JP2016016465A - Penta-axial deburring processing device - Google Patents
Penta-axial deburring processing device Download PDFInfo
- Publication number
- JP2016016465A JP2016016465A JP2014138914A JP2014138914A JP2016016465A JP 2016016465 A JP2016016465 A JP 2016016465A JP 2014138914 A JP2014138914 A JP 2014138914A JP 2014138914 A JP2014138914 A JP 2014138914A JP 2016016465 A JP2016016465 A JP 2016016465A
- Authority
- JP
- Japan
- Prior art keywords
- base
- notch
- spindle head
- axis
- deburring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Automatic Tool Replacement In Machine Tools (AREA)
- Milling Processes (AREA)
- Machine Tool Units (AREA)
Abstract
Description
この発明は五軸バリ取り加工装置に関し、主として、鋳造品のバリ取り加工をする場合に使用される。 The present invention relates to a five-axis deburring apparatus, and is mainly used when deburring a cast product.
従来におけるこの種の五軸バリ取り加工装置は、基台にテーブルとスピンドルヘッドとを設置し、このテーブルに対してスピンドルヘッドとを相対的に前後、左右、上下、旋回及び傾斜させることによって、スピンドルヘッドに設置された加工具によって前記テーブルに載置された被加工物のバリ取りをしていた。 Conventionally, this type of five-axis deburring apparatus has a table and a spindle head installed on a base, and the spindle head is relatively back and forth, left and right, up and down, swiveled and inclined with respect to the table, The workpiece placed on the table was deburred by a processing tool installed on the spindle head.
しかしながら、かかる従来の五軸バリ取り加工装置にあっては、前記テーブルが前記基台の略中央に設置されていたため、前記基台の手前に位置する作業者からは、前記テーブルに載置された被加工物を確認しにくく、この結果、前記被加工物のバリ取り作業をする場合、ティーチング操作がしにくいという不都合を有した。 However, in such a conventional five-axis deburring apparatus, since the table is installed in the approximate center of the base, it is placed on the table by an operator located in front of the base. As a result, there has been a disadvantage that the teaching operation is difficult to perform when deburring the workpiece.
この発明の課題はかかる不都合を解消することである。 An object of the present invention is to eliminate such inconvenience.
前記課題を達成するために、この発明に係る五軸バリ取り加工装置においては、基台にテーブルを前後移動及び旋回可能に設置し、且つ、前記基台に前記テーブルに対してスピンドルヘッドを左右移動,上下移動及び傾斜可能に設置した五軸バリ取り加工装置において、前記基台の前端角部に切り欠きを設けたものである。 In order to achieve the above object, in the five-axis deburring apparatus according to the present invention, a table is installed on a base so that the table can be moved back and forth and turned, and a spindle head is mounted on the base with respect to the table. In a five-axis deburring apparatus installed so as to be able to move, move up and down and tilt, a notch is provided in the front end corner of the base.
この場合、前記基台における前記切り欠きの近傍に取り換え工具用マガジンを設置することができる。 In this case, a replacement tool magazine can be installed in the vicinity of the notch in the base.
また、前記スピンドルヘッドを前記切り欠き側に傾斜可能とすることができる。 Further, the spindle head can be tilted to the notch side.
さらに、前記スピンドルヘッドの加工具をバリ取り具にすることができる。 Furthermore, the spindle head processing tool can be a deburring tool.
この発明に係る五軸バリ取り加工装置は上記のように構成されているため、即ち、基台にテーブルを前後移動及び旋回可能に設置し、且つ、前記基台に前記テーブルに対してスピンドルヘッドを左右移動,上下移動及び傾斜可能に設置した五軸バリ取り加工装置において、前記基台の前端角部に切り欠きを設けたため、作業者はこの切り欠きに侵入することによって前記スピンドルヘッドに近づくことができる結果、前記テーブルに載置された被加工物を確認しやすいものである。 Since the five-axis deburring apparatus according to the present invention is configured as described above, that is, the table is installed on the base so that the table can be moved back and forth and turned, and the spindle head is mounted on the table with respect to the table. Since the notch is provided in the front end corner portion of the base, the operator approaches the spindle head by entering the notch. As a result, it is easy to confirm the workpiece placed on the table.
よって、この五軸バリ取り加工装置を使用すれば、前記被加工物のバリ取り作業をする場合、ティーチング操作がしやすいものである。特に、スピンドルヘッドのテーブルに対する相対的左右移動をスピンドルの移動によって行い、テーブルは左右方向に移動することはないため、テーブルの側方に切り欠きを形成してもテーブルが邪魔をすることはないものである。さらに、テーブルは前後移動するため、前記基台の手前に位置する作業者は被加工物のセット及びリセットが容易にできる。 Therefore, if this five-axis deburring apparatus is used, the teaching operation can be easily performed when deburring the workpiece. In particular, the horizontal movement of the spindle head relative to the table is performed by the movement of the spindle, and the table does not move in the horizontal direction. Therefore, even if a notch is formed on the side of the table, the table does not interfere. Is. Furthermore, since the table moves back and forth, an operator positioned in front of the base can easily set and reset the workpiece.
この場合、前記基台における前記切り欠きの近傍に取り換え工具用マガジンを設置すれば、作業者は切り欠きに侵入することによって加工具の取り換え状態を確認しやすいものである。 In this case, if a replacement tool magazine is installed in the vicinity of the notch in the base, the operator can easily check the replacement state of the processing tool by entering the notch.
また、前記スピンドルヘッドを前記切り欠き側に傾斜可能にすれば、前記切り欠きに侵入した作業者からは、加工中いつも前記加工具の先端が見える状態になり、前記ティーチングがしやすいものである。 Further, if the spindle head can be tilted to the notch side, an operator who has entered the notch always sees the tip of the processing tool during processing, and the teaching is easy to perform. .
さらに、前記スピンドルヘッドの加工具をバリ取り具にすることができる。 Furthermore, the spindle head processing tool can be a deburring tool.
この発明に係る五軸バリ取り加工装置は実施するにあたって下記の構成に最も主要な特徴を有する。 The five-axis deburring apparatus according to the present invention has the most main features in the following configuration when implemented.
「五軸方向」とは、テーブルの天面に対して水平なX軸とY軸及び前記天面に対して垂直に伸びるZ軸、テーブルの旋回及びこのテーブルに対するスピンドルヘッドの傾斜が該当する。これらはNC(数値制御)によってコントロールされる。 The “five-axis direction” corresponds to the X and Y axes that are horizontal to the top surface of the table, the Z axis that extends perpendicular to the top surface, the rotation of the table, and the inclination of the spindle head with respect to the table. These are controlled by NC (numerical control).
「スピンドルヘッド」を前記切り欠き側のみに傾斜可能とするのが良い。 It is preferable that the “spindle head” can be inclined only to the notch side.
「スピンドルヘッドの加工具」としてバリ取り具を使用するがこれに限定されることはない。 A deburring tool is used as the “spindle head processing tool”, but is not limited thereto.
以下、図面に基づいてこの発明の実施例を説明する。 Embodiments of the present invention will be described below with reference to the drawings.
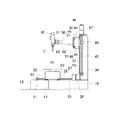
図1はこの発明に係る五軸バリ取り加工装置の正面図、図2は同平面図、図3は同右側図である。 1 is a front view of a five-axis deburring apparatus according to the present invention, FIG. 2 is a plan view thereof, and FIG. 3 is a right side view thereof.
図1〜3において、Aは五軸バリ取り加工装置であり、10はその基台である。この基台10は略正方形状(平面視)をしている。11は切り欠き部であり、前記基台10の前端右側角部に形成されている。この切り欠き部11は作業者が侵入して作業をするための空間である。なお、12は前記切り欠き部の縦辺、13は同横辺である。また、14は取換え用工具マガジンであり、前記基台10における前記切り欠き部11の横辺13の近傍に設置されている。
In FIGS. 1-3, A is a 5-axis deburring apparatus, 10 is the base. The
21,21は一対からなる平行なガイドレールであり、前記基台10の天面における左側部分に設置されている。このガイドレール21,21は断面が逆V字状であり、前記縦辺(切り欠き部11の)12の近傍を前後方向に延びている。
21 and 21 are a pair of parallel guide rails, which are installed on the left side portion of the top surface of the
22は支持部材、23,23は前記支持部材22の底面に固定されたアリ溝移動具である。このアリ溝移動具23,23は前記ガイドレール21,21にスライド可能な状態で外嵌めされている。このため、前記支持部材22は前記基台10に対して前後方向に移動できる。なお、24はボールねじ機構のナット部であり、前記支持部材22の底面に突設されている。
25はボールねじ機構のボルト部であり、前記基台10の天面に回転可能に設置されている(図3参照のこと)。このボルト部25は前記支持部材22のナット部24に螺子嵌めされた状態で前記ガイドレール21,21と平行に延びている。26はサーボモータであり前記基台10の天面に設置されている。このサーボモータ25は減速器27を介して前記ボルト部25につながれている。このため、前記サーボモータ26が回転すると、ボルト部25が回転し(軸心を中心として)、ボールねじ機構を介して前記支持部材22は前後方向にスライドする。
70は円形テーブルであり、前記支持部材22に回転軸71を介して回転可能に設置されている。この円形テーブル70にバリ取りをするための被加工物Wを載置する。72はサーボモータであり前記支持部材22に設置されている。このサーボモータ72は減速器73を介して前記回転軸71につながれている。このため、前記サーボモータ72が回転すると、前記回転軸71が回転し(軸心を中心として)、ベベルギア機構を介して前記円形テーブル70を旋回させる。
A circular table 70 is rotatably installed on the
次に、30は支柱であり、前記基台10における後端の略中心部に設置されている。この支柱30は上方に向かって略垂直状に延びている。31,31は一対からなるガイドレールであり、前記支柱30の前面に設置されている。このガイドレール31,31は断面が逆V字状であり、上下方向に延びている。
Next, 30 is a support | pillar and is installed in the approximate center part of the rear end in the
40は梁部材であり、41,41はアリ溝移動具である。このアリ溝移動具41,41は前記梁部材40の背面に固定された状態で前記ガイドレール31,31にスライド可能な状態で外嵌めされている。このため、前記梁部材40は前記支柱30に対して上下方向に移動できる。43はスライド溝であり、前記支柱30の前面に形成されている。このスライド溝43は上下方向に延びている。44はボールねじ機構のナット部であり、前記スライド溝43を通過して前記梁部材40の背面に設置されている。
40 is a beam member, 41 and 41 are dovetail moving tools. The
45はボールねじ機構のボルト部であり、前記支柱30の内部(支柱30は空洞)に回転可能に設置されている。このボルト部45は前記梁部材40のナット部44に螺子嵌めされた状態で前記ガイドレール31,31と平行に延びている。46はサーボモータであり前記支柱30の天面に設置されている。このサーボモータ45は減速器47を介して前記ボルト部45につながれている。このため、前記サーボモータ46が回転すると、ボルト部45が回転し(軸心を中心として)、ボールねじ機構を介して前記梁部材40は上下方向にスライドする。
48,48は一対からなるガイドレールであり、前記梁部材40の前面に設置されている。このガイドレール48,48は断面が逆V字状であり、左右歩行(水平方向)に延びている。なお、49,49はバランスウエイトであり、前記梁部材40に設置され、この梁部材40の水平状態を維持するよう調整している。
48 and 48 are a pair of guide rails, which are installed on the front surface of the
50はアーム部材であり、前記梁部材40の前面から前方に水平状態で延びている。51,51はアリ溝移動具であり、前記アーム部材50の後端面に固定され、前記ガイドレール48,48にスライド可能な状態で外嵌めされている。このため、前記アーム部材50は前記梁部材40に対して左右方向に移動できる。53はスライド溝であり、前記梁部材40の前面に形成されている。このスライド溝53は左右方向に延びている。54はボールねじ機構のナット部であり、前記スライド溝53を通過して前記アーム部材50の後端面に突設されている。
55はボールねじ機構のボルト部であり、前記梁部材40の内部(梁部材40は空洞)に回転可能に設置されている。このボルト部55は前記アーム部材50のナット部54に螺子嵌めされた状態で前記ガイドレール48,48と平行に延びている。56はサーボモータであり前記梁部材40の側端面に設置されている。このサーボモータ56は伝導ベルト57を介して前記ボルト部55につながれている。このため、前記サーボモータ56が回転すると、ボルト部55が回転し(軸心を中心として)、ボールねじ機構を介して前記アーム部材50は左右方向にスライドする。
55 is a bolt part of a ball screw mechanism, and is rotatably installed inside the beam member 40 (the
60はスピンドルヘッドであり、前記アーム部材50の先端面に揺動軸61を介して揺動可能に設置されている。このスピンドルヘッド60にはバリ取りをするための工具Tを取り付ける。62はサーボモータであり前記アーム部材50の内部(アーム部材50は空洞)に設置されている。このサーボモータ62は減速器63を介して前記揺動軸61につながれている。このため、前記サーボモータ62が回転すると、前記揺動軸61が回転し(軸心を中心として)、前記スピンドルヘッド60を前記円形テーブル70に対して傾斜させることができる。
この発明に係る五軸バリ取り加工装置は、作業者が切り欠きに侵入することによってスピンドルヘッドに近づくことができる結果、前記テーブルに載置された被加工物を確認しやすい。被加工物のバリ取り作業をする場合、ティーチング操作がしやすい。特に、スピンドルヘッドのテーブルに対する相対的左右移動をスピンドルの移動によって行い、テーブルは左右方向に移動することはないため、テーブルの側方に切り欠きを形成してもテーブルが邪魔をすることはない。さらに、テーブルは前後移動するため、前記基台の手前に位置する作業者は被加工物のセット及びリセットが容易にできる。さらに、前記スピンドルヘッドを前記切り欠き側に傾斜可能にすれば、前記切り欠きに侵入した作業者からは、加工中いつも前記加工具の先端が見える状態になり、前記ティーチングがしやすいものである。よって、利用可能性は極めて高いものである。 The five-axis deburring device according to the present invention allows the operator to approach the spindle head by entering the notch, and as a result, it is easy to confirm the workpiece placed on the table. When deburring work, the teaching operation is easy. In particular, the horizontal movement of the spindle head relative to the table is performed by the movement of the spindle, and the table does not move in the horizontal direction. Therefore, even if a notch is formed on the side of the table, the table does not interfere. . Furthermore, since the table moves back and forth, an operator positioned in front of the base can easily set and reset the workpiece. Furthermore, if the spindle head can be tilted to the notch side, an operator who has entered the notch can always see the tip of the processing tool during processing, and the teaching is easy to perform. . Therefore, the availability is extremely high.
A … 五軸バリ取り加工装置
T … 工具
W … 被加工物
10 … 基台
11 … 切り欠き部
12 … 縦辺(切り欠き部の)
13 … 横辺(切り欠き部の)
14 … 取換え工具用マガジン
21 … ガイドレール
22 … 支持部材
23 … アリ溝移動具
24 … ボールねじ機構のナット部
25 … ボールねじ機構のボルト部
26 … サーボモータ
27 … 減速器
30 … 支柱
31 … ガイドレール
40 … 梁部材
41 … アリ溝移動具
43 … スライド溝
44 … ボールねじ機構のナット部
45 … ボールねじ機構のボルト部
46 … サーボモータ
47 … 減速器
48 … ガイドレール
49 … バランスウエイト
50 … アーム部材
51 … アリ溝移動具
53 … スライド溝
54 … ボールねじ機構のナット部
55 … ボールねじ機構のボルト部
56 … サーボモータ
57 … 伝導ベルト
60 … スピンドルヘッド
61 … 揺動軸
62 … サーボモータ
63 … 減速器
70 … 円形テーブル
71 … 回転軸
72 … サーボモータ
73 … 減速器
A ... Five-axis deburring device T ... Tool W ...
13 ... Horizontal side (notch)
14 ...
