JP2015229296A - Laminate and pouch - Google Patents
Laminate and pouch Download PDFInfo
- Publication number
- JP2015229296A JP2015229296A JP2014116564A JP2014116564A JP2015229296A JP 2015229296 A JP2015229296 A JP 2015229296A JP 2014116564 A JP2014116564 A JP 2014116564A JP 2014116564 A JP2014116564 A JP 2014116564A JP 2015229296 A JP2015229296 A JP 2015229296A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive layer
- layer
- laminate
- polyester film
- type
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
Description
本発明は、積層体およびパウチに関し、特に薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用してもラミネート強度が低下しないという点で、強浸透性内容物に好適に利用できるものである。 The present invention relates to laminates and pouches, and particularly has strong penetrability in that the laminate strength does not decrease even when various strong penetrating contents including volatile components such as medicinal components and fragrance components act. It can be suitably used for the contents.
従来、アルミ箔層を有する食品や医薬品などを包装するための包装材料として、例えば、包装形態がパウチであれば、ポリエステル層/接着層/アルミ箔層/接着層/ポリエステル層/接着層/シーラント層、のような各層が積層されてなる積層体が広く使用されてきた。この積層体の貼り合わせ方法は、通常二液硬化型ポリウレタン系接着剤を用いて、接着層はドライラミネートにより形成される。そして、このような積層体は適度のラミネート強度やガスバリア性などを有しており、食品や医薬品などを包装するための包装材料として広く使用されている。 Conventionally, as a packaging material for packaging foods and pharmaceuticals having an aluminum foil layer, for example, if the packaging form is a pouch, polyester layer / adhesive layer / aluminum foil layer / adhesive layer / polyester layer / adhesive layer / sealant A laminate in which layers such as layers are laminated has been widely used. As a method of laminating the laminate, a two-component curable polyurethane adhesive is usually used, and the adhesive layer is formed by dry lamination. And such a laminated body has moderate lamination strength, gas barrier property, etc., and is widely used as a packaging material for packaging foods and pharmaceuticals.
しかしながら、包装材料により包装される内容物には、アルカリ性物質、香料、界面活性剤、高沸点有機溶剤などを含有するものが多くあり、これらの強浸透性内容物を包装すると、接着層の接着剤に悪影響を及ぼし、積層体におけるラミネート強度の低下を招いたり、剥離が生じることがあった。 However, many contents packed with packaging materials contain alkaline substances, fragrances, surfactants, high-boiling organic solvents, etc. When these strong penetrating contents are packaged, the adhesive layer adheres. The agent may be adversely affected, leading to a decrease in laminate strength in the laminate or peeling.
このような状況に対応するため、ラミネート加工に使用される接着剤の改良が種々行われており、アルカリ性の高い内容物に対する耐性を向上し、さらには各種プラスチックフィルムなどに対する接着力を向上させた接着剤などが種々提案されている(例えば特許文献1参照)。 In order to cope with this situation, various improvements have been made to the adhesive used for laminating, improving the resistance to highly alkaline contents, and further improving the adhesion to various plastic films. Various adhesives have been proposed (see, for example, Patent Document 1).
しかしながら、包装する内容物が湿布薬や浴用剤などの場合、これらには揮発性成分が含まれているので、前記したような構成の積層体や上記接着剤を使用して得られる積層体を包装材料として使用し、これらの内容物を包装した時、揮発性成分の強い浸透力によって、上記のポリエステル層とシーラント層間のラミネート強度が経時的に低下し、その結果デラミネーション(剥離)を引き起こすという問題があった。 However, when the contents to be packaged are a poultice or a bath preparation, since these contain volatile components, a laminate having the above-described configuration or a laminate obtained using the above adhesive is used. When used as a packaging material and packaging these contents, the strong penetration of volatile components causes the laminate strength between the polyester and sealant layers to decline over time, resulting in delamination. There was a problem.
このような状況に対応するため、ポリエステルフィルム基材上に、アミン含有ポリマーからなる第1接着層と、ジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかからなる第2接着層との二層構成の接着層を設け、さらに接着層を構成する第2接着層上にシーラント層を設けた積層体が提案されている(例えば特許文献2参照)。 In order to cope with such a situation, a first adhesive layer composed of an amine-containing polymer and a diisocyanate monomer, or an adduct type, a burette type, or a trimer (isocyanurate) type of a diisocyanate monomer are formed on a polyester film substrate. There has been proposed a laminate in which an adhesive layer having a two-layer structure with a second adhesive layer made of any one of derivatives is provided, and a sealant layer is further provided on the second adhesive layer constituting the adhesive layer (for example, Patent Document 2). reference).
しかしながら、上記積層体を用いて湿布薬や浴用剤などの内容物を包装した時、上記のポリエステル層とシーラント層間のラミネート強度の経時的な低下はみられなくなったが、この積層体のポリエステル層に用いるフィルムの種類によっては、このポリエステルフィルムが表層剥離を起こし、その結果著しいラミネート強度低下がみられることがあった。 However, when the contents such as poultices and bathing agents were packaged using the laminate, the laminate strength between the polyester layer and the sealant layer was not decreased over time. Depending on the type of film used, the polyester film may peel off, resulting in a significant decrease in laminate strength.
本発明は、上記従来の問題点を解決するためになされたものであり、その課題とするところは、包装材料として使用して、薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用しても各層間が優れたラミネート強度を保てる積層体を提供するところにある。 This invention is made | formed in order to solve the said conventional problem, The place made into the subject is used as a packaging material, and includes volatile components and volatile components, such as a medicinal component and a fragrance | flavor component. An object of the present invention is to provide a laminate that can maintain excellent laminate strength between layers even when various strongly permeable contents act.
上記課題点を解決するためになされた、請求項1に係る発明は、少なくとも、ポリエステルフィルム/第1接着層/第2接着層/シーラント層、からなる積層構成を含み、第1接着層がアミン含有ポリマー、第2接着層がジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかからなり、ポリエステルフィルムのマイクロ波透過型分子配向計で測定したMOR値が1.00〜1.25であることを特徴とする積層体である。
The invention according to
また、請求項2に係る発明は、少なくとも、アルミ箔層/接着層/ポリエステルフィルム/第1接着層/第2接着層/シーラント層、からなる積層構成を含み、第1接着層がアミン含有ポリマー、第2接着層がジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかからなり、ポリエステルフィルムのマイクロ波透過型分子配向計で測定したMOR値が1.00〜1.25であることを特徴とする積層体である。
The invention according to
また、請求項2に係る発明は、請求項1または2の積層体を用いてシーラント層同士をヒートシールしたことを特徴とするパウチである。
The invention according to
請求項1に係る発明の積層体は、少なくとも、ポリエステルフィルム/第1接着層/第2接着層/シーラント層、からなる積層構成を含み、第1接着層がアミン含有ポリマー、第2接着層がジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかからなり、ポリエステルフィルムのマイクロ波透過型分子配向計で測定したMOR値が1.00〜1.25であるので、この積層体を包装材料として使用して、薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用しても各層間が優れたラミネート強度を保つことができるという効果を有する。
The laminate of the invention according to
請求項2に係る発明の積層体は、少なくとも、アルミ箔層/接着層/ポリエステルフィルム/第1接着層/第2接着層/シーラント層、からなる積層構成を含み、第1接着層がアミン含有ポリマー、第2接着層がジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかからなり、ポリエステルフィルムのマイクロ波透過型分子配向計で測定したMOR値が1.00〜1.25であるので、この積層体を包装材料として使用して、薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用しても各層間が優れたラミネート強度を保つことができ、さらに、アルミ箔層により、バリア性および遮光性に優れるという効果を有する。
The laminate of the invention according to
請求項3に係る発明のパウチは、請求項1または2の積層体を用いているので、薬効成
分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用しても各層間が優れたラミネート強度を保つことができ、さらに、請求項2の積層体を用いている場合、バリア性および遮光性に優れるという効果を有する。
Since the pouch of the invention according to
以下、本発明の実施の形態を詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail.
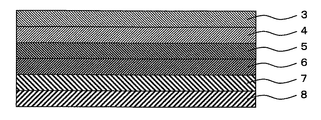
本発明に係る実施形態は、少なくとも、アルミ箔層/接着層/ポリエステルフィルム/第1接着層/第2接着層/シーラント層からなる積層構成を含む積層体である。すなわち、本発明の実施形態の積層体は、図1に示すように、少なくとも、アルミ箔層(3)、接着層(4)、ポリエステルフィルム(5)、第1接着層(6)、第2接着層(7)、シーラント層(8)を、この順に積層したものを含む積層体である。 The embodiment according to the present invention is a laminate including at least a laminated structure composed of an aluminum foil layer / adhesive layer / polyester film / first adhesive layer / second adhesive layer / sealant layer. That is, as shown in FIG. 1, the laminate of the embodiment of the present invention includes at least an aluminum foil layer (3), an adhesive layer (4), a polyester film (5), a first adhesive layer (6), and a second layer. It is a laminated body including what laminated | stacked the contact bonding layer (7) and the sealant layer (8) in this order.
本発明に係る実施形態の積層体を構成するアルミ箔層の純度については、その数値に関係なくどんなものでも使用できるが、その厚みについては、7〜9μmが好適に使用できる。 As for the purity of the aluminum foil layer constituting the laminate of the embodiment according to the present invention, any purity can be used regardless of the numerical value, but the thickness is preferably 7 to 9 μm.
本発明に係る実施形態の積層体を構成する、アルミ箔層とポリエステルフィルムとの間の接着層については、その種類に関係なくどんなものでも使用できるが、二液硬化型ウレタン系接着剤が好適に使用できる。 Any adhesive layer between the aluminum foil layer and the polyester film constituting the laminate of the embodiment according to the present invention can be used regardless of the type, but a two-component curable urethane adhesive is suitable. Can be used for
本発明に係る実施形態の積層体を構成するポリエステルフィルムは、詳しくは二軸延伸ポリエチレンテレフタレートフィルムのことであり、その厚みについては、7〜16μmが好適に使用できる。 The polyester film constituting the laminate of the embodiment according to the present invention is specifically a biaxially stretched polyethylene terephthalate film, and a thickness of 7 to 16 μm can be suitably used.
本発明に係る実施形態の積層体を構成する、ポリエステルフィルムとシーラント層との間の接着層については、ポリエステルフィルム側から第1接着層と第2接着層との二層構成となっており、第1接着層はアミン含有ポリマーからなり、第2接着層はイソシアネート化合物からなっている。 The adhesive layer between the polyester film and the sealant layer constituting the laminate of the embodiment according to the present invention has a two-layer configuration of the first adhesive layer and the second adhesive layer from the polyester film side, The first adhesive layer is made of an amine-containing polymer, and the second adhesive layer is made of an isocyanate compound.
