JP2016010905A - Cover sheet material - Google Patents
Cover sheet material Download PDFInfo
- Publication number
- JP2016010905A JP2016010905A JP2014133285A JP2014133285A JP2016010905A JP 2016010905 A JP2016010905 A JP 2016010905A JP 2014133285 A JP2014133285 A JP 2014133285A JP 2014133285 A JP2014133285 A JP 2014133285A JP 2016010905 A JP2016010905 A JP 2016010905A
- Authority
- JP
- Japan
- Prior art keywords
- cover sheet
- sheet material
- base material
- resin
- sheet base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A40/00—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production
- Y02A40/10—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production in agriculture
- Y02A40/25—Greenhouse technology, e.g. cooling systems therefor
Landscapes
- Greenhouses (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本発明は、農業及び畜産分野などで用いられるカバーシート材に関するものである。 The present invention relates to a cover sheet material used in the fields of agriculture and livestock.
従来から、農業及び畜産分野のあらゆる方面の温室においてポリエチレンフィルム等のカバーシート材が用いられてきた。この温室用カバーシート材の代表的な使用例としてハウス栽培がある。このハウス栽培は、カバーシート材に覆われた空間からなる簡易温室で、野菜、花卉、果樹、きのこなどを栽培することである。このハウス栽培の発達によって、促成・抑制栽培による季節はずれの農作物の出荷が可能となり、さらに園芸農業に画期的な変化がもたらされた。その変化の一例として、養液栽培や植物工場等を挙げることができる。養液栽培や植物工場は土を使わないで、肥料分を溶かした培養液を用いる栽培方法であって、これによって施設栽培による地力の低下、あるいは連作障害や病虫害の回避、栽培の省力自動化、生産の増強等が可能となる。したがって、ハウス栽培の発達によって、ハウス内の栽培環境を常に最適な条件に保つための優れたカバーシート材が必要となっている。 Conventionally, cover sheet materials such as polyethylene films have been used in greenhouses in all fields of agriculture and livestock. House cultivation is a typical use example of this greenhouse cover sheet material. This house cultivation is to cultivate vegetables, flowers, fruit trees, mushrooms, etc. in a simple greenhouse consisting of a space covered with a cover sheet material. This development of house cultivation has made it possible to ship out-of-season crops by forcing and restraint cultivation, and also brought about a revolutionary change in horticultural agriculture. Examples of such changes include hydroponics and plant factories. Hydroponic cultivation and plant factories do not use soil, but a cultivation method that uses a culture solution in which fertilizer is dissolved. Production can be enhanced. Therefore, with the development of house cultivation, an excellent cover sheet material is always required to keep the cultivation environment in the house under optimum conditions.
このようなハウス栽培に利用される従来のハウスは、カバーシート材として塩化ビニール系樹脂フィルム、ポリエチレンフィルムあるいはエチレン−酢酸ビニル共重合体フィルム等が用いられ、一方カバーシート材を一定の形状に保持するための骨材として鉄骨、プラスチック等のパイプ、あるいは木材等が用いられ、パイプハウスとして知られている。もちろん、上述のカバーシート材はハウス以外にも使用されるもので、例えば地表面温度を上昇させるために、直接、地表面を覆う資材として、あるいは家畜舎内の遮光または採光用カーテン等にも用いられる。 A conventional house used for such house cultivation uses a vinyl chloride resin film, a polyethylene film or an ethylene-vinyl acetate copolymer film as a cover sheet material, while holding the cover sheet material in a certain shape. Steel aggregates, plastic pipes, or woods are used as aggregates for this purpose, and are known as pipe houses. Of course, the cover sheet material described above is also used other than a house. For example, in order to increase the ground surface temperature, the cover sheet material is directly used as a material covering the ground surface, or in a shading or lighting curtain in a livestock house. Used.
このような農業及び畜産分野で利用されるカバーシート材として、上述のような材料が用いられる理由の一つは、太陽光線を透過することによって、カバーシート材によって覆われた空間や地表面の温度を上昇させる一方で、保温されたハウス内や地表面の熱が逃げないように、カバーシート材で覆われた空間や地表面を保温することにある。また、近年になって上述の材料以外に、保温性のみならず通気性を兼ね備えた不織布シート(ポリプロピレン繊維)からなるカバーシート材が開発されている。 One of the reasons why such a material is used as a cover sheet material used in the field of agriculture and livestock is that the space or the ground surface covered by the cover sheet material is transmitted by transmitting sunlight. The purpose is to keep the space and the ground surface covered with the cover sheet material warm so that the heat inside the warmed house and the ground surface does not escape while raising the temperature. In recent years, in addition to the above-described materials, cover sheet materials made of non-woven sheets (polypropylene fibers) that have not only heat retention but also air permeability have been developed.
例えば、上記の不織布シートによるカバーシート材として、例えば特許文献1には親水性不織布と多孔質フィルムとを積層した積層シートで、通気性と遮光性を有し、ある程度の保温性を有していることが記載されている。
不織布シートは、天然あるいは人造の繊維ステープルまたは連続フィラメントが、接着剤、溶融繊維あるいは機械的方法により、接合された布状物質を意味するものである。また、不織布シートは、その製造方法によって分類されるもので、その分類によってそれぞれ特性が異なる。
For example, as a cover sheet material using the above-mentioned nonwoven fabric sheet, for example, Patent Document 1 is a laminated sheet in which a hydrophilic nonwoven fabric and a porous film are laminated, has air permeability and light shielding properties, and has a certain degree of heat retention. It is described that.
Nonwoven sheet refers to a cloth-like material in which natural or man-made fiber staples or continuous filaments are joined together by an adhesive, molten fiber or mechanical methods. Moreover, a nonwoven fabric sheet is classified by the manufacturing method, and a characteristic changes with the classification, respectively.
例えば、一つの製造方法は、ステープルファイバーから出発し、繊維どうしを接合物質によって接合して繊維ウェブを形成し、さらにウェブどうしを接着して、ウェブまたはマット状構造を有した不織布シートを得るもので、従来の農業及び畜産用カバーシート材に用いられた不織布シートは、このような方法によって製造される。したがって、従来の不織布シート製カバーシート材は、一般に保温性と通気性とを兼ね備えている。 For example, one manufacturing method starts with staple fibers, joins the fibers together with a joining material to form a fibrous web, and then bonds the webs together to obtain a nonwoven sheet having a web or mat-like structure. And the nonwoven fabric sheet used for the conventional agricultural and livestock cover sheet material is manufactured by such a method. Therefore, the conventional non-woven sheet cover sheet material generally has both heat retention and air permeability.
また、特許文献2にあるように遮光性と防水性を有し、透湿性をもったポリウレタン樹脂に粒子が配合されてなる透湿防水膜のカバーシート材が提案されている。しかし、従来のプラスチックフィルムまたは不織布からなる農業及び畜産用の温室用のカバーシート材では、ハウス栽培のみならず養鶏、養豚、養蚕等の幅広い農業及び畜産分野における栽培または飼育環境の改善要求に十分応えるものではなかった。例えば、従来の農業及び畜産用カバーシート材は、ハウスに覆われた地面の温度を上昇させ、その上昇温度を維持するような保温目的のみに着目して、開発及び使用がなされていた。したがって、太陽光や人工光によるハウス内の温度上昇を防ぐような目的に好適な農業用カバーシート材の開発はなされていない。 Further, as disclosed in Patent Document 2, a cover sheet material of a moisture permeable waterproof film in which particles are blended with a polyurethane resin having light shielding properties and waterproof properties and moisture permeability has been proposed. However, conventional cover sheets for agricultural and livestock greenhouses made of plastic film or non-woven fabric are sufficient for the demand for improvement of cultivation or breeding environment not only in house cultivation but also in a wide range of agriculture and livestock fields such as poultry farming, pig farming and sericulture. It was not a response. For example, a conventional cover sheet material for agriculture and livestock has been developed and used only for the purpose of keeping warm by raising the temperature of the ground covered with a house and maintaining the elevated temperature. Accordingly, no agricultural cover sheet material suitable for the purpose of preventing temperature rise in the house due to sunlight or artificial light has been developed.
すなわち、例えば、
(1)夏の高温時には栽培できない作物の栽培をすること;
(2)家畜舎において、特に夏の高温時に問題となる畜舎の衛生環境の悪化、バクテリアなどの繁殖抑制を実施すること;さらに、
(3)養蚕において、高温時の蚕の採食欲減退、病害の発生を改善すること等は、冷暖房装置等の電気製品を使用することを中心にして実施されており、そのため夏場の高電力消費による生産価格の上昇を招いていた。
That is, for example,
(1) Cultivate crops that cannot be cultivated at high temperatures in summer;
(2) In livestock barns, the deterioration of the barn sanitary environment, which is a problem particularly at high temperatures in summer, and the suppression of breeding of bacteria, etc .;
(3) In sericulture, the reduction in appetite for potatoes at high temperatures and the improvement of diseases are centered on the use of electric appliances such as air conditioning units. Therefore, high power consumption in summer Caused an increase in production prices.
そこで、夏場の電力消費を抑え、かつ栽培または飼育に最適な温度条件を確保することを可能とするような新規の農業及び畜産用カバーシート材の開発、より具体的には、遮光性、降温性、耐水性、透湿性等に優れた不織布シートからなる新規な農業及び畜産用カバーシート材の開発が求められている。 Therefore, development of a new cover sheet material for agriculture and livestock that can reduce power consumption in summer and ensure optimum temperature conditions for cultivation or breeding, more specifically, light shielding properties, temperature drop Development of a novel agricultural and livestock cover sheet material made of a nonwoven fabric sheet having excellent properties, water resistance, moisture permeability and the like is required.
本発明はこのような状況においてなされたものであり、夏場の電力消費を抑え、かつ栽培または飼育に最適な温度条件を確保することを可能とする農業及び畜産用カバーシート材に利用可能なカバーシート材を提供することを目的とする。 The present invention has been made in such a situation, and is a cover that can be used as a cover sheet material for agriculture and livestock, which can suppress power consumption in summer and can secure optimum temperature conditions for cultivation or breeding. It aims at providing a sheet material.
上記目的は以下の本発明によって達成される。即ち、シート基材と、前記シート基材の少なくとも一方の面に設けられた光散乱層と、を備えたカバーシート材であって、前記シート基材がポリプロピレン系樹脂と、無機系充填剤又は有機系充填剤の少なくとも一方を含有する樹脂組成物で形成され、前記シート基材の空隙率が、35%以上60%以下であり、前記カバーシート材の構成で反射率が90%以上であることを特徴とするカバーシート材の構成とした。 The above object is achieved by the present invention described below. That is, a cover sheet material comprising a sheet base material and a light scattering layer provided on at least one surface of the sheet base material, wherein the sheet base material is a polypropylene resin and an inorganic filler or It is formed of a resin composition containing at least one of organic fillers, the porosity of the sheet base material is 35% or more and 60% or less, and the reflectance of the cover sheet material is 90% or more. It was set as the structure of the cover sheet material characterized by this.
また、前記シート基材は、厚みが50μm以上90μm以下であり、前記光散乱層は、0.5μm以上4μm以下の白色インキ層であることを特徴とするカバーシート材の構成とした。 The sheet base material has a thickness of 50 μm or more and 90 μm or less, and the light scattering layer is a white ink layer of 0.5 μm or more and 4 μm or less.
また、前記シート基材と光散乱層が、少なくとも一軸方向に延伸されていることを特徴とするカバーシート材の構成とした。 Further, the cover base material and the light scattering layer are stretched at least in a uniaxial direction.
前記シート基材に含有するポリプロピレン系樹脂が、エチレン−αオレフィン共重合体であることを特徴とするカバーシート材の構成とした。
また、前記白色インキ層は、白色顔料を含有することを特徴とするカバーシート材の構成とした。
The polypropylene resin contained in the sheet base material is an ethylene-α olefin copolymer.
Further, the white ink layer has a configuration of a cover sheet material containing a white pigment.
本発明によれば、夏場の電力消費を抑え、かつ栽培または飼育に最適な温度条件を確保することが可能となった。 According to the present invention, it has become possible to suppress power consumption in summer and to secure optimum temperature conditions for cultivation or breeding.
次に、発明の実施の形態について、詳述する。
図1に本発明に係るカバーシート材である一つの実施形態を示す。
本発明のカバーシート材を農業及び畜産用カバーシート材として利用し、図1で示されるように、透湿防水性を持つシート基材2をベースに、その片側表面に光散乱層3を設けた構成のカバーシート材1である。
なお、下記実施形態により本発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が容易に想定できるもの、実質的に同一のものが含まれる。さらに、下記実施形態で開示した構成要素は適宜組み合わせることが可能である。
Next, an embodiment of the invention will be described in detail.
FIG. 1 shows one embodiment which is a cover sheet material according to the present invention.
The cover sheet material of the present invention is used as a cover sheet material for agriculture and livestock, and as shown in FIG. 1, a light scattering layer 3 is provided on one surface of the sheet base material 2 having moisture permeability and waterproofness. It is the cover sheet material 1 of the structure.
In addition, this invention is not limited by the following embodiment. In addition, constituent elements in the following embodiments include those that can be easily assumed by those skilled in the art and those that are substantially the same. Furthermore, the constituent elements disclosed in the following embodiments can be appropriately combined.
[シート基材]
本発明で使用するシート基材2は、ポリプロピレン系樹脂と、無機系充填剤および有機系充填剤のいずれか一方又は両方を含有する樹脂組成物から形成され、熱可塑性樹脂から構成される。本発明のシート基材は、微細な空隙を含有し、その空隙率が、35%以上60%以下であり、雨水は通さないが水蒸気やガスを透過する材料よりなる。
ポリプロピレン系樹脂は、耐熱性、耐水性、耐薬品性、コスト面の面から好ましく用いることができる。
[Sheet substrate]
The sheet base material 2 used in the present invention is formed of a polypropylene resin and a resin composition containing one or both of an inorganic filler and an organic filler, and is composed of a thermoplastic resin. The sheet base material of the present invention contains fine voids, and has a porosity of 35% or more and 60% or less, and is made of a material that does not allow rainwater to pass but allows water vapor and gas to pass therethrough.
Polypropylene resins can be preferably used from the viewpoints of heat resistance, water resistance, chemical resistance and cost.
かかるポリプロピレン系樹脂としては、プロピレン単独重合体でありアイソタクティックないしはシンジオタクティック及び種々の程度の立体規則性を示すポリプロピレン、プロピレンを主成分とし、これと、エチレン、ブテン−1、ヘキセン−1、ヘプテン−1,4−メチルペンテン−1等のαオレフィンとの共重合体が好ましく使用される。これらの共重合体は、2元系でも3元系でも4元系でもよく、またランダム共重合体でもブロック共重合体であってもよい。 Examples of such polypropylene resins include propylene homopolymers which are mainly composed of polypropylene and propylene which are isotactic or syndiotactic and various degrees of stereoregularity, and ethylene, butene-1, and hexene-1. A copolymer with α-olefin such as heptene-1,4-methylpentene-1 is preferably used. These copolymers may be binary, ternary or quaternary, and may be random copolymers or block copolymers.
本発明においては、シート基材2の厚みは50μm以上150μm以下の範囲であると、カバーシート材として扱う柔軟性があり、かつ強度も保持されるので好ましい。またシート基材2の厚みは50μm以上90μm以下の範囲が、より好ましい。50μmより薄いと、カバーシート材としての剛性がなく、強度に欠けるので好ましくない。また150μmを超えるとカバーシート材としての重さがあるために、ハンドリング性が悪く、農業作業者が地面に敷き詰める作業に負担がかかる。汎用の塩化ビニールハウスでは通常、基材は50〜100μmであり作業効率は軽ければ軽いほど良い。
また、150μmを超えるとシート基材2の使用樹脂量が多くなるために、コスト的に高価となってしまうため好ましくない。
また、シート基材2は、強度を出すため、シート基材2を縦延伸し、しかる後、同じ樹脂層を貼り合わせて横延伸加工を行うことが好ましい。
In the present invention, it is preferable that the thickness of the sheet base material 2 is in the range of 50 μm or more and 150 μm or less because it has flexibility to handle as a cover sheet material and also maintains strength. The thickness of the sheet substrate 2 is more preferably in the range of 50 μm to 90 μm. If it is thinner than 50 μm, it is not preferable because it does not have rigidity as a cover sheet material and lacks strength. On the other hand, if the thickness exceeds 150 μm, the cover sheet material is heavy, so that the handling property is poor, and a burden is imposed on the work performed by the agricultural worker on the ground. In general-purpose vinyl chloride houses, the base material is usually 50 to 100 μm, and the lighter the work efficiency, the better.
On the other hand, if the thickness exceeds 150 μm, the amount of resin used in the sheet base material 2 is increased, which is not preferable because the cost becomes expensive.
Further, in order to increase the strength of the sheet base material 2, it is preferable to longitudinally stretch the sheet base material 2, and then apply the same resin layer to perform lateral stretching.
(無機系充填剤、有機系充填剤)
本発明のカバーシート材のシート基材に用いる無機系充填剤および有機系充填剤は、延伸によりフィルムに空隙を発生させる目的で使用するもので、充填剤の種類は特に限定されない。
無機系充填剤としては、例えば、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレイ、タルク、酸化珪素、珪藻土、酸化チタン、酸化マグネシウム、酸化亜鉛、硫酸バリウム、などが挙げられ、これらは脂肪酸等で表面処理されていてもよい。中でも、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレイ、タルクが、安価で成形性が良く好ましい。なお、無機系充填剤の粒径が、通常0.01μm〜15μm、好ましくは0.01μm〜8μmのものが使用できる。
なお、本発明で、数値範囲を規定する際の「A〜B」は、「A以上B以下」を意味する。
(Inorganic filler, organic filler)
The inorganic filler and organic filler used for the sheet base material of the cover sheet material of the present invention are used for the purpose of generating voids in the film by stretching, and the type of filler is not particularly limited.
Examples of inorganic fillers include heavy calcium carbonate, light calcium carbonate, calcined clay, talc, silicon oxide, diatomaceous earth, titanium oxide, magnesium oxide, zinc oxide, barium sulfate, and the like. It may be surface-treated. Among these, heavy calcium carbonate, light calcium carbonate, calcined clay, and talc are preferable because they are inexpensive and have good moldability. The inorganic filler having a particle size of usually 0.01 μm to 15 μm, preferably 0.01 μm to 8 μm can be used.
In the present invention, “A to B” in defining the numerical range means “A or more and B or less”.
有機系充填剤としては、主成分である熱可塑性樹脂とは異なる種類の樹脂を選択することが好ましい。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ポリアミド、ポリエチレンナフタレート、ポリスチレン、メラミン、ポリエチレンサルファイト、ポリイミド、ポリエチルエーテルケトン、ポリエーテルエーテルケトン、ポリフェニレンサルファイト、ポリ−4−メチル−1−ペンテン、ポリメチルメタクリレート、環状オレフィンの単独重合体や環状オレフィンとエチレンとの共重合体等で、融点が120℃〜300℃、ないしはガラス転移温度が120℃〜280℃を有するものを挙げることができる。 As the organic filler, it is preferable to select a different type of resin from the thermoplastic resin that is the main component. For example, polyethylene terephthalate, polybutylene terephthalate, polycarbonate, polyamide, polyethylene naphthalate, polystyrene, melamine, polyethylene sulfite, polyimide, polyethyl ether ketone, polyether ether ketone, polyphenylene sulfite, poly-4-methyl-1-pentene, Examples thereof include polymethyl methacrylate, a cyclic olefin homopolymer, a copolymer of cyclic olefin and ethylene, and the like having a melting point of 120 ° C. to 300 ° C. or a glass transition temperature of 120 ° C. to 280 ° C.
上記の無機系充填剤または有機系充填剤の中から1種を選択して、これを単独で使用してもよいし、2種以上を組み合わせて使用してもよい。またその含有量は1質量%〜65質量%であることが好ましく、2質量%〜55質量%であることがより好ましい。
含有量が65質量%を超えると、縦延伸後に行う横延伸時に延伸フィルムが破断し易くなるため好ましくない。
One of these inorganic fillers or organic fillers may be selected and used alone or in combination of two or more. Moreover, the content is preferably 1% by mass to 65% by mass, and more preferably 2% by mass to 55% by mass.
If the content exceeds 65% by mass, the stretched film tends to break during transverse stretching after longitudinal stretching, which is not preferable.
本発明のシート基材2には、必要に応じて結露を防ぐために、非イオン性界面活性剤(例えばグリセリン脂肪酸エステル、ペンタエリスリトール脂肪酸エステル、ポリオキシプロピレン・ポリオキシエチレンブロックポリマーなど)、陰イオン性界面活性剤(例えば、スルホン酸塩<Na、K、アンモニウム>、アルキルベンゼンスルホン酸塩など)あるいは両イオン性界面活性剤などから1種あるいは複数種を混合して添加することができる。 The sheet base material 2 of the present invention includes a nonionic surfactant (eg, glycerin fatty acid ester, pentaerythritol fatty acid ester, polyoxypropylene / polyoxyethylene block polymer), anion in order to prevent condensation as necessary. One or more kinds of surfactants (for example, sulfonate <Na, K, ammonium>, alkylbenzene sulfonate, etc.) or amphoteric surfactants can be added and mixed.
また、シート基材2には、滑剤として、流動パラフィン、合成パラフィン、マイクロクリスタリンワックスなどの脂肪族炭化水素、直鎖アルコールのステアリン酸エステル、高級脂肪酸アマイドなどの滑剤を適宜に選択して添加することができる。 In addition, a lubricant such as an aliphatic hydrocarbon such as liquid paraffin, synthetic paraffin, and microcrystalline wax, a stearic acid ester of a linear alcohol, and a higher fatty acid amide is appropriately selected and added as a lubricant to the sheet base material 2. be able to.
(製造方法)
シート基材2の製造方法に関しては特に限定されず、公知の製造方法が用いられる。
例えば、共押し出しにより複数の押出機により溶融した樹脂をフィードブロックまたはマルチマニホールドにより一台のダイで製造できる。
(Production method)
It does not specifically limit regarding the manufacturing method of the sheet | seat base material 2, A well-known manufacturing method is used.
For example, a resin melted by a plurality of extruders by co-extrusion can be produced by a single die using a feed block or a multi-manifold.
(延伸)
延伸する場合には、公知の種々の方法が使用できる。例えば、縦方向一軸延伸、縦方向一軸多段延伸、横方向一軸延伸、縦横逐次二軸延伸、縦横同時二軸延伸、またはこれらの組合せ等により、一軸あるいは二軸方向に延伸される。これらは通常、熱可塑性樹脂の融点以下の温度にて延伸され、無機系充填剤または有機系充填剤と熱可塑性樹脂の界面で剥離が起こり、これが延伸により伝播し拡大することで微細な空隙が形成される。これら延伸と積層はいずれの組合せで行ってもよい。中でも、外層と内層に分け、内層基材層を縦延伸した後、内層表面層に同じ樹脂の外層を積層させてから横延伸をして積層体であるシート基材を製造させることにより、紙状の風合を出しても良い。
(Stretching)
For stretching, various known methods can be used. For example, the film is stretched in a uniaxial or biaxial direction by longitudinal uniaxial stretching, longitudinal uniaxial multistage stretching, transverse uniaxial stretching, longitudinal and transverse sequential biaxial stretching, longitudinal and transverse simultaneous biaxial stretching, or a combination thereof. These are usually stretched at a temperature lower than the melting point of the thermoplastic resin, and peeling occurs at the interface between the inorganic filler or organic filler and the thermoplastic resin, which propagates and expands due to stretching to form fine voids. It is formed. These stretching and lamination may be performed in any combination. In particular, paper is divided into an outer layer and an inner layer, and the inner layer base material layer is longitudinally stretched, and then the outer layer of the same resin is laminated on the inner layer surface layer and then laterally stretched to produce a sheet base material that is a laminate. You may give it a texture.
(空隙率)
本発明のシート基材2は、空隙率が35%以上60%以下である。ここで空隙率とは、シート基材中に占める空隙の割合を示しており、下記式1により算出できる。

The sheet base material 2 of the present invention has a porosity of 35% or more and 60% or less. Here, the porosity indicates the ratio of voids in the sheet base material and can be calculated by the following formula 1.
また、真密度は、定容積膨張法による乾式密度測定方法で測定して計算することで求められる。例えば、真密度は、例えば、(株)島津製作所製の乾式自動密度計「アキュピック1330」、マイクロメリテックス社製マルチボリウム密度計「アキュピック1330型」などを用いて測定することができる。 The true density can be obtained by measuring and calculating by a dry density measuring method by a constant volume expansion method. For example, the true density can be measured using, for example, a dry automatic density meter “Acpic 1330” manufactured by Shimadzu Corporation, a multi-volume density meter “Acpic 1330 type” manufactured by Micromeritex Corporation, and the like.
本発明で使用されるシート基材2は、上式で算出された空隙率が35%以上であることが、病原細菌などの菌を通さないが、水蒸気やガスを透過する、農業及び畜産分野で用いられるカバーシート材としての機能を発現する上で好ましく、60%以下であることが、カバーシート材としての強度を保持する上で好ましい。空隙率が35%未満であると、透湿度が悪くなるため、カバーシート材として使用できず、60%を超えると、カバーシート材としての強度が不足する傾向にあるため好ましくない。
空隙率は、より好ましくは、40%〜58%である。
In the agricultural and livestock fields, the sheet base material 2 used in the present invention has a porosity calculated by the above formula of 35% or more, but does not pass bacteria such as pathogenic bacteria, but permeates water vapor and gas. It is preferable for expressing the function as the cover sheet material used in the above, and 60% or less is preferable for maintaining the strength as the cover sheet material. If the porosity is less than 35%, the moisture permeability becomes poor, so that it cannot be used as a cover sheet material. If it exceeds 60%, the strength as the cover sheet material tends to be insufficient, which is not preferable.
The porosity is more preferably 40% to 58%.
本発明のシート基材2は、その不透明度が70%〜100%(JIS Z 8722に準拠)であることが好ましい。70%未満ではシート基材のカバーシート状の外観を視認出来ないため好ましくない。シート基材2の密度は0.50g/cm3〜0.90g/cm3であることが好ましい。
本発明では特に断りのないかぎり、空隙率及び不透明度を記載しているものは、上記の測定条件にて測定したものである。
The sheet base material 2 of the present invention preferably has an opacity of 70% to 100% (based on JIS Z 8722). If it is less than 70%, the cover sheet-like appearance of the sheet substrate cannot be visually recognized. It is preferable density of the sheet substrate 2 is 0.50g / cm 3 ~0.90g / cm 3 .
In the present invention, unless otherwise specified, those describing porosity and opacity are measured under the above-described measurement conditions.
(帯電防止剤)
本発明のシート基材を形成する樹脂には、必要に応じて、帯電防止剤を練り混むか、あるいはシート基材表面に帯電防止剤を塗布することができる。これら帯電防止剤としては、例えば、アミン、イミダゾリン、アミン酸化エチレン付加体、4級アンモニウム塩等のカチオン性帯電防止剤、ホスフェート、アルキルアリルホスホン酸、アジピン酸、グルタミン酸等のアニオン性帯電防止剤、多価アルコール、多価アルコールエステル、高級アルコールエチレンオキサイド付加体、ポリエーテル、アルキルフェノールエチレンオキサイド付加体、脂肪酸のグリセリンエステル、脂肪酸アミドおよびそのエチレンオキサイド付加物等の非イオン性帯電防止剤、またカチオン基とアニオン基の両方を有する例えばアルキルアミンに無水マレイン酸を作用させたグアニジン塩、ポリエチレンイミンから誘導されるスルホン酸などの両性帯電防止剤等いずれも使用できるが、好ましくはアルキルジエタノールアミン、ヒドロキシアルキルモノエタノールアミン、グリセリン脂肪酸エステル、ポリグリセリン脂肪酸エステル、アルキルスルホン酸ソーダ、アルキルベンゼンスルホン酸ソーダ、過塩素酸テトラアルキルアンモニウム塩等である。これらは熱可塑性樹脂のガラス転移点や、押し出し延伸等の加工条件により、1種を選択してこれを単独で使用してもよいし、2種以上を組み合わせて使用することもできる。また練り混みと塗布を同時に行っても良い。
(Antistatic agent)
If necessary, the resin forming the sheet base material of the present invention may be kneaded with an antistatic agent or applied to the surface of the sheet base material. As these antistatic agents, for example, cationic antistatic agents such as amines, imidazolines, amine oxide ethylene adducts, quaternary ammonium salts, anionic antistatic agents such as phosphates, alkylallylphosphonic acids, adipic acid, glutamic acid, Nonionic antistatic agents such as polyhydric alcohols, polyhydric alcohol esters, higher alcohol ethylene oxide adducts, polyethers, alkylphenol ethylene oxide adducts, glycerin esters of fatty acids, fatty acid amides and their ethylene oxide adducts, and cationic groups For example, a guanidine salt having both an anionic group and maleic anhydride on an alkylamine, and an amphoteric antistatic agent such as a sulfonic acid derived from polyethyleneimine can be used. Ruamin, hydroxyalkyl monoethanolamine, glycerin fatty acid esters, polyglycerol fatty acid esters, alkyl sulfonic acid sodium, sodium alkylbenzenesulfonate, a perchlorate tetraalkylammonium salt. One of these may be selected depending on the glass transition point of the thermoplastic resin and the processing conditions such as extrusion stretching, and these may be used alone, or two or more may be used in combination. Further, kneading and coating may be performed simultaneously.
上記シート基材では、白色インキ層を光散乱層3として利用する。シート基材は白色度が高く、厚みが90μm以上では優れた光散乱性能を示す。しかし、上記で記載したように厚みが150μm以上あると、シート巻取りの重さがあり、作業者もパイプハウスの各パイプに敷き詰める作業に負担がかかるため、シート基材は50μmから90μmで設定することが好ましい。また、シート基材単体では、反射率が50〜90%に低下し、植物に十分な光合成の機能を与えることが出来ない。このため、光散乱層がシート基材上に設けられることにより、可視光領域の反射率を100%まで向上させ、かつシート基材をキズから守るオーバーコート材としても機能する。 In the sheet base material, a white ink layer is used as the light scattering layer 3. The sheet base material has high whiteness, and exhibits excellent light scattering performance when the thickness is 90 μm or more. However, as described above, if the thickness is 150 μm or more, there is a weight for winding the sheet, and the operator also burdens the work of laying on each pipe of the pipe house, so the sheet base material is set at 50 μm to 90 μm. It is preferable. In addition, with the sheet base material alone, the reflectance is reduced to 50 to 90%, and a sufficient photosynthesis function cannot be given to plants. For this reason, by providing a light-scattering layer on a sheet | seat base material, the reflectance of a visible region is improved to 100%, and it functions also as an overcoat material which protects a sheet | seat base material from a crack.
光散乱層は、白色インキ層で構成することができ、その白色インキ層は、以下に示す白色インキ成分から構成される。
<白色インキ成分>
(樹脂成分)
白色インキ成分の樹脂成分としては、ポリウレタン系樹脂、ポリエステル系樹脂など、光散乱層としての性能をもたせる樹脂であれば特に限定するものではないが、好ましくはポリウレタン系樹脂が挙げられる。該ポリウレタン系樹脂としては、例えば、ポリエステルポリウレタン、ポリエーテルポリウレタン、ポリエーテルポリエステルポリウレタン、ポリカーボネートポリウレタン、ポリカプロラクタムポリウレタンなどのポリウレタン系樹脂、およびそれらの混合物が挙げられる。これらの中で、ポリウレタン系樹脂は、本発明のカバーシート材の光散乱層の樹脂成分(バインダー)として使用したときに、透湿性の悪影響が少なく、好適に選択される。
A light-scattering layer can be comprised with a white ink layer, and the white ink layer is comprised from the white ink component shown below.
<White ink component>
(Resin component)
The resin component of the white ink component is not particularly limited as long as it is a resin having performance as a light scattering layer, such as a polyurethane resin and a polyester resin, and preferably a polyurethane resin. Examples of the polyurethane resin include polyurethane resins such as polyester polyurethane, polyether polyurethane, polyether polyester polyurethane, polycarbonate polyurethane, and polycaprolactam polyurethane, and mixtures thereof. Among these, when used as a resin component (binder) of the light-scattering layer of the cover sheet material of the present invention, the polyurethane-based resin has a low adverse effect on moisture permeability and is preferably selected.
上記の樹脂成分において、ガラス転移温度H(℃)が、−60℃≦H≦0℃で、重量平均分子量Mwが10,000≦Mw≦80,000であるポリウレタン系樹脂から選ばれる少なくとも1種であるものが好ましく使用される。上記のガラス転移温度が、高過ぎると、白色インキ層が形成されたシート基材の破断強度やヤング率が大きくなり、それに伴って、脆性が乏しくなり引き裂き性が低下し、カバーシート材としての実用性が低下する。一方、ガラス転移温度が低過ぎると、上記の白色インキ層としての被膜の強靭性が低下する。 In the above resin component, at least one selected from polyurethane resins having a glass transition temperature H (° C.) of −60 ° C. ≦ H ≦ 0 ° C. and a weight average molecular weight Mw of 10,000 ≦ Mw ≦ 80,000. Are preferably used. If the above glass transition temperature is too high, the breaking strength and Young's modulus of the sheet base material on which the white ink layer is formed increase, and accordingly, the brittleness becomes poor and the tearability decreases, Practicality is reduced. On the other hand, when the glass transition temperature is too low, the toughness of the coating as the white ink layer is lowered.
また、上記のポリウレタン系樹脂の重量平均分子量が、上記の上限を超えると、得られる白色インキ層の被膜強度が大きくなり、それに伴い脆性が乏しくなり引き裂き性が低下する。一方、上記の重量平均分子量が、上記の下限未満になると、得られる白色インキ層の被膜にブロッキングが発生する。 Moreover, when the weight average molecular weight of said polyurethane-type resin exceeds said upper limit, the film intensity | strength of the white ink layer obtained will become large, and brittleness will fall in connection with it, and tearability will fall. On the other hand, when the weight average molecular weight is less than the lower limit, blocking occurs in the resulting white ink layer coating.
前記のポリウレタン系樹脂は、ポリイソシアネート化合物とポリマーポリオールとを溶液重合などの公知の方法で反応させ、必要に応じて、ウレタンプレポリマーに鎖伸長剤および反応停止剤を使用することによって得られるポリウレタン系樹脂である。上記のポリウレタン系樹脂は、前記の樹脂成分の特性値を満足するものであれば、いずれも使用することができる。前記の特性値は、様々な要因によって決定されるが、例えば、ポリウレタン系樹脂を構成するウレタン基量、極性基の種類およびその量などを設定することによって得られる。 The polyurethane-based resin is a polyurethane obtained by reacting a polyisocyanate compound and a polymer polyol by a known method such as solution polymerization, and using a chain extender and a reaction terminator in a urethane prepolymer as necessary. Resin. Any polyurethane-based resin can be used as long as it satisfies the characteristic values of the resin component. The characteristic value is determined by various factors. For example, the characteristic value can be obtained by setting the amount of urethane groups constituting the polyurethane resin, the type and amount of polar groups, and the like.
上記のポリイソシアネート化合物としては、従来のポリウレタン系樹脂の製造に使用されるものであればよく、例えば、1,6−ヘキサメチレンジイソシアネート、メチレンジイソシアネート、トリメチレンジイソシアネート、2,2,4−または2,4,4−トリメチルヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、1,2−プロピレンジイソシアネート、イソプロピレンジイソシアネート、1,3−ブチレンジイソシアネートなどの脂肪族イソシアネート;1,3−または1,4−シクロヘキサンジイソシアネート、イソホロンジイソシアネート、1,3−ビス(イソシアネートメチル)シクロヘキサン、メチル−2,6−シクロヘキサンジイソシアネートなどの脂環族イソシアネート;m−またはp−フェニレンジイソシアネート、4,4−ジフェニルメタンジイソシアネート、2,4−または2、6−トリレンジイソシアネート、ナフチレンジイソシアネートなどの芳香族イソシアネートなどが挙げられる。 As said polyisocyanate compound, what is used for manufacture of the conventional polyurethane-type resin should just be used, for example, 1, 6- hexamethylene diisocyanate, methylene diisocyanate, trimethylene diisocyanate, 2,2,4- or 2 , 4,4-trimethylhexamethylene diisocyanate, tetramethylene diisocyanate, 1,2-propylene diisocyanate, isopropylene diisocyanate, 1,3-butylene diisocyanate, etc .; 1,3- or 1,4-cyclohexane diisocyanate, isophorone Alicyclic isocyanates such as diisocyanate, 1,3-bis (isocyanatemethyl) cyclohexane, methyl-2,6-cyclohexanediisocyanate; m- or p-phenyle Diisocyanate, 4,4-diphenylmethane diisocyanate, 2,4- or 2,6-tolylene diisocyanate, and aromatic isocyanates such as naphthylene diisocyanate and the like.
また、上記のポリイソシアネート化合物と反応させるポリマーポリオールとしては、飽和炭化水素系ポリエステルポリオールなどのポリエステルポリオール、ポリエーテルポリオール、ポリエーテルエステルポリオールなどが挙げられる。 Moreover, as a polymer polyol made to react with said polyisocyanate compound, polyester polyols, such as saturated hydrocarbon type polyester polyol, polyether polyol, polyether ester polyol, etc. are mentioned.
上記のポリエステルポリオールは、多価カルボン酸と多価アルコールからなるポリエステルポリオールやラクトン環の開環重合で得られるポリエステルポリオールが挙げられる。上記の多価カルボン酸としては、直鎖飽和炭化水素系のアジピン酸、アゼライン酸、コハク酸、セバシン酸などの脂肪族多価カルボン酸;不飽和脂肪酸系のフマル酸、マレイン酸などの不飽和脂肪族多価カルボン酸;シクロヘキシル基を有する1,4−シクロヘキサンジカルボン酸などの脂環族多価カルボン酸;フタル酸、イソフタル酸、テレフタル酸などの芳香族多価カルボン酸などが挙げられる。 Examples of the polyester polyol include a polyester polyol composed of a polyvalent carboxylic acid and a polyhydric alcohol, and a polyester polyol obtained by ring-opening polymerization of a lactone ring. Examples of the polyvalent carboxylic acid include aliphatic polyvalent carboxylic acids such as linear saturated hydrocarbons such as adipic acid, azelaic acid, succinic acid, and sebacic acid; unsaturated fatty acids such as fumaric acid and maleic acid. Aliphatic polyvalent carboxylic acids; Alicyclic polyvalent carboxylic acids such as 1,4-cyclohexanedicarboxylic acid having a cyclohexyl group; Aromatic polyvalent carboxylic acids such as phthalic acid, isophthalic acid, and terephthalic acid.
上記の多価カルボン酸と反応する多価アルコールとしては、エチレングリコール、ジエチレングリコール、1,3−プロピレングリコール、ジプロピレングリコール、ネオペンチルグリコール、トリエチレングリコール、キシリレングリコール、ポリエチレングリコール、1,2−または1,3−プロパンジオール、1,2−、1,3−および1,4−ブタンジオール、1,5−ペンタンジオールなどの脂肪族、脂環族などの多価アルコールおよび芳香族多価アルコールなどが挙げられる。 Examples of the polyhydric alcohol that reacts with the polycarboxylic acid include ethylene glycol, diethylene glycol, 1,3-propylene glycol, dipropylene glycol, neopentyl glycol, triethylene glycol, xylylene glycol, polyethylene glycol, 1,2- Or aliphatic and alicyclic polyhydric alcohols such as 1,3-propanediol, 1,2-, 1,3- and 1,4-butanediol, 1,5-pentanediol, and aromatic polyhydric alcohols Etc.
また、前記のポリエーテルポリオールとしては、エチレンオキシド、プロピレンオキシドなどのオキシラン化合物を、エチレングリコール、1,2−プロパンジオール、グリセリンなどの多価アルコールを重合開始剤として重合して得られるポリエーテルポリオールが挙げられる。また、ポリエーテルエステルポリオールとしては、上記のポリエーテルポリオールに前記の多価カルボン酸とを反応させて得られるポリエーテルエステルポリオールが挙げられる。 The polyether polyol is a polyether polyol obtained by polymerizing an oxirane compound such as ethylene oxide or propylene oxide using a polyhydric alcohol such as ethylene glycol, 1,2-propanediol or glycerin as a polymerization initiator. Can be mentioned. Moreover, as a polyetherester polyol, the polyetherester polyol obtained by making said polyhydric carboxylic acid react with said polyether polyol is mentioned.
前記のポリウレタン系樹脂は、前記のポリイソシアネート化合物と上記のポリマーポリオールの他に、分子量、ガラス転移温度および前記の樹脂成分の特性値などの調整のために必要に応じて、エチレングリコール、ジエチレングリコール、1,2−プロパンジオールなどのアルコール類、エチレンジアミン、プロピレンジアミンなどのアミン類などの鎖伸長剤、および公知の低級アルコール系、アミン系などの鎖長停止剤などを用いて樹脂中の鎖長を調整するのが好ましい。 In addition to the polyisocyanate compound and the polymer polyol, the polyurethane-based resin may include ethylene glycol, diethylene glycol, and the like, as necessary, for adjustment of molecular weight, glass transition temperature, characteristic values of the resin component, and the like. The chain length in the resin is increased using chain extenders such as alcohols such as 1,2-propanediol, amines such as ethylenediamine and propylenediamine, and chain length terminators such as known lower alcohols and amines. It is preferable to adjust.
前記の樹脂成分は、単独でも、あるいは数種を混合しても使用することができるが、さらに、白色インキ層の被膜が施されたシート基材の引き裂き性を向上させるために、該樹脂成分に硬化剤を添加することができる。上記の硬化剤としては、イソシアネート基を複数有する前記の脂肪族、脂環族または芳香族のポリイソシアネート化合物や、これら以外のポリイソシアネート化合物、例えば、トリレンジイソシアネート、ヘキサメチレンジイソシアネート、トリフェニールメタントリイソシアネート、ジフェニルメタンジイソシアネート、o−トルイジンジイソシアネート、イソホロンジイソシアネート、1,3,5−トリイソシアネートメチルベンゼン、リジンエステルトリイソシアネートなど、およびこれらのイソシアネート化合物から誘導される二量体や三量体などの多量体、イソシアネート化合物と3,3,3−トリメチロールプロパンなどのポリオール化合物との反応によって得られるポリイソシアネートなどが挙げられる。 The above resin component can be used alone or in combination of several kinds, but in order to further improve the tearability of the sheet substrate on which the white ink layer is coated, the resin component A curing agent can be added to the. Examples of the curing agent include the above-mentioned aliphatic, alicyclic or aromatic polyisocyanate compounds having a plurality of isocyanate groups, and other polyisocyanate compounds such as tolylene diisocyanate, hexamethylene diisocyanate, and triphenylmethane tris. Multimers such as isocyanate, diphenylmethane diisocyanate, o-toluidine diisocyanate, isophorone diisocyanate, 1,3,5-triisocyanate methylbenzene, lysine ester triisocyanate, and dimers and trimers derived from these isocyanate compounds And polyisocyanates obtained by reacting an isocyanate compound with a polyol compound such as 3,3,3-trimethylolpropane.
上記硬化剤の好ましい例としては、例えば、ヘキサメチレンジイソシアネートの三量体、3,3,3−トリメチロールプロパンとヘキサメチレンジイソシアネートとの反応生成物、3,3,3−トリメチロールプロパンとトリレンジイソシアネートとの反応生成物が挙げられる。上記の硬化剤としては、三井武田ケミカル(株)からタケネートD−110Nの商品名で入手して本発明で使用することができる。 Preferred examples of the curing agent include, for example, a trimer of hexamethylene diisocyanate, a reaction product of 3,3,3-trimethylolpropane and hexamethylene diisocyanate, 3,3,3-trimethylolpropane and tolylene diene. A reaction product with isocyanate is mentioned. As said hardening | curing agent, it can obtain with the brand name of Takenate D-110N from Mitsui Takeda Chemical Co., Ltd., and can use it by this invention.
上記の硬化剤を使用する場合は、その使用量は、前記の樹脂成分に対して0.8〜10質量%配合することが好ましい。上記の硬化剤の配合割合が多過ぎると、得られる白色インキ層の被膜が脆くなる。 When using said hardening | curing agent, it is preferable that the usage-amount is mix | blended 0.8-10 mass% with respect to the said resin component. When there are too many compounding ratios of said hardening | curing agent, the film of the obtained white ink layer will become weak.
前記の樹脂成分は、単独でも使用できるが、白色インキ層を構成する白色インキ成分の結合剤(バインダー)全量中に90質量%〜100質量%を占める量で含有されているのが好ましい。上記の樹脂成分の配合割合が、上記の下限未満であると、得られる白色インキ層の被膜が形成されたシート基材の引き裂き性が低下するので好ましくない。 Although the said resin component can be used independently, it is preferable to contain in the quantity which occupies 90 mass%-100 mass% in the binder (binder) whole quantity of the white ink component which comprises a white ink layer. When the blending ratio of the resin component is less than the lower limit, the tearability of the sheet base material on which the resulting white ink layer film is formed is not preferable.
上記の樹脂成分の配合において、本発明の目的を妨げない範囲で、ニトロセルロース、セルロースプロピオネート、セルロースアセテートブチレート、セルロースダイアセテート、セルローストリアセテートなどのセルロース誘導体、アルキッド樹脂、アクリロニトリル−ブタジエン共重合体、ポリビニルブチラール、スチレン−ブタジエン共重合体、ポリエステル樹脂、エポキシ樹脂など、前記の樹脂成分と相溶する樹脂成分を併用することができる。 In the blending of the above resin components, cellulose derivatives such as nitrocellulose, cellulose propionate, cellulose acetate butyrate, cellulose diacetate, and cellulose triacetate, alkyd resin, acrylonitrile-butadiene copolymer, as long as the object of the present invention is not hindered. Resin components that are compatible with the above resin components, such as coalescence, polyvinyl butyral, styrene-butadiene copolymer, polyester resin, and epoxy resin, can be used in combination.
本発明の白色インキ層を形成するための白色インキは、前記の樹脂成分と、白色粉末を有機溶剤、例えば、イソプロピルアルコール、ノルマルプロピルアルコールなどのアルコール類、酢酸メチル、酢酸エチル、酢酸ブチル、酢酸プロピル、乳酸エチル、エチレングリコールアセテートなどのエステル類、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノンなどのケトン類、ジエチレングリコールメチルエーテル、テトラヒドロフラン、ジオキサンなどのエーテル類、トルエン、キシレンなどの芳香族類、ハロゲン化炭化水素類などの溶剤、およびそれらの混合溶剤に、公知の方法で均一に分散混練して均質化して得られ、必要に応じて、可塑剤や分散剤などの添加剤を本発明の目的を妨げない範囲において添加して使用することができる。 The white ink for forming the white ink layer of the present invention comprises the above resin component and white powder, an organic solvent such as alcohols such as isopropyl alcohol and normal propyl alcohol, methyl acetate, ethyl acetate, butyl acetate, acetic acid. Esters such as propyl, ethyl lactate and ethylene glycol acetate, ketones such as methyl ethyl ketone, methyl isobutyl ketone and cyclohexanone, ethers such as diethylene glycol methyl ether, tetrahydrofuran and dioxane, aromatics such as toluene and xylene, halogenated hydrocarbons It is obtained by uniformly dispersing and kneading in a known method and a mixed solvent thereof in a known method, and if necessary, additives such as a plasticizer and a dispersant do not interfere with the purpose of the present invention. Add and use in the range Door can be.
上記の白色粉末としては、公知の白色顔料を使用することができ、例えば、アナタース型酸化チタン、ルチル型酸化チタンおよびそれらの表面をAl、Siなどの金属酸化物で処理した酸化チタンなど、および炭酸カルシウム、硫酸バリウムなどの体質顔料、その他の白色顔料など本発明の目的を妨げない範囲において使用できるものが挙げられる。上記の酸化チタンは、その平均粒径が0.1μm〜0.5μmのものが好ましく使用される。上記の白色粉末の配合割合は、前記の白色インキ層の被膜中に10質量%〜50質量%含まれていることが好ましい。 As the white powder, known white pigments can be used, such as anatase-type titanium oxide, rutile-type titanium oxide, and titanium oxide whose surface is treated with a metal oxide such as Al or Si, and the like, and Examples include extender pigments such as calcium carbonate and barium sulfate, and other white pigments that can be used within the range not impairing the object of the present invention. The titanium oxide preferably has an average particle size of 0.1 μm to 0.5 μm. The blending ratio of the white powder is preferably 10% by mass to 50% by mass in the coating of the white ink layer.
本発明の白色インキ層の被膜は、上記のシート基材の表面に、公知の印刷法などの塗布方法で塗布して形成する。該塗布方法としては、例えば、グラビアコーター、リバースロールコーター、スプレイコーター、ナイフコーター、ワイヤバーコーター、エアナイフコーター、ドクターブレードコーター、ディッピングコーター、ダイコーターなど、好ましくはグラビア印刷機を使用した印刷法にて、0.2〜0.7g/m2(乾燥厚み)にベタ印刷し、乾燥して白色インキ層を形成する。上記の白色インキ層の乾燥条件は、上記のシート基材および樹脂成分などの結合剤が劣化しない範囲であれば特に限定されないが、好ましくは70℃〜80℃で乾燥する。上記の白色インキ層の被膜の厚みは、反射率を向上させ、かつ透湿度に影響が出ない0.5〜4μmであり、好ましくは1〜2.5μmである。 The coating of the white ink layer of the present invention is formed by coating on the surface of the above-mentioned sheet base material by a coating method such as a known printing method. Examples of the coating method include a gravure coater, a reverse roll coater, a spray coater, a knife coater, a wire bar coater, an air knife coater, a doctor blade coater, a dipping coater, and a die coater, preferably a printing method using a gravure printing machine. The solid ink is printed at 0.2 to 0.7 g / m 2 (dry thickness) and dried to form a white ink layer. The drying condition of the white ink layer is not particularly limited as long as the binder such as the sheet base material and the resin component is not deteriorated, but is preferably dried at 70 ° C to 80 ° C. The thickness of the white ink layer is 0.5 to 4 μm, preferably 1 to 2.5 μm, which improves the reflectance and does not affect the moisture permeability.
上記に説明したシート基材と光散乱層とは、両者が少なくとも一軸方向に延伸されていることが好ましい。すなわち、シート基材と光散乱層とを共押し出しにより、少なくとも一軸方向に延伸して製造することが好ましい。これにより、シート基材と光散乱層とが一体として均一なカバーシート材が得られる。 It is preferable that both the sheet base material and the light scattering layer described above are stretched in at least a uniaxial direction. That is, it is preferable to manufacture the sheet base material and the light scattering layer by coextrusion and stretching in at least a uniaxial direction. Thereby, a uniform cover sheet material is obtained by integrating the sheet base material and the light scattering layer.
上記には光散乱層の一つの実施形態として、白色インキ層を挙げて説明しているが、その白色インキ層に限らずに、光散乱層として、光反射性、透湿性、通気性などの機能を有していれば、白色インキ層ではない他の層も使用することができる。
本発明のカバーシート材は、空隙率が35%以上60%以下であるシート基材と、そのシート基材表面に光散乱層を設けた構成であるため、その光散乱層により光を乱反射することで、反射性に優れ、結果として高い遮光効果を示し、さらに優れた通気性及び透湿性を有したものとなる。本発明のカバーシート材は、従来のカバーシート材における保温性と通気性を有しているだけではなく、カーボン粒子を含有させて遮光性をもたせる従来のカバーシート材とは異なり、反射性に優れた光散乱層を設けて遮光性をもたせた。したがって、本発明のカバーシート材に覆われた空間または地面の気温または地温が上昇しすぎることなく、栽培または飼育に最適な温度条件を確保することが可能となった。また、上記のカバーシート材に覆われた空間または地面の気温または地温が上昇することを抑えることができ、その温度上昇を抑えるための冷却等の空調設備の電力消費を抑制することができる。
In the above, a white ink layer has been described as one embodiment of the light scattering layer. However, the light scattering layer is not limited to the white ink layer, and the light scattering layer has light reflectivity, moisture permeability, air permeability, and the like. Other layers that are not white ink layers can be used as long as they have a function.
Since the cover sheet material of the present invention has a structure in which a porosity of 35% to 60% and a light scattering layer is provided on the surface of the sheet substrate, light is diffusely reflected by the light scattering layer. By this, it is excellent in reflectivity, shows a high light-shielding effect as a result, and has further excellent air permeability and moisture permeability. The cover sheet material of the present invention has not only the heat retaining property and air permeability of the conventional cover sheet material, but also the reflective material, unlike the conventional cover sheet material that contains carbon particles and has light shielding properties. An excellent light scattering layer was provided to provide light shielding properties. Therefore, it became possible to ensure the optimal temperature conditions for cultivation or breeding without the temperature or the ground temperature covered with the cover sheet material of the present invention or the ground temperature rising excessively. Moreover, it can suppress that the air temperature or ground temperature of the space or ground covered with said cover sheet material rises, and can suppress the power consumption of air-conditioning equipment, such as cooling for suppressing the temperature rise.
本発明のカバーシート材は、シート基材に光散乱層を設けた構成において、反射率が90%以上であり、反射性に優れ、結果として高い遮光効果を有する。その反射率が90%未満であると、十分な反射性が得られず、遮光性も低下し、上記のカバーシート材に覆われた空間または地面の気温または地温が上昇してしまう。
なお、本発明で反射率を記載しているものは、特に断りのないかぎり、JIS Z 8722に準拠して、可視領域 450〜750nmでの反射率(全反射率)で測定したものである。
The cover sheet material of the present invention has a reflectance of 90% or more in a configuration in which a light scattering layer is provided on a sheet base material, is excellent in reflectivity, and has a high light shielding effect as a result. If the reflectivity is less than 90%, sufficient reflectivity cannot be obtained, the light shielding property is lowered, and the temperature or the ground temperature of the space covered with the cover sheet material or the ground is increased.
In addition, what has described the reflectance by this invention is measured by the reflectance (total reflectance) in visible region 450-750 nm based on JISZ8722 unless there is particular notice.
(温室のカバーシート材としての使用方法)
本発明のカバーシート材は、野菜、花卉、果樹、きのこなどを栽培する温室用カバーシート材の用途、あるいは養豚、養鶏などの畜産分野の飼育空間を覆うカバーシート材の用途など、栽培または飼育に最適な温度条件を確保するために利用できるシート材であれば、限定されるものではない。
以下、本発明のカバーシート材の一例である温室用カバーシート材としての使用方法について、説明するが、この使用方法に限定されるものではない。
(How to use as greenhouse cover sheet material)
The cover sheet material of the present invention is cultivated or bred such as use of a cover sheet material for greenhouses for cultivating vegetables, flower buds, fruit trees, mushrooms, etc. The sheet material is not limited as long as it is a sheet material that can be used to secure the optimum temperature condition.
Hereinafter, although the usage method as a greenhouse cover sheet material which is an example of the cover sheet material of this invention is demonstrated, it is not limited to this usage method.
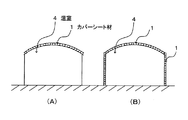
カバーシート材1は、一般に使用されている紙用切断機でもって適当な大きさのシート状(例えば2m×2mの四角形)に切断し、得られた複数のシートを図2に示すようにして、温室4のパイプに接着テープでもって張り付けて幌状カバーシート材1を形成する。図2のA(屋根部のみ被覆)は、温室(パイプハウス)4の側面が、カバーシート材1で覆われていない状態、すなわち側面採光部が形成されている状態を示している。また図2のB(屋根および側面部を被覆)は温室4の屋根部及び側面がカバーシート材1で覆われている状態、すなわち側面採光部が形成されていない状態(つまり、温室全体が遮光されている状態)を示している。 The cover sheet material 1 is cut into a sheet of an appropriate size (for example, a square of 2 m × 2 m) with a generally used paper cutting machine, and a plurality of sheets obtained are shown in FIG. Then, the hood-like cover sheet material 1 is formed by pasting the pipes of the greenhouse 4 with adhesive tape. FIG. 2A (covering only the roof portion) shows a state in which the side surface of the greenhouse (pipe house) 4 is not covered with the cover sheet material 1, that is, a state in which a side lighting portion is formed. In FIG. 2B (covering the roof and side portions), the roof portion and side surfaces of the greenhouse 4 are covered with the cover sheet material 1, that is, the side lighting portion is not formed (that is, the entire greenhouse is shielded from light). State).
(実施例1)
(シート基材の製造)
シート基材を構成する樹脂組成物として、プロピレン単独重合体(日本ポリケム(株)製、商品名ノバテックPP、MA−8、融点164℃)を65.5質量%、高密度ポリエチレン(日本ポリケム(株)製、商品名ノバテックHD、HJ580、融点134℃、密度0.960g/cm3)6.5質量%、および、平均粒径1.5μmの炭酸カルシウム粉末28質量%よりなる樹脂組成物を、押出機を用いて無延伸シートを得た。次いで、この無延伸シートを縦方向に4倍延伸して、一軸延伸シートを得た。
(Example 1)
(Manufacture of sheet base material)
As a resin composition constituting the sheet substrate, 65.5% by mass of propylene homopolymer (manufactured by Nippon Polychem Co., Ltd., trade name Novatec PP, MA-8, melting point 164 ° C.), high density polyethylene (Nippon Polychem ( Co., Ltd., trade name Novatec HD, HJ580, melting point 134 ° C., density 0.960 g / cm 3 ) 6.5% by mass, and a resin composition comprising calcium carbonate powder 28% by mass with an average particle size of 1.5 μm An unstretched sheet was obtained using an extruder. Next, this unstretched sheet was stretched 4 times in the longitudinal direction to obtain a uniaxially stretched sheet.
一方、下記の積層体を構成する表面層用樹脂組成物として、上記同様の材料にて、プロピレン単独重合体51.5質量%、高密度ポリエチレン3.5質量%、平均粒径1.5μmの炭酸カルシウム粉末42質量%、平均粒径0.8μmの酸化チタン粉末3質量%よりなる組成物を別の押出機を用いて溶融混練し、上記で得られた一軸延伸シート基材の表面の両側にダイより押し出し、積層して、層構成が、表面層/基材層/表面層からなる積層体を得た。
次いで、この積層体を横方向に7倍延伸し、耳部をスリットして、表面層(15μm)/基材層(40μm)/表面層(15μm)の総厚が70μmの微細な空隙を含有するシート基材2を得た。この条件では、シート基材全体の空隙率は55%、不透明度93%であった。
On the other hand, as the resin composition for the surface layer constituting the laminate, the propylene homopolymer 51.5% by mass, the high-density polyethylene 3.5% by mass, and the average particle size 1.5 μm A composition comprising 42% by mass of calcium carbonate powder and 3% by mass of titanium oxide powder having an average particle diameter of 0.8 μm was melt-kneaded using another extruder, and both sides of the surface of the uniaxially stretched sheet substrate obtained above were mixed. The laminate was extruded from a die and laminated to obtain a laminate comprising a surface layer / base material layer / surface layer.
Next, this laminate was stretched 7 times in the transverse direction, the ears were slit, and the surface layer (15 μm) / base layer (40 μm) / surface layer (15 μm) total thickness contained 70 μm. The sheet base material 2 to be obtained was obtained. Under these conditions, the porosity of the entire sheet base material was 55% and the opacity was 93%.
下記の成分を均一に混練分散して、光散乱層の形成用である白色インキを調製した。
(光散乱層の組成)
・ポリウレタン系樹脂[荒川化学工業(株)製 ユリアーノ2466]) 40.0部
・硝化綿 2.0部
・酸化チタン 39.0部
・硬化剤(三井武田ケミカル(株)製、タケネートD−110N) 4.0部
・溶剤(イソプロピルアルコール 5.0部、メチルエチルケトン 6.0部、酢酸エチル 4.0部)
The following components were uniformly kneaded and dispersed to prepare a white ink for forming a light scattering layer.
(Composition of light scattering layer)
・ Polyurethane resin [Yuriano 2466 manufactured by Arakawa Chemical Co., Ltd.] 40.0 parts ・ 2.0 parts of nitrified cotton ・ 39.0 parts of titanium oxide ・ Hardening agent (Takenate D-110N manufactured by Mitsui Takeda Chemical Co., Ltd.) ) 4.0 parts / solvent (isopropyl alcohol 5.0 parts, methyl ethyl ketone 6.0 parts, ethyl acetate 4.0 parts)
この白色インキを、グラビア印刷機にて、乾燥温度80℃で3μm(乾燥厚み)にベタ印刷し、乾燥して光散乱層を形成して、実施例1のカバーシート材を作製した。 This white ink was solid-printed to 3 μm (dry thickness) at a drying temperature of 80 ° C. with a gravure printing machine, dried to form a light scattering layer, and a cover sheet material of Example 1 was produced.
(実施例2)
実施例1と同じ樹脂構成で総厚が50μmのシート基材(表面層(10μm)/基材層(30μm)/表面層(10μm))を製造し、実施例1と同様にグラビア印刷機にて2μm(乾燥厚み)の光散乱層を形成して、実施例2のカバーシート材を作製した。
(Example 2)
A sheet base material (surface layer (10 μm) / base material layer (30 μm) / surface layer (10 μm)) having the same resin configuration as in Example 1 and a total thickness of 50 μm was manufactured. A light scattering layer having a thickness of 2 μm (dry thickness) was formed to produce a cover sheet material of Example 2.
(実施例3)
実施例1と同じ樹脂構成で総厚が90μmのシート基材(表面層(20μm)/基材層(50μm)/表面層(20μm))を製造し、同様にグラビア印刷機にて2μm(乾燥厚み)の光散乱層を形成して、実施例3のカバーシート材を作製した。
(Example 3)
A sheet base material (surface layer (20 μm) / base material layer (50 μm) / surface layer (20 μm)) having the same resin configuration as in Example 1 and a total thickness of 90 μm was produced, and similarly 2 μm (dried) with a gravure printing machine. (Thickness) light scattering layer was formed to produce a cover sheet material of Example 3.
(比較例)
実施例1と同じ樹脂構成で総厚が70μmのシート基材(表面層(15μm)/基材層(40μm)/表面層(15μm))を製造したが、光散乱層の形成はしなかった。これにより、比較例のカバーシート材を作製した。
(Comparative example)
A sheet base material (surface layer (15 μm) / base material layer (40 μm) / surface layer (15 μm)) having the same resin configuration as in Example 1 and a total thickness of 70 μm was produced, but no light scattering layer was formed. . Thereby, the cover sheet material of the comparative example was produced.
(可視光のカバーシート材の反射率の測定)
島津製作所 UV−3600 紫外・可視・近赤外分光光度計で、積分球付属装置 ISR−3100 を用いて、入射角8度で可視領域 450〜750nmでの反射率(全反射率)を測定した。
反射率を評価する判定は、以下の基準にて行なった。
◎:可視領域全体で反射率が100%である。
○:可視領域で最低反射率が90%以上である。
△:可視領域で最低反射率が90%を下回るものがある。
(Measurement of reflectance of visible cover sheet material)
Shimadzu Corporation UV-3600 UV / visible / near-infrared spectrophotometer was used to measure the reflectance (total reflectance) in the visible region of 450 to 750 nm at an incident angle of 8 degrees using the integrating sphere accessory device ISR-3100. .
The determination for evaluating the reflectance was performed according to the following criteria.
A: The reflectance is 100% in the entire visible region.
A: The minimum reflectance is 90% or more in the visible region.
Δ: Some have a minimum reflectance of less than 90% in the visible region.
その結果を表1にまとめた。
これにより、光散乱層の付与により、可視光反射率を向上させることが出来たことがわかる。また、実施例に示す本発明のカバーシート材は、空隙率が35%以上60%以下であるシート基材と、そのシート基材表面に光散乱層を設けた構成で、反射率が90%以上であるため、その光散乱層により光を乱反射することで、反射性に優れ、結果として高い遮光効果を示す。それにより、実施例のカバーシート材に覆われた空間または地面の気温または地温の上昇を抑えることができ、栽培または飼育に最適な温度条件を確保することが可能である。そして、その温度上昇を抑える空調設備の電力消費を抑制することができる。
それに対し、比較例のカバーシート材は反射率が90%より低く、反射性が低く、結果として遮光効果に劣り、夏場の電力消費を抑え、かつ栽培または飼育に最適な温度条件を確保することは不可能であることを示すものである。
The results are summarized in Table 1.
Thereby, it turns out that visible light reflectance was able to be improved by provision of a light-scattering layer. In addition, the cover sheet material of the present invention shown in the examples has a configuration in which a porosity of 35% to 60% and a light scattering layer is provided on the surface of the sheet substrate, and the reflectance is 90%. Since it is the above, it is excellent in reflectivity by irregularly reflecting light with the light-scattering layer, and shows a high light-shielding effect as a result. Thereby, it is possible to suppress an increase in the temperature of the space or the ground covered with the cover sheet material of the embodiment or the ground temperature, and it is possible to ensure the optimum temperature condition for cultivation or breeding. And the power consumption of the air-conditioning equipment which suppresses the temperature rise can be suppressed.
On the other hand, the cover sheet material of the comparative example has a reflectivity lower than 90% and low reflectivity, resulting in inferior shading effect, suppressing power consumption in summer, and ensuring optimum temperature conditions for cultivation or breeding Indicates that it is impossible.
1 カバーシート材
2 シート基材
3 光散乱層
4 温室
1 Cover sheet material 2 Sheet base material 3 Light scattering layer 4 Greenhouse
Claims (5)
前記シート基材がポリプロピレン系樹脂と、無機系充填剤又は有機系充填剤の少なくとも一方を含有する樹脂組成物で形成され、
前記シート基材の空隙率が、35%以上60%以下であり、
前記カバーシート材の構成で反射率が90%以上であることを特徴とするカバーシート材。 A cover sheet material comprising: a sheet base material; and a light scattering layer provided on at least one surface of the sheet base material,
The sheet base material is formed of a polypropylene resin and a resin composition containing at least one of an inorganic filler or an organic filler,
The porosity of the sheet base material is 35% or more and 60% or less,
A cover sheet material having a reflectance of 90% or more in the configuration of the cover sheet material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014133285A JP2016010905A (en) | 2014-06-27 | 2014-06-27 | Cover sheet material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014133285A JP2016010905A (en) | 2014-06-27 | 2014-06-27 | Cover sheet material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016010905A true JP2016010905A (en) | 2016-01-21 |
Family
ID=55227945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014133285A Pending JP2016010905A (en) | 2014-06-27 | 2014-06-27 | Cover sheet material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016010905A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020006566A (en) * | 2018-07-06 | 2020-01-16 | 凸版印刷株式会社 | Paper member, and paper container using the same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006133742A (en) * | 2004-10-08 | 2006-05-25 | Chisso Corp | Polypropyrene light reflection film |
| WO2008126359A1 (en) * | 2007-03-29 | 2008-10-23 | Mitsubishi Plastics, Inc. | Aliphatic polyester resin composition, aliphatic polyester film, reflective film and reflective plate |
| JP2008271828A (en) * | 2007-04-27 | 2008-11-13 | Yupo Corp | Agricultural light reflecting sheet |
-
2014
- 2014-06-27 JP JP2014133285A patent/JP2016010905A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006133742A (en) * | 2004-10-08 | 2006-05-25 | Chisso Corp | Polypropyrene light reflection film |
| WO2008126359A1 (en) * | 2007-03-29 | 2008-10-23 | Mitsubishi Plastics, Inc. | Aliphatic polyester resin composition, aliphatic polyester film, reflective film and reflective plate |
| JP2008271828A (en) * | 2007-04-27 | 2008-11-13 | Yupo Corp | Agricultural light reflecting sheet |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020006566A (en) * | 2018-07-06 | 2020-01-16 | 凸版印刷株式会社 | Paper member, and paper container using the same |
| JP7155680B2 (en) | 2018-07-06 | 2022-10-19 | 凸版印刷株式会社 | Paper materials and paper containers using them |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5733641B2 (en) | Agricultural sheet | |
| KR101366695B1 (en) | Composition for mulching film and biodegradable mulching film with multifunction | |
| CA2962846C (en) | Bio-polymer mulch film and process for manufacturing same | |
| US6625923B2 (en) | Biodegradable paper-based agricultural substrate | |
| NZ231162A (en) | Fibrillated layered webs having a network structure, and non-woven fabrics made therefrom | |
| US6401390B1 (en) | Multilayer biodegradable mulch and methods for preparing and using the same | |
| JP2010220567A (en) | Heat-shielding agricultural film | |
| Brown | Polymers in agriculture and horticulture | |
| JP2016010905A (en) | Cover sheet material | |
| US20050246950A1 (en) | Biodegradable fibrous support for soil mulching | |
| CN109593245B (en) | High-reflection agricultural polyolefin synthetic paper and composition thereof | |
| JP2013172678A (en) | Biodegradable mulch film | |
| JPH08205694A (en) | Film for plant culture and culture of plant | |
| JP5843181B1 (en) | Agricultural sheet | |
| JP2013192488A (en) | Agricultural film | |
| JP2018166478A (en) | Agricultural film | |
| JP3776350B2 (en) | Agricultural film | |
| JP2001045880A (en) | Film for farming | |
| KR20230167222A (en) | Low cost breathable rug film for fruit trees and vegetables | |
| JP2017086042A (en) | Agricultural sheet | |
| JP2018007638A (en) | Plant cultivation method, plant cultivation set and plant cultivation system | |
| JP2024121709A (en) | Covering sheet, crop cultivation method, and covering sheet manufacturing method | |
| JP6315768B2 (en) | Agricultural multilayer multi-film | |
| JP2017137261A (en) | Repellent for mollusks | |
| JP2000295930A (en) | Agricultural mulching film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180905 |