside the packaging container, the elongated film is continuously heat-sealed along the heat seal portion.
これにより、重ね合わせられた縦シール部から内容物が漏れたり、外部に浸透したりしないように、チューブ状の包装積層材料の内部において縦シール部の端面がシーリングテープで保護される(特許文献1参照。)。 As a result, the end face of the vertical seal portion is protected with a sealing tape inside the tube-shaped packaging laminate material so that the contents do not leak from the overlapped vertical seal portion or penetrate into the outside (Patent Document). 1).
本発明の目的は、包装容器として充分な酸素バリア性を確保することができる包装容器用シーリングテープ及び包装容器を提供することにある。 The objective of this invention is providing the sealing tape for packaging containers which can ensure sufficient oxygen barrier property as a packaging container, and a packaging container.
本発明の一態様による包装容器用シーリングテープは、包装容器を形成する帯状の包装積層材料の両縁部の重ね合わせ部分をシールする包装容器用シールテープであって、少なくとも一方の面に酸素バリア層が形成された基材フィルムと、前記基材フィルムの両面に形成されたフィルムとを有することを特徴とする。 A sealing tape for a packaging container according to an aspect of the present invention is a sealing tape for a packaging container that seals an overlapping portion of both edges of a strip-shaped packaging laminate material forming the packaging container, and has an oxygen barrier on at least one surface. It has the base film in which the layer was formed, and the film formed on both surfaces of the said base film.
上述した包装容器用シーリングテープにおいて、前記酸素バリア層は、前記基材フィルムに樹脂をコーティングした樹脂フィルムでもよい。 In the packaging container sealing tape described above, the oxygen barrier layer may be a resin film obtained by coating the base film with a resin.
上述した包装容器用シーリングテープにおいて、前記酸素バリア層は、前記基材フィルムに無機物を蒸着した無機フィルムでもよい。 In the packaging container sealing tape described above, the oxygen barrier layer may be an inorganic film obtained by depositing an inorganic substance on the base film.
上述した包装容器用シーリングテープにおいて、前記基材フィルムは、二軸延伸フィルムでもよい。 In the above-described sealing tape for packaging containers, the base film may be a biaxially stretched film.
本発明の一態様による包装容器は、上述した包装容器用シーリングテープにより帯状の包装積層材料の両縁部の重ね合わせ部分がシールされた包装積層材料により形成されていることを特徴とする。 A packaging container according to an aspect of the present invention is characterized in that the packaging container is formed of a packaging laminate material in which the overlapping portions of both edges of the belt-like packaging laminate material are sealed by the packaging container sealing tape described above.
以上の通り、本発明によれば、少なくとも一方の面に酸素バリア層が形成された基材フィルムと、基材フィルムの両面に形成されたフィルムとを有するので、包装容器として充分な酸素バリア性を確保することができる。 As described above, according to the present invention, since it has a base film having an oxygen barrier layer formed on at least one side and a film formed on both sides of the base film, it has sufficient oxygen barrier properties as a packaging container. Can be secured.
[包装充填装置]
本発明による包装容器用シーリングテープを用いる包装充填装置について図1乃至図3を用いて説明する。
[Packing and filling equipment]
A packaging and filling apparatus using a sealing tape for packaging containers according to the present invention will be described with reference to FIGS.
(包装充填装置の概要)
まず、図1を用いて包装充填装置の概要について説明する。
(Outline of packaging filling equipment)
First, the outline | summary of a packaging filling apparatus is demonstrated using FIG.
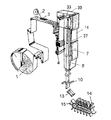
帯状の包装積層材料1は、リールの状態で包装充填装置に供給される。包装積層材料1は、紙基材、及び紙基材の両面にポリエチレン樹脂が積層された可撓性の積層体から成り、必要に応じて紙基材とフィルムとの間にアルミニウム箔、ガスバリア性樹脂等から成るバリア層が形成され、包装容器14の表面に相当する部分にあらかじめ文字や模様などが印刷されている。
The strip-shaped
繰り出された包装積層材料1は、搬送手段としての送り装置によって連続的に搬送され、ベンディングローラ、ダンパローラ等を経て、ストリップ付着装置3に送られ、ストリップ付着装置によって包装積層材料1の一方の縁部に沿ってストリップ2が付着される。
The fed
続いて、包装積層材料1は、必要に応じて、プルタブ付着装置によってプルタブが付着されている。包装積層材料1は、殺菌槽4に送られ、殺菌槽4において過酸化水素等の殺菌液によって殺菌される。
Subsequently, the pulling tab is attached to the
続いて、包装積層材料1は、アッパーチャンバ30に送られ、アッパーチャンバ30内のエアナイフ33によって乾燥させられた後、無菌室16の室内に送られる。
Subsequently, the
続いて、包装積層材料1は、フォーミングリング37等によって徐々に変形させられてチューブ状の形状に形成される。
Subsequently, the
続いて、包装積層材料1は、縦シール装置8の予熱手段からのホットエアーによって予熱されて、縦方向にシールされ、充填パイプ7を介して供給された流動性食品がチューブ状包装積層材料1内に充填される。
Subsequently, the
続いて、流動性食品が充填されたチューブ状包装積層材料1は、ローラによって案内され、横シール装置10に送られ、挟まれて横方向にシールされる。横シールされた包装積層材料は、切断刃などで切断されて枕状の予備成形容器13が形成される。そして、予備成形容器13は、最終成形搬送装置15によって搬送されて最終の形状に成形され、流動性食品を収容する包装容器14が完成する。
Subsequently, the tube-shaped
(シーリングテープ貼着装置)
次に、図2を用いて包装充填装置のシーリングテープ貼着装置について説明する。
(Sealing tape sticking device)
Next, the sealing tape sticking apparatus of a packaging filling apparatus is demonstrated using FIG.
