JP2016101324A - Vehicle seat and method for producing the same - Google Patents
Vehicle seat and method for producing the same Download PDFInfo
- Publication number
- JP2016101324A JP2016101324A JP2014241187A JP2014241187A JP2016101324A JP 2016101324 A JP2016101324 A JP 2016101324A JP 2014241187 A JP2014241187 A JP 2014241187A JP 2014241187 A JP2014241187 A JP 2014241187A JP 2016101324 A JP2016101324 A JP 2016101324A
- Authority
- JP
- Japan
- Prior art keywords
- seat
- accent line
- urethane pad
- cover
- accent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 21
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims abstract description 48
- 239000000853 adhesive Substances 0.000 claims abstract description 11
- 230000001070 adhesive effect Effects 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 17
- 238000009958 sewing Methods 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims 2
- 238000004826 seaming Methods 0.000 abstract 3
- 239000000463 material Substances 0.000 description 29
- 239000004744 fabric Substances 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
Images





Abstract
Description
本発明は、乗用車や鉄道車両などの車両用シート及びその製造方法に係り、特に、シートカバーにアクセントラインを形成した車両用シート及びその製造方法に関するものである。 The present invention relates to a vehicle seat such as a passenger car and a railway vehicle and a manufacturing method thereof, and more particularly to a vehicle seat having an accent line formed on a seat cover and a manufacturing method thereof.
乗用車や鉄道車両などの車両用シートのシートバック、クッションシートを被覆するシートカバーには、シートサイド部の縫着部分に段差を設け、シート外観の質感を向上させている。 A seat cover for covering a seat back of a vehicle seat such as a passenger car or a railway vehicle and a cushion seat is provided with a step at a sewn portion of the seat side portion to improve the appearance of the seat.
このようなシートカバーを形成する方法として、特開2005−110946号公報(特許文献1)には、二つの表皮材の表面側を対向するように端末をそろえて重ね合せた後、端末部分を縫合し、一方の表皮材を折り返すことにより形成するシートカバーの構造において、表皮材の一方の端末部の裏面または端末部の裏面に対応する位置に係止部材を取り付け、折り返した表皮材の裏面に対応する位置に係止させる構成が開示されている。 As a method for forming such a seat cover, Japanese Patent Application Laid-Open No. 2005-110946 (Patent Document 1) describes a method in which terminals are aligned and overlapped so that the surface sides of two skin materials face each other. In the structure of the seat cover formed by stitching and folding back one skin material, the back surface of one of the skin material is attached to the back surface of one terminal portion or the back surface of the terminal portion, and the back surface of the skin material folded back The structure locked to the position corresponding to is disclosed.
また、特開2014−8320号公報(特許文献2)には、2枚の表皮材を縫い合わせて、シートバックに形成した溝に埋め込んでシートカバーを形成することが記載されている。 Japanese Patent Laying-Open No. 2014-8320 (Patent Document 2) describes that two skin materials are stitched together and embedded in a groove formed in a seat back to form a seat cover.
乗用車や鉄道車両などの車両用シートのシートバック、クッションシートを被覆するシートカバーには、アクセントラインとして、例えば異なる種類のシートカバー材料を縫合したラインをシートカバー表面に形成して、シート外観の質感を向上させる加工を施している。 For seat covers that cover vehicle seats such as passenger cars and railway vehicles, and cushion seats, for example, a line stitched with different types of seat cover materials is formed on the surface of the seat cover as an accent line. Has been processed to improve the texture.
このシートカバーのアクセントラインには、シートに腰掛ける人の背中や脚部が当たるために凸状の段差がなく平坦に、または凹状に形成されていることが求められる。 The accent line of the seat cover is required to be flat or concave without a convex step because the back or leg of a person sitting on the seat hits it.
さらに、シートカバーのアクセントラインは、直線状に形成されるとは限らず、優美な曲線上に掲載されることもある。 Furthermore, the accent line of the seat cover is not necessarily formed in a straight line, and may be posted on an elegant curve.