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014138914A JP2016016465A (en) | 2014-07-04 | 2014-07-04 | Penta-axial deburring processing device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014138914A JP2016016465A (en) | 2014-07-04 | 2014-07-04 | Penta-axial deburring processing device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016016465A true JP2016016465A (en) | 2016-02-01 |
Family
ID=55232116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014138914A Pending JP2016016465A (en) | 2014-07-04 | 2014-07-04 | Penta-axial deburring processing device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016016465A (en) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008119784A (en) * | 2006-11-10 | 2008-05-29 | Toshiba Mach Co Ltd | Attitude assurance system of 5-axis machine for inclined machining |
| WO2009144831A1 (en) * | 2008-05-27 | 2009-12-03 | 株式会社牧野フライス製作所 | Machine tool |
| JP2010069553A (en) * | 2008-09-17 | 2010-04-02 | Toshiba Mach Co Ltd | Compound tool, machine tool, and machining method |
| JP2010526990A (en) * | 2007-04-30 | 2010-08-05 | レニショウ パブリック リミテッド カンパニー | Storage device |
| EP2332692A1 (en) * | 2009-12-11 | 2011-06-15 | Worldmec S.r.l. | A machine for surface machining, particularly adapted for machining low-thickness parts |
| JP2013018106A (en) * | 2011-07-14 | 2013-01-31 | Jkm:Kk | Machining device and machining method |
| JP5436735B1 (en) * | 2013-09-13 | 2014-03-05 | ヤマザキマザック株式会社 | Vertical machining center |
| JP2014507295A (en) * | 2011-02-01 | 2014-03-27 | 大連科徳数控有限公司 | 5-axis tool grinding machine |
-
2014
- 2014-07-04 JP JP2014138914A patent/JP2016016465A/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008119784A (en) * | 2006-11-10 | 2008-05-29 | Toshiba Mach Co Ltd | Attitude assurance system of 5-axis machine for inclined machining |
| JP2010526990A (en) * | 2007-04-30 | 2010-08-05 | レニショウ パブリック リミテッド カンパニー | Storage device |
| WO2009144831A1 (en) * | 2008-05-27 | 2009-12-03 | 株式会社牧野フライス製作所 | Machine tool |
| JP2010069553A (en) * | 2008-09-17 | 2010-04-02 | Toshiba Mach Co Ltd | Compound tool, machine tool, and machining method |
| EP2332692A1 (en) * | 2009-12-11 | 2011-06-15 | Worldmec S.r.l. | A machine for surface machining, particularly adapted for machining low-thickness parts |
| JP2014507295A (en) * | 2011-02-01 | 2014-03-27 | 大連科徳数控有限公司 | 5-axis tool grinding machine |
| JP2013018106A (en) * | 2011-07-14 | 2013-01-31 | Jkm:Kk | Machining device and machining method |
| JP5436735B1 (en) * | 2013-09-13 | 2014-03-05 | ヤマザキマザック株式会社 | Vertical machining center |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7204312B2 (en) | Simultaneous multiple operation mechanism for CNC lathe tools | |
| JP4320186B2 (en) | Milling machine for milling and turning on rod material | |
| TWM506663U (en) | Six-axis boring and milling machine | |
| CN109531296B (en) | Vertical multiaxis processing grinding machine of deep hole | |
| JPH04269139A (en) | Work holding device | |
| JP2018039072A (en) | Machine tool | |
| JP3185622U (en) | Screw forming machine | |
| JP5246435B2 (en) | Grooving method and apparatus | |
| CN207190628U (en) | A kind of engraving machine for processing cylindrical stone | |
| JP2016016465A (en) | Penta-axial deburring processing device | |
| JP6779319B2 (en) | Machine Tools | |
| KR20140078305A (en) | Rough grinding and finishing machine | |
| TW201601872A (en) | Grinder with grinding wheel trimming mechanism | |
| JP2018079534A (en) | Lathe processing system | |
| US3085477A (en) | Machine tool | |
| CN110325321A (en) | Lathe | |
| JP2006297511A (en) | Spherical grinding device for lens | |
| JP2011251401A (en) | Machining method for machining workpiece surface | |
| CN107053211B (en) | Stone material processing manipulator | |
| JP2014226736A (en) | Machining center and processing method | |
| TWI538767B (en) | Double - bridge vertical and horizontal turning milling five - axis machining center | |
| CN107756225A (en) | A kind of Multifunctional paint grinder | |
| TWI595957B (en) | Processing equipment assembly | |
| JP2005516788A (en) | Multi-axis machining center with workpiece holding spindle | |
| JP2016016464A (en) | Nc machining apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180801 |