上記アミン含有ポリマーとしては、ポリエチレンイミンや一級アミングラフトアクリル系ポリマーなどの、水系あるいは溶剤系のいずれのものが使用可能である。この中では数平均分子量が10,000〜100,000程度のものが好ましく用いられる。 As the amine-containing polymer, either water-based or solvent-based ones such as polyethyleneimine and primary amine-grafted acrylic polymer can be used. Among these, those having a number average molecular weight of about 10,000 to 100,000 are preferably used.
一方、上記イソシアネート化合物としては、例えば2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、キシリレンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート及びその水素添加体などの各種ジイソシアネート系モノマーを使用することが可能である。また、これらのジイソシアネートモノマーを、トリメチロールプロパンやグリセロールなどの3官能の活性水素含有化合物と反応させたアダクトタイプや、水と反応させたビューレットタイプや、イソシアネート基の自己重合を利用したトリマー(イソシアヌレート)タイプなど3官能性の誘導体やそれ以上の多官能性の誘導体を用いても構わない。 On the other hand, examples of the isocyanate compound include 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, xylylene diisocyanate, isophorone diisocyanate, hexamethylene diisocyanate, 4,4′-diphenylmethane diisocyanate, and hydrogenated products thereof. Various diisocyanate monomers can be used. In addition, adduct types obtained by reacting these diisocyanate monomers with trifunctional active hydrogen-containing compounds such as trimethylolpropane and glycerol, burette types obtained by reacting with water, and trimers utilizing self-polymerization of isocyanate groups ( A trifunctional derivative such as an isocyanurate type or a polyfunctional derivative higher than that may be used.
これらの第1接着層、第2接着層は、前記したアミン含有ポリマーやジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかを固形分割合を0.05〜5wt%、好ましくは0.1〜2wt%で含有する塗工液により塗工し、その乾燥時の厚みが0.1μm〜2μm程度の薄層となるように設ければよい。 These first adhesive layer and second adhesive layer are composed of the above-mentioned amine-containing polymer, diisocyanate monomer, or adduct type, burette type, or trimer (isocyanurate) type derivative of diisocyanate monomer in a solid content ratio. Is applied with a coating solution containing 0.05 to 5 wt%, preferably 0.1 to 2 wt%, and the thickness when dried is about 0.1 μm to 2 μm. .
本発明に係る実施形態の積層体を構成するシーラント層については、ポリエチレン系樹脂、またはポリプロピレン系樹脂が好適に使用できる。具体的には、高密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、エチレン−αオレフィン共重合体などのエチレン系樹脂や、ホモ・ブロック・ランダムの各ポリプロピレン樹脂や、プロピレン−αオレフィン共重合体などのプロピレン系樹脂、エチレン−アクリル酸共重合体やエチレン−メタクリル酸共重合体などのエチレン−α,β不飽和カルボン酸共重合体、エチレン−アクリル酸メチルやエチレン−アクリル酸エチルやエチレン−メタクリル酸メチルやエチレン−メタクリル酸エチルなどのエチレン−α,β不飽和カルボン酸共重合体のエステル化物、カルボン酸部位をナトリウムイオン、亜鉛イオンで架橋した、エチレン−α,β不飽和カルボン酸共重合体のイオン架橋物、エチレン−無水マレイン酸グラフト共重合体やエチレン−アクリル酸エチル−無水マレイン酸のような三元共重合体に代表される酸無水物変性ポリオレフィン、エチレン−グリシジルメタクリレート共重合体などのエポキシ化合物変性ポリオレフィン、エチレン−酢酸ビニル共重合体から選ばれる樹脂の単体あるいは2種以上のブレンド物などにより設けられる。これらの構成材料には、必要に応じて、各種添加剤(酸化防止剤、粘着付与剤、充填剤、各種フィラーなど)を添加しても構わない。 About the sealant layer which comprises the laminated body of embodiment which concerns on this invention, a polyethylene-type resin or a polypropylene-type resin can use it conveniently. Specifically, ethylene resins such as high density polyethylene, low density polyethylene, medium density polyethylene, ethylene-α olefin copolymer, homo-block / random polypropylene resins, propylene-α olefin copolymer, etc. Propylene resin, ethylene-α, β unsaturated carboxylic acid copolymer such as ethylene-acrylic acid copolymer and ethylene-methacrylic acid copolymer, ethylene-methyl acrylate, ethylene-ethyl acrylate, ethylene-methacrylic Ethylene-α, β-unsaturated carboxylic acid copolymers such as methyl methacrylate and ethylene-ethyl methacrylate, ethylene-α, β-unsaturated carboxylic acid copolymer with carboxylic acid moiety cross-linked with sodium ion and zinc ion Ionic cross-linked products of polymers, ethylene-maleic anhydride graft copolymers and polymers Selected from acid anhydride-modified polyolefins typified by terpolymers such as tylene-ethyl acrylate-maleic anhydride, epoxy compound-modified polyolefins such as ethylene-glycidyl methacrylate copolymers, and ethylene-vinyl acetate copolymers It is provided by a single resin or a blend of two or more. Various additives (such as an antioxidant, a tackifier, a filler, and various fillers) may be added to these constituent materials as necessary.
本発明に係る実施形態の積層体を構成するポリエステルフィルムの、マイクロ波透過型分子配向計での測定により得られるMOR値とは、分子配向の異方性を示す数値で、薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用してもラミネート強度が低下しない積層体を得るためには、そのMOR値が1.00〜1.25のポリエステルフィルムが好適に使用できる。MOR値が1.25を超えるポリエステルフィルムでは、分子配向の異方性が大き過ぎるため薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用している間中により大きな内部応力が発生し、ポリエステルフィルムの表層剥離が起こりやすくなり、その結果著しいラミネート強度低下がみられると考えられる。 The MOR value obtained by the measurement with a microwave transmission type molecular orientation meter of the polyester film constituting the laminate of the embodiment according to the present invention is a numerical value indicating the anisotropy of the molecular orientation. In order to obtain a laminate in which the laminate strength does not decrease even when various strongly penetrating contents containing volatile components such as volatile components act, a polyester film having an MOR value of 1.00 to 1.25 is used. It can be used suitably. In the polyester film with MOR value exceeding 1.25, since the anisotropy of molecular orientation is too large, various strongly permeable contents including volatile components such as medicinal components and fragrance components and volatile components are acting. It is considered that a larger internal stress is generated inside, and the surface peeling of the polyester film is likely to occur, and as a result, a significant decrease in laminate strength is observed.
以上、本発明に係る実施形態の積層体について説明したが、本発明に係る実施形態の積層体は上記のような構成のものに限定されるものではなく、包装材料としての用途を考慮し、包装材料として要求される剛性や耐久性などを向上する目的で、他の層を介在させた構成であってもよい。特に、本発明に係る実施形態の積層体は、その外層に他の層を介在させ、一例として下記のような構成例で使用できる。 As mentioned above, although the laminated body of embodiment which concerns on this invention was demonstrated, the laminated body of embodiment which concerns on this invention is not limited to the thing of the above structures, In consideration of the use as a packaging material, For the purpose of improving the rigidity and durability required as a packaging material, a configuration in which another layer is interposed may be used. In particular, the laminated body of the embodiment according to the present invention can be used in the following configuration example as an example with another layer interposed in the outer layer.
[構成例]
最外層/接着層/アルミ箔層/接着層/ポリエステルフィルム/第1接着層/第2接着層/シーラント層
[Configuration example]
Outermost layer / adhesive layer / aluminum foil layer / adhesive layer / polyester film / first adhesive layer / second adhesive layer / sealant layer
すなわち、この構成例の本発明に係る実施形態の積層体は、図2に示すように、最外層(1)、接着層(2)、アルミ箔層(3)、接着層(4)、ポリエステルフィルム(5)、第1接着層(6)、第2接着層(7)、シーラント層(8)を、この順に積層したものである。 That is, as shown in FIG. 2, the laminated body of the embodiment according to the present invention having this configuration example includes an outermost layer (1), an adhesive layer (2), an aluminum foil layer (3), an adhesive layer (4), and a polyester. A film (5), a first adhesive layer (6), a second adhesive layer (7), and a sealant layer (8) are laminated in this order.
この構成例の最外層については、延伸ポリエステルフィルム、延伸ナイロンフィルム、延伸ポリプロピレンフィルムなどの高分子フィルムを選択することが可能である。 For the outermost layer of this configuration example, a polymer film such as a stretched polyester film, a stretched nylon film, or a stretched polypropylene film can be selected.
次に、上記構成例の積層体の製造方法の一例について述べる。
まず初めに、最外層であるポリエステルフィルム(PET)、アルミ箔層、PETを二液硬化型ウレタン系接着剤を用いてそれぞれドライラミネーターによりラミネートを行い、PET/接着層/アルミ箔層/接着層/PETの積層構成になる積層体を得る。その後、この積層体を用いて内側のPETの上に、アミン含有ポリマーを固形分割合として0.05〜5wt%、好ましくは0.1〜2wt%の割合で含む塗工液をグラビアコーティング、ロールコーティングなどの塗工方法で塗工し、十分に乾燥させて第1接着層を設ける。次に、この第1接着層の上に、ジイソシアネートモノマー、または、ジイソシアネートモノマーのアダクトタイプ、ビューレットタイプ、あるいはトリマー(イソシアヌレート)タイプの誘導体のいずれかを固形分割合として0.05〜5wt%、好ましくは0.1〜2wt%の割合で含む塗工液を押出ラミネーターのアンカーコート剤塗工部において塗工して第2接着層を設け、オーブンにて乾燥後、Tダイから押し出される例えばポリエチレンなどからなるシーラント層を積層し、PET/接着層/アルミ箔層/接着層/PET/第1接着層/第2接着層/シーラント層の積層構成になる積層体を得ることができる。また、より優れたヒートシール強度を有する積層体にするために、上記で第2接着層を設けた後、オーブンにて乾燥後、サンド軸から最内層となる直鎖状低密度ポリエチレン(LLDPE)フィルムを繰り出しながら、Tダイから押し出される例えばポリエチレンなどからなる押出樹脂を積層し、上記シーラント層が押出樹脂/LLDPEフィルムとなる積層体を得ることができる。
Next, an example of the manufacturing method of the laminated body of the said structural example is described.
First, the polyester film (PET), aluminum foil layer, and PET, which are the outermost layers, are each laminated with a dry laminator using a two-component curable urethane adhesive, and PET / adhesive layer / aluminum foil layer / adhesive layer A laminate having a laminated structure of / PET is obtained. Thereafter, a gravure coating, a roll containing a coating liquid containing 0.05 to 5 wt%, preferably 0.1 to 2 wt% of an amine-containing polymer as a solid content ratio on the inner PET using this laminate. Coating is performed by a coating method such as coating, and the first adhesive layer is provided by sufficiently drying. Next, on the first adhesive layer, either a diisocyanate monomer or a diisocyanate monomer adduct type, burette type, or trimer (isocyanurate) type derivative is used in a solid content of 0.05 to 5 wt%. For example, a coating liquid containing 0.1 to 2 wt% is preferably applied at the anchor coating agent coating portion of the extrusion laminator to provide a second adhesive layer, dried in an oven, and then extruded from a T die. A laminate having a laminated structure of PET / adhesive layer / aluminum foil layer / adhesive layer / PET / first adhesive layer / second adhesive layer / sealant layer can be obtained by laminating a sealant layer made of polyethylene or the like. In addition, in order to obtain a laminate having better heat seal strength, linear low density polyethylene (LLDPE), which is the innermost layer from the sand shaft after drying in an oven after providing the second adhesive layer as described above. While extruding the film, an extruded resin made of, for example, polyethylene extruded from a T-die can be laminated to obtain a laminate in which the sealant layer becomes an extruded resin / LLDPE film.
以上の積層体の積層構成で、内側のPETはMOR値1.00〜1.25のものを用いる。このMOR値1.00〜1.25を有するPETは、PETフィルムの製造工程において、縦方向と横方向の延伸倍率を同じとし、縦横均一に延伸することにより製造することが可能となる。縦方向と横方向、どちらかの方向に延伸倍率が偏る場合には、このMOR値が1.25を超えてしまう。 In the laminated structure of the above laminated body, the inner PET has a MOR value of 1.00 to 1.25. The PET having the MOR value of 1.00 to 1.25 can be manufactured by making the stretching ratio in the vertical direction and the horizontal direction the same and stretching the film in the vertical and horizontal directions in the PET film manufacturing process. When the draw ratio is biased in either the longitudinal direction or the transverse direction, the MOR value exceeds 1.25.
以上のような作製方法によれば、薬効成分や香料成分などの揮発性成分や揮発性成分を含む各種強浸透性内容物が作用しても各層間が優れたラミネート強度を有する積層体を得ることが可能となった。 According to the production method as described above, a laminate having excellent laminate strength between layers is obtained even when various strongly permeable contents including volatile components such as medicinal components and fragrance components and volatile components act. It became possible.
以下、本発明の実施例を述べる。 Examples of the present invention will be described below.
<実施例1>
最外層である厚みが12μmのポリエステルフィルム(PET)と、7μmのアルミ箔と、12μmのポリエステルフィルムA(PET A)を二液硬化型ウレタン系接着剤を用いてそれぞれドライラミネーターによりラミネートを行い、PET/接着層/アルミ箔層/接着層/PET Aの積層構成になる積層体を得た。
次に、この積層体を用いて内側のPET Aの上に、数平均分子量50,000のポリエチレンイミンを固形分割合が1.0wt%になるように調製した塗工液をロールコーターにより塗工し、十分に乾燥し、厚さが0.5μmの第1接着層を設けた。
続いて、この第1接着層の上に、イソホロンジイソシアネートモノマーを固形分割合が2.0wt%になるように調製した塗工液を塗工しながら、厚み50μmのエチレン−メタクリル酸共重合体を加工速度50m/minで押出ラミネート法により押し出し積層し、第2接着層とシーラント層をさらに設け、PET/接着層/アルミ箔層/接着層/PET A/第1接着層/第2接着層/シーラント層の積層構成になる実施例1に係る積層体を得た。
次に、この積層体に使用したPET AのMOR値をマイクロ波透過型分子配向計(新王子製紙製(現、王子計測機器)MOA−5012A)により測定した結果、1.17で
あった。
<Example 1>
The outermost layer 12 μm thick polyester film (PET), 7 μm aluminum foil, and 12 μm polyester film A (PET A) are each laminated with a dry laminator using a two-component curable urethane adhesive, A laminated body having a laminated structure of PET / adhesive layer / aluminum foil layer / adhesive layer / PET A was obtained.
Next, using this laminate, a coating liquid prepared by applying polyethyleneimine having a number average molecular weight of 50,000 to a solid content ratio of 1.0 wt% on the inner PET A was applied by a roll coater. The first adhesive layer was sufficiently dried and having a thickness of 0.5 μm.
Subsequently, an ethylene-methacrylic acid copolymer having a thickness of 50 μm was coated on the first adhesive layer while applying a coating solution prepared by isophorone diisocyanate monomer so that the solid content ratio was 2.0 wt%. Extrusion lamination is carried out by an extrusion laminating method at a processing speed of 50 m / min, and a second adhesive layer and a sealant layer are further provided. PET / adhesive layer / aluminum foil layer / adhesive layer / PET A / first adhesive layer / second adhesive layer / The laminated body which concerns on Example 1 used as the laminated structure of a sealant layer was obtained.
Next, the MOR value of PET A used for this laminate was measured with a microwave transmission type molecular orientation meter (manufactured by Shin-Oji Paper (currently Oji Scientific Instruments) MOA-5012A) and found to be 1.17.
<実施例2>
最外層に15μmのナイロンフィルム(Ny)、ポリエステルフィルムB(PET B)、第1接着層に一級アミングラフトアクリルポリマー、第2接着層にトリレンジイソシアネートのアダクトタイプ、シーラント層にランダムポリプロピレンを使用した以外は実施例1と同様の方法で、Ny/接着層/アルミ箔層/接着層/PET Bの積層構成になる積層体を得、さらに、Ny/接着層/アルミ箔層/接着層/PET B/第1接着層/第2接着層/シーラント層の積層構成になる実施例2に係る積層体を得た。
この積層体に使用したPET Bのマイクロ波透過型分子配向計で測定したMOR値は、1.25であった。
<Example 2>
15 μm nylon film (Ny), polyester film B (PET B) for the outermost layer, primary amine graft acrylic polymer for the first adhesive layer, adduct type of tolylene diisocyanate for the second adhesive layer, and random polypropylene for the sealant layer Except for the above, a laminated body having a laminated structure of Ny / adhesive layer / aluminum foil layer / adhesive layer / PET B was obtained in the same manner as in Example 1, and further Ny / adhesive layer / aluminum foil layer / adhesive layer / PET. A laminated body according to Example 2 having a laminated structure of B / first adhesive layer / second adhesive layer / sealant layer was obtained.
The MOR value measured by the microwave transmission type molecular orientation meter of PET B used for this laminate was 1.25.
<実施例3>
最外層に20μmの二軸延伸ポリプロピレンフィルム(OPP)、ポリエステルフィルムC(PET C)、第1接着層に一級アミングラフトアクリルポリマーを使用し、実施例1と同様の方法で、OPP/接着層/アルミ箔層/接着層/PET C/第1接着層の積層構成になる積層体を得た。
次に、この積層体を用いて第1接着層の上に、ヘキサメチレンジイソシアネートのビューレットタイプを固形分割合が2.0wt%になるように調製した塗工液を塗工した後、サンド軸から最内層となる厚み40μmの直鎖状低密度ポリエチレン(LLDPE)フィルムを繰り出しながら、厚み20μmの低密度ポリエチレンを加工速度50m/minでTダイから押し出し積層し、第2接着層とシーラント層をさらに設け、OPP/接着層/アルミ箔層/接着層/PET C/第1接着層/第2接着層/シーラント層の積層構成になる実施例3に係る積層体を得た。
この積層体に使用したPET Cのマイクロ波透過型分子配向計で測定したMOR値は、1.02であった。
<Example 3>
A biaxially oriented polypropylene film (OPP) of 20 μm and polyester film C (PET C) are used for the outermost layer, and a primary amine-grafted acrylic polymer is used for the first adhesive layer. A laminated body having a laminated structure of aluminum foil layer / adhesive layer / PET C / first adhesive layer was obtained.
Next, on this first adhesive layer, a coating liquid prepared from hexamethylene diisocyanate burette type with a solid content ratio of 2.0 wt% was applied on the first adhesive layer, While feeding a 40 μm-thick linear low density polyethylene (LLDPE) film as an innermost layer, a 20 μm-thick low density polyethylene was extruded and laminated from a T die at a processing speed of 50 m / min, and a second adhesive layer and a sealant layer were formed. Further, a laminated body according to Example 3 having a laminated structure of OPP / adhesive layer / aluminum foil layer / adhesive layer / PET C / first adhesive layer / second adhesive layer / sealant layer was obtained.
The MOR value measured by the microwave transmission type molecular orientation meter of PET C used for this laminate was 1.02.
<比較例1>
ポリエステルフィルムD(PET D)を使用した以外は実施例1と同様の方法で、PET/接着層/アルミ箔層/接着層/PET Dの積層構成になる積層体を得、さらに、PET/接着層/アルミ箔層/接着層/PET D/第1接着層/第2接着層/シーラント層の積層構成になる比較例1に係る積層体を得た。このPET Dのマイクロ波透過型分子配向計で測定したMOR値は、1.31であった。
<Comparative Example 1>
A laminated body having a laminated constitution of PET / adhesive layer / aluminum foil layer / adhesive layer / PET D was obtained in the same manner as in Example 1 except that the polyester film D (PET D) was used. The laminated body which concerns on the comparative example 1 which becomes a laminated structure of layer / aluminum foil layer / adhesive layer / PET D / first adhesive layer / second adhesive layer / sealant layer was obtained. The MOR value measured with this PET D microwave transmission type molecular orientation meter was 1.31.
<比較例2>
ポリエステルフィルムE(PET E)を使用した以外は実施例2と同様の方法で、Ny/接着層/アルミ箔層/接着層/PET Eの積層構成になる積層体を得、さらに、Ny/接着層/アルミ箔層/接着層/PET E/第1接着層/第2接着層/シーラント層の積層構成になる比較例2に係る積層体を得た。このPET Eのマイクロ波透過型分子配向計で測定したMOR値は、1.38であった。
<Comparative Example 2>
A laminated body having a laminated structure of Ny / adhesive layer / aluminum foil layer / adhesive layer / PET E was obtained in the same manner as in Example 2 except that polyester film E (PET E) was used. The laminated body which concerns on the comparative example 2 used as the laminated structure of layer / aluminum foil layer / adhesive layer / PET E / first adhesive layer / second adhesive layer / sealant layer was obtained. The MOR value measured by this microwave transmission molecular orientation meter of PET E was 1.38.
<比較例3>
ポリエステルフィルムF(PET F)を使用した以外は実施例3と同様の方法で、OPP/接着層/アルミ箔層/接着層/PET F/第1接着層の積層構成になる積層体を得、さらに、OPP/接着層/アルミ箔層/接着層/PET F/第1接着層/第2接着層/シーラント層の積層構成になる比較例3に係る積層体を得た。このPET Fのマイクロ波透過型分子配向計で測定したMOR値は、1.27であった。
<Comparative Example 3>
A laminated body having a laminated structure of OPP / adhesive layer / aluminum foil layer / adhesive layer / PET F / first adhesive layer was obtained in the same manner as in Example 3 except that polyester film F (PET F) was used, Furthermore, the laminated body which concerns on the comparative example 3 used as the laminated structure of OPP / adhesive layer / aluminum foil layer / adhesive layer / PET F / first adhesive layer / second adhesive layer / sealant layer was obtained. The MOR value measured by the PET F microwave transmission type molecular orientation meter was 1.27.
以上のようにして得られた実施例1〜3及び比較例1〜3のそれぞれの積層体を用いて40℃、3日間エージングを行った後に、シーラント層同士をヒートシールして、パウチ
を作製し、内容物として湿布薬(揮発性の強浸透性成分としてサリチル酸メチルやメントールを含有)と、浴用剤(揮発性の強浸透性成分として香料成分を含有)をそれぞれ充填、密封し、40℃の恒温室内に放置した。
After performing aging at 40 ° C. for 3 days using each of the laminates of Examples 1 to 3 and Comparative Examples 1 to 3 obtained as described above, the sealant layers are heat sealed to produce a pouch. The contents are filled and sealed with poultice (containing methyl salicylate and menthol as volatile strong osmotic ingredients) and bathing agents (containing fragrance ingredients as volatile strong osmotic ingredients), respectively. Left in a constant temperature room.
3ヶ月経過後にこれらのパウチを恒温室から取り出し、それぞれのパウチのポリエステルフィルムA〜F/第1接着層/第2接着層/シーラント層部分の層間ラミネート強度[N/15mm]を測定し、恒温室に入れる前のパウチにおける初期のラミネート強度と比較した。この時のラミネート強度の測定条件は、試料幅15mmのT形剥離で、剥離速度300mm/minとした。恒温室投入前と後におけるラミネート強度の測定結果をまとめて表1に示す。尚、表1の項目において、アルミ箔含有積層基材とは、最外層/接着層/アルミ箔層/接着層、からなる積層構成の積層体のことを意味する。 After the elapse of 3 months, these pouches were taken out from the thermostatic chamber, and the interlaminar laminate strength [N / 15 mm] of the polyester film A to F / first adhesive layer / second adhesive layer / sealant layer portion of each pouch was measured. Compared to the initial laminate strength in the pouch before entering the chamber. The measurement conditions for the laminate strength at this time were T-shaped peeling with a sample width of 15 mm and a peeling speed of 300 mm / min. Table 1 summarizes the measurement results of the laminate strength before and after the constant temperature input. In addition, in the item of Table 1, an aluminum foil containing laminated base material means the laminated body of the laminated structure which consists of outermost layer / adhesive layer / aluminum foil layer / adhesive layer.

表1からも明らかなように、実施例1〜3に係る積層体を使用して作製されたパウチのポリエステルフィルムA〜C/第1接着層/第2接着層/シーラント層部分の層間ラミネート強度は、揮発性の強浸透性成分を含む湿布薬や浴用剤を入れて40℃で3ヶ月間保存してもほとんど変わらず、初期のラミネート強度を十分に保っていた。 As is clear from Table 1, the interlaminar laminate strength of the polyester films A to C / first adhesive layer / second adhesive layer / sealant layer portion of the pouch produced using the laminates according to Examples 1 to 3 However, even when a poultice containing a volatile strong penetrating component or a bath preparation was added and stored at 40 ° C. for 3 months, the initial laminate strength was sufficiently maintained.
これに対して、比較例1〜3に係る積層体を使用して作製されたパウチのポリエステルフィルムD〜F/第1接着層/第2接着層/シーラント層部分の層間ラミネート強度では、揮発性の強浸透性成分を含む湿布薬や浴用剤を入れて40℃で3ヶ月間保存した後には著しい低下がみられた。そこで、これらの剥離面を確認するため、X線光電子分光法による分析を行った結果、ポリエステルフィルムD〜Fの表層剥離であることがわかった。 On the other hand, the interlaminar laminate strength of the polyester film D to F / first adhesive layer / second adhesive layer / sealant layer part of the pouch produced using the laminates according to Comparative Examples 1 to 3 is volatile. After a poultice containing a strong osmotic component and a bath preparation were stored at 40 ° C. for 3 months, a significant decrease was observed. Then, in order to confirm these peeling surfaces, as a result of analyzing by the X ray photoelectron spectroscopy, it turned out that it is surface layer peeling of the polyester films DF.
1…最外層
2…接着層
3…アルミ箔層
4…接着層
5…ポリエステルフィルム
6…第1接着層
7…第2接着層
8…シーラント層
DESCRIPTION OF
Claims (3)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014116564A JP2015229296A (en) | 2014-06-05 | 2014-06-05 | Laminate and pouch |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014116564A JP2015229296A (en) | 2014-06-05 | 2014-06-05 | Laminate and pouch |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015229296A true JP2015229296A (en) | 2015-12-21 |
Family
ID=54886346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014116564A Pending JP2015229296A (en) | 2014-06-05 | 2014-06-05 | Laminate and pouch |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015229296A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018021572A1 (en) * | 2016-07-29 | 2018-02-01 | 富士フイルム株式会社 | Ink-jet recording medium and packaging material |
| WO2020113008A1 (en) * | 2018-11-28 | 2020-06-04 | Dow Global Technologies Llc | Process for forming a laminate |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08281893A (en) * | 1995-04-12 | 1996-10-29 | Daicel Chem Ind Ltd | Polyester film having heat sealability and production thereof |
| JP2007181943A (en) * | 2006-01-05 | 2007-07-19 | Toppan Printing Co Ltd | Laminate |
| JP2010181869A (en) * | 2009-01-07 | 2010-08-19 | Mitsubishi Plastics Inc | Polyester film for protecting polarizing film |
| JP2012214248A (en) * | 2011-04-01 | 2012-11-08 | Kohjin Co Ltd | Retort packaging material including biaxially stretched polybutylene terephthalate film |
| JP2015112778A (en) * | 2013-12-11 | 2015-06-22 | 凸版印刷株式会社 | Laminate and boil/retort pouch |
-
2014
- 2014-06-05 JP JP2014116564A patent/JP2015229296A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08281893A (en) * | 1995-04-12 | 1996-10-29 | Daicel Chem Ind Ltd | Polyester film having heat sealability and production thereof |
| JP2007181943A (en) * | 2006-01-05 | 2007-07-19 | Toppan Printing Co Ltd | Laminate |
| JP2010181869A (en) * | 2009-01-07 | 2010-08-19 | Mitsubishi Plastics Inc | Polyester film for protecting polarizing film |
| JP2012214248A (en) * | 2011-04-01 | 2012-11-08 | Kohjin Co Ltd | Retort packaging material including biaxially stretched polybutylene terephthalate film |
| JP2015112778A (en) * | 2013-12-11 | 2015-06-22 | 凸版印刷株式会社 | Laminate and boil/retort pouch |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018021572A1 (en) * | 2016-07-29 | 2018-02-01 | 富士フイルム株式会社 | Ink-jet recording medium and packaging material |
| JPWO2018021572A1 (en) * | 2016-07-29 | 2019-03-28 | 富士フイルム株式会社 | Inkjet recording medium and packaging material |
| WO2020113008A1 (en) * | 2018-11-28 | 2020-06-04 | Dow Global Technologies Llc | Process for forming a laminate |
| CN113207289A (en) * | 2018-11-28 | 2021-08-03 | 陶氏环球技术有限责任公司 | Method for forming a laminate |
| JP2022510872A (en) * | 2018-11-28 | 2022-01-28 | ダウ グローバル テクノロジーズ エルエルシー | Process for forming a laminate |
| JP7504096B2 (en) | 2018-11-28 | 2024-06-21 | ダウ グローバル テクノロジーズ エルエルシー | Process for forming the laminate |
| US12343968B2 (en) | 2018-11-28 | 2025-07-01 | Arkema France | Process for forming a laminate |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105593017B (en) | Anti-fog properties multilayer film, layered product and packing timber using it | |
| JPWO2016021682A1 (en) | Multilayer film, laminated film for packaging material, packaging bag and standing pouch | |
| JP2012066868A (en) | Paper container for liquid | |
| KR102161562B1 (en) | Antifogging multilayer film, laminate using same, and packaging material | |
| JP4306278B2 (en) | Laminated body and method for producing the same | |
| JP2015229296A (en) | Laminate and pouch | |
| JP4894177B2 (en) | Laminated body | |
| WO2018164230A1 (en) | Laminate, packaging body, and packaged item | |
| JP2010149389A (en) | Laminated body | |
| JP2008265155A (en) | Laminated body and method for producing the same | |
| JP2002343314A (en) | Exterior material for lithium ion batteries | |
| JP6911355B2 (en) | Laminates and pouches | |
| WO2018088104A1 (en) | Gas barrier multilayer film, and method for enhancing oxygen barrier properties of gas barrier multilayer film | |
| JP2011046006A (en) | Laminate | |
| JP2006187908A (en) | Laminate | |
| JP4852874B2 (en) | Manufacturing method of laminate | |
| JP2012121151A (en) | Laminate and packaging material | |
| JP2009172824A (en) | Laminate | |
| JP7107028B2 (en) | Laminates, packages and packaged articles | |
| JP5880020B2 (en) | Laminated tube for one hair color | |
| WO2019069514A1 (en) | Laminated body, package, and packaging article | |
| JP6610331B2 (en) | Laminate and pouch | |
| JP4492269B2 (en) | Laminated body | |
| JP2020011413A (en) | Laminate and pouch | |
| JP7666221B2 (en) | Laminate and its manufacturing method, packaging body and packaged article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170531 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180227 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180904 |