特許文献1に記載されているシートカバーの形成方法では、2枚の表皮材の縫合部が段差となってシートカバーの表面に現れてしまい、シートに腰掛ける人の背中や脚部が当たるために凸状の段差がなく平坦に、または凹状に形成するという条件を満たすことができない。
In the method of forming the seat cover described in
一方、特許文献1に記載されているシートカバーの形成方法では、シートに腰掛ける人の背中や脚部が当たるために凸状の段差がなく平坦に、または凹状に形成するという条件を満たすことがはできる。しかし、アクセントラインを曲線状に形成する場合に、シートバックに形成した曲線状の溝に2枚の表皮を縫合した部分を埋め込むのに専用の治具が必要になる。その結果、アクセントラインを曲線形状が異なるごとに埋め込み治具を取り換えなければならず、多種類のアクセントラインを形成する場合に、埋め込み治具の段取り替えに多大な時間を要してしまい、生産の効率を上げるうえでネックになってしまう。
On the other hand, in the method of forming the seat cover described in
本発明は、上記した従来技術の課題を解決して、多様な形状のアクセントラインにも生産の効率を低下させることなく対応することが可能なシートカバーを備えた車両用シート及びその製造方法を提供するものである。 The present invention solves the above-described problems of the prior art, and provides a vehicle seat including a seat cover that can cope with accent lines of various shapes without reducing production efficiency, and a method for manufacturing the same. It is to provide.
上記した課題を解決するために、本発明では、アクセントラインが形成された車両用シートにおいて、ウレタンパッドの表面をシートカバーで覆って形成したシートクッションとシートバックを備え、シートクッション又はシートバックの何れか一方のシートカバーには重ね縫いされた部分が形成されており、シートカバーに形成された重ね縫いされた部分がウレタンパッドに部分的に埋め込まれることなくウレタンパッドの表面に接着剤で固定されていることにより重ね縫いされた部分がアクセントラインを形成しているようにした。
また、上記した課題を解決するために、本発明では、シートクッションとシートバックを備えアクセントラインが形成された車両用シートにおいて、シートクッションとシートバックとはウレタンパッドの表面をシートカバーで覆って形成されており、シートバック又はシートクッションの何れか一方の前記シートカバーにはアクセントラインが形成されており、アクセントラインはシートカバーが2枚重ねで縫い合された部分と3枚重ねで縫い合された部分とを有して形成されており、アクセントラインが形成されたシートカバーとウレタンパッドとが接着剤で固定されていることを特徴とする。
更に、上記した課題を解決するために、本発明では、アクセントラインが形成された車両用シートの製造方法において、2枚のシートカバーを表皮材を向き合わせて重ね、重ねた2枚のシートカバーの端部の付近を縫い合せ、端部付近を縫い合せた2枚のシートカバーのうち1枚のシートカバーを縫い合せた部分で折り返し、折り返した1枚のシートカバーと縫い合せた2枚のシートカバーとを、縫い合せた部分よりもさらに端部に近い側で縫い合せることによりアクセントラインを形成し、車両用シートのウレタンパッドの表面に接着剤を塗布し、表面に接着剤を塗布したウレタンパッドとアクセントラインを形成したシートカバーとを加熱して押付けてシートカバーを前記ウレタンパッドに張り付けるようにした。
In order to solve the above-described problems, in the present invention, a vehicle seat having an accent line is provided with a seat cushion and a seat back formed by covering the surface of a urethane pad with a seat cover. One of the seat covers has an over-sewed part, and the over-sewed part formed on the seat cover is not partially embedded in the urethane pad and fixed to the surface of the urethane pad with an adhesive. As a result, the stitched part formed an accent line.
In order to solve the above-described problems, in the present invention, in a vehicle seat having a seat cushion and a seat back and having an accent line formed, the seat cushion and the seat back cover the surface of the urethane pad with a seat cover. An accent line is formed on the seat cover of either the seat back or the seat cushion, and the accent line is stitched together with the portion where the seat covers are stitched together in three layers. The seat cover on which the accent line is formed and the urethane pad are fixed with an adhesive.
Furthermore, in order to solve the above-described problem, in the present invention, in the method of manufacturing a vehicle seat in which an accent line is formed, two seat covers are stacked with the skin material facing each other, and the two seat covers are stacked. 2 of the two seat covers stitched together near the end, and folded back at the stitched portion of one seat cover of the two seat covers stitched near the end, and stitched with the folded back sheet cover. An accent line is formed by stitching the seat cover closer to the end than the stitched part, and an adhesive is applied to the surface of the urethane pad of the vehicle seat, and an adhesive is applied to the surface. The urethane pad and the seat cover on which the accent line was formed were heated and pressed to attach the seat cover to the urethane pad.
本発明によれば、アクセントラインが形成される部分をシートカバー1枚分の厚さとほぼ同じ厚さで形成することができ、シートカバーのアクセントラインの部分をウレタンパッドに張り付けることでアクセントラインを形成することができるので、アクセントラインが形成された車両用シートを容易に形成できるようになった。 According to the present invention, the portion where the accent line is formed can be formed with the same thickness as the thickness of one seat cover, and the accent line is attached to the urethane pad by attaching the accent line portion to the urethane pad. Therefore, it is possible to easily form a vehicle seat in which an accent line is formed.
また、多種類のアクセントラインを有する車両用シートを、手間のかかる生産工程の入れ替えを行うことなく、容易に製造できるようになった。 In addition, it has become possible to easily manufacture a vehicle seat having various types of accent lines without replacing laborious production processes.
本発明は、車両用シートのシートカバーの2枚の表皮の重ね縫いを行った後に一方の表皮を裏返して再度2枚の表皮を重ね縫いするようにしたことにより重ね縫いした箇所の厚みを調整し、重ね縫いした部分とその他の表皮部分との厚さをほぼ同じ厚さに形成するようにした。これにより、シートバック又はシートクッションの内部部材であるウレタンパッドに溝を設けることなくシートカバーをウレタンパッドに粘着させ固定させてアクセントラインを有するシートバック又はシートクッションを形成するようにしたものである。 The present invention adjusts the thickness of the over-sewed part by over-sewing the two skins after over-sewing the two skins of the seat cover of the vehicle seat and turning over one of the skins again. In addition, the thickness of the over-sewn portion and the other skin portion is formed to be substantially the same thickness. Thus, the seat back is adhered to the urethane pad and fixed without forming a groove in the urethane pad, which is an internal member of the seat back or the seat cushion, to form a seat back or seat cushion having an accent line. .
以下に、図面を用いて本発明の実施例を説明する。 Embodiments of the present invention will be described below with reference to the drawings.
図1は、本発明で対象とする車両用シートである乗用車用シート1の基本的な構成を示す。乗用車用シート1は、クッションシート2、シートバック3、ヘッドレスト4、サイドサポート5を備えている。クッションシート2及びシートバック3には、アクセントライン30が形成されている。
FIG. 1 shows a basic configuration of a
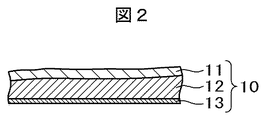
図2に、本発明で使用するシートカバー10の断面構成を示す。シートカバー10は、表面の表皮材11、その下のポリウレタンで形成されたクッション材12、クッション材12の裏面を覆う裏生地13で形成されている。表皮材11と裏生地13とは、粘着剤でクッション材12に貼り合わされている。表皮材11はクッション材12と比べると比較的硬い。従って、上から押付けたときに、表皮材11の厚さは変化しないが、クッション材12の厚さは大きく変化する。裏生地13は、表皮材11やクッション材12と比べて厚さが薄く、上から押付けても厚さはほとんど変化しない。
FIG. 2 shows a cross-sectional configuration of the
図3に、本発明による2枚のシートカバー10−1及び10−2の縫い合せの工程を示す。まずS301の2枚重ね工程において、2枚のシートカバー10−1と10−2とを表皮材11−1と11−2とが面するようにして(内側になるようにして)重ね合せる。次に、S302の2枚重ね縫い工程において、Aの部分で2枚のシートカバー10−1と10−2とを縫い合せる(シングルステッチ)。この時、縫い合せたAの部分を中心に、クッション材12−1と12−2とが圧縮されて、Aの部分の厚さが薄くなる。一方、Aの部分の両脇においては、クッション材12−2は本来の厚さとなっている。次に、S303の上側折り返し工程において、上側のシートカバー10−1を縫い合せた個所Aから折り返す。これにより、シートカバー10−1の表皮材11−1が一番上になる。 FIG. 3 shows a process of stitching two sheet covers 10-1 and 10-2 according to the present invention. First, in the two-sheet overlapping step of S301, the two sheet covers 10-1 and 10-2 are overlapped so that the skin materials 11-1 and 11-2 face (inside). Next, in the double overlap stitching step of S302, the two sheet covers 10-1 and 10-2 are stitched together at the portion A (single stitch). At this time, the cushion materials 12-1 and 12-2 are compressed around the stitched portion A, and the thickness of the portion A is reduced. On the other hand, on both sides of the portion A, the cushion material 12-2 has an original thickness. Next, in the upper folding process of S303, the upper seat cover 10-1 is folded from the stitched portion A. Thereby, the skin material 11-1 of the seat cover 10-1 becomes the top.
最後に、S304の3枚重ね縫い工程において、上側のシートカバー10−1を折り返した状態で、Bの部分でシートカバーを3枚重ね縫い(押え縫い)する。このとき、上側のシートカバー10−1の一番上側が表皮材11−1で覆われた状態になるので、この状態でBの部分を重ね縫いすると、比較的固い表皮材11−1が比較的柔らかいクッション材12−1を押しつぶして、縫合部Bの部分の厚さをシートカバー10−1又は10−2の1枚分の厚さと同程度にすることができる。 Lastly, in the three-layer stitching process of S304, the sheet cover is stitched three times (press sewing) at the portion B with the upper sheet cover 10-1 folded back. At this time, since the uppermost side of the upper seat cover 10-1 is covered with the skin material 11-1, when the portion B is sewed in this state, the relatively hard skin material 11-1 is compared. The soft cushioning material 12-1 can be crushed to make the thickness of the stitched portion B the same as the thickness of one sheet of the seat cover 10-1 or 10-2.
このように、縫い合せた個所の厚みをシートカバー10−1又は10−2の1枚分の厚さと同程度にすることができるので、従来の縫い合せ部分がシートカバー10−1又は10−2の1枚分の厚さよりも厚くなった場合のようにウレタンパッドに縫い合せ部分を埋め込むための溝加工を施す必要がなくなった。 In this way, the thickness of the stitched portion can be made the same as the thickness of one sheet of the seat cover 10-1 or 10-2. It is no longer necessary to provide a groove for embedding the stitched portion in the urethane pad as in the case where the thickness is larger than the thickness of one sheet of No. 2.
これにより、縫い合せた2枚のシートカバーを、図4に示すような、平坦なウレタンパッド31上に、表面がほぼ平坦な状態で張り付けることが可能になり、ウレタンパッドに溝を形成して、その溝にシートカバーの縫い合せ部分を埋め込むといった作業が必要なくなり、シートカバーをウレタンパッドに取り付ける工程を簡略化することが可能になる。なお、図4には、ウレタンパッド31の例として、シートバック3に用いるウレタンパッドの例を示す。
As a result, it becomes possible to attach the two sewn sheet covers on a
次に、シートカバーをウレタンパッドに取り付けてシートバックを形成する工程を図5に示す。まず図3を用いて説明したような工程を経て縫い合せたシートカバー10を生産ラインに投入し(S500)、ウレタンパッド31を生産ラインに投入する(S501)。次に、ウレタンパッドの表面に接着剤を塗布する(S502)。次に、シートカバー10をウレタンパッド31に押付けて(加圧して)加熱して、所定の時間経過後に加熱と加圧を解除することによりシートカバー10をウレタンパッド31に接着固定して(S503)シートバック3を形成し、形成したシートバック3をラインから取り出して(S504)工程を終了する。
Next, the process of attaching the seat cover to the urethane pad to form the seat back is shown in FIG. First, the
このようにして形成したシートバック3の外観を図6に示す。シートバック3の表面はシートカバー10に覆われており、図3を用いて説明したようにシートカバーを2枚重ねて縫い合せて形成したアクセントライン35が2か所(35−1と35−2)形成されている。
The appearance of the seat back 3 formed in this way is shown in FIG. The surface of the seat back 3 is covered with the
本実施例によれば、比較的固い表皮材11を最上面にしてシートカバーを3枚重ね縫いすることにより、縫い合せた部分の厚さをシートカバー1枚分の厚さとほぼ同等にすることができる。これにより、ウレタンパッドに溝を形成して縫い合せ部分をこの溝に埋め込む必要がなくなり、アクセントラインの形状が異なるごとに溝形状を変えて、溝形状ごとに埋め込み用の治具を用意する必要がなくなり、生産工程を簡素化することができる。
According to this embodiment, the thickness of the stitched portion is made substantially equal to the thickness of one seat cover by sewing the three seat covers with the relatively
また、本実施例では、シートカバーをウレタンパッドに形成した溝に埋め込む工程をなくした代わりに、シートカバーをウレタンパッドに固定する手段として、ウレタンパッドに粘着剤を塗布し、その上に縫い合せたシートカバーを重ね合せる方法を取った。これにより、生産工程において特別な治具を必要としないので、多様なウレタンパッドの形状、及びアクセントラインの形状に容易に対応することが可能になる。 Also, in this embodiment, instead of eliminating the step of embedding the seat cover in the groove formed in the urethane pad, as a means for fixing the seat cover to the urethane pad, an adhesive is applied to the urethane pad and stitched thereon. I took the method of overlapping the seat cover. Thereby, since a special jig is not required in the production process, it is possible to easily cope with various urethane pad shapes and accent line shapes.
1・・・車両用シート 2・・・クッションシート 3・・・シートバック 10,10−1,10−2・・・シートカバー 11,11−1,11−2・・・表皮材 12,12−1,12−2・・・クッション材 13,13−1,13−2・・・裏生地 31・・・ウレタンパッド 35,35−1,35−2・・・アクセントライン。
DESCRIPTION OF
Claims (9)
ウレタンパッドの表面をシートカバーで覆って形成したシートクッションとシートバックを備え、
前記シートクッション又は前記シートバックの何れか一方の前記シートカバーには重ね縫いされた部分が形成されており、
前記シートカバーに形成された前記重ね縫いされた部分が前記ウレタンパッドに部分的に埋め込まれることなく前記ウレタンパッドの表面に接着剤で固定されていることにより前記重ね縫いされた部分がアクセントラインを形成している
ことを特徴とするアクセントラインが形成された車両用シート。 A vehicle seat in which an accent line is formed,
Equipped with a seat cushion and seat back formed by covering the surface of the urethane pad with a seat cover,
The seat cover of either the seat cushion or the seat back is formed with a portion that is sewed over,
The over-sewn portion formed on the seat cover is fixed to the surface of the urethane pad without being partially embedded in the urethane pad, so that the over-sewn portion has an accent line. A vehicle seat having an accent line formed thereon.
前記シートクッションとシートバックとはウレタンパッドの表面をシートカバーで覆って形成されており、
前記シートバック又は前記シートクッションの何れか一方の前記シートカバーにはアクセントラインが形成されており、
前記アクセントラインは前記シートカバーが2枚重ねで縫い合された部分と3枚重ねで縫い合された部分とを有して形成されており、
前記アクセントラインが形成された前記シートカバーと前記ウレタンパッドとが接着剤で固定されている
ことを特徴とするアクセントラインが形成された車両用シート。 A vehicle seat having a seat cushion and a seat back and having an accent line formed thereon,
The seat cushion and the seat back are formed by covering the surface of the urethane pad with a seat cover,
An accent line is formed on the seat cover of either the seat back or the seat cushion,
The accent line is formed to have a portion where the seat cover is sewn in two layers and a portion where the seat cover is sewn in three layers,
A seat for a vehicle having an accent line, wherein the seat cover on which the accent line is formed and the urethane pad are fixed with an adhesive.
2枚のシートカバーを表皮材を向き合わせて重ね、
前記重ねた2枚のシートカバーの端部の付近を縫い合せ、
前記端部付近を縫い合せた2枚のシートカバーのうち1枚のシートカバーを前記縫い合せた部分で折り返し、
前記折り返した1枚のシートカバーと前記縫い合せた2枚のシートカバーとを、前記縫い合せた部分よりもさらに前記端部に近い側で縫い合せることによりアクセントラインを形成し、
車両用シートのウレタンパッドの表面に接着剤を塗布し、
前記表面に接着剤を塗布したウレタンパッドと前記アクセントラインを形成したシートカバーとを加熱しながら押付けて前記シートカバーを前記ウレタンパッドに張り付ける
ことを特徴とするアクセントラインが形成された車両用シートの製造方法。 A vehicle seat manufacturing method in which an accent line is formed,
Stack the two sheet covers with the skin facing each other,
Sew the vicinity of the edges of the two sheet covers
One of the two seat covers stitched near the end portion is folded back at the stitched portion.
