JP2016136527A - 基板用コネクタの接続構造 - Google Patents
基板用コネクタの接続構造 Download PDFInfo
- Publication number
- JP2016136527A JP2016136527A JP2016052478A JP2016052478A JP2016136527A JP 2016136527 A JP2016136527 A JP 2016136527A JP 2016052478 A JP2016052478 A JP 2016052478A JP 2016052478 A JP2016052478 A JP 2016052478A JP 2016136527 A JP2016136527 A JP 2016136527A
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- dimension
- horizontal direction
- pair
- solder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000000758 substrate Substances 0.000 title claims abstract description 14
- 229910000679 solder Inorganic materials 0.000 claims abstract description 60
- 230000013011 mating Effects 0.000 claims description 8
- 238000005476 soldering Methods 0.000 abstract description 9
- 238000009751 slip forming Methods 0.000 abstract description 3
- 238000007639 printing Methods 0.000 description 4
- 238000004381 surface treatment Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images














Landscapes
- Coupling Device And Connection With Printed Circuit (AREA)
Abstract
【課題】リフロー半田において接続に必要とされる半田の量を少なくして各半田ペーストの印刷範囲を小さくし、もって端子間ピッチを小さくする。
【解決手段】基板用コネクタの接続構造は、端子は断面多角形状をなすとともに、相手側端子が導通可能に接続される端子接続部と、スルーホールB1に半田で接続される基板接続部とを備え、端子接続部は、水平方向に延びて平行に配された一対の接触面であって相手側端子と接触する一対の接触面を有しており、この一対の接触面の水平方向両側縁にそれぞれ一対のテーパ面が連続して形成されており、一対の接触面の水平方向の寸法をL1とし、テーパ面の水平方向の寸法をL2とし、端子の水平方向の寸法をL3とし、端子の水平方向と直交する方向の寸法をL4とし、L3=L4とし、L3=L2+L1+L2とし、L2/L3を面取り比率Rと定義したときに、面取り比率Rは、0.23以上0.43以下である構成とした。
【選択図】図7
【解決手段】基板用コネクタの接続構造は、端子は断面多角形状をなすとともに、相手側端子が導通可能に接続される端子接続部と、スルーホールB1に半田で接続される基板接続部とを備え、端子接続部は、水平方向に延びて平行に配された一対の接触面であって相手側端子と接触する一対の接触面を有しており、この一対の接触面の水平方向両側縁にそれぞれ一対のテーパ面が連続して形成されており、一対の接触面の水平方向の寸法をL1とし、テーパ面の水平方向の寸法をL2とし、端子の水平方向の寸法をL3とし、端子の水平方向と直交する方向の寸法をL4とし、L3=L4とし、L3=L2+L1+L2とし、L2/L3を面取り比率Rと定義したときに、面取り比率Rは、0.23以上0.43以下である構成とした。
【選択図】図7
Description
本明細書によって開示される技術は、基板用コネクタの接続構造に関する。
従来、基板に貫通して形成された円形のスルーホールに挿入される端子として、例えば下記特許文献1に記載のものが知られている。この端子は、断面正方形状の線材を母材として表面処理を施した後、一定の長さに切り出してプレス加工することによって形成されている。端子をスルーホールに挿入して半田付けを行う場合、端子の断面における角部がスルーホールの内壁に最も接近することになるため、端子の断面形状に合わせてスルーホールの孔径が決定されることになる。一方、端子の断面における各辺の中央部では、スルーホールの内壁までの距離が最も長くなるため、半田の量が多くなってしまう。ここで、フロー半田によって半田付けを行う場合には、溶融半田槽からスルーホール内部に半田を吸い上げて半田付けを行うことができるため、必要とされる半田の量が多くなっても端子間ピッチを小さくすることは可能である。
しかしながら、基板の表面に半田ペーストを印刷してからリフロー炉に通して半田付けを行うリフロー半田の場合には、スルーホール内部に流れ込む半田の量を加味した上でスルーホールのランドよりも広い範囲に半田ペーストを印刷する必要があり、各半田ペーストが重ならないようにスルーホール間ピッチを設定しなければならない。したがって、端子間ピッチを小さくするには、半田の量をできるだけ少なくして、各半田ペーストの印刷範囲をできるだけ小さくすることが必要とされる。
本明細書によって開示される技術は上記のような事情に基づいて完成されたものであって、リフロー半田において接続に必要とされる半田の量を少なくして各半田ペーストの印刷範囲を小さくし、もって端子間ピッチを小さくすることを目的とする。
本明細書によって開示される基板用コネクタの接続構造は、複数のスルーホールが基板上に配され、前記スルーホールに接続される複数の端子と前記複数の端子が保持されたハウジングとを有し、前記複数の端子が前記ハウジングに配された基板用コネクタの接続構造であって、前記端子は前記スルーホールに挿入され半田で前記スルーホールに電気的に接続され、当該端子は断面多角形状をなすとともに、相手側端子が導通可能に接続される端子接続部と、前記スルーホールに前記半田で接続される基板接続部とを備え、前記端子接続部は、水平方向に延びて平行に配された一対の接触面であって前記相手側端子と接触する一対の接触面を有しており、この一対の接触面の水平方向両側縁にそれぞれ一対のテーパ面が連続して形成されており、前記一対の接触面の水平方向の寸法をL1とし、前記テーパ面の水平方向の寸法をL2とし、前記端子の水平方向の寸法をL3とし、前記端子の前記水平方向と直交する方向の寸法をL4とし、L3=L4とし、L3=L2+L1+L2とし、L2/L3を面取り比率Rと定義したときに、前記面取り比率Rは、0.23以上0.43以下であることが好ましい。
本明細書によって開示される基板用コネクタの接続構造の効果を図10のグラフを参照しながら説明する。図10においては、端子の水平方向の寸法L3を0.650mmとし、スルーホール径と端子の最大寸法との差が0.089mmとなるように設定してある。また、図10のX軸の面取り寸法とは、本発明の「C面の水平方向の寸法L2」に相当する。また、Y軸のはんだ量とは、リフロー半田において必要とされる半田ペーストの量である。さらに、R付けとは、角部にR面を形成した断面形状の端子のことであり、C面とは、角部にC面を形成した断面8角形状の端子のことであり、6角形とは、角部にテーパ面を形成した断面六角形状の端子のことである。
図10において面取り比率Rが0.23の場合(L2=R×0.65より)、面取り寸法は0.150mmとなる。また、面取り比率Rが0.43の場合、面取り寸法は0.275mmとなる。つまり、面取り寸法が0.150mm以上0.275mm以下の範囲においては、6角形よりもC面のほうが半田ペーストの量を少なくできることになる。
本明細書によって開示される基板用コネクタの接続構造によれば、リフロー半田において接続に必要とされる半田の量を少なくして各半田ペーストの印刷範囲を小さくし、もって端子間ピッチを小さくすることができる。
<実施形態>
本発明の実施形態を図1ないし図15の図面を参照しながら説明する。本実施形態におけるコネクタは、図1に示すように、基板B上に取り付けられる基板用コネクタであって、合成樹脂製のハウジング50と、ハウジング50に保持された複数の端子10とを備えて構成されている。ハウジング50は、前方に開口するフード部51を有しており、このフード部51の奥壁52から前方に突出する態様で複数の端子10が上下方向および左右方向に並んで配されている。フード部51の内部には、相手側コネクタ(図示せず)が嵌合可能とされている。
本発明の実施形態を図1ないし図15の図面を参照しながら説明する。本実施形態におけるコネクタは、図1に示すように、基板B上に取り付けられる基板用コネクタであって、合成樹脂製のハウジング50と、ハウジング50に保持された複数の端子10とを備えて構成されている。ハウジング50は、前方に開口するフード部51を有しており、このフード部51の奥壁52から前方に突出する態様で複数の端子10が上下方向および左右方向に並んで配されている。フード部51の内部には、相手側コネクタ(図示せず)が嵌合可能とされている。
端子10は、銅または銅合金からなる線材を母材として錫めっきなどの表面処理を施した後、一定の長さで切り出してプレス加工などを行うことによって形成されている。この端子10は、フード部51の奥壁52から前方に突出した端子接続部11と、フード部51の奥壁52から下方に突出した基板接続部12とを備えている。フード部51の内部に相手側コネクタを嵌合させると、相手側コネクタに設けられた相手側端子が端子接続部11と導通可能に接続される。
相手側端子は、図示はしないものの、角筒状をなす箱部を有し、この箱部の内部に、片持ち状をなす弾性接触片が形成されている。箱部の内部に端子10が嵌合すると、端子10が弾性接触片とこれに対向して配された天井壁との間に挟持されるようになっている。端子10の端子接続部11は、弾性接触片に接触する下側接触面13と、天井壁に接触する上側接触面14とを備えており、上下両側接触面13,14は平行をなすように配されている。なお、端子10は、同一の線材から形成されているため、端子接続部11のみならず、基板接続部12も、上下両側接触面13,14を備えており、基板接続部12の先端部15は先細り状に形成されている。
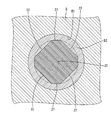
次に、リフローによって基板接続部12をスルーホールB1に半田B2で接続する方法について説明する。まず、基板Bを印刷機の基板テーブル上に載置し、基板Bを固定した後、スルーホールB1の位置に丸孔が形成されたマスクを基板B上に密着させる。そして、スキージをマスクに押し当てて動かすことによって丸孔に半田ペーストを埋め込み、スルーホールB1上に半田ペーストが印刷される。半田ペーストB3は、図4に示すように、スルーホールB1のランドよりも広い範囲で印刷されており、基板接続部12をスルーホールB1に挿入すると、図5に示すように、半田ペーストB3の一部がスルーホールB1の内部に押し込まれる。続いて、基板Bをリフロー炉に通して加熱を行うと、図6に示すように、半田B2が形成され、スルーホールB1の上下両側のランド部分にフィレットが形成される。
さて、本実施形態の端子10は、図11ないし図15に示すように、断面八角形状をなしている。端子10の基板接続部12は、基板Bに貫通して形成されたスルーホールB1に挿入されて半田B2で接続されている。一方、端子接続部11においては、相手側端子の弾性接触片の撓み量が一定となるように、上下両側接触面13,14間の寸法が一定となるように形成する必要がある。また、スルーホールB1の内径は、基板接続部12の角部がスルーホールB1の内壁に接触しないように、端子10の外径よりも大きめに形成しなければならない。
そこで、本実施形態では、基板接続部12の角部とスルーホールB1の内壁との間に形成される最小クリアランスが0.089mmで、かつ、上下両側接触面13,14間の寸法(端子10の厚さ)が0.640±0.010mmという前提条件の下、いかなる端子形状であれば半田量が最も少なくなるかについて端子形状の最適化を行った。
まず、端子の断面形状における各寸法について図7ないし図9を参照しながら説明する。図7の端子は、角部にC面を形成した断面八角形状の端子であり、以下においては、C面端子20という。図7ないし図9では図示左右方向が水平方向とされている。C面端子20は、水平方向に延びて平行に配された一対の接触面21を有している。図8の端子は、角部にR面を形成した断面形状の端子であり、以下においては、R付け端子30という。R付け端子30は、水平方向に延びて平行に配された一対の接触面31を有している。図9の端子は、角部にテーパ面を形成した断面六角形状の端子であり、以下においては、6角形端子40という。6角形端子40は、水平方向に延びて平行に配された一対の接触面41を有している。
図7のL1は、C面端子20の接触面21の水平方向における寸法であり、以下においては、接触面寸法L1という。C面端子20の水平方向両側縁には、一対のC面22が連続して形成されている。両C面22は、接触面21に対して45°の傾斜角度で左右対称に形成されている。L2は、C面22の水平方向における寸法であり、以下においては、面取り寸法L2という。この面取り寸法L2は、表1におけるC面処理のC0.025〜C0.325に相当する。したがって、例えば表1のC0.025とは、面取り寸法L2が0.025mmであることを意味している。CLは、スルーホール径DTHとC面端子20の外径DTERとの差を2で除したものであり、表1における最小クリアランスに相当する。また、L4は、一対の接触面21,21間の寸法であって、表1における端子の厚さに相当する。一方、L3は、L3=L2+L1+L2の式で算出される寸法であって、表1における端子の幅に相当する。
図11に示すC面端子20は面取り寸法L2を0.100mmとしたものであり、表1に示すように、このときの半田の量は0.472mm3である。図12に示すC面端子20は面取り寸法を0.150mmとしたものであり、このときの半田の量は0.396mm3である。図13に示すC面端子20は面取り寸法を0.200mmとしたものであり、このときの半田の量は0.362mm3である。図14に示すC面端子20は面取り寸法L2を0.250mmとしたものであり、このときの半田の量は0.371mm3である。図15に示すC面端子20は面取り寸法L2を0.275mmとしたものであり、このときの半田の量は0.392mm3である。
図11ないし図15のC面端子20を見ればわかるように、面取り寸法L2を0.200mm〜0.250mmに設定すると、断面形状が方形から真円に近づくため、半田の量が少なくなっていくことがわかる。しかしながら、面取り寸法L2を大きくしすぎると、接触面寸法L1が小さくなるため、接触抵抗の増加に配慮しなければならない。
図8のL1は、R付け端子30の接触面31の水平方向における寸法であり、以下においては、接触面寸法L1という。R付け端子30の水平方向両側縁には、一対のR面32が形成されている。両R面32は、左右対称に形成されている。L2は、R面32の水平方向における寸法であり、以下においては、面取り寸法L2という。この面取り寸法L2は、表2におけるR処理のR0.025〜R0.32に相当する。したがって、例えば表2のR0.025とは、面取り寸法L2が0.025mmであることを意味している。CLは、スルーホール径DTHとR付け端子30の外径DTERとの差を2で除したものであり、表2における最小クリアランスに相当する。また、L4は、一対の接触面31,31間の寸法であって、表2における端子の厚さに相当する。一方、L3は、L3=L2+L1+L2の式で算出される寸法であって、表2における端子の幅に相当する。
図9のL1は、6角形端子40の接触面41の水平方向における寸法であり、以下においては、接触面寸法L1という。6角形端子40の水平方向両側縁には、一対のテーパ面42が形成されている。両テーパ面42は、C面端子20のC面22よりも急斜面で左右対称に形成されている。L2は、テーパ面42の水平方向における寸法であり、以下においては、面取り寸法L2という。この面取り寸法L2は、表3における六角形の0.025×0.3〜0.325×0.3に相当する。ここで、例えば0.025×0.3とは、面取り寸法L2が0.025mmで、かつ、テーパ面42の垂直方向における寸法が0.3mmであることを意味している。CLは、スルーホール径DTHと6角形端子40の外径DTERとの差を2で除したものであり、表3における最小クリアランスに相当する。また、L4は、一対の接触面41,41間の寸法であって、表3における端子の厚さに相当する。一方、L3は、L3=L2+L1+L2の式で算出される寸法であって、表3における端子の幅に相当する。

図10は、面取り寸法を0mm以上0.325mm以下の範囲で変化させた場合における半田ペーストの量の推移を、C面端子20とR付け端子30と6角形端子40とについて比較したものである。また、図10のグラフの元データは、表4に記載したとおりである。表4の単位のうち面取り寸法はmmであり、他はmm2であり、表4においては単位を省略して記載してある。
まず、C面端子20の傾向としては、面取り寸法L2が0.200mm以上0.225mm以下のときに、最も半田ペーストの量が少なくなることがわかる。また、6角形端子40の傾向としては、0.225mm以上0.275mm以下のときに、最も半田ペーストの量が少なくなることがわかる。一方、R付け端子30については、面取り寸法L2を大きくするほど半田ペーストの量が少なくなることがわかる。これは、R付け端子30の面取り寸法L2を大きくすれば大きくするほど、断面形状が真円形状に近づくためである。
図10は、面取り寸法を0mm以上0.325mm以下の範囲で変化させた場合における半田ペーストの量の推移を、C面端子20とR付け端子30と6角形端子40とについて比較したものである。また、図10のグラフの元データは、表4に記載したとおりである。表4の単位のうち面取り寸法はmmであり、他はmm2であり、表4においては単位を省略して記載してある。
まず、C面端子20の傾向としては、面取り寸法L2が0.200mm以上0.225mm以下のときに、最も半田ペーストの量が少なくなることがわかる。また、6角形端子40の傾向としては、0.225mm以上0.275mm以下のときに、最も半田ペーストの量が少なくなることがわかる。一方、R付け端子30については、面取り寸法L2を大きくするほど半田ペーストの量が少なくなることがわかる。これは、R付け端子30の面取り寸法L2を大きくすれば大きくするほど、断面形状が真円形状に近づくためである。
しかしながら、面取り寸法L2を大きくすれば、相手側コネクタと嵌合する端子接続部11における接触面寸法L1がその分だけ小さくなることを意味するから、接触抵抗の増加を防ぐという観点からすると、面取り寸法L2ができるだけ小さいほうが好ましく、面取り寸法L2が小さいながらも半田ペーストの量を少なくできることが理想的と言える。そうすると、面取り寸法L2が小さい段階で半田ペーストの量をより少なくできるC面端子20が最も理想的であると言える。
C面端子20の面取り寸法L2が0.150mmのとき、半田ペーストの量が0.792mm3であり、面取り寸法L2が0.275mmのとき、半田ペーストの量が0.783mm3であり、面取り寸法L2が0.150mm以上0.275mm以下では、半田ペーストの量が0.800m3以下に抑えられている。一方、6角形端子40の半田ペーストの量が最も少なくなるのは、面取り寸法L2が0.250mmのときであり、その量は0.813mm3である。したがって、C面端子の面取り寸法L2を0.150mm以上0.275mm以下に設定しておけば、6角形端子40の半田ペーストの量よりも必ず少なくできることがわかる。
ここで、(面取り寸法L2)/(端子の幅L3)を面取り比率Rと定義する。また、端子の幅L3は、表1ないし表3に記載されているように、0.64mm±0.01mmとされており、その上限値である0.650mmをL3とした場合に、面取り比率Rは以下のように算出される。
<面取り寸法L2が0.150mmのとき>
面取り比率R=L2/L3=0.150/0.650=0.231
<面取り寸法L2が0.275mmのとき>
面取り比率R=L2/L3=0.275/0.650=0.423
したがって、面取り比率Rを0.23以上0.43以下に設定しておけば、面取り寸法L2が0.150mm以上0.275mm以下の範囲を必ず含むことになる。したがって、面取り比率Rを0.23以上0.43以下に設定しておけば、6角形端子40よりもC面端子20のほうが半田ペーストの量を少なくできる。
<面取り寸法L2が0.150mmのとき>
面取り比率R=L2/L3=0.150/0.650=0.231
<面取り寸法L2が0.275mmのとき>
面取り比率R=L2/L3=0.275/0.650=0.423
したがって、面取り比率Rを0.23以上0.43以下に設定しておけば、面取り寸法L2が0.150mm以上0.275mm以下の範囲を必ず含むことになる。したがって、面取り比率Rを0.23以上0.43以下に設定しておけば、6角形端子40よりもC面端子20のほうが半田ペーストの量を少なくできる。
さらに、C面端子20の面取り寸法L2が0.200mmのとき、半田ペーストの量が0.725mm3であり、面取り寸法L2が0.225mmのとき、半田ペーストの量が0.725mm3である。したがって、面取り寸法L2を0.200mm以上0.225mm以下に設定しておけば、C面端子20の半田ペーストの量をさらに少なくすることができる。面取り寸法L2が0.225mmのときにおけるR付け端子30の半田ペーストの量は0.769mm3であることから、R付け端子30よりもC面端子20のほうが半田ペーストの量を少なくできる。面取り寸法L2が0.200mmと0.225mmのときにおける面取り比率Rは以下のようである。
<面取り寸法L2が0.200mmのとき>
面取り比率R=L2/L3=0.200/0.650=0.308
<面取り寸法L2が0.225mmのとき>
面取り比率R=L2/L3=0.225/0.650=0.346
したがって、面取り比率Rを0.30以上0.35以下に設定しておけば、面取り寸法L2が0.200mm以上0.225mm以下の範囲を必ず含むことになる。したがって、面取り比率Rを0.30以上0.35以下に設定しておけば、C面端子20の半田ペーストの量を最も少なくすることができ、R付け端子30よりも半田ペーストの量を少なくできる。
<面取り寸法L2が0.200mmのとき>
面取り比率R=L2/L3=0.200/0.650=0.308
<面取り寸法L2が0.225mmのとき>
面取り比率R=L2/L3=0.225/0.650=0.346
したがって、面取り比率Rを0.30以上0.35以下に設定しておけば、面取り寸法L2が0.200mm以上0.225mm以下の範囲を必ず含むことになる。したがって、面取り比率Rを0.30以上0.35以下に設定しておけば、C面端子20の半田ペーストの量を最も少なくすることができ、R付け端子30よりも半田ペーストの量を少なくできる。
このようにして半田ペーストの量を少なくできると、スルーホール間ピッチを小さくすることができ、端子間ピッチを小さくすることができる。
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では最小クリアランスCLが0.089mmで端子の幅および厚さが0.64±0.01mmとなる場合を前提条件として半田ペーストの量を算出しているものの、本発明によると、最小クリアランスCLと端子の幅および厚さはこれらに限定されない。
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では最小クリアランスCLが0.089mmで端子の幅および厚さが0.64±0.01mmとなる場合を前提条件として半田ペーストの量を算出しているものの、本発明によると、最小クリアランスCLと端子の幅および厚さはこれらに限定されない。
10…端子
20…C面端子
21…接触面
22…C面
B…基板
B1…スルーホール
B2…半田
CL…最小クリアランス(スルーホール径と端子の外径との差)
DTER…端子の外径
DTH…スルーホール径
L1…接触面寸法(接触面の水平方向の寸法)
L2…面取り寸法(C面の水平方向の寸法)
L3…端子の幅(L2+L1+L2)
R…面取り比率
20…C面端子
21…接触面
22…C面
B…基板
B1…スルーホール
B2…半田
CL…最小クリアランス(スルーホール径と端子の外径との差)
DTER…端子の外径
DTH…スルーホール径
L1…接触面寸法(接触面の水平方向の寸法)
L2…面取り寸法(C面の水平方向の寸法)
L3…端子の幅(L2+L1+L2)
R…面取り比率
Claims (1)
- 複数のスルーホールが基板上に配され、前記スルーホールに接続される複数の端子と前記複数の端子が保持されたハウジングとを有し、前記複数の端子が前記ハウジングに配された基板用コネクタの接続構造であって、
前記端子は前記スルーホールに挿入され半田で前記スルーホールに電気的に接続され、
当該端子は断面多角形状をなすとともに、相手側端子が導通可能に接続される端子接続部と、前記スルーホールに前記半田で接続される基板接続部とを備え、前記端子接続部は、水平方向に延びて平行に配された一対の接触面であって前記相手側端子と接触する一対の接触面を有しており、この一対の接触面の水平方向両側縁にそれぞれ一対のテーパ面が連続して形成されており、
前記一対の接触面の水平方向の寸法をL1とし、前記テーパ面の水平方向の寸法をL2とし、前記端子の水平方向の寸法をL3とし、前記端子の前記水平方向と直交する方向の寸法をL4とし、L3=L4とし、L3=L2+L1+L2とし、
L2/L3を面取り比率Rと定義したときに、前記面取り比率Rは、0.23以上0.43以下であることを特徴とする基板用コネクタの接続構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016052478A JP2016136527A (ja) | 2016-03-16 | 2016-03-16 | 基板用コネクタの接続構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016052478A JP2016136527A (ja) | 2016-03-16 | 2016-03-16 | 基板用コネクタの接続構造 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012209163A Division JP5950777B2 (ja) | 2012-09-24 | 2012-09-24 | 端子および基板用コネクタの接続構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016136527A true JP2016136527A (ja) | 2016-07-28 |
Family
ID=56513146
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016052478A Abandoned JP2016136527A (ja) | 2016-03-16 | 2016-03-16 | 基板用コネクタの接続構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016136527A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011154801A (ja) * | 2010-01-26 | 2011-08-11 | Sumitomo Wiring Syst Ltd | メッキ線材および金属端子 |
| JP2011159923A (ja) * | 2010-02-03 | 2011-08-18 | Denso Corp | 電子装置 |
-
2016
- 2016-03-16 JP JP2016052478A patent/JP2016136527A/ja not_active Abandoned
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011154801A (ja) * | 2010-01-26 | 2011-08-11 | Sumitomo Wiring Syst Ltd | メッキ線材および金属端子 |
| JP2011159923A (ja) * | 2010-02-03 | 2011-08-18 | Denso Corp | 電子装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5224067B2 (ja) | 基板用端子およびこれを備えた基板用コネクタ | |
| CN105990760A (zh) | 连接器 | |
| JP2017041341A (ja) | 回路基板用コネクタ | |
| WO2015034092A1 (ja) | 電気コネクタの端子、及び電気コネクタ | |
| JP2016027536A (ja) | 端子付プリント基板 | |
| JP2012142152A (ja) | 回路基板組立体、基板装置、回路基板組立体の組み立て方法 | |
| US10292267B2 (en) | Joining part and board unit | |
| JP2016110966A (ja) | コンタクト及び該コンタクトを使用するコネクタ | |
| JP5278269B2 (ja) | 基板用コネクタ | |
| JP5950777B2 (ja) | 端子および基板用コネクタの接続構造 | |
| CN206283020U (zh) | 电连接器 | |
| JP2015177039A (ja) | プリント基板およびそれを用いた端子付プリント基板 | |
| JP2016136527A (ja) | 基板用コネクタの接続構造 | |
| JP6308384B2 (ja) | 端子付プリント基板 | |
| WO2021192889A1 (ja) | 端子、基板用コネクタ、及び端子の製造方法 | |
| JP4532462B2 (ja) | プレスフィット端子 | |
| EP2658035B1 (en) | Terminal manufacturing method and board connector | |
| JP2012226856A (ja) | 基板用コネクタ | |
| CN203225947U (zh) | 印刷电路板组件 | |
| JP2013004788A (ja) | 基板実装構造 | |
| CN203225367U (zh) | 端子组件 | |
| JP6171898B2 (ja) | 電子装置及びその製造方法 | |
| US10424855B2 (en) | Connector terminals with improved solder joint | |
| JP5916683B2 (ja) | 端子金具 | |
| JP5715482B2 (ja) | 基板表面実装用ソケット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161129 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20170113 |