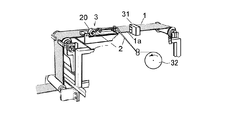
包装積層材料1は、ベンディングローラ、ダンパローラによって連続的に搬送され、シーリングテープ貼着装置3に送られる。包装積層材料1の縁部1aが加熱装置31によって予熱され、シーリングテープ貼着装置によってその縁部に沿ってシーリングテープ2が貼着される。
The
シーリングテープ2はシーリングテープロール32から供給される。帯状の包装積層材料1とシーリングテープ2とを挟んで、一方側に、プレッシャローラ20を回転自在に配設する。他方側に、プレッシャローラ20による圧力を受け、それに対向し、押さえ支持するようにカウンタローラ(図示せず)を回転自在に配設する。包装積層材料1が搬送されるに伴って、プレッシャローラ20及びカウンタローラ(図示せず)が押圧して回転し、包装積層材料1の縁部1aにシーリングテープ2が貼着される。
The
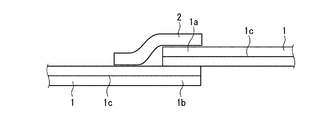
その後、包装積層材料1が、フォーミングリング37等によって徐々に変形させられてチューブ状の形状に形成され、縦シール装置8により縦方向によりシールされる。図3に示すように、帯状の包装積層材料1の縁部1aと縁部1bが重ね合わされ、その重ね合わせ部分がシーリングテープ2で覆われる。図3の上方が包装容器14の内側となり、シーリングテープ2により、帯状の包装積層材料1の縁部1aと縁部1bの重ね合わせ部分がシールされる。
Thereafter, the
包装積層材料1の内部には、例えば、図3に示すように、アルミニウム層1cが設けられおり、酸素バリア性が確保されているが、縁部1aと縁部1bの重ね合わせ部分をシーリングテープ2により覆うことにより酸素バリア性を確保している。
For example, as shown in FIG. 3, an
[包装容器用シーリングテープ]
飲料用の無菌充填用紙パック製造では、内容物を充填するためにロール状態で供給される包装積層材料の両縁部を重ねてヒートシールすることで包装材料を連続的に円筒状に成形する。
[Sealing tape for packaging containers]
In the manufacture of aseptic filling paper packs for beverages, the packaging material is continuously formed into a cylindrical shape by overlapping and heat-sealing both edges of the packaging laminate material supplied in a roll state to fill the contents.
その際、包装容器内部の包装容器の縦方向に沿って露出する包装積層材料の断面を保護するために、両縁部が重ね合わされたヒートシール部に沿って細長いシーリングテープが連続的にヒートシールされる。シーリングテープには包装積層材料とヒートシール可能なものを選択する。 At that time, in order to protect the cross section of the packaging laminate material exposed along the longitudinal direction of the packaging container inside the packaging container, a long and narrow sealing tape is continuously heat-sealed along the heat seal part where both edges are overlapped. Is done. Select a sealing tape that can be heat-sealed with packaging laminate material.
通常、包装容器の最内面にはポリエチレンがコーティングされているため、シーリングテープにはポリエチレンの単層、または多層フィルム、あるいはポリエチレンと他の合成樹脂材料からなる多層フィルムが用いられる。 Usually, since the innermost surface of the packaging container is coated with polyethylene, a single layer of polyethylene or a multilayer film or a multilayer film made of polyethylene and another synthetic resin material is used for the sealing tape.
包装充填装置での包装容器成形時には機械的強度の強いフィルムが好ましいため、PET樹脂を基材としてその両側にポリエチレンが積層加工されたものが用いられている。 Since a film having a high mechanical strength is preferable when forming a packaging container in a packaging and filling apparatus, a film in which polyethylene is laminated on both sides using a PET resin as a base material is used.
無菌充填用紙パックで使用する包装積層材料にはバリア層が積層されており、遮光と酸素バリアのためにアルミ箔がラミネートされている。ところが、包装積層材料の縁部のヒートシール部ではアルミ箔が不連続となるため、包装積層材料の両縁部の重なり部分から酸素が侵入する虞れがある。包装容器として高いバリア性を要求される場合には、包装容器用シーリングテープで覆うことにより高いバリア性を確保している。 A barrier layer is laminated on the packaging laminate material used in the aseptic filling paper pack, and an aluminum foil is laminated for light shielding and oxygen barrier. However, since the aluminum foil is discontinuous at the heat seal portion at the edge of the packaging laminate material, there is a possibility that oxygen may enter from the overlapping portion of both edges of the packaging laminate material. When a high barrier property is required as a packaging container, the high barrier property is secured by covering with a sealing tape for the packaging container.
このような包装容器シーリングテープとして、例えば、PET樹脂より酸素バリア性に優れたEVOH樹脂を基材として積層加工されたフィルムを用いることがある。 As such a packaging container sealing tape, for example, a film obtained by laminating an EVOH resin having a better oxygen barrier property than a PET resin as a base material may be used.
EVOH樹脂は、エチレンとビニルアルコールの共重合体であり、エチレン含有率が27〜47mol%の樹脂が用いられている。EVOH樹脂の酸素バリア性能を示す指標OTR(Oxygen Transmission Rate)値は、20〜23℃の常温下、厚み20ミクロンのフィルム換算で約1cc/m2・day・atm程度或いはそれ以下である特性を有している。 The EVOH resin is a copolymer of ethylene and vinyl alcohol, and a resin having an ethylene content of 27 to 47 mol% is used. The index OTR (Oxygen Transmission Rate) value indicating the oxygen barrier performance of EVOH resin has a characteristic of about 1 cc / m 2 · day · atm or less in terms of a film having a thickness of 20 microns at a room temperature of 20 to 23 ° C. Have.
しかしながら、EVOH樹脂は、吸湿性の大きい樹脂であり、酸素バリア性には温度依存性及び湿度依存性がある。温度が高くなると酸素透過率が大きくなる。また温度が高くなくても湿度が高くなると酸素透過率が大きくなる。 However, EVOH resin is a highly hygroscopic resin, and the oxygen barrier property has temperature dependency and humidity dependency. As the temperature increases, the oxygen transmission rate increases. Even if the temperature is not high, the oxygen permeability increases as the humidity increases.
包装容器用シーリングテープは、包装容器内面に貼着されるので、内容物である流動性食品に接することとなり、水分含有率は流動性食品と平衡である飽和状態となる。このためEVOH樹脂を用いた場合には、包装容器用シーリングテープの酸素透過率が大きくなるおそれがある。 Since the sealing tape for packaging containers is stuck to the inner surface of the packaging container, it comes into contact with the fluid food that is the content, and the moisture content is in a saturated state that is in equilibrium with the fluid food. For this reason, when EVOH resin is used, there exists a possibility that the oxygen permeability of the sealing tape for packaging containers may become large.
本願発明者は、このような技術的背景の下で鋭意研究努力した結果、流動性食品を収納する包装容器に用いた場合でも、充分な酸素バリア性を有する包装容器用シーリングテープを発明するに至った。 As a result of diligent research efforts under such a technical background, the inventor of the present application has invented a sealing tape for a packaging container having sufficient oxygen barrier properties even when used for a packaging container for storing fluid food. It came.
(第1実施形態)
本発明の第1実施形態による包装容器用シーリングテープについて図4を用いて説明する。
(First embodiment)
The packaging container sealing tape according to the first embodiment of the present invention will be described with reference to FIG.
図4(a)に、本実施形態による包装容器用シーリングテープの基材フィルム40を示す。
FIG. 4A shows a
基材フィルム40は、二軸延伸フィルム42の両面に酸素バリア性のある有機化合物の樹脂製の酸素バリア層44がコーティングされている。
In the
二軸延伸フィルム42は、例えば、ポリエステル、ポリアミド、ポリエチレンナフタレート、ポリプロピレン等の樹脂製のフィルムである。二軸延伸フィルム42の膜厚は、例えば、6−100μmである。二軸延伸フィルム42の代わりに、一軸延伸フィルム、無延伸フィルム等を用いてもよい。
The biaxially stretched
酸素バリア層44は、例えば、アクリル酸樹脂、ビニルアルコール樹脂、ポリエステル樹脂、ポリウレタン樹脂等の樹脂、あるいはこれら樹脂に無機層状化合物が添加された組成物からなる薄膜である。酸素バリア層44の膜厚は、例えば、0.1〜5.0μmである。
The
次に、図4(b)に示すように、図4(a)に示す基材フィルム40の両面に、接着剤46を塗布する。
Next, as shown in FIG. 4B, an adhesive 46 is applied to both surfaces of the
接着剤46は、例えば、ウレタン系、エポキシ系、EVA樹脂等である。接着剤46の膜厚は、例えば、0.05〜5μmである。 The adhesive 46 is, for example, urethane, epoxy, EVA resin, or the like. The film thickness of the adhesive 46 is, for example, 0.05 to 5 μm.
次に、図4(c)に示すように、図4(b)に示す接着剤46が塗布された基材フィルム40の両面にポリエチレンフィルム48をドライラミネーション、押出しラミネーション等で積層する。ポリエチレンフィルム48は、低密度ポリエチレン、直鎖状低密度ポリエチレン、あるいはこれらの積層フィルムである。
Next, as shown in FIG. 4C, a
その結果、二軸延伸フィルム42の両面に酸素バリア層44、ポリエチレンフィルム48が形成された包装容器用シーリングテープ50が完成する。
As a result, the packaging
(第1実施形態の変形例)
本発明の第1実施形態の変形例による包装容器用シーリングテープについて図5を用いて説明する。第1実施形態では二軸延伸フィルムの両面に酸素バリア層をコーティングしたが、本変形例では、二軸延伸フィルムの片面に酸素バリア層をコーティングしている。
(Modification of the first embodiment)
A packaging container sealing tape according to a modification of the first embodiment of the present invention will be described with reference to FIG. In the first embodiment, the oxygen barrier layer is coated on both sides of the biaxially stretched film, but in this modification, the oxygen barrier layer is coated on one side of the biaxially stretched film.
図5(a)に、本変形例による包装容器用シーリングテープの基材フィルム40を示す。
FIG. 5A shows a
基材フィルム40は、二軸延伸フィルム42の片面のみに酸素バリア性のある酸素バリア層44がコーティングされている。二軸延伸フィルム42、酸素バリア層44は、第1実施形態と同様である。
The
次に、図5(b)に示すように、図5(a)に示す基材フィルム40の両面に、接着剤46を塗布する。接着剤46は、第1実施形態と同様である。
Next, as shown in FIG. 5B, an adhesive 46 is applied to both surfaces of the
次に、図5(c)に示すように、図5(b)に示す接着剤46が塗布された基材フィルム40の両面にポリエチレンフィルム48をドライラミネーション、押出しラミネーション等で積層する。ポリエチレンフィルム48は、第1実施形態と同様である。
Next, as shown in FIG. 5C, a
その結果、二軸延伸フィルム42の片面に酸素バリア層44が形成された基材フィルム40の両面に、ポリエチレンフィルム48が形成された包装容器用シーリングテープ50が完成する。
As a result, the packaging
(酸素バリア層)
酸素バリア層44として次の材料であってもよい。
(Oxygen barrier layer)
The
(1)重合度が200〜2000、けん化度が90〜99.99モル%であるポリビニルアルコール系重合体(A)、およびアクリル酸とアセタール基含有エチレン性不飽和単量体との共重合により得られる、該アセタール基含有エチレン性不飽和単量体に由来する単位を0.1〜99モル%含むポリアクリル酸系共重合体(B)を含有する組成物であって、(A)成分と(B)成分の重量比(A):(B)が99:1〜80:20であるガスバリア性樹脂組成物。 (1) By copolymerization of a polyvinyl alcohol polymer (A) having a polymerization degree of 200 to 2000 and a saponification degree of 90 to 99.99 mol%, and acrylic acid and an acetal group-containing ethylenically unsaturated monomer. A composition containing a polyacrylic acid copolymer (B) containing 0.1 to 99 mol% of a unit derived from the acetal group-containing ethylenically unsaturated monomer, which is obtained as component (A) A gas barrier resin composition in which the weight ratio (A) :( B) of component (B) is 99: 1 to 80:20.
(2)アルキル変性ビニルアルコール系重合体及び無機層状化合物を含む組成物であって、上記アルキル変性ビニルアルコール系重合体が、下記式(I)で表される単量体単位(a)を含有し、粘度平均重合度が200以上4,000以下、けん化度が90モル%以上99.99モル%以下、上記単量体単位(a)の含有率が0.05モル%以上5モル%以下である組成物。 (2) A composition comprising an alkyl-modified vinyl alcohol polymer and an inorganic layered compound, wherein the alkyl-modified vinyl alcohol polymer contains a monomer unit (a) represented by the following formula (I) And a viscosity average polymerization degree of 200 to 4,000, a saponification degree of 90 to 99.99 mol%, and a content of the monomer unit (a) of 0.05 to 5 mol%. A composition.
(3)粘度平均重合度が100〜1000であり、重量平均重合度(Pw)と数平均重合度(Pn)の比Pw/Pnが2.4以上であり、炭素数が4以下のα−オレフィン単位を2〜12モル%含有するポリビニルアルコール系重合体からなるガスバリア用コーティング剤であって、該ポリビニルアルコール系重合体を水溶液として基材フィルムに塗布するガスバリア用コーティング剤。 (3) Viscosity average polymerization degree is 100 to 1000, ratio Pw / Pn of weight average polymerization degree (Pw) and number average polymerization degree (Pn) is 2.4 or more, and α- having 4 or less carbon atoms. A gas barrier coating agent comprising a polyvinyl alcohol polymer containing 2 to 12 mol% of an olefin unit, wherein the polyvinyl alcohol polymer is applied to a base film as an aqueous solution.
(4)炭素数が4以下のα−オレフィン単位を3〜19モル%含有し、重合度が600以下である水溶性ポリビニルアルコール系重合体の水溶液からなることを特徴とするフィルム用コーティング剤。 (4) A film coating agent comprising an aqueous solution of a water-soluble polyvinyl alcohol polymer having 3 to 19 mol% of α-olefin units having 4 or less carbon atoms and a polymerization degree of 600 or less.
(5)ポリカルボン酸系重合体とポリアルコール系重合体とを含有するコーティング液(A)を塗工し,乾燥することによりコート層を積層して、積層フィルムを形成する工程(a工程)と、前記積層フィルムを延伸し、熱固定することにより延伸積層フィルムを形成する工程(b工程)と、前記延伸積層フィルムのコート層と多価金属化合物を含有するコーティング液(B)とを接触させてガスバリア層を形成する工程(c工程)とで形成された材料。 (5) A step of applying a coating liquid (A) containing a polycarboxylic acid polymer and a polyalcohol polymer and drying to form a laminated film by laminating a coating layer (step a) And a step of forming the stretched laminated film by stretching and heat-setting the laminated film (step b), and a coating layer (B) containing the polyvalent metal compound and the coating layer of the stretched laminated film And a material formed in the step of forming a gas barrier layer (step c).
(6)ポリ(メタ)アクリル酸系ポリマーと、ポリアルコール系ポリマーと、多価アルコールである可塑剤と、水系媒体とを少なくとも含む水系塗工液を塗工して、該被コーティングフイルム上にコート層が配置された塗工フィルムを形成した材料。 (6) An aqueous coating solution containing at least a poly (meth) acrylic acid polymer, a polyalcohol polymer, a polyhydric alcohol plasticizer, and an aqueous medium is applied to the coating film. A material that forms a coated film with a coating layer.
(7)第一の溶媒と、該溶媒100質量部に対して0.1〜30質量部のポリカルボン酸系重合体と、該ポリカルボン酸系重合体中のカルボキシル基の量に対して0.05〜0.25化学当量の亜鉛化合物とを含有し、且つ前記ポリカルボン酸系重合体の数平均分子量が40,000〜10,000,000の範囲である、コーティング液。 (7) The first solvent, 0.1 to 30 parts by mass of the polycarboxylic acid polymer with respect to 100 parts by mass of the solvent, and 0 with respect to the amount of the carboxyl group in the polycarboxylic acid polymer. A coating liquid containing 0.05 to 0.25 chemical equivalent of a zinc compound, and the polycarboxylic acid polymer has a number average molecular weight in the range of 40,000 to 10,000,000.
(8)カルボキシル基含有重合体(A)、多価金属化合物粒子(B)、界面活性剤(C)、及び有機溶媒(D)を含有し、含水率が1,000ppm以下であるコーティング液の乾燥塗膜であるガスバリア性フィルム。 (8) A coating liquid containing a carboxyl group-containing polymer (A), polyvalent metal compound particles (B), a surfactant (C), and an organic solvent (D), and having a water content of 1,000 ppm or less. A gas barrier film that is a dry coating film.
(9)α,β−不飽和カルボン酸単量体及びカルボキシル基と反応する少なくとも1つの官能基を有する架橋性有機化合物を、該α,β−不飽和カルボン酸単量体のカルボキシル基のモル数Aに対する該架橋性有機化合物の該官能基のモル数Bの比B/Aが0.15〜2.20の範囲内となる量比で含有する重合性単量体組成物。 (9) The α, β-unsaturated carboxylic acid monomer and the crosslinkable organic compound having at least one functional group that reacts with the carboxyl group are converted into the moles of the carboxyl group of the α, β-unsaturated carboxylic acid monomer. A polymerizable monomer composition containing a ratio B / A of the number of moles B of the functional group of the crosslinkable organic compound to the number A in a range of 0.15 to 2.20.
(10)基材上に、α,β−不飽和カルボン酸単量体、該α,β−不飽和カルボン酸単量体のカルボキシル基に対する化学当量が0.20〜0.90に相当する量の多価金属イオン、該α,β−不飽和カルボン酸単量体に対する重量比が0.001〜0.45となる量の無機層状化合物、及び組成物全量基準で20〜85重量%の水を含有する水系重合性単量体組成物を塗布して湿潤状態の塗膜を形成し、湿潤状態の塗膜に電離放射線の照射及び/または加熱による重合処理を行って形成したイオン架橋ポリカルボン酸重合体フィルム。 (10) On the substrate, an amount corresponding to an α, β-unsaturated carboxylic acid monomer and a chemical equivalent of 0.20 to 0.90 with respect to the carboxyl group of the α, β-unsaturated carboxylic acid monomer. Of polyvalent metal ions, an inorganic layered compound in a weight ratio of 0.001 to 0.45 to the α, β-unsaturated carboxylic acid monomer, and 20 to 85% by weight of water based on the total amount of the composition An ion-crosslinked polycarboxylic acid formed by applying a water-based polymerizable monomer composition containing a wet coating film to form a wet coating film, and subjecting the wet coating film to irradiation treatment with ionizing radiation and / or heating. Acid polymer film.
(11)プラスチックフィルム基材の少なくとも一方の面にガスバリア性ポリカルボン酸系樹脂層が形成され、ポリカルボン酸系樹脂が、熱処理を受けることなく二価以上の金属の化合物における金属イオンによりカルボキシル基において架橋させられ、柔軟性とガスバリア性を併せもつことを特徴とする、ガスバリア性積層フィルム。 (11) A gas barrier polycarboxylic acid-based resin layer is formed on at least one surface of the plastic film substrate, and the polycarboxylic acid-based resin is carboxylated by a metal ion in a divalent or higher metal compound without being subjected to heat treatment. A gas barrier laminate film that is cross-linked and has both flexibility and gas barrier properties.
(基材フィルム)
本実施形態の基材フィルムとしては、例えば、株式会社クラレ製の「クラリスタCフィルム(商品名)」、凸版印刷株式会社製の「ベセーラ(商品名)」、ユニチカ株式会社製の「エンブレムNV(商品名)」等がある。
(Base film)
As a base film of this embodiment, for example, “Clarista C film (trade name)” manufactured by Kuraray Co., Ltd., “Besera (trade name)” manufactured by Toppan Printing Co., Ltd., “Emblem NV ( Product name) ".
(実施例1)
基材フィルムとして、株式会社クラレ製のクラリスタCフィルムを使用し、フィルム表面に二液タイプのウレタン系アンカー剤を塗布および乾燥後、押出しラミ加工により約30μmのポリエチレン層を積層した。その後、フィルムの反対面にも同一の積層加工を行い、ポリエチレン/酸素バリア層/ポリエチレンの構成の積層フィルムを作成した。その後、積層フィルムをスリット加工し、幅7.5mmのテープとした。
Example 1
As a base film, a Kuraray Co., Ltd. Clarista C film was used. A two-component urethane anchor was applied to the film surface and dried, and then a polyethylene layer of about 30 μm was laminated by extrusion laminating. Then, the same lamination process was performed also on the other surface of the film, and the laminated film of the structure of polyethylene / oxygen barrier layer / polyethylene was created. Thereafter, the laminated film was slit to obtain a tape having a width of 7.5 mm.
株式会社クラレ製のクラリスタCフィルムは、二軸延伸フィルムの片面に酸素バリア層が形成された基材フィルムである。 Kuraray Co., Ltd. Clarista C film is a base film in which an oxygen barrier layer is formed on one side of a biaxially stretched film.
紙パック充填試験を次のように実施してテープの性能評価を行った。 The paper pack filling test was conducted as follows to evaluate the performance of the tape.
テトラパック社の無菌充填機であるTBA/19充填機にて、ジュース仕様包材、および作製したバリア性の紙パック断面被覆用シールテープを用いて水充填を行い、内容量200mLの水充填容器を製造した。充填水には充填時の溶存酸素が1ppm以下になるよう脱気処理を行った。 Water filling with a TBA / 19 filling machine, a Tetra Pak aseptic filling machine, using juice-specific packaging material and the produced barrier tape for covering a cross section of a paper pack. Manufactured. The filling water was deaerated so that the dissolved oxygen at the time of filling was 1 ppm or less.
(比較例1)
基材フィルムとして厚さ12μmの二軸延伸EVOHフィルムを用いたこと以外は実施例1と同様にして水充填パックを製造した。
(Comparative Example 1)
A water-filled pack was produced in the same manner as in Example 1 except that a biaxially stretched EVOH film having a thickness of 12 μm was used as the base film.
紙パック充填試験を実施例1と同様に実施してテープの性能評価を行った。 A paper pack filling test was conducted in the same manner as in Example 1 to evaluate the performance of the tape.
(比較例2)
基材フィルムとして厚さ12μmの二軸延伸PETフィルムを用いたこと以外は実施例1と同様にして水充填パックを製造した。
紙パック充填試験を実施例1と同様に実施してテープの性能評価を行った。
(Comparative Example 2)
A water-filled pack was produced in the same manner as in Example 1 except that a biaxially stretched PET film having a thickness of 12 μm was used as the base film.
A paper pack filling test was conducted in the same manner as in Example 1 to evaluate the performance of the tape.
(保存試験)
実施例1、比較例1、比較例2の紙パックについて23℃及び37℃での保存試験を3か月間実施し、その間の紙パック内の充填水の溶存酸素の変化を測定する保存試験を行った。
(Preservation test)
For the paper packs of Example 1, Comparative Example 1 and Comparative Example 2, a storage test was conducted at 23 ° C. and 37 ° C. for 3 months, and a storage test was performed to measure the change in dissolved oxygen in the filling water in the paper pack during that period. went.
図6(a)は、23℃での保存試験における紙パック内の充填水の溶存酸素量の変化を示すグラフである。図6(b)は、37℃での保存試験における紙パック内の充填水の溶存酸素量の変化を示すグラフである。図6(a)、(b)において、縦軸は溶存酸素量(DO)/ppmであり、横軸は保存期間(Storege/month)である。 FIG. 6A is a graph showing changes in the dissolved oxygen content of the filling water in the paper pack in the storage test at 23 ° C. FIG. 6B is a graph showing changes in the dissolved oxygen content of the filling water in the paper pack in the storage test at 37 ° C. 6A and 6B, the vertical axis represents the dissolved oxygen amount (DO) / ppm, and the horizontal axis represents the storage period (Storge / month).
比較例2(PETを基材とするシールテープ)は、どちらの保存条件においても紙パック充填水の溶存酸素の上昇は大きく、酸素バリア性に劣る。 In Comparative Example 2 (Seal tape based on PET), the increase in dissolved oxygen in the paper pack filling water is large under either storage condition, and the oxygen barrier property is poor.
実施例1(クラリスタCフィルムを基材とするシールテープ)と比較例1(EVOHフィルムを基材とするシールテープ)とを比較すると、実施例1の方が比較例1に比べて、保存期間が長くなるほど酸素バリア性に優れていることがわかる。 When Example 1 (seal tape with a Clarista C film as a base material) and Comparative Example 1 (seal tape with a EVOH film as a base material) are compared, the storage time of Example 1 is longer than that of Comparative Example 1. It turns out that it is excellent in oxygen barrier property, so that becomes long.
また、実施例1の方が比較例1に比べて、保存温度が高くなるほど酸素バリア性に優れていることがわかる。すなわち、実施例1は、比較例1に比べて、酸素バリア性に温度依存性がないことがわかる。保存温度が高くなるほど実施例1が優位であることがわかる。 Moreover, it turns out that the direction of Example 1 is excellent in oxygen barrier property, so that storage temperature becomes high compared with the comparative example 1. That is, it can be seen that Example 1 has no temperature dependency on the oxygen barrier property as compared with Comparative Example 1. It can be seen that Example 1 is more advantageous as the storage temperature increases.
(第2実施形態)
本発明の第2実施形態による包装容器用シーリングテープについて図7を用いて説明する。本実施形態では、二軸延伸フィルムの片面に酸素バリア性のある無機物又は無機化合物の酸素バリア層をコーティングしている。
(Second Embodiment)
A packaging container sealing tape according to a second embodiment of the present invention will be described with reference to FIG. In this embodiment, an oxygen barrier layer of an inorganic substance or an inorganic compound having an oxygen barrier property is coated on one surface of a biaxially stretched film.
図7(a)に、本実施形態による包装容器用シーリングテープの基材フィルム40を示す。
FIG. 7A shows a
基材フィルム40は、二軸延伸フィルム42の片面のみに酸素バリア性のある酸素バリア層52が真空蒸着等によりコーティングされている。二軸延伸フィルム42は、第1実施形態と同様である。
In the
酸素バリア層52は、例えば、アルミニウム、シリカ、アルミナ、非晶質カーボン等の無機物又は無機酸化物のフィルムである。酸素バリア層52の膜厚は、例えば、0.01〜0.1μmである。
The
本実施形態の基材フィルムとしては、例えば、凸版印刷株式会社製の「GLフィルム」、大日本印刷株式会社製の「IB−PET」等がある。 Examples of the base film of the present embodiment include “GL film” manufactured by Toppan Printing Co., Ltd. and “IB-PET” manufactured by Dai Nippon Printing Co., Ltd.
次に、図7(b)に示すように、図4(a)に示す基材フィルム40の両面に、接着剤46を塗布する。
Next, as shown in FIG. 7B, an adhesive 46 is applied to both surfaces of the
接着剤46は、例えば、ウレタン系、エポキシ系、EVA等である。接着剤46の膜厚は、例えば、0.05〜5μmである。 The adhesive 46 is, for example, urethane, epoxy, EVA or the like. The film thickness of the adhesive 46 is, for example, 0.05 to 5 μm.
次に、図7(c)に示すように、図4(b)に示す接着剤46が塗布された基材フィルム40の両面にポリエチレンフィルム48を塗布する。ポリエチレンフィルム48は低密度ポリエチレン、直鎖状低密度ポリエチレン、あるいはこれらの積層フィルムである。
Next, as shown in FIG.7 (c), the
その結果、二軸延伸フィルム42の片面に酸素バリア層52が形成された基材フィルム40の両面に、ポリエチレンフィルム48が形成された包装容器用シーリングテープ50が完成する。
As a result, the packaging
[変形実施形態]
本発明は上記実施形態に限らず種々の変形が可能である。
[Modified Embodiment]
The present invention is not limited to the above embodiment, and various modifications can be made.
例えば、上記実施形態では、包装容器を製造する際の縦シールに本発明によるシーリングテープを使用したが、他の個所のシールの際に本発明によるシーリングテープを使用してもよい。 For example, in the above embodiment, the sealing tape according to the present invention is used for the vertical seal when manufacturing the packaging container. However, the sealing tape according to the present invention may be used for sealing at other locations.
1…包装積層材料
2…ストリップ(シーリングテープ)
3…ストリップ付着装置(シーリングテープ貼着装置)
7…充填パイプ
8…縦シール装置
10…横シール装置
13…予備成形容器
14…包装容器
15…最終成形搬送装置
16…無菌室
20…プレッシャローラ
30…アッパーチャンバ
31…加熱装置
32…シーリングテープロール
33…エアナイフ
37…フォーミングリング
40…基材フィルム
42…二軸延伸フィルム
44、52…酸素バリア層
46…接着剤
48…ポリエチレンフィルム
50…包装容器用シーリングテープ
1 ...
3. Strip adhering device (sealing tape adhering device)
DESCRIPTION OF
Claims (5)
少なくとも一方の面に酸素バリア層が形成された基材フィルムと、
前記基材フィルムの両面に形成されたフィルムと
を有することを特徴とする包装容器用シーリングテープ。 A sealing tape for a packaging container that seals an overlapped portion of both edges of a strip-shaped packaging laminate material forming a packaging container,
A base film having an oxygen barrier layer formed on at least one surface;
A sealing tape for a packaging container, comprising: a film formed on both sides of the base film.
前記酸素バリア層は、前記基材フィルムに樹脂をコーティングした樹脂フィルムである
ことを特徴とする包装容器用シーリングテープ。 The sealing tape for packaging containers according to claim 1,
The oxygen barrier layer is a resin film obtained by coating the base film with a resin.
前記酸素バリア層は、前記基材フィルムに無機物を蒸着した無機フィルムである
ことを特徴とする包装容器用シーリングテープ。 The sealing tape for packaging containers according to claim 1,
The said oxygen barrier layer is an inorganic film which vapor-deposited the inorganic substance on the said base film. The sealing tape for packaging containers characterized by the above-mentioned.
前記基材フィルムは、二軸延伸フィルムである
ことを特徴とする包装容器用シーリングテープ。 In the sealing tape for packaging containers according to any one of claims 1 to 3,
The said base film is a biaxially stretched film. The sealing tape for packaging containers characterized by the above-mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015038184A JP2016159916A (en) | 2015-02-27 | 2015-02-27 | Sealing tape for packaging container and packaging container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015038184A JP2016159916A (en) | 2015-02-27 | 2015-02-27 | Sealing tape for packaging container and packaging container |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016159916A true JP2016159916A (en) | 2016-09-05 |
| JP2016159916A5 JP2016159916A5 (en) | 2017-11-24 |
Family
ID=56846070
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015038184A Pending JP2016159916A (en) | 2015-02-27 | 2015-02-27 | Sealing tape for packaging container and packaging container |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016159916A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020122009A1 (en) | 2018-12-13 | 2020-06-18 | Henkel Ag & Co. Kgaa | Hot-melt adhesive |
| EP3950848A4 (en) * | 2019-04-01 | 2022-12-28 | DIC Corporation | Gas barrier composition, coating agent, and laminate |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000037822A (en) * | 1998-07-22 | 2000-02-08 | Kureha Chem Ind Co Ltd | Coating film and its production |
| JP2000119585A (en) * | 1998-06-03 | 2000-04-25 | Kuraray Co Ltd | Coating agent for film |
| JP2004211040A (en) * | 2002-11-11 | 2004-07-29 | Nihon Tetra Pak Kk | Sealing tape and paper container |
| JP2005126528A (en) * | 2003-10-22 | 2005-05-19 | Kureha Chem Ind Co Ltd | Coating liquid and method for producing film using the same |
| WO2006067963A1 (en) * | 2004-12-24 | 2006-06-29 | Tetra Laval Holdings & Finance S.A. | Method for manufacturing strip tape and strip tape for container |
| JP2007056084A (en) * | 2005-08-23 | 2007-03-08 | Kureha Corp | Polymerizable monomer composition, gas barrier film, and method for producing the gas barrier film |
| JP2007176495A (en) * | 2005-12-27 | 2007-07-12 | Nihon Tetra Pak Kk | Strip tape for packaging container, strip tape manufacturing method, and paper packaging container |
| WO2007125741A1 (en) * | 2006-04-26 | 2007-11-08 | Kureha Corporation | Coating liquid, gas barrier film, gas barrier laminate and gas barrier multilayer film each using the coating liquid, and their production methods |
| JP2007297476A (en) * | 2006-04-28 | 2007-11-15 | Kureha Corp | Water-based polymerizable monomer composition, gas barrier film and manufacturing method of the gas barrier film |
| JP2007313758A (en) * | 2006-05-25 | 2007-12-06 | Kureha Corp | Gas barrier laminated film, gas barrier multi-layer film, and method for manufacturing them |
| JP2008150608A (en) * | 2007-12-26 | 2008-07-03 | Kuraray Co Ltd | Method for producing coating agent for gas barrier |
| JP2008155076A (en) * | 2006-12-20 | 2008-07-10 | Kureha Corp | Gas barrier stretched laminated film and its manufacturing method |
| JP2008248166A (en) * | 2007-03-30 | 2008-10-16 | Kuraray Co Ltd | Gas barrier resin composition |
| JP2013119566A (en) * | 2011-12-06 | 2013-06-17 | Kuraray Co Ltd | Gas barrier composition |
-
2015
- 2015-02-27 JP JP2015038184A patent/JP2016159916A/en active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000119585A (en) * | 1998-06-03 | 2000-04-25 | Kuraray Co Ltd | Coating agent for film |
| JP2000037822A (en) * | 1998-07-22 | 2000-02-08 | Kureha Chem Ind Co Ltd | Coating film and its production |
| JP2004211040A (en) * | 2002-11-11 | 2004-07-29 | Nihon Tetra Pak Kk | Sealing tape and paper container |
| JP2005126528A (en) * | 2003-10-22 | 2005-05-19 | Kureha Chem Ind Co Ltd | Coating liquid and method for producing film using the same |
| WO2006067963A1 (en) * | 2004-12-24 | 2006-06-29 | Tetra Laval Holdings & Finance S.A. | Method for manufacturing strip tape and strip tape for container |
| JP2007056084A (en) * | 2005-08-23 | 2007-03-08 | Kureha Corp | Polymerizable monomer composition, gas barrier film, and method for producing the gas barrier film |
| JP2007176495A (en) * | 2005-12-27 | 2007-07-12 | Nihon Tetra Pak Kk | Strip tape for packaging container, strip tape manufacturing method, and paper packaging container |
| WO2007125741A1 (en) * | 2006-04-26 | 2007-11-08 | Kureha Corporation | Coating liquid, gas barrier film, gas barrier laminate and gas barrier multilayer film each using the coating liquid, and their production methods |
| JP2007297476A (en) * | 2006-04-28 | 2007-11-15 | Kureha Corp | Water-based polymerizable monomer composition, gas barrier film and manufacturing method of the gas barrier film |
| JP2007313758A (en) * | 2006-05-25 | 2007-12-06 | Kureha Corp | Gas barrier laminated film, gas barrier multi-layer film, and method for manufacturing them |
| JP2008155076A (en) * | 2006-12-20 | 2008-07-10 | Kureha Corp | Gas barrier stretched laminated film and its manufacturing method |
| JP2008248166A (en) * | 2007-03-30 | 2008-10-16 | Kuraray Co Ltd | Gas barrier resin composition |
| JP2008150608A (en) * | 2007-12-26 | 2008-07-03 | Kuraray Co Ltd | Method for producing coating agent for gas barrier |
| JP2013119566A (en) * | 2011-12-06 | 2013-06-17 | Kuraray Co Ltd | Gas barrier composition |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020122009A1 (en) | 2018-12-13 | 2020-06-18 | Henkel Ag & Co. Kgaa | Hot-melt adhesive |
| EP3950848A4 (en) * | 2019-04-01 | 2022-12-28 | DIC Corporation | Gas barrier composition, coating agent, and laminate |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6589642B1 (en) | Three part high moisture barrier for packages | |
| JP6573607B2 (en) | Easy-cut absorbable laminate and packaging bag using the same | |
| WO2018070945A1 (en) | Polymer barrier laminate tube for container | |
| CN107848678B (en) | Disposable warm subsides multilayer film and disposable warm subsides for outer bag | |
| US6902645B2 (en) | Three part high moisture barrier for packages | |
| EP3802071A1 (en) | Apparatus and method of making containers | |
| JP2016159916A (en) | Sealing tape for packaging container and packaging container | |
| JP2016222277A (en) | Packing bag | |
| TW200302777A (en) | Composite material for light-, gas- and liquid-tight, heat-sealable packages | |
| ES2683216T3 (en) | Method of formation of packaging material, packaging material and use thereof | |
| JP6716928B2 (en) | Packaging materials, packaging bags, and packages | |
| JP2008296577A (en) | Gas barrier paperboard for packaging | |
| JP2019112093A (en) | Paper container for liquid and manufacturing method of the same | |
| JP6769212B2 (en) | Packaging materials for water-containing contents and their manufacturing methods | |
| JP2009286488A (en) | Paper container | |
| JP2019104501A (en) | Packaging laminate | |
| JP7346945B2 (en) | Laminate for packaging materials | |
| JP5880020B2 (en) | Laminated tube for one hair color | |
| JP2017047609A (en) | Multilayer sheet, tray and package | |
| JP2023015832A (en) | Multilayer film and package | |
| JP7035421B2 (en) | Laminates for packaging liquid contents, packaging materials for liquid contents, packaging for liquid contents | |
| JP2023124607A (en) | Multilayer film and package | |
| JP2021172359A (en) | Package and manufacturing method of package | |
| JP2023124606A (en) | Multilayer film, package and method for producing package | |
| JP2023015831A (en) | Multilayer film and package |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20170922 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171006 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171006 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180706 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180717 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190129 |