An accent line is formed by sewing the folded one sheet cover and the two stitched sheet covers together on the side closer to the end than the stitched portion,
Apply adhesive to the surface of the urethane pad of the vehicle seat,
A vehicle seat having an accent line formed by pressing the urethane pad having an adhesive applied to the surface and the seat cover having the accent line while heating and pressing the seat cover to the urethane pad. Manufacturing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014241187A JP6511254B2 (en) | 2014-11-28 | 2014-11-28 | Vehicle seat and method of manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014241187A JP6511254B2 (en) | 2014-11-28 | 2014-11-28 | Vehicle seat and method of manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016101324A true JP2016101324A (en) | 2016-06-02 |
| JP6511254B2 JP6511254B2 (en) | 2019-05-15 |
Family
ID=56087896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014241187A Active JP6511254B2 (en) | 2014-11-28 | 2014-11-28 | Vehicle seat and method of manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6511254B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7356333B2 (en) | 2019-12-12 | 2023-10-04 | 株式会社タチエス | vehicle seat |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0910064A (en) * | 1995-06-30 | 1997-01-14 | Nhk Spring Co Ltd | Manufacture of seat cushion body |
| JP2006110160A (en) * | 2004-10-15 | 2006-04-27 | Bridgestone Corp | Cushioning material and manufacturing method thereof |
| JP2007500022A (en) * | 2003-07-28 | 2007-01-11 | ジョンソン・コントロールズ・ゲー・エム・ベー・ハー | Method for processing textile sheet material, textile sheet material, cover and device, in particular automobile seat |
| JP2010124877A (en) * | 2008-11-25 | 2010-06-10 | Toyota Boshoku Corp | Sewing structure of facing sheet member for covering vehicle seat |
-
2014
- 2014-11-28 JP JP2014241187A patent/JP6511254B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0910064A (en) * | 1995-06-30 | 1997-01-14 | Nhk Spring Co Ltd | Manufacture of seat cushion body |
| JP2007500022A (en) * | 2003-07-28 | 2007-01-11 | ジョンソン・コントロールズ・ゲー・エム・ベー・ハー | Method for processing textile sheet material, textile sheet material, cover and device, in particular automobile seat |
| JP2006110160A (en) * | 2004-10-15 | 2006-04-27 | Bridgestone Corp | Cushioning material and manufacturing method thereof |
| JP2010124877A (en) * | 2008-11-25 | 2010-06-10 | Toyota Boshoku Corp | Sewing structure of facing sheet member for covering vehicle seat |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7356333B2 (en) | 2019-12-12 | 2023-10-04 | 株式会社タチエス | vehicle seat |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6511254B2 (en) | 2019-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5098612B2 (en) | Piece for skin material of vehicle seat and manufacturing method thereof | |
| JP6488885B2 (en) | Seat Cover | |
| US10384573B2 (en) | Vehicle seat | |
| JP6771857B2 (en) | Vehicle seat | |
| CN106394360B (en) | Vehicle interior member and preparation method thereof | |
| JP6278566B2 (en) | Skin structure of sheet with wadding material and method for manufacturing skin of sheet with wadding material | |
| US11001030B2 (en) | Layered body and method for producing same | |
| CN107399258B (en) | It is vehicle seat used | |
| US20100127487A1 (en) | Sewing structure of facing sheet member for covering vehicle seat, method for producing the same, and air bag structure for vehicle seat | |
| US20170114485A1 (en) | Method of sewing process for trim cover of vehicle seat and vehicle seat using same | |
| WO2017022558A1 (en) | Vehicle seat and method for producing same | |
| JP2016101324A (en) | Vehicle seat and method for producing the same | |
| JP2017030698A5 (en) | ||
| US20190381917A1 (en) | Seat | |
| WO2016104153A1 (en) | Vehicle seat and vehicle seat molding method used for same | |
| JP5482156B2 (en) | Vehicle seat | |
| WO2017047155A1 (en) | Vehicle seat and vehicle seat manufacturing method | |
| JP7219007B2 (en) | vehicle seat | |
| JP2017056773A5 (en) | ||
| JP2006116062A (en) | Upholstery used for automobile seat | |
| JP6716812B2 (en) | METHOD FOR FORMING DECORATED STITCH, METHOD FOR MANUFACTURING SEAT SKIN MEMBER, AND SEAT SKIN MEMBER | |
| JP5531590B2 (en) | Vehicle seat | |
| JP7356333B2 (en) | vehicle seat | |
| JP6629578B2 (en) | Vehicle seat and manufacturing method thereof | |
| WO2015083295A1 (en) | Vehicle seat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180511 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181030 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190402 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6511254 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |