JP2014193491A - Tip replaceable rotary cutting tool and cutting insert using the same - Google Patents
Tip replaceable rotary cutting tool and cutting insert using the same Download PDFInfo
- Publication number
- JP2014193491A JP2014193491A JP2011164417A JP2011164417A JP2014193491A JP 2014193491 A JP2014193491 A JP 2014193491A JP 2011164417 A JP2011164417 A JP 2011164417A JP 2011164417 A JP2011164417 A JP 2011164417A JP 2014193491 A JP2014193491 A JP 2014193491A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- cutting insert
- rake face
- blade
- flank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
- B23B27/145—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/16—Supporting or bottom surfaces
- B23B2200/163—Supporting or bottom surfaces discontinuous
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Drilling Tools (AREA)
Abstract
Description
本発明は、回転軸線のまわりに回転可能な工具本体と、それぞれ主切れ刃を有し、かつ、工具本体の先端領域に着脱可能に配置される2つの切削インサートとを含む刃先交換式回転切削工具、および、この工具に用いる切削インサートに関する。 The present invention relates to a cutting tool exchangeable rotary cutting including a tool body rotatable around a rotation axis, and two cutting inserts each having a main cutting edge and detachably disposed in a tip region of the tool body. The present invention relates to a tool and a cutting insert used for the tool.
いわゆる2枚刃タイプの刃先交換式ドリルは、超硬ソリッドドリルに比べて、より高速に切削を行える。このような2枚刃タイプの刃先交換式ドリルは、例えば、特許文献1に開示されている。特許文献1に開示された刃先交換式ドリルは、回転軸線のまわりに回転可能な本体と、本体の先端領域に配置される2つのチップ座と、このチップ座に交換可能に取り付けられ、穿孔工具軸線を挟んで互いに対向して中央間隙を形成している切削インサートとを備えている The so-called two-blade type blade-replaceable drill can perform cutting at a higher speed than a solid carbide drill. Such a two-blade type blade-tip replaceable drill is disclosed in, for example, Patent Document 1. A blade-tip replaceable drill disclosed in Patent Document 1 includes a main body that can rotate around a rotation axis, two chip seats disposed in a tip region of the main body, and a drill tool that is replaceably attached to the chip seat. And a cutting insert that forms a central gap opposite to each other across the axis.
ところで、上記2つの切削インサートは、外周側切れ刃(以後は外刃と呼ぶ)とこれに続く中央切れ刃部分(以後は内刃と呼ぶ)とをそれぞれ有し、回転軸線を挟んで内刃の終端部同士が対向するように配置される。このため、この切削インサートを適用できる刃先交換式ドリルのドリル径は、外周側から内刃の終端部までの切れ刃の長さで決まる。つまり、配置の自由度が低く、ドリル径の多少違う工具本体に、同一の切削インサートを共通に使用することが難しい。ドリル径を小さくする方向には、切削インサートの内刃部分が重なるようにすると、ドリル径の調整が少しだけできる。しかし、内刃部分が重なるようにすると、内刃の重なり部分の間に形成される狭い隙間に切りくずが詰まりやすいという問題がある。このため、実際にはドリル径の調整範囲が限られる。 By the way, each of the two cutting inserts has an outer peripheral cutting edge (hereinafter referred to as an outer cutting edge) and a central cutting edge portion (hereinafter referred to as an inner cutting edge) following this, and an inner cutting edge with a rotation axis interposed therebetween. It arrange | positions so that the terminal part of each may oppose. For this reason, the drill diameter of the blade-tip-exchangeable drill to which this cutting insert can be applied is determined by the length of the cutting edge from the outer peripheral side to the end portion of the inner blade. In other words, it is difficult to use the same cutting insert in common for tool bodies having a low degree of freedom in arrangement and slightly different drill diameters. If the inner blade portion of the cutting insert overlaps in the direction of decreasing the drill diameter, the drill diameter can be slightly adjusted. However, if the inner blade portions overlap each other, there is a problem that chips are easily clogged in a narrow gap formed between the overlapping portions of the inner blades. For this reason, the adjustment range of the drill diameter is actually limited.
本発明は、様々なドリル径の回転切削工具に共通に使用できて、なおかつ、2つ以上の切削インサートの間へ切りくずが詰まるのを抑制できる刃先交換式回転切削工具およびこれに用いる切削インサートを提供する。 The present invention can be used in common for rotary cutting tools of various drill diameters, and can also prevent clogging of chips between two or more cutting inserts, and a cutting insert used therefor. I will provide a.
本発明の刃先交換式回転切削工具は、回転軸線のまわりに回転可能な工具本体と、該工具本体の先端領域に着脱可能に装着される切削インサートとを有する刃先交換式回転切削工具であって、前記切削インサートは、前記回転軸線に関して回転対称な位置に少なくとも2つあり、該切削インサートは、前記回転軸線側から外周側へ延びる外刃と、前記外刃と接続され、かつ、前記回転軸線側に配置される内刃と、を有し、当該工具の先端側からみて、当該切削インサートの少なくとも1つの前記内刃が当該回転軸線に対して凸状に湾曲している、ことを特徴とする。 The cutting edge exchange type rotary cutting tool of the present invention is a cutting edge exchange type rotary cutting tool having a tool body rotatable around a rotation axis and a cutting insert detachably attached to a tip region of the tool body. The cutting insert has at least two rotationally symmetric positions with respect to the rotation axis, the cutting insert is connected to the outer blade extending from the rotation axis side to the outer peripheral side, the outer blade, and the rotation axis. An inner blade disposed on the side, and when viewed from the tip end side of the tool, at least one of the inner blades of the cutting insert is curved convexly with respect to the rotation axis. To do.
本発明の切削インサートは、前記切削インサートは、回転軸線のまわりに回転可能な工具本体の先端領域の前記回転軸線の周りの複数個所に着脱可能に配置される切削インサートであって、前記切削インサートは、板状に形成され、上面または下面の少なくとも一方と外周側面との交差稜線に切れ刃が形成され、該切れ刃は外刃と、外刃に対して傾斜する内刃とを有し、前記外周側面に形成された、互いに平行な第1の当接面と、前記2つの第1の当接面の間に形成され、かつ、前記第1の当接面に平行な中心軸線を有する貫通穴と、上面および下面にそれぞれ形成され、互いに平行な第2の当接面と、前記上面または下面の少なくとも1方に前記第2の当接面から突出するように形成され、前記第2の当接面に対して傾斜し、かつ、前記外刃と接続する第1のすくい面と、該第1のすくい面と接続され、前記第1のすくい面とは異なる向きに傾斜し、かつ、前記内刃と接続する第2のすくい面と、前記第1の当接面と同一面として形成され、かつ、前記第1のすくい面と交差する第1の逃げ面と、前記外周側面に形成され、前記第2のすくい面と交差する第2の逃げ面と、を有し、前記第2の逃げ面に対向する方向から見て、少なくとも1つの前記内刃は凸状に湾曲している、ことを特徴とする。 The cutting insert of the present invention is a cutting insert that is detachably disposed at a plurality of positions around the rotation axis in the tip region of the tool body that is rotatable around the rotation axis. Is formed in a plate shape, and a cutting edge is formed at an intersection ridge line between at least one of the upper surface or the lower surface and the outer peripheral side surface, the cutting blade having an outer blade and an inner blade inclined with respect to the outer blade, A first abutting surface formed on the outer peripheral side surface and parallel to each other, and formed between the two first abutting surfaces and having a central axis parallel to the first abutting surface A through hole, a second contact surface formed on the upper surface and the lower surface, respectively, and a second contact surface parallel to each other; and formed so as to protrude from the second contact surface in at least one of the upper surface or the lower surface; Inclined with respect to the contact surface of the A first rake face connected to the first rake face, a second rake face connected to the inner blade and inclined to a different direction from the first rake face; A second flank formed on the same surface as the first abutment surface and intersecting the first rake face, and formed on the outer peripheral side surface and intersecting the second rake face. And at least one of the inner blades is curved in a convex shape when viewed from a direction facing the second flank.
本発明によれば、同一の切削インサートを様々なドリル径の工具本体に装着するときに、2つ以上の内刃が回転軸線を挟んで対向する状態で、内刃を重ねる量を容易に調整して使用できるので、切削インサートの配置の自由度が高い。このため様々なドリル径の工具に対応可能となる。また、本発明によれば、2つ以上の切削インサートの少なくとも1つの内刃が、回転軸線に対して凸状に湾曲しているため、工具の中心部で形成された切りくずが側方へ逃げやすくなり、切削インサート間に詰まるのを抑制できる According to the present invention, when mounting the same cutting insert on a tool body of various drill diameters, the amount of overlapping of the inner blades can be easily adjusted in a state where two or more inner blades face each other with the rotation axis interposed therebetween. Therefore, the degree of freedom of arrangement of the cutting insert is high. For this reason, it becomes possible to deal with tools having various drill diameters. Further, according to the present invention, since at least one inner blade of the two or more cutting inserts is convexly curved with respect to the rotation axis, chips formed at the center of the tool are laterally moved. Easier to escape and can prevent clogging between cutting inserts
以下、本発明の実施の形態について詳細に説明する。
第1実施形態
図1〜図16を参照して、本発明の第1実施形態に係る刃先交換式回転切削工具および切削インサートについて説明する。なお、本実施形態に係る刃先交換式回転切削工具は、穴あけ加工のできる回転切削工具であり、例えば、ドリルとして使用される。穴あけ加工ができるとは、回転工具の回転軸線Cと平行な方向に切削加工ができることである。つまり、回転切削工具の先端部分に、外周から回転軸線Cの近傍まで切れ刃が必要である。
Hereinafter, embodiments of the present invention will be described in detail.
1st Embodiment With reference to FIGS. 1-16, the blade-tip-exchange-type rotary cutting tool and cutting insert which concern on 1st Embodiment of this invention are demonstrated. In addition, the blade-tip-exchange-type rotary cutting tool according to the present embodiment is a rotary cutting tool capable of drilling, and is used as a drill, for example. “Perforating” means that cutting can be performed in a direction parallel to the rotation axis C of the rotary tool. That is, a cutting edge is required from the outer periphery to the vicinity of the rotation axis C at the tip portion of the rotary cutting tool.
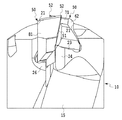
本実施形態に係る刃先交換式回転切削工具は、長手方向に延在する回転軸線Cのまわりに回転可能な工具本体10と、工具本体10の先端領域に、回転軸線Cに関してほぼ180度回転対称な位置に着脱可能に配置され、装着される2つの切削インサート50と、各切削インサート50を工具本体10に取り付けるための締め付けねじSCとを有する。
The cutting edge exchange type rotary cutting tool according to this embodiment includes a tool
第1実施形態において、2つの切削インサート50は、互いに同一形状を有するネガティブタイプの切削インサートである。切削インサート50は、図5〜図11に示すように、板状に形成され、第1〜第3の当接面81、83、85を有する。これら3つの面は、後述する工具本体10の第1〜第3の座面21、23、25にそれぞれ当接する。第1の当接面81は、切削インサート50の外周側面に形成され、互いに平行な2つの平面となっている。第2の当接面83は、切削インサート50の上面および下面にそれぞれ形成され、互いに平行な平面となっている。第3の当接面85は、図6および図8に示すように、切削インサート50の外周側面の2箇所に形成された面である。ただし、第1〜第3の当接面81、83、85は、平面に限定されず、他の実施形態においては曲面でもよい。すなわち、工具本体10に形成される第1〜第3の座面21、23、25にそれぞれ当接する形状であれば、どのような形状の面でも構わない。
In the first embodiment, the two cutting
切削インサート50は切削インサート取り付け用の貫通穴90を備える。この貫通穴90は上下面に貫くように形成され、第1の当接面81に平行な中心軸線AXを有する。
The cutting
切削インサート50の上面および下面には第1のすくい面61が形成される。この第1のすくい面61は第2の当接面83からそれぞれ突出するように形成され、かつ、第2の当接面83に対して傾斜する。具体的には、第1のすくい面61は、図5に示すように、切削インサート50の左端部側から右端部側に向けて切削インサート50から離れる向きに傾斜している。
A
第2のすくい面62は第1のすくい面61の最も突出した部分である接続領域63に接続し、第2の当接面83に対して第1のすくい面61とは異なる向きに傾斜している。具体的には、第2のすくい面62は接続領域63から離れるにしたがって、切削インサート50の底面側に向けて傾斜している。また、第2のすくい面62は、その一部が第2の当接面83と交差している。
The
接続領域63を介して第1のすくい面61と第2のすくい面62とが接続されることで、切れ刃の形状が滑らかに変化し、切削インサートが欠けにくくなる。なお、別の実施形態においては、接続領域63が設けられず、第1のすくい面61と第2のすくい面62とが直接接続されてもよい。しかし、第1のすくい面と第2のすくい面とが直接接続されると、稜線が角になるため、切削インサートが欠ける原因となりやすい。
By connecting the
第1のすくい面61と第2の当接面83との間、および第2のすくい面62と第2の当接面83との間には、第2の当接面83に対して傾斜する傾斜面65が介在している。また、切削インサート50の上面および下面には、切削インサート50の一部が工具本体10の外周から突出して、加工後の被削材と干渉することを防ぐために、切り欠いた傾斜面部69が形成されている。
Between the
第1の当接面81は第1のすくい面61と交差し、後述する外刃51の逃げ面(第1の逃げ面)となる。第1の当接面81は、切削インサート50の外方に向かって湾曲した接続面82と滑らかに接続し、この接続面82は第2のすくい面62と交差する第2の逃げ面71に接続されている。
The
そして、穴加工のときに外周側を切削する外刃51および中心側を切削する内刃52は、第1の当接面81、接続面82、および第2の逃げ面71をつなげた外周面と、第1のすくい面61、すくい面の接続領域63、および第2のすくい面62をつなげたすくい面との交差稜線部に形成されている。
The
図2に示すように、外刃51は第1の当接面81と第1のすくい面61との交差稜線部および接続面82と第1のすくい面61との交差稜線部の一部で構成され、工具本体10の外周側からほぼ直線的に延びている部分が該当する。
As shown in FIG. 2, the
一方、内刃52は接続面82と第1のすくい面61との交差稜線部の一部および第2の逃げ面71と第2のすくい面62との交差稜線部で構成され、外刃51とは異なる向きに延びている部分が該当する。すなわち、内刃52はX平面およびY平面に対して、外刃51の配置された側から、図1に示すX平面およびY平面を横切って、それとは反対側まで延びる部分が該当する。
On the other hand, the
外刃51と内刃52との間には、両切れ刃をつなぐ接続部分がある。図1を用いてより直感的に説明すると、工具本体10の右側(左側)外周から回転軸線Cに向かって直線的に延びている部分が外刃51であり、外刃51から折れ曲がって回転軸線Cの近傍を通過する部分が内刃52である。
Between the
なおX平面は、回転軸線Cを含み、かつ、基準とする任意の1つの外刃51の最外の端部を通る平面として定義する。Y平面は回転軸線Cを含みX平面に直交する平面として定義する。
The X plane is defined as a plane that includes the rotation axis C and passes through the outermost end of any one of the
切削インサート50は、中心軸線AXに直交し、かつ、第1の当接面81に平行な対称軸線Jに関して180度回転対称である。したがって、切削インサート50は、上下裏返して2回使用できる。ここで、図7に示すように、対称軸線Jの方向から見て、第2のすくい面62と第2の逃げ面71との交差部である、内刃52は、回転軸線Cに向かって凸状に湾曲している。図示しないが、第2の逃げ面71に対向する方向からみても、内刃52は、凸状に湾曲している。これは、後述するように、内刃の重なり部分の間に形成される狭い隙間へ切りくずが詰まることを抑制するための構成である。
The cutting
工具本体10は、図12〜図16に示すように、その先端部の、回転軸線Cに関して180度回転対称な位置に、2つの突出部11を有する。この突出部11は、工具本体10の先端部が切削インサート50の形状に沿って切り欠かれることにより形成されている。
As shown in FIGS. 12 to 16, the tool
この2つの突出部11には、それぞれの切削インサート50の第1の当接面81が当接する第1の座面21が形成されているとともに、この第1の座面21を貫通するねじ穴40がそれぞれ形成されている。第1の座面21どうしは、回転軸線Cを挟んで互いに対向し、回転軸線Cに対して平行である。2つの突出部11の間で延在する面は、回転軸線Cに関して180度回転対称な傾斜面(平面)からなる第2の座面23となっている。第2の座面23は、回転軸線C側から半径方向外側にいくにしたがって、工具本体10の後端側に向けて傾斜している。したがって、第1の座面21を含む平面とこれに対応する第2の座面23を含む平面とがなす角度は、鋭角となっている。この構成により、切削インサート50を締め付けネジSCで締結した際に、切削インサート50は確実にクランプされる。また、第1の座面21と、第2の座面23とがなす角度が鋭角となることで、切削インサート50に主分力が加わったときに、切削インサート50の工具本体10の後方側に位置する端部が浮き上ることが抑制される。第3の座面25は、第2の座面23の近傍に形成され、第2の座面23側を向くように傾斜した平面からなる。この第3の座面25を構成し工具本体10の外周方向を向く壁部分26は、外刃51を保護する機能を果たす。
The two projecting
第1の座面21を含む平面とこれに対応する第2の座面23との間には、第1の座面21に沿って延びる凹状の湾曲面をもつ凹部30が形成される。この凹部30は、切削インサート50の2つの切れ刃のうち、切削に使用しない方の切れ刃をカバーして保護するためのものである。この凹部30で少なくとも外刃51を覆うことで、切削加工中等に使用していない切れ刃が損傷するのを防ぐことができる。この実施形態では、凹部30は溝形状として形成される。また別の実施形態において、凹部30は切削加工中等に使用していない切れ刃全体を覆うような形状とすることも可能である。
A
また、工具本体10の外周面には、らせん状の2つの切りくず搬送溝15が長手方向に形成されている。切りくず搬送溝15は、図12に示す、第2の座面23に隣接する凹状の湾曲面24に連なっている。この湾曲面24は、図13に示すように、回転軸線Cと平行な方向において、内刃52の直下に位置している。この湾曲面24により、内刃52で生成された切りくずが、スムーズに切りくず搬送溝15へ誘導される。
Further, on the outer peripheral surface of the
2つの切削インサート50の内刃52は先端視したとき、回転軸線Cを挟んで互いに対向して配置され、かつ、両方の内刃52の頂部が回転軸線Cの方を向くように凸状に湾曲している。すなわち、先端視したとき、2つの内刃51は、回転軸線Cに関してほぼ180度回転対称な位置に配置され、内刃51の間の間隔GP1は、回転軸線Cから半径方向に離れるにしたがって徐々に拡大している。2つの切削インサート50の内刃52は、対向しているので、切削加工中にこの2つの内刃52の間に円柱状の非切削加工部分が形成される。
The
また、図4に示すように、D方向からみると、2つの切削インサートの内刃52をそれぞれ形成する互いに対向する第2のすくい面62の間の間隔GP2は、回転軸線Cと平行な方向において工具本体10の側に向かって徐々に拡大している。すなわち、間隔GP2は工具本体10の先端側(図面上方)から工具本体10の後端側(図面下方)に向かうにしたがい広くなっている。なお、D方向とは、回転軸線Cを、互いに対向する第2のすくい面62の間および互いに対向する内刃52の間を通過する平面に沿った方向である。上記のように定義される「D方向」は唯ひとつには定まらないが、間隔GP2は上記のように定義される全ての方向から見たときに、工具本体10の側に向かって徐々に拡大するように形成されている。
Further, as shown in FIG. 4, when viewed from the D direction, the interval GP2 between the second rake faces 62 that form the
図2に示すように、2つの切削インサート50の内刃52をそれぞれ形成する2つの第2の逃げ面71は、回転切削工具の回転方向後方に向かうに従って工具本体10の後端側に向かって傾斜し、なおかつ、回転軸線C側に近づくに従って工具本体10の後端側に向かって傾斜している。
As shown in FIG. 2, the two second flank surfaces 71 respectively forming the
本実施形態では、2つの内刃52の間には、回転軸線Cを中心として、間隙が形成される。このため、切削加工中には、工具の中心部には、円柱状の非切削部分が形成される。この円柱状の非切削部分は刃先交換式回転工具に押されてワークから除去されると、通常ならば切削インサートどうしの隙間に詰まり易いが、本実施形態においては上記したように、間隔GP1が回転軸線Cから半径方向に離れるにしたがって徐々に拡大しているので、外周側に向かって排出され易くなる。また、第2のすくい面62の間の間隔GP2も工具本体10側に向かって拡大しているので、この方向においても、切りくずが詰まりにくくなる。このように、切削インサートの間に形成される隙間が、同時に2つの方向に向かって拡大する形状をしているので、本実施形態の刃先好感式回転切削工具は従来の刃先交換式回転切削工具よりも、切りくず排出性能が高い。
In the present embodiment, a gap is formed between the two
さらに、図2に示すように、2つの第2の逃げ面71は、回転軸線C側に近づくに従って工具本体10の後端側に向かって傾斜しているので、切れ刃よりも工具本体10の後端側に凹み、穴底と干渉することがない。
Further, as shown in FIG. 2, the two second flank surfaces 71 are inclined toward the rear end side of the
図17は、第1の実施形態の第1変形例である。図17(A)、(B)に示す工具は、それぞれ異なる工具本体10A,10Bに共通の切削インサートを取り付けたものである。なお、図17において、第1の実施形態と同一構成部分については同一の符号を使用している。図17(B)に示す工具本体10Bの工具径は、図17(A)に示す工具本体10Aの工具径よりも大きくなっている。すなわち、本実施形態に係る切削インサート50は、2つの内刃52を回転軸線Cを挟んで対向配置させるので、内刃52が回転軸線Cを挟んで互いに対向する範囲内で外刃51の切削可能な最大直径を変更できる。特に、本実施形態では、内刃52を凸状に湾曲させているので、2つの内刃52を回転軸線Cを挟んで対向配置させることができる範囲が、内刃が直線状である場合よりも広い。
FIG. 17 is a first modification of the first embodiment. The tools shown in FIGS. 17A and 17B are obtained by attaching common cutting inserts to
図18および図19は、第1の実施形態の第2変形例である。なお、図18および図19において、第1の実施形態と同一構成部分については同一の符号を使用している。 18 and 19 show a second modification of the first embodiment. In FIGS. 18 and 19, the same reference numerals are used for the same components as those in the first embodiment.
図18および図19に示すように、それぞれの切削インサート50Bの第1の当接面81にチップスプリッタ100が形成されている。チップスプリッタ100は、別名でニックとも呼ばれる。チップスプリッタ100は、第1の当接面81に形成される凹溝で、切削インサート50の厚み方向に延びている。そして、一方のチップスプリッタ100の形成位置と、他方のチップスプリッタ100の形成位置とは対称軸線Jに関して180度回転対称ではない。このような構成を採用することで、図18に示すように2つのチップスプリッタ100の配置を工具本体10の半径方向において異ならせることができるので、工具本体10が一回転するうちに、異なる位置で切りくずを切断でき、切りくずの切断効率が改善する。
As shown in FIGS. 18 and 19, a
第2実施形態
次に、図20〜図28を参照して、本発明の第2実施形態に係る刃先交換式回転切削工具および切削インサートについて説明する。なお、図23〜図28において、第1の実施形態と同一構成部分については同一の符号を使用している。
Second Embodiment Next, with reference to FIGS. 20 to 28, a blade edge replaceable rotary cutting tool and a cutting insert according to a second embodiment of the present invention will be described. 23 to 28, the same reference numerals are used for the same components as those in the first embodiment.
第2の実施形態と第1の実施形態とが異なる点は、切削インサートの形状である。本実施形態に係る切削インサート50Aの2つの内刃52,52Aは、異なる形状を有し、かつ、上記した対称軸線Jに関して非対称である。
The difference between the second embodiment and the first embodiment is the shape of the cutting insert. The two
具体的には、本実施形態に係る切削インサート50Aは、上面には第1の実施形態と同じ形状の第2のすくい面62が形成され、下面には第2のすくい面62とは形状が異なる第3のすくい面62Aが形成されている。この第3のすくい面62Aは、第1のすくい面61の接続領域63において接続され、かつ、第1のすくい面61とは異なる向きに傾斜するとともに凹状に湾曲している。第4のすくい面62Bが第3のすくい面62Aに隣接して形成され、これは平坦な面となっている。また、第2のすくい面62と交差する第2の逃げ面71と、第3のすくい面62Aと交差する第2の逃げ面71とは形状が異なる第3の逃げ面71Aとが側面に形成されている。そして、第2のすくい面62と第2の逃げ面71との交差部に、第1の実施形態の内刃と同じ形状の第1の内刃52が形成され、第3のすくい面62Aと第3の逃げ面71Aとの交差部および第4のすくい面62Bと第3の逃げ面71Aとの交差部に、第1の内刃52とは異なる形状の第2の内刃52Aが形成されている。
Specifically, in the
第1の内刃52は、第1の実施形態で説明したように、対称軸線Jの方向から見て、回転軸線Cに向かって凸状に湾曲し、図26に示すように、第2の内刃52Aは、対称軸線Jの方向から見て、凹状に湾曲した部分と直線状の部分とで形成されている。すなわち、第3のすくい面62Aの形状と第4のすくい面62Bの形状とを異ならせることにより、第2の内刃52Aは直線および回転軸線Cに対して凹状に湾曲した曲線で形成される。このとき、第2の内刃52Aから回転軸線Cまでの最短距離は、第1の内刃51から回転軸線Cまでの距離よりも長い。つまり、第2の内刃52Aは、半径方向にオフセットしており、第1の内刃52よりも半径方向外側に配置されている。
As described in the first embodiment, the first
第1の内刃51および第2の内刃52Aを非対称で、かつ、半径方向にオフセットさせると、工具の中心部で形成される円柱状の切りくずの直径は、第1の内刃51と回転軸線Cとの距離によって規定される。このため、オフセットされた第2の内刃52Aと円柱状の切りくずとの間には、隙間が形成される。この結果、第1の内刃51および第2の内刃52Aとの間に切りくずが詰まりにくくなる。
When the first
また、本実施形態の刃先交換式回転切削工具の中心部に形成される円柱状の切りくずは、第1の内刃51だけから力を受けるため、円柱状の切りくず、特に円柱状の非切削部分に、折ろうとする曲げの力を、常に加えることができる。これにより、円柱状の切りくずが工具本体10の外周方向に排出されやすくなる。
Moreover, since the cylindrical chip formed in the center part of the blade-tip-exchange-type rotary cutting tool of the present embodiment receives force only from the first
上記実施形態では、本発明をドリルに適用した場合について説明したが、これに限定されるわけではなく、例えば、プランジング加工用の工具や底刃つきのエンドミルなどの、回転軸線方向に送りを与えながら切削する工具であれば適用可能である。 In the above embodiment, the case where the present invention is applied to a drill has been described. However, the present invention is not limited to this. For example, a feed is given in the rotational axis direction such as a plunging tool or an end mill with a bottom blade. However, any tool that cuts can be used.
また、上記第1の実施形態では、両方の内刃を同じ形状としたが、両方の内刃が凸曲線で、なおかつ一方の内刃と他方の内刃とを比べたとき、一方の内刃から回転軸までの最短距離の方が、他方側の最短距離よりも長くなるような形状を採用することも可能である。 In the first embodiment, both inner blades have the same shape, but when both inner blades are convex curves and one inner blade is compared with the other inner blade, one inner blade It is also possible to adopt a shape in which the shortest distance from the rotation axis to the rotation axis is longer than the shortest distance on the other side.
また、上記の実施形態ではいずれも2枚刃であったが、本発明の刃先交換式回転切削工具は3つ以上の切削インサートを備える構造にすることも可能である。 Moreover, in the above-described embodiments, each has two blades, but the blade-tip-exchange-type rotary cutting tool of the present invention can be configured to have three or more cutting inserts.
外刃に関しても、上記の実施形態では直線であったが、切削インサートの厚みが減じる方向に向かって湾曲する凹曲線状に形成されても良い。外刃がこのような形状になると、生成された切りくずに対してそれを横から曲げようとする力を発生させることができるので、切りくずが細分化され易くなる。 The outer blade is also a straight line in the above embodiment, but may be formed in a concave curve shape that curves in a direction in which the thickness of the cutting insert decreases. When the outer blade has such a shape, a force to bend the generated chip from the side can be generated, so that the chip is easily subdivided.
本明細書で用いられている用語に関する定義についても説明する。本発明において「内刃と内刃とが回転軸線を挟んで対向する」とは、刃先交換式回転切削工具として機能する程度に内刃どうしが近接し、かつ、2つの内刃が形成する隙間の開口部の少なくとも一方が中心から外周に向けて末広がりに形成されることをいう。 Definitions relating to terms used in this specification are also explained. In the present invention, “the inner blade and the inner blade face each other across the rotation axis” means that the inner blades are close to each other to the extent that they function as a cutting edge-exchangeable rotary cutting tool, and the gap formed by the two inner blades That is, at least one of the openings is formed to spread from the center toward the outer periphery.
本発明において「回転軸線Cの近傍」とは、内刃が穴あけ加工ができる刃先交換式回転切削工具の切れ刃として機能する程度に回転軸線Cに近接していることである。 In the present invention, “in the vicinity of the rotation axis C” means that the inner blade is close to the rotation axis C to such an extent that it functions as a cutting edge of a blade-cutting-type rotary cutting tool capable of drilling.
10…工具本体
15…切りくず搬送溝
50…切削インサート
51…外刃
52…内刃
71…第2の逃げ面
61…第1のすくい面
62…第2のすくい面
62A…第3のすくい面
62B…第4のすくい面
63…すくい面の接続領域
81…第1の当接面(第1の逃げ面)
82…接続面
83…第2の当接面
85…第3の当接面
21…第1の座面
23…第2の座面
25…第3の座面
SC…締め付けネジ
C…回転軸線
AX…中心軸線
DESCRIPTION OF
82 ...
Claims (15)
前記切削インサートは、前記回転軸線に関して回転対称な位置に少なくとも2つあり、該切削インサートは、前記回転軸線側から外周側へ延びる外刃と、前記外刃と接続され、かつ、前記回転軸線側に配置される内刃と、を有し、
当該工具本体の先端側からみて、当該切削インサートの少なくとも1つの前記内刃が当該回転軸線に対して凸状に湾曲している、ことを特徴とする刃先交換式回転切削工具。 A cutting edge replaceable rotary cutting tool having a tool body rotatable around a rotation axis, and a cutting insert removably attached to a tip region of the tool body,
The cutting insert has at least two rotationally symmetric positions with respect to the rotation axis, the cutting insert is connected to the outer blade extending from the rotation axis side to the outer peripheral side, the outer blade, and the rotation axis side An inner blade disposed on
An edge-replaceable rotary cutting tool characterized in that at least one of the inner blades of the cutting insert is curved in a convex shape with respect to the rotational axis when viewed from the tip side of the tool body.
外周側面に形成された、互いに平行でかつ、前記工具本体の第1の座面に当接する第1の当接面と、
前記2つの第1の当接面の間に形成され、かつ、前記第1の当接面に平行な中心軸線を有する切削インサート取り付け用の貫通穴と、
上面および下面にそれぞれ形成され、互いに平行で、かつ、前記工具本体の第2の座面に当接する第2の当接面と、
前記上面および下面に前記第2の当接面からそれぞれ突出するように形成され、前記第2の当接面に対して傾斜し、かつ、前記外刃に接続する第1のすくい面と、
前記上面および下面にそれぞれ形成され、前記第1のすくい面と接続され、前記第1のすくい面とは異なる向きに傾斜し、かつ、前記内刃に接続する第2のすくい面と、
前記第1の当接面と同一面として形成され、かつ、前記第1のすくい面と交差する第1の逃げ面と、
前記外周側面にそれぞれ形成され、前記第2のすくい面と交差する第2の逃げ面と、を有し、
前記切削インサートの各々は、前記中心軸線に直交し、かつ、前記第1の当接面に平行な対称軸線に関して180度回転対称である、ことを特徴とする請求項1ないし4のいずれかに記載の刃先交換式回転切削工具。 Each of the cutting inserts is formed in a plate shape,
A first abutting surface formed on the outer peripheral side surface that is parallel to each other and abuts against the first seat surface of the tool body;
A through-hole for attaching a cutting insert formed between the two first contact surfaces and having a central axis parallel to the first contact surface;
A second contact surface formed on each of the upper surface and the lower surface, parallel to each other and contacting the second seating surface of the tool body;
A first rake face that is formed on the upper surface and the lower surface so as to protrude from the second contact surface, is inclined with respect to the second contact surface, and is connected to the outer blade;
A second rake face formed on each of the upper face and the lower face, connected to the first rake face, inclined in a direction different from the first rake face, and connected to the inner blade;
A first flank formed as the same surface as the first contact surface and intersecting the first rake surface;
A second flank surface formed on each of the outer peripheral side surfaces and intersecting with the second rake face;
5. The cutting insert according to claim 1, wherein each of the cutting inserts is 180 degrees rotationally symmetric with respect to a symmetry axis perpendicular to the central axis and parallel to the first contact surface. The cutting edge exchange type rotary cutting tool as described.
前記他方の切削インサートの内刃から前記回転軸線までの最短距離は、前記一方の切削インサートの内刃から前記回転軸線までの距離よりも長い、ことを特徴とする請求項1ないし3のいずれかに記載の刃先交換式回転切削工具。 Two cutting inserts are mounted, and an inner blade of one of the two cutting inserts is curved in a convex shape with respect to the rotation axis, and an inner blade of the other cutting insert is formed in a straight line. Or formed in a concave curve with respect to the rotation axis,
4. The shortest distance from the inner blade of the other cutting insert to the rotation axis is longer than the distance from the inner blade of the one cutting insert to the rotation axis. 5. The cutting edge exchange type rotary cutting tool described in 1.
外周側面に形成された、互いに平行で、かつ、前記工具本体の第1の座面に当接する第1の当接面と、
前記2つの第1の当接面の間に形成され、かつ、前記第1の当接面に平行な中心軸線を有する切削インサート取り付け用の貫通穴と、
上面および下面にそれぞれ形成され、互いに平行で、かつ、前記工具本体の第2の座面に当接する第2の当接面と、
前記上面および下面に前記第2の当接面からそれぞれ突出するように形成され、前記第2の当接面に対して傾斜し、かつ、前記外刃に接続する第1のすくい面と、
前記切削インサートの上面に形成され、前記第1のすくい面と接続され、前記第1のすくい面とは異なる向きに傾斜する第2のすくい面と、
前記切削インサートの下面に形成され、前記第1のすくい面と接続され、前記第1のすくい面とは異なる向きに傾斜する第3のすくい面と、
前記第1の当接面と同一面として形成され、かつ、前記第1のすくい面と交差する第1の逃げ面と、
前記外周側面に形成され、前記第2のすくい面と交差する第2の逃げ面と、
前記外周側面に形成され、前記第3のすくい面と交差する第3の逃げ面と、を有し、
前記第2のすくい面と前記第2の逃げ面との交差部に、第1の内刃が形成され、
前記第3のすくい面と前記第3の逃げ面との交差部に、第2の内刃が形成され、
前記第1の内刃は、前記第2の逃げ面に対向する方向から見て、凸状に湾曲し、
前記第2の内刃は、前記第3の逃げ面に対向する方向から見て、直線状に形成され、又は、凹状に湾曲して形成されている、ことを特徴とする請求項7に記載の刃先交換式回転切削工具。 Each of the two cutting inserts is formed in a plate shape,
A first abutting surface formed on the outer peripheral side surface that is parallel to each other and abuts against the first seat surface of the tool body;
A through-hole for attaching a cutting insert formed between the two first contact surfaces and having a central axis parallel to the first contact surface;
A second contact surface formed on each of the upper surface and the lower surface, parallel to each other and contacting the second seating surface of the tool body;
A first rake face that is formed on the upper surface and the lower surface so as to protrude from the second contact surface, is inclined with respect to the second contact surface, and is connected to the outer blade;
A second rake face formed on an upper surface of the cutting insert, connected to the first rake face, and inclined in a direction different from the first rake face;
A third rake face formed on a lower surface of the cutting insert, connected to the first rake face, and inclined in a direction different from the first rake face;
A first flank formed as the same surface as the first contact surface and intersecting the first rake surface;
A second flank formed on the outer peripheral side and intersecting the second rake face;
A third flank formed on the outer peripheral side surface and intersecting the third rake face;
A first inner blade is formed at the intersection of the second rake face and the second flank face,
A second inner blade is formed at the intersection of the third rake face and the third flank face,
The first inner blade is curved in a convex shape when viewed from the direction facing the second flank.
The said 2nd inner blade is formed in linear form seeing from the direction which opposes the said 3rd flank, or is curving in concave shape, It is characterized by the above-mentioned. The cutting edge exchangeable rotary cutting tool.
前記第1の座面と対応する第2の座面との間に、切削に使用されない側の少なくとも外刃をカバーして保護するための凹部が形成されている、ことを特徴とする請求項1ないし3のいずれかに記載の刃先交換式回転切削工具。 The tool body has a first seat surface on which the first contact surface of the cutting insert abuts, and a second seat surface on which the second contact surface of the cutting insert abuts, respectively.
The concave portion for covering and protecting at least the outer blade on the side not used for cutting is formed between the first seat surface and the corresponding second seat surface. The blade-tip-exchange-type rotary cutting tool according to any one of 1 to 3.
一方の前記第1の逃げ面への前記チップスプリッターの形成位置と、他方の前記第1の逃げ面への前記チップスプリッターの形成位置とが互いに異なる、ことを特徴とする請求項1ないし3のいずれかに記載の刃先交換式回転切削工具。 Chip splitters extending to the upper and lower outer blades are formed on each of the first flank surfaces,
4. The formation position of the chip splitter on one of the first flank surfaces and the formation position of the chip splitter on the other first flank surface are different from each other. The cutting edge exchange type rotary cutting tool according to any one of the above.
前記切削インサートは、板状に形成され、上面または下面の少なくとも一方と外周側面との交差稜線に切れ刃が形成され、該切れ刃は外刃と、外刃に対して傾斜する内刃とを有し、
前記外周側面に形成された、互いに平行な第1の当接面と、
前記2つの第1の当接面の間に形成され、かつ、前記第1の当接面に平行な中心軸線を有する貫通穴と、
上面および下面にそれぞれ形成され、互いに平行な第2の当接面と、
前記上面または下面の少なくとも1方に前記第2の当接面から突出するように形成され、前記第2の当接面に対して傾斜し、かつ、前記外刃と接続する第1のすくい面と、
該第1のすくい面と接続され、前記第1のすくい面とは異なる向きに傾斜し、かつ、前記内刃と接続する第2のすくい面と、
前記第1の当接面と同一面として形成され、かつ、前記第1のすくい面と交差する第1の逃げ面と、
前記外周側面に形成され、前記第2のすくい面と交差する第2の逃げ面と、を有し、
前記第2の逃げ面に対向する方向から見て、少なくとも1つの前記内刃は凸状に湾曲している、ことを特徴とする切削インサート。 A cutting insert that is detachably disposed at a plurality of positions around the rotation axis in the tip region of the tool body that can rotate around the rotation axis,
The cutting insert is formed in a plate shape, and a cutting edge is formed on an intersecting ridge line between at least one of the upper surface or the lower surface and the outer peripheral side surface, and the cutting blade includes an outer blade and an inner blade inclined with respect to the outer blade. Have
First contact surfaces formed on the outer peripheral side surface and parallel to each other;
A through hole formed between the two first contact surfaces and having a central axis parallel to the first contact surface;
A second contact surface formed on each of the upper surface and the lower surface and parallel to each other;
A first rake face that is formed so as to protrude from the second contact surface on at least one of the upper surface and the lower surface, is inclined with respect to the second contact surface, and is connected to the outer blade When,
A second rake face connected to the first rake face, inclined in a direction different from the first rake face, and connected to the inner blade;
A first flank formed as the same surface as the first contact surface and intersecting the first rake surface;
A second flank surface formed on the outer peripheral side surface and intersecting the second rake face,
The cutting insert, wherein when viewed from a direction facing the second flank, at least one of the inner blades is curved in a convex shape.
前記切削インサートの下面に形成され、前記第1のすくい面と接続され、前記第1のすくい面とは異なる向きに傾斜する第3のすくい面と、
前記外周側面に形成され、該第3のすくい面と交差する第3の逃げ面と、を有し、
前記第2のすくい面と前記第2の逃げ面との交差部に、第1の内刃が形成され、
前記第3のすくい面と前記第3の逃げ面との交差部に、第2の内刃が形成され、
前記第1の内刃は、前記第2の逃げ面に対向する方向から見て、凸状に湾曲し、
前記第2の内刃は、前記第3の逃げ面に対向する方向から見て、直線状に形成され、又は、凹状に湾曲して形成されている、ことを特徴とする請求項12に記載の切削インサート。 The second rake face is formed on an upper surface of the cutting insert;
A third rake face formed on a lower surface of the cutting insert, connected to the first rake face, and inclined in a direction different from the first rake face;
A third flank formed on the outer peripheral side surface and intersecting with the third rake face;
A first inner blade is formed at the intersection of the second rake face and the second flank face,
A second inner blade is formed at the intersection of the third rake face and the third flank face,
The first inner blade is curved in a convex shape when viewed from the direction facing the second flank.
The said 2nd inner blade is formed in linear form seeing from the direction which opposes the said 3rd flank, or is curving in concave shape, It is characterized by the above-mentioned. Cutting inserts.
一方の前記第1の逃げ面への前記チップスプリッターの形成位置と、他方の前記第1の逃げ面への前記チップスプリッターの形成位置とが、前記対称軸線に関して180度回転対称ではない、ことを特徴とする請求項12に記載の切削インサート。 Chip splitters extending to the upper and lower outer blades are formed on each of the first flank surfaces,
The formation position of the chip splitter on one of the first flank surfaces and the formation position of the chip splitter on the other first flank surface are not 180-degree rotationally symmetric with respect to the symmetry axis. The cutting insert according to claim 12, characterized in that:
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011164417A JP2014193491A (en) | 2011-07-27 | 2011-07-27 | Tip replaceable rotary cutting tool and cutting insert using the same |
| PCT/JP2012/069107 WO2013015404A1 (en) | 2011-07-27 | 2012-07-27 | Indexable rotary cutting tool and cutting inserts used in same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011164417A JP2014193491A (en) | 2011-07-27 | 2011-07-27 | Tip replaceable rotary cutting tool and cutting insert using the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014193491A true JP2014193491A (en) | 2014-10-09 |
Family
ID=47601235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011164417A Withdrawn JP2014193491A (en) | 2011-07-27 | 2011-07-27 | Tip replaceable rotary cutting tool and cutting insert using the same |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2014193491A (en) |
| WO (1) | WO2013015404A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5991565B1 (en) * | 2014-11-27 | 2016-09-14 | 株式会社タンガロイ | Cutting inserts, tool bodies and cutting tools |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109158665B (en) * | 2018-08-14 | 2020-02-04 | 株洲钻石切削刀具股份有限公司 | Indexable drilling tool |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11291102A (en) * | 1998-04-08 | 1999-10-26 | Mitsubishi Materials Corp | Throw-away tip and throw-away-type drilling tool with throw-away tip mounted thereon |
| JP2000094210A (en) * | 1998-09-28 | 2000-04-04 | Mitsubishi Materials Corp | Throwaway drilling tool |
| JP2000158220A (en) * | 1998-11-30 | 2000-06-13 | Ngk Spark Plug Co Ltd | Throwaway drill and shank thereof |
| IL182343A0 (en) * | 2007-04-01 | 2007-07-24 | Iscar Ltd | Cutting insert and tool for milling and ramping at high feed rates |
-
2011
- 2011-07-27 JP JP2011164417A patent/JP2014193491A/en not_active Withdrawn
-
2012
- 2012-07-27 WO PCT/JP2012/069107 patent/WO2013015404A1/en active Application Filing
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5991565B1 (en) * | 2014-11-27 | 2016-09-14 | 株式会社タンガロイ | Cutting inserts, tool bodies and cutting tools |
| US10335872B2 (en) | 2014-11-27 | 2019-07-02 | Tungaloy Corporation | Cutting insert having arc-shaped cutting edges and inclined seating surfaces, tool body and cutting tool |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013015404A1 (en) | 2013-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6532940B2 (en) | Double-sided cutting inserts and milling tools | |
| JP5491505B2 (en) | Milling and cutting tips therefor | |
| JP5851673B2 (en) | Indexable milling insert | |
| JP5681185B2 (en) | Cutting inserts and rotary cutting tools | |
| US8807882B2 (en) | Face milling cutter | |
| JP5939355B2 (en) | Cutting insert and cutting edge exchangeable cutting tool | |
| WO2011046121A1 (en) | Cutting insert and rotary tool with a replaceable blade edge | |
| JP6241636B2 (en) | Cutting insert and cutting edge changeable cutting tool | |
| JP6330913B2 (en) | Cutting insert and cutting edge exchangeable rotary cutting tool | |
| JP6436093B2 (en) | Cutting insert and cutting edge exchangeable cutting tool | |
| JPWO2010114094A1 (en) | Cutting inserts and cutting edge exchangeable cutting tools | |
| JPWO2013099954A1 (en) | Radius end mill | |
| JP5196077B2 (en) | Cutting inserts and cutting edge changeable turning tools | |
| JP6361948B2 (en) | Cutting inserts and cutting tools | |
| JP6011831B2 (en) | Replaceable cutting edge rotary cutting tool | |
| JP5652540B2 (en) | Guide pad, cutting tool body and cutting tool | |
| JP5988010B2 (en) | Cutting inserts, tool bodies and cutting tools | |
| WO2013015404A1 (en) | Indexable rotary cutting tool and cutting inserts used in same | |
| JP2015196203A (en) | Edge replaceable metal saw | |
| JