JP2016092019A - Calibration method in component mounting apparatus - Google Patents
Calibration method in component mounting apparatus Download PDFInfo
- Publication number
- JP2016092019A JP2016092019A JP2014220417A JP2014220417A JP2016092019A JP 2016092019 A JP2016092019 A JP 2016092019A JP 2014220417 A JP2014220417 A JP 2014220417A JP 2014220417 A JP2014220417 A JP 2014220417A JP 2016092019 A JP2016092019 A JP 2016092019A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- imaging
- moving mechanism
- recognition
- component mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
Description
本発明は、部品実装ラインに用いられる部品実装用装置において、認識エリア内における固有の認識誤差を認識補正用に予め求めるキャリブレーション方法に関するものである。 The present invention relates to a calibration method for obtaining a recognition error inherent in a recognition area in advance for recognition correction in a component mounting apparatus used in a component mounting line.
基板に部品を実装して実装基板を製造する部品実装ラインは、基板に半田を印刷するスクリーン印刷装置や、半田が印刷された基板に電子部品を搭載する部品搭載装置などの部品実装用装置が用いられる。これらの部品実装用装置においては、印刷位置精度や搭載位置精度を確保することを目的として、カメラによる撮像結果を認識処理することによって基板などの位置を検出する光学的な位置認識が多用される。 A component mounting line that manufactures a mounting board by mounting components on a board includes component mounting devices such as a screen printing device that prints solder on the substrate and a component mounting device that mounts electronic components on the printed board. Used. In these component mounting apparatuses, for the purpose of ensuring the printing position accuracy and the mounting position accuracy, optical position recognition for detecting the position of the substrate or the like by recognizing the imaging result by the camera is frequently used. .
この位置認識においては基板の複数位置を認識対象とすることから、カメラ移動機構によってカメラを基板に対して移動させるようになっており、カメラ移動機構に機構誤差が存在する場合には、カメラが移動する位置によって認識結果に誤差が生じる。このような誤差を抑制して認識精度を向上させるため、従来より、カメラの移動に起因する認識誤差を補正するキャリブレーションが行われている(特許文献1参照)。この特許文献例に示す先行技術においては、所定の位置精度の基準マークが格子状に形成された治具基板を用い、カメラの認識画面における基準マークの位置ずれを計測することにより、認識補正データを取得するようにしている。 In this position recognition, since a plurality of positions on the substrate are to be recognized, the camera is moved with respect to the substrate by the camera moving mechanism. If there is a mechanism error in the camera moving mechanism, the camera An error occurs in the recognition result depending on the moving position. In order to suppress such errors and improve recognition accuracy, calibration for correcting recognition errors caused by camera movement has been conventionally performed (see Patent Document 1). In the prior art shown in this patent document example, the recognition correction data is obtained by measuring the positional deviation of the reference mark on the recognition screen of the camera using a jig substrate in which the reference mark having a predetermined position accuracy is formed in a lattice shape. Like to get.
ところで部品実装用装置の構成によっては、上述の先行技術例のように固定位置に保持された基板に対してカメラを移動させるのみならず、可動に構成された基板保持部によって保持した基板を移動させる場合がある。このような構成においては、基板保持部を移動させることに起因する認識誤差をも併せて補正する必要がある。しかしながら、上述の先行技術においてはカメラおよび基板保持部の両者の移動に起因する複合的な認識誤差を簡便な方法で高精度に補正する手法は開示されていなかった。 By the way, depending on the configuration of the component mounting apparatus, not only the camera is moved with respect to the board held at the fixed position as in the above-described prior art example, but also the board held by the movable board holding unit is moved. May be In such a configuration, it is necessary to correct a recognition error caused by moving the substrate holder. However, the above-described prior art has not disclosed a method for correcting a complex recognition error caused by the movement of both the camera and the substrate holding unit with a simple method with high accuracy.
そこで本発明は、カメラおよび基板保持部を移動させて複数位置において基板認識を行う構成において、認識誤差を簡便な方法で高精度に補正することができる部品実装用装置におけるキャリブレーション方法を提供することを目的とする。 Accordingly, the present invention provides a calibration method in a component mounting apparatus capable of correcting a recognition error with high accuracy by a simple method in a configuration in which a substrate is recognized at a plurality of positions by moving a camera and a substrate holder. For the purpose.
本発明の部品実装用装置におけるキャリブレーション方法は、基板搬入方向に搬入された基板を保持する基板保持部と、前記基板搬入方向と直交する方向に設定された第1の位置と第2の位置との間で、前記基板保持部を移動可能とする基板保持部移動機構と、前記基板保持部に保持された前記基板を撮像する撮像部と、前記撮像部で取得された画像を認識処理することにより前記基板の位置認識を行う認識処理部と、前記位置認識の対象となる認識エリアを含む範囲内で、前記撮像部を移動可能とする撮像部移動機構と、前記基板に対して所定の部品実装用の作業動作を実行する作業機構と、を備えた部品実装用装置において、前記認識エリア内における前記位置認識の固有の認識誤差を認識補正データとして予め求める部品実装用装置におけるキャリブレーション方法であって、前記撮像部移動機構に起因する前記認識誤差を求める撮像部移動機構キャリブレーション工程と、前記基板保持部移動機構に起因する前記認識誤差を求める基板保持部移動機構キャリブレーション工程と、を含み、前記撮像部移動機構キャリブレーション工程は、前記第1の位置にて前記基板保持部に保持された治具基板に形成された格子状のマークを撮像する第1の撮像工程と、前記第2の位置にて前記基板保持部に保持された前記治具基板に形成された格子状のマークを撮像する第2の撮像工程と、前記第1の撮像工程と前記第2の撮像工程において重複する撮像範囲における撮像結果のずれ量を取得するずれ取得工程とを含み、前記第1の撮像工程における撮像結果、前記第2の撮像工程における撮像結果及び前記ずれ取得工程におけるずれ量に基づいて、前記撮像部移動機構に起因する前記認識誤差を求め、前記基板保持部移動機構キャリブレーション工程は、前記基板保持部に保持された前記治具基板を前記基板保持部移動機構により複数回移動させる治具基板移動工程と、治具基板移動工程において、前記誤差を補正した撮像部移動機構により移動して所定位置に固定された前記撮像部により、前記治具基板に形成された格子状のマークを前記移動の度に撮像する第3の撮像工程とを含み、前記第3の撮像工程における撮像結果に基づいて、前記基板保持部移動機構に起因する前記認識誤差を求める。 The calibration method in the component mounting apparatus according to the present invention includes a substrate holding unit that holds a substrate carried in the substrate carry-in direction, and a first position and a second position set in a direction orthogonal to the substrate carry-in direction. A substrate holding unit moving mechanism that allows the substrate holding unit to move, an imaging unit that images the substrate held by the substrate holding unit, and an image acquired by the imaging unit A recognition processing unit for recognizing the position of the substrate, an imaging unit moving mechanism that allows the imaging unit to move within a range including a recognition area that is a target of the position recognition, and a predetermined amount with respect to the substrate A component mounting apparatus comprising: a work mechanism that executes a work operation for component mounting; and a component mounting apparatus that obtains in advance a recognition error specific to the position recognition in the recognition area as recognition correction data. An imaging unit moving mechanism calibration step for obtaining the recognition error caused by the imaging unit moving mechanism, and a substrate holding unit moving mechanism calibration for obtaining the recognition error caused by the substrate holding unit moving mechanism. A first imaging that images a grid-like mark formed on a jig substrate held by the substrate holding unit at the first position. A second imaging step of imaging a grid-like mark formed on the jig substrate held by the substrate holding unit at the second position, the first imaging step, and the second imaging step. A shift acquisition step of acquiring a shift amount of the imaging result in the overlapping imaging range in the imaging step, and the imaging result in the first imaging step and the second imaging step The recognition error caused by the imaging unit moving mechanism is obtained based on the imaging result obtained and the deviation amount in the deviation acquisition step, and the substrate holding unit moving mechanism calibration step performs the correction held by the substrate holding unit. A jig substrate moving step of moving the tool substrate a plurality of times by the substrate holding portion moving mechanism, and the imaging unit moved by the imaging portion moving mechanism that corrects the error and fixed at a predetermined position in the jig substrate moving step And a third imaging step of imaging the lattice-shaped marks formed on the jig substrate each time the movement is performed, and based on the imaging result in the third imaging step, the substrate holding unit moving mechanism The recognition error resulting from is obtained.
本発明によれば、カメラおよび基板保持部を移動させて複数位置において基板認識を行う構成において、認識誤差を簡便な方法で高精度に補正することができる。 According to the present invention, the recognition error can be corrected with high accuracy by a simple method in the configuration in which the substrate is recognized at a plurality of positions by moving the camera and the substrate holder.
次に本発明の実施の形態を図面を参照して説明する。まず、図1、図2、図3を参照して、部品実装用装置としてのスクリーン印刷装置1の構造および機能を説明する。スクリーン印刷装置1は、基板に電子部品を実装して実装基板を生産する部品実装ラインにおいて、基板に対して所定の部品実装用の作業動作であるスクリーン印刷動作を実行する機能を有している。
Next, embodiments of the present invention will be described with reference to the drawings. First, the structure and function of a
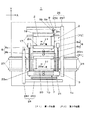
図1において、スクリーン印刷装置1は基板搬入方向であるX方向(図1において紙面垂直方向)に搬入された基板2を保持する基板保持部3を備えており、基板保持部3は基板保持部移動機構4によって移動可能となっている。基板保持部移動機構4は、基台1a上に配設されたY軸テーブル11aに、X軸テーブル11b、θ軸テーブル11cを積層し、θ軸テーブル11cの上面に移動ベース部11dを結合した構成となっている。基板保持部移動機構4を駆動することにより、基板保持部3はX方向、Y方向に水平移動するとともに、θ方向の回転移動が可能となっている。
In FIG. 1, the
ここで基板保持部移動機構4による移動ストロークのうち、X方向と直交するY方向のストロークが最も大きく設定されており、基板保持部移動機構4は、図2,図3に示すように、基板保持部3を第1の位置[P1]、第2の位置[P2]との間で移動可能となっている(矢印a、b参照)。第1の位置[P1]は、図3に示すように、マスクユニット6のスクリーンマスク20の下方において平面視して当該スクリーンマスク20と重なる位置に設定され、第2の位置[P2]は、第1の位置[P1]からY方向に隔てられて、平面視してスクリーンマスク20と重ならない位置に設定される。
Here, the stroke in the Y direction orthogonal to the X direction is set to be the largest among the movement strokes by the substrate holding
基板保持部3の構成を説明する。移動ベース部11dの上面側には、第1の昇降モータ13を駆動源とする直動機構によって昇降可能な第1の昇降プレート12が配設されており、さらに第1の昇降プレート12の上面側には、第2の昇降モータ14を駆動源とする直動機構によって昇降可能な第2の昇降プレート15が配設されている。第1の昇降プレート12の上面には1対のフレーム部材16がX方向に配設されており、フレーム部材16は基板保持部3において基板2を搬送する基板搬送機構17を保持している。
The configuration of the
フレーム部材16の上端部には、搬入された基板2をクランプ固定するためのクランプ部材18が配設されており、一方側のフレーム部材16に設けられたクランプ開閉機構18aを駆動することにより、搬入された基板2を1対のクランプ部材18によって両側から挟み込んで固定することが可能となっている。印刷対象の基板2は、上流側(図2において左側)から基板搬入コンベア27に搬入され、第1の位置[P1]に位置する基板搬送機構17に受け渡される。そして印刷後の基板2は基板搬送機構17から基板搬出コンベア28に受け渡されて、下流側(図2において右側)に搬出される。
At the upper end of the
第2の昇降プレート15の上面には基板下受け部19が配置されており、基板搬送機構17によって基板2が搬入された状態で第2の昇降プレート15を上昇させることにより、基板2は基板下受け部19によって下面側から下受けされる。そしてこの状態でクランプ部材18を作動させることにより、基板2は基板保持部3において固定保持される。図2に示すように、基板2には印刷対象の電極部2aおよび基板2の位置認識のための認識マーク2mが形成されている。
A substrate
基板保持部3の上方にはスクリーン印刷動作を実行するためのスクリーン印刷機構5が配設されている。スクリーン印刷機構5は、スキージ駆動モータ8a、送りねじ8bより成る直動機構を備えたスキージ駆動機構8によって、スキージヘッド7をマスクユニット6のスクリーンマスク20の上面でスキージング方向であるY方向に水平往復動させる構成となっている。図2に示すように、スクリーンマスク20には基板2に形成された電極部2aのパターンに対応してパターン孔20aが形成されている。さらに認識マーク2mに対応した位置には、認識マーク20mが形成されている。基板2をスクリーンマスク20に対して位置合わせする際には、認識マーク2m、認識マーク20mをそれぞれ撮像して位置認識した結果に基づき、基板保持部移動機構4を駆動する。
A screen printing mechanism 5 for executing a screen printing operation is disposed above the
スクリーン印刷装置1は基板保持部3に保持された基板2を撮像する撮像部9を備えている。撮像部9は撮像方向をそれぞれ下向き・上向きにした姿勢で配設された基板認識カメラ9a、マスク認識カメラ9bを一体にした構成となっている。認識マーク2m、認識マーク20mの撮像は、撮像部9を撮像部移動機構25によってX方向、Y方向に移動させることにより行われる。図2に示すように撮像部移動機構25は、撮像部9がX方向に移動自在に装着されたX軸ビーム25Xを、Y軸ビーム25YによってY方向に移動させる構成となっている。本実施の形態では撮像部移動機構25による撮像部9の移動範囲は、第1の位置[P1]、第2の位置[P2]を包含するように設定されている。
The
これにより、基板2を対象とする撮像を、第1の位置[P1]、第2の位置[P2]のいずれの位置においても行えるようになっている。すなわち図3に示すように、基板2を保持した基板保持部3をマスクユニット6の下方の第1の位置[P1]に位置させた状態で、撮像部9を基板2とスクリーンマスク20との間の進出させることにより、基板認識カメラ9a、マスク認識カメラ9bによってそれぞれ基板2とスクリーンマスク20とを対象とする位置認識を並行して行うことができる。
As a result, the imaging of the
また基板2を保持した基板保持部3を第2の位置[P2]に位置させた状態で、撮像部9を基板2の上方へ進出させることにより、基板認識カメラ9aによって基板2を対象とする位置認識を行うことが可能となっている。すなわち撮像部移動機構25は、基板2を対象とする位置認識の対象となる認識エリアを含む範囲内で撮像部9を移動可能に構成されている。
Further, the
スキージヘッド7は、送りねじ8bに沿って水平移動する移動ブロック21の下面から突出する1対のスキージ22を備えており、移動ブロック21の上面に設けられたスキージ昇降機構23を駆動することにより、スキージ22は個別に昇降する。スクリーン印刷機構5によるスクリーン印刷動作においては、ペースト24が供給されたスクリーンマスク20の上面に一方のスキージ22を摺接させる。
The
そしてこの状態でスキージヘッド7をスキージング方向に移動させることにより、スクリーンマスク20に形成されたパターン孔20aを介して、基板2にペースト24がスクリーン印刷される。したがって、マスクユニット6、スキージヘッド7、スキージ駆動機構8を含むスクリーン印刷機構5は、基板2に対して所定の部品実装用の作業動作であるスクリーン印刷動作を実行する作業機構となっている。
Then, by moving the
スクリーン印刷後のスクリーンマスク20の下面は、印刷時のにじみなどの汚損を除去するために、クリーニングユニット10によるクリーニングが行われる。図1,図2に示すように、スクリーンマスク20の下面に摺接する高さ位置には、クリーニングユニット10がユニット移動機構26によってY方向に水平移動自在に配設されている。
The lower surface of the
クリーニングユニット10はクリーニングシートによってスクリーンマスク20の下面のペーストを拭き取る構成のクリーニングヘッドを備えており、X方向に延出した保持部26Xに沿って配設されている。保持部26XはY方向に配設されたY軸ビーム26YにY方向に移動自在に結合されており、Y軸ビーム26Yを駆動することにより、クリーニングユニット10はスクリーンマスク20の下面をクリーニングする(図10(a)参照)。
The
本実施の形態においては、前述のように第1の位置[P1]のみならず第2の位置[P2]においても撮像部9による基板2の撮像が可能となっている。これにより、第2の位置[P2]における撮像部9による基板2の基板認識と、第1の位置[P1]におけるクリーニングユニット10によるスクリーンマスク20のマスククリーニングとを、並行的に行うことが可能となっている。
In the present embodiment, as described above, the
次に図4を参照して、制御系の構成を説明する。図4において、スクリーン印刷装置1は、制御部30、記憶部31、機構駆動部32、認識処理部33を備えており、さらに制御部30は印刷制御部30a、キャリブレーション処理部30bを備えている。印刷制御部30aは以下に説明する各部によるスクリーン印刷動作を制御する。このスクリーン印刷動作に際しては、記憶部31に記憶された各種の印刷データ(図示省略)が参照される。キャリブレーション処理部30bは、撮像部9の基板認識カメラ9aによって基板2の認識マーク2mを認識する際に、基板保持部移動機構4による基板保持部3の移動や撮像部移動機構25による撮像部9の移動に起因して生じる位置認識の誤差を較正するキャリブレーションのための処理を行う。
Next, the configuration of the control system will be described with reference to FIG. In FIG. 4, the
記憶部31は、スクリーン印刷装置1によってスクリーン印刷作業を実行するために必要なデータのほか、キャリブレーション実行データ31a、キャリブレーションデータ31bを記憶する。キャリブレーション実行データ31aは、キャリブレーション処理部30bによってキャリブレーションを実行するのに必要なデータであり、キャリブレーションデータ31bはキャリブレーションの結果として取得された位置補正データである。
The
機構駆動部32は印刷制御部30aに制御されて、基板搬送機構17、基板保持部3、基板保持部移動機構4、撮像部移動機構25、スキージヘッド7、スキージ駆動機構8、クリーニングユニット10、ユニット移動機構26を駆動する。これにより、スクリーン印刷装置1によるスクリーン印刷作業のための各種動作が実行される。認識処理部33は、撮像部9の基板認識カメラ9a、マスク認識カメラ9bで取得された画像を認識処理する。これにより、基板2、スクリーンマスク20における認識マーク2m、認識マーク20mの位置認識が行われる。
The
次に図5を参照して、スクリーン印刷装置1におけるキャリブレーション処理フローについて説明する。このキャリブレーションは、スクリーン印刷装置1の組み立て完了の立ち上げ時などにおいて、基板認識カメラ9aによる認識エリアである第1の位置[P1]第2の位置[P2]内の複数位置における位置認識の固有の認識誤差を認識補正データとして予め求めるものである。
Next, a calibration processing flow in the
図5において、治具基板40を基板保持部3に保持させる(ST1)。治具基板40は、ガラスなど伸縮が少ない材質の矩形基板に、マーク41を所定ピッチの高い位置精度で格子状に形成したものである。キャリブレーション処理に際しては、まず撮像部移動機構25に起因する認識誤差を求める撮像部移動機構キャリブレーションを実行する(ST2)(撮像部移動機構キャリブレーション工程)。
In FIG. 5, the
すなわち図6(a)に示すように、第1の位置[P1]にて治具基板40に形成された格子状のマーク41を撮像する(ST2a)(第1の撮像工程)。このとき、治具基板40に形成された複数のマーク41の全てを所定の撮像順序に従って順次撮像する。これにより、図6(c)に示す認識画像Wが取得される。この撮像では、基板認識カメラ9aの移動は制御データ上では光学座標系の光学中心9cがn番目のマーク41n(機械座標系での位置座標(Xn,Yn))の中心に一致するように制御されるが、実際には撮像部移動機構25の機構誤差に起因する移動誤差のため、光学中心9cはかならずしもマーク41nの中心とは一致せず、Δxn、Δynの位置ずれが検出されている。
That is, as shown in FIG. 6A, the lattice-shaped
すなわち機械座標系での位置座標(Xn,Yn)の近傍が位置認識対象となっている場合には、基板認識カメラ9aによる認識位置に対してさらにΔxn、Δynの補正を加える必要がある。したがって、位置ずれ(Δxn、Δyn)を全てのマーク41nについて求めておくことにより、撮像部移動機構25の機械座標系に固有の位置ずれを補正するためのキャリブレーションデータを求めることができる。図6(a)に示す第1の撮像工程においては、第1の位置[P1]に位置する基板2を対象としたキャリブレーションデータが求められる。
That is, when the vicinity of the position coordinates (Xn, Yn) in the machine coordinate system is a position recognition target, it is necessary to further correct Δxn and Δyn with respect to the recognition position by the
本実施の形態においては、基板2の位置認識は、基板2を保持した基板保持部3が第2の位置[P2]に位置している状態においても行われる。このため、第2の位置[P2]に位置する基板2を対象としたキャリブレーションデータを併せて求める必要がある。すなわち、治具基板40を保持した基板保持部3を第2の位置[P2]に移動させ、図6(b)に示すように、第2の位置[P2]にて治具基板40に形成された格子状のマーク41を、第1の撮像工程と同様に撮像する(ST2b)(第2の撮像工程)。
In the present embodiment, the position of the
このとき、第1の位置[P1]に位置した治具基板40の先端部(移動方向における前端部)と、第2の位置[P2]に位置した治具基板40の末尾部(移動方向における後端部)のそれぞれにおける撮像範囲が部分的に重複した重複範囲Zが形成されるように、治具基板40のY方向への移動量を設定する。すなわち重複範囲Zについては、第1の位置[P1]における撮像時と第2の位置[P2]における撮像時の2回撮像される。ここでは、治具基板40の先端部と後端部におけるX方向のマーク41が列状に並んだマーク列がそれぞれ1列ずつ含まれるように、重複範囲Zが設定される例を示している。
At this time, the front end portion (front end portion in the movement direction) of the
次いで重複する撮像範囲(重複範囲Z)における撮像結果のずれ量を取得する(ST2c)(ずれ取得工程)。すなわち図7(a)に示すように、重複範囲Zには第1の位置[P1]に位置する治具基板40(P1)の最先端のマーク列L1と、第2の位置[P2]に位置する治具基板40(P2)の最末尾のマーク列L2が含まれている。第1の位置[P1]から第2の位置[P2]への治具基板40の移動においては、基板保持部移動機構4のY軸テーブル11aの機構誤差により、マーク列L1とマーク列L2を構成する各マークに対応する位置ずれデータ点41*群は一致せず、マーク列L1とマーク列L2とは位置ずれした状態にある。
Next, a deviation amount of the imaging results in the overlapping imaging range (overlapping range Z) is acquired (ST2c) (deviation acquisition step). That is, as shown in FIG. 7A, the overlapping range Z includes the most advanced mark row L1 of the jig substrate 40 (P1) located at the first position [P1] and the second position [P2]. The mark row L2 at the end of the jig substrate 40 (P2) positioned is included. In the movement of the
ここで目的とするキャリブレーションは、第1の位置[P1]、第2の位置[P2]を包含する認識エリアの全体を対象とするものであることから、上述のマーク列L1とマーク列L2を構成する各マークの位置ずれデータ点41*群は一致している必要がある。このため、ここではマーク列L1とマーク列L2を構成する各マーク41の位置ずれを検出し、この位置ずれ分だけ第2の位置[P2]に位置した治具基板40を対象とする撮像結果を修正するデータ変換を行うようにしている。
Since the target calibration is for the entire recognition area including the first position [P1] and the second position [P2], the above-described mark row L1 and mark row L2 are used. The misregistration data points 41 * of the marks constituting the mark need to match. For this reason, here, the positional deviation of the
この位置ずれの検出およびデータ変換例について説明する。図7(b)は、このデータ変換処理を図式的に表したものである。図7(b)において、マーク列L1,L2上の各点はそれぞれ各位置における位置ずれを示すデータ点であり、各データ点には当該位置のマーク41nの位置を検出することにより求められた位置ずれ量(Δxn,Δyn) が対応している。データ変換に際して、まず図7(b)に示すように、マーク列L1に属する最左端のマークの位置ずれを示すデータ点41*(1)と、マーク列L2に属する最左端のマークの位置ずれを示すデータ点41*(2) との差異を示す誤差データdx,dy を求める。
An example of detection of this misalignment and data conversion will be described. FIG. 7B schematically illustrates this data conversion process. In FIG. 7B, each point on the mark rows L1 and L2 is a data point indicating a positional shift at each position, and each data point is obtained by detecting the position of the
次いで、第2の位置[P2]に位置する治具基板40(2)において求められたすべての位置ずれ量(Δxn,Δ yn)のデータについて、前記誤差データdx,dy だけ補正する。すなわち、図7(c)に示すように、データ点41*(2)がデータ点41*(1)に重なるように数値データの平行移動を行う。これにより、図7(b)に示すように、データ点41*(1)、41*(2)は重ね合わされる。次いで、マーク列L1とマーク列L2に属するすべてのデータ点を重ね合わせるためのデータ変換処理を行う。ここでは、図7(c)に示すように、マーク列L1,L2 の交角θを求め、第2の位置[P2]に位置する治具基板40(P2)において求められたすべての位置ずれ量(Δxn,Δyn )のデータについて、データ点41*(1)(データ点41*(2))を中心にしてθだけ回転させるデータ変換を行う。
Next, the error data dx, dy are corrected for all the positional deviation amounts (Δxn, Δyn) obtained in the jig substrate 40 (2) located at the second position [P2]. That is, as shown in FIG. 7C, the numerical data is translated so that the
なお、ここでは、それぞれのマーク列L1、L2の最左端のデータ点41*(1)、41*(2)との差異およびマーク列L1,L2 の交角θを誤差データとして用いているが、マーク列L1,L2のすべての対応するデータ点についてそれぞれ差異を求め、その平均値を誤差データとして用いるようにしてもよい。 Here, the difference from the leftmost data points 41 * (1) and 41 * (2) of the respective mark rows L1 and L2 and the intersection angle θ between the mark rows L1 and L2 are used as error data. Differences may be obtained for all corresponding data points in the mark rows L1 and L2, and the average value may be used as error data.
このデータ変換処理により、図7(d)に示すように、第1の位置[P1]に位置する治具基板40(P1)の先端部のマーク列L1に属する認識マークについて求められた位置ずれデータと、第2の位置[P2]に位置する治具基板40(P2)の最末尾のマーク列L2について求められた位置ずれデータが、数値データ上で同一値となるように重ね合わせられる。これにより、第1の位置[P1]、第2の位置[P2]のそれぞれに位置する治具基板40について、別個に求められた2つの位置ずれデータを、第1の位置[P1]、第2の位置[P2]を包含する認識エリアを対象として、1つの連続した治具基板を用いて求めた場合と同様の位置ずれデータに合成することが出来る。すなわち上述のデータ変換では、(ST2a)、(ST2b)における撮像結果、(ST2c)において取得されたずれ量に基づいて撮像部移動機構25に起因する認識誤差を求めるようにしている(ST2d)。
As a result of this data conversion processing, as shown in FIG. 7D, the positional deviation obtained for the recognition mark belonging to the mark row L1 at the tip of the jig substrate 40 (P1) located at the first position [P1]. The data and the positional deviation data obtained for the last mark row L2 of the jig substrate 40 (P2) located at the second position [P2] are overlaid so as to have the same value on the numerical data. Accordingly, two pieces of positional deviation data separately obtained for the
なお本実施の形態では、重複範囲Zにマーク列が1列のみ含まれている例について説明したが、重複範囲Zに複数のマーク列が含まれるように範囲設定を行ってもよい。この場合には、対応する各マーク列間の差異の平均値を求め、この平均値によって上述のデータ変換を行う。また、データ変換例としては、ここに示す例には限定されず、所望の位置認識精度に応じてさらに簡略化されたデータ変換方式を用いてもよい。 In the present embodiment, the example in which only one mark row is included in the overlapping range Z has been described. However, the range may be set so that a plurality of mark rows are included in the overlapping range Z. In this case, an average value of differences between the corresponding mark rows is obtained, and the above-described data conversion is performed using this average value. Further, the data conversion example is not limited to the example shown here, and a data conversion method further simplified according to desired position recognition accuracy may be used.
次いで、基板保持部移動機構に起因する認識誤差を求める基板保持部移動機構キャリブレーションを実行する(ST3)(基板保持部移動機構キャリブレーション工程)。ここでは図6(b)に示す状態から、図8(a)に示すように、基板保持部3を再度第1の位置[P1]に移動させるとともに、撮像部9を図6(b)における重複範囲Zの上方に移動させ、位置を固定する。この撮像部9の移動においては、上述の撮像部移動機構キャリブレーションによって誤差を補正した状態の撮像部移動機構25によって撮像部9を移動させる。
Next, substrate holding unit moving mechanism calibration for obtaining a recognition error caused by the substrate holding unit moving mechanism is executed (ST3) (substrate holding unit moving mechanism calibration step). Here, from the state shown in FIG. 6B, as shown in FIG. 8A, the
次いで図8(b)に示すように、基板保持部3に保持された治具基板40を、基板保持部移動機構4により所定ピッチ刻みで(矢印c参照)複数回移動させる(ST3a)(治具基板移動工程)。この治具基板40の複数回の移動において、所定位置に固定された撮像部9の基板認識カメラ9aにより、治具基板40に形成された格子状のマーク41を移動の度に撮像する(ST3b)(第3の撮像工程)。ここでは、治具基板40のY方向の中心線近傍を撮像対象とし、治具基板40の移動によってこの撮像範囲に配列された複数のマーク41を順次撮像する。そしてこの撮像結果に基づいて、基板保持部移動機構4に起因する認識誤差を求める(ST3c)。この第3の撮像工程において、撮像部9を図6(b)における重複範囲Zの上方に位置させることにより、以下に説明するデータ変換におけるデータ点数を極力多くすることができ、キャリブレーションの精度を向上させることができる。
Next, as shown in FIG. 8B, the
図8(c)を参照して、この認識誤差を求めるためのデータ変換を説明する。マーク列L3は、上述の(ST2a)にて第1の位置[P1]に位置した治具基板40を撮像して得られたデータ点41*のうち、上述の撮像範囲に対応するデータ点41*に対応するマーク列を示している。そしてマーク列L4は、第3の撮像工程において治具基板40の移動の度に撮像範囲を撮像して得られたデータ点41*に対応するマーク列を示している。
With reference to FIG. 8C, data conversion for obtaining the recognition error will be described. The mark row L3 is a
ここでマーク列L3の再下端のデータ点41*(3)と、マーク列L4の再下端の41*(4)とは一致しており、治具基板40のY方向への移動に伴って基板保持部移動機構4の機構誤差によりマーク列L3のデータ点41*とマーク列L4のデータ点41*とは一致しなくなる。すなわち、マーク列L3とマーク列L4との不一致の度合いは、基板保持部移動機構4の機構誤差に起因する認識誤差の程度を示している。ここでは撮像部移動機構キャリブレーション工程にて図7(c)にて説明したデータ変換と同様に、マーク列L3とマーク列L4が一致するようなデータ変換を行い、このデータ変換結果を(ST2d)にて求めた撮像部移動機構25に起因する認識誤差に適用する。これにより、基板保持部移動機構4の機構誤差に起因して治具基板40のY方向への移動に伴って生じる認識誤差を近似的に補正する基板保持部移動機構キャリブレーションが行われる。
Here, the
次いで、撮像部移動機構25および基板保持部移動機構4のそれぞれに起因する認識誤差を包括したキャリブレーションデータを作成して記憶させる(ST4)。すなわち、撮像部移動機構キャリブレーション工程、基板保持部移動機構キャリブレーション工程のそれぞれにおいて取得された位置認識補正データを合成してキャリブレーションデータを作成し、記憶部31にキャリブレーションデータ31bとして記憶させ、キャリブレーション処理を終了する(ST5)。
Next, calibration data including recognition errors caused by the imaging
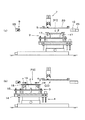
次に、スクリーン印刷装置1によるスクリーン印刷作業について、図9〜図12を参照して説明する。まず図9(a)に示すように、基板保持部3を第1の位置[P1]に位置させた状態で、上流側装置から基板搬送機構17に基板2を搬入する。次いで図9(b)に示すように、基板保持部移動機構4を駆動して基板保持部3を第2の位置[P2]に移動させる(矢印d)。このとき、第2の昇降モータ14を駆動して第2の昇降プレート15を基板下受け部19とともに上昇させて基板2を下面側から下受けし(矢印e)、クランプ部材18によって基板2を挟み込んでクランプ固定する(矢印f)。
Next, screen printing work by the
次いで、図10(a)に示すように、撮像部9による基板認識動作とクリーニングユニット10によるマスククリーニングが並行して行われる。すなわち第2の位置[P2]に位置する基板保持部3に保持された基板2の上方で撮像部9を移動させ、基板2に形成された認識マーク2m(図2参照)を撮像する。これとともに、マスクユニット6の下面側にはユニット移動機構26によってクリーニングユニット10が進出し、スクリーンマスク20の下面にクリーニングユニット10のクリーニングヘッドを摺接させて、マスククリーニングを実行する(矢印g)。
Next, as shown in FIG. 10A, the substrate recognition operation by the
基板認識動作とマスククリーニング動作が終了したならば、図10(b)に示すように、基板保持部3をマスクユニット6の下面側の第1の位置[P1]へ移動させる(矢印h)。そして前述の基板認識結果と予め撮像部9のマスク認識カメラ9bによってスクリーンマスク20の下面を撮像して取得した認識マーク20mの認識結果とに基づいて、基板2をスクリーンマスク20に対して位置合わせする。
When the substrate recognition operation and the mask cleaning operation are finished, as shown in FIG. 10B, the
次に図11(a)に示すように、第1の昇降モータ13を駆動して第1の昇降プレート12とともにフレーム部材16を上昇させる(矢印i)。これにより、基板下受け部19によって下受けされクランプ部材18によってクランプされた状態の基板2は、スクリーンマスク20の下面に当接する。次いで、図11(b)に示すように、一方側のスキージ22を下降させてペースト24が供給されたスクリーンマスク20の上面に当接させた状態で、スキージヘッド7をスキージング方向へ移動させる(矢印j)。これにより、ペースト24はスクリーンマスク20のパターン孔20aを介して基板2の電極部2aに印刷される(図2参照)。
Next, as shown in FIG. 11A, the first elevating
次いで印刷後の基板2をスクリーンマスク20から離脱させる版離れが行われる。図12(a)に示すように、第1の昇降モータ13を駆動して第1の昇降プレート12とともにフレーム部材16を下降させる(矢印k)。これにより、上面にペースト24が印刷されてクランプ部材18によってクランプ固定された状態の基板2は、スクリーンマスク20の下面から離隔する。
Next, plate separation for separating the printed
次に基板2のクランプ解除が行われる。すなわち図12(b)に示すように、クランプ部材18によるクランプを解除(矢印l)した後に、第2の昇降モータ14を駆動して第2の昇降プレート15とともに基板下受け部19を下降させる(矢印m)。これにより、基板2の基板下受け部19による下受け状態は解除され、基板2は基板搬送機構17によって支持された状態となる。そしてこの状態で基板搬送機構17を駆動することにより、印刷後の基板2は基板搬出コンベア28(図2)に乗り移って下流側へ搬出される。これにより、1枚の基板2を対処としたスクリーン印刷作業が終了する。
Next, the
上記説明したように、本実施の形態に示す部品実装用装置におけるキャリブレーション方法では、第1の位置と第2の位置との間で基板保持部を移動可能な構成において、撮像部移動機構25に起因する認識誤差を求める撮像部移動機構キャリブレーション工程にて第1の位置[P1]、第2の位置[P2]に個別に位置する治具基板40を撮像した撮像結果と、第1の位置[P1]、第2の位置[P2]に位置する治具基板40の重複範囲における位置ずれ検出結果とに基づいて認識補正データを求め、基板保持部移動機構に起因する認識誤差を求める基板保持部移動機構キャリブレーション工程にて、治具基板40を基板保持部移動機構により複数回移動させる都度治具基板40を撮像した撮像結果に基づいて、基板保持部移動機構4に起因する認識誤差を求めるようにしている。これにより、撮像部9および基板保持部3を移動させて複数位置において基板認識を行う構成において、認識誤差を簡便な方法で高精度に補正することができる。
As described above, in the calibration method in the component mounting apparatus shown in the present embodiment, the imaging
なお上記実施の形態においては、部品実装用装置として基板2にペースト24をスクリーン印刷するスクリーン印刷装置1が示されているが、本発明の適用はスクリーン印刷装置1に限定されるものではなく、部品実装ラインに用いられる設備であって基板搬入方向と直交する方向に設定された第1の位置と第2の位置との間で基板保持部を移動可能とする構成であれば、本発明の適用対象となる。
In the above embodiment, the
本発明の部品実装用装置におけるキャリブレーション方法は、カメラおよび基板保持部を移動させて複数位置において基板認識を行う構成において、認識誤差を簡便な方法で高精度に補正することができるという効果を有し、基板を対象としてスクリーン印刷などの部品実装用の作業動作を実行する分野において有用である。 The calibration method in the component mounting apparatus according to the present invention has an effect that the recognition error can be corrected with high accuracy by a simple method in a configuration in which the camera and the board holding unit are moved to perform board recognition at a plurality of positions. It is useful in the field of executing work operations for component mounting such as screen printing on a board.
1 スクリーン印刷装置
2 基板
3 基板保持部
4 基板保持部移動機構
5 スクリーン印刷機構
7 スキージヘッド
8 スキージ駆動機構
9 撮像部
10 クリーニングユニット
20 スクリーンマスク
25 撮像部移動機構
40 治具基板
41 マーク
[P1] 第1の位置
[P2] 第2の位置
Z 重複範囲
DESCRIPTION OF
[P1] First position
[P2] Second position Z Overlapping range
Claims (4)
前記基板搬入方向と直交する方向に設定された第1の位置と第2の位置との間で、前記基板保持部を移動可能とする基板保持部移動機構と、
前記基板保持部に保持された前記基板を撮像する撮像部と、
前記撮像部で取得された画像を認識処理することにより前記基板の位置認識を行う認識処理部と、
前記位置認識の対象となる認識エリアを含む範囲内で、前記撮像部を移動可能とする撮像部移動機構と、
前記基板に対して所定の部品実装用の作業動作を実行する作業機構と、を備えた部品実装用装置において、
前記認識エリア内における前記位置認識の固有の認識誤差を認識補正データとして予め求める部品実装用装置におけるキャリブレーション方法であって、
前記撮像部移動機構に起因する前記認識誤差を求める撮像部移動機構キャリブレーション工程と、
前記基板保持部移動機構に起因する前記認識誤差を求める基板保持部移動機構キャリブレーション工程と、を含み、
前記撮像部移動機構キャリブレーション工程は、
前記第1の位置にて前記基板保持部に保持された治具基板に形成された格子状のマークを撮像する第1の撮像工程と、
前記第2の位置にて前記基板保持部に保持された前記治具基板に形成された格子状のマークを撮像する第2の撮像工程と、
前記第1の撮像工程と前記第2の撮像工程において重複する撮像範囲における撮像結果のずれ量を取得するずれ取得工程とを含み、
前記第1の撮像工程における撮像結果、前記第2の撮像工程における撮像結果及び前記ずれ取得工程におけるずれ量に基づいて、前記撮像部移動機構に起因する前記認識誤差を求め、
前記基板保持部移動機構キャリブレーション工程は、
前記基板保持部に保持された前記治具基板を前記基板保持部移動機構により複数回移動させる治具基板移動工程と、
治具基板移動工程において、前記誤差を補正した撮像部移動機構により移動して所定位置に固定された前記撮像部により、前記治具基板に形成された格子状のマークを前記移動の度に撮像する第3の撮像工程とを含み、
前記第3の撮像工程における撮像結果に基づいて、前記基板保持部移動機構に起因する前記認識誤差を求めることを特徴とする部品実装用装置におけるキャリブレーション方法。 A substrate holding unit for holding the substrate loaded in the substrate loading direction;
A substrate holding portion moving mechanism that allows the substrate holding portion to move between a first position and a second position set in a direction orthogonal to the substrate carry-in direction;
An imaging unit that images the substrate held by the substrate holding unit;
A recognition processor that recognizes the position of the substrate by recognizing an image acquired by the imaging unit;
An imaging unit moving mechanism that allows the imaging unit to move within a range including a recognition area that is a target of position recognition;
In a component mounting apparatus comprising: a work mechanism that executes a predetermined component mounting work operation on the substrate;
A calibration method in a component mounting apparatus that obtains in advance a recognition error unique to the position recognition in the recognition area as recognition correction data,
An imaging unit moving mechanism calibration step for obtaining the recognition error caused by the imaging unit moving mechanism;
A substrate holding unit moving mechanism calibration step for obtaining the recognition error caused by the substrate holding unit moving mechanism,
The imaging unit moving mechanism calibration process includes:
A first imaging step of imaging a grid-like mark formed on the jig substrate held by the substrate holding unit at the first position;
A second imaging step of imaging a grid-like mark formed on the jig substrate held by the substrate holder at the second position;
Including a shift acquisition step of acquiring a shift amount of an imaging result in an imaging range overlapping in the first imaging step and the second imaging step,
Based on the imaging result in the first imaging step, the imaging result in the second imaging step, and the deviation amount in the deviation acquisition step, the recognition error caused by the imaging unit moving mechanism is obtained,
The substrate holding unit moving mechanism calibration process includes:
A jig substrate moving step of moving the jig substrate held by the substrate holding part a plurality of times by the substrate holding part moving mechanism;
In the jig substrate moving step, the lattice-shaped marks formed on the jig substrate are imaged each time the movement is performed by the imaging unit that is moved by the imaging unit moving mechanism that corrects the error and is fixed at a predetermined position. And a third imaging step to
A calibration method in a component mounting apparatus, wherein the recognition error caused by the board holding unit moving mechanism is obtained based on an imaging result in the third imaging step.
前記第1の位置は、前記スクリーンマスクの下方において平面視して当該スクリーンマスクと重なる位置に設定されることを特徴とする請求項1または2記載の部品実装用装置におけるキャリブレーション方法。 The component mounting apparatus is a screen printing apparatus that prints a paste by bringing the board held by the board holding unit into contact with a screen mask,
The calibration method for a component mounting apparatus according to claim 1, wherein the first position is set to a position overlapping the screen mask in plan view below the screen mask.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014220417A JP2016092019A (en) | 2014-10-29 | 2014-10-29 | Calibration method in component mounting apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014220417A JP2016092019A (en) | 2014-10-29 | 2014-10-29 | Calibration method in component mounting apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016092019A true JP2016092019A (en) | 2016-05-23 |
Family
ID=56017552
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014220417A Pending JP2016092019A (en) | 2014-10-29 | 2014-10-29 | Calibration method in component mounting apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016092019A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109792861A (en) * | 2016-10-06 | 2019-05-21 | 株式会社富士 | Component mounting machine |
| CN111656884A (en) * | 2018-03-13 | 2020-09-11 | 株式会社富士 | Mounting apparatus, information processing apparatus, and mounting method |
| CN112775025A (en) * | 2020-12-28 | 2021-05-11 | 广东利扬芯片测试股份有限公司 | Intelligent dotting system and method for strip-shaped chips |
| CN113538343A (en) * | 2021-06-28 | 2021-10-22 | 广东火丁科技有限公司 | Matrix vehicle lamp correction method and device, electronic equipment and storage medium |
-
2014
- 2014-10-29 JP JP2014220417A patent/JP2016092019A/en active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109792861A (en) * | 2016-10-06 | 2019-05-21 | 株式会社富士 | Component mounting machine |
| CN109792861B (en) * | 2016-10-06 | 2020-07-31 | 株式会社富士 | Component mounting machine |
| CN111656884A (en) * | 2018-03-13 | 2020-09-11 | 株式会社富士 | Mounting apparatus, information processing apparatus, and mounting method |
| CN111656884B (en) * | 2018-03-13 | 2021-07-20 | 株式会社富士 | Mounting apparatus, information processing apparatus, and mounting method |
| CN112775025A (en) * | 2020-12-28 | 2021-05-11 | 广东利扬芯片测试股份有限公司 | Intelligent dotting system and method for strip-shaped chips |
| CN113538343A (en) * | 2021-06-28 | 2021-10-22 | 广东火丁科技有限公司 | Matrix vehicle lamp correction method and device, electronic equipment and storage medium |
| CN113538343B (en) * | 2021-06-28 | 2024-05-14 | 广东火丁科技有限公司 | Matrix car lamp correction method and device, electronic equipment and storage medium |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6142290B2 (en) | Screen printing machine, component mounting line, and screen printing method | |
| JP5029586B2 (en) | Screen printing device | |
| KR20130016138A (en) | Thin-film pattern forming apparatus, thin-film pattern forming method, and adjusting method of the apparatus | |
| JP2016092019A (en) | Calibration method in component mounting apparatus | |
| JP4889133B1 (en) | Screen mask presetting apparatus and screen printing method | |
| CN110114220B (en) | Screen printing machine | |
| JP5816813B2 (en) | Screen printing apparatus and screen printing method | |
| JP2008179029A (en) | Screen printing apparatus and screen printing method | |
| WO2018193773A1 (en) | Screen printing device and screen printing method | |
| JP4237158B2 (en) | Mounting board manufacturing apparatus and manufacturing method | |
| JP2008198730A (en) | Surface mounter, screen printer and mounting line | |
| JP5816817B2 (en) | Screen printing machine and screen printing method | |
| CN103963429B (en) | The mask alignment method of silk-screen printing device and silk-screen printing device | |
| JP4364333B2 (en) | Screen printing method | |
| TWI611938B (en) | Printing apparatus and printing method | |
| JP7144523B2 (en) | mounting line | |
| JP2005014325A (en) | Screen printing machine | |
| JP2013188921A (en) | Apparatus and method of screen printing, and substrate position correction method in screen printing method | |
| JP6461205B2 (en) | Supply parts transfer device | |
| CN111093996A (en) | Screen printing machine | |
| CN202841833U (en) | Component Mounting System | |
| GB2484373A (en) | Screen printing device and screen printing method | |
| JP4860366B2 (en) | Surface mount equipment | |
| WO2019244264A1 (en) | Control method, electronic component mounting device, and correction substrate | |
| CN202841832U (en) | Component Mounting System |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20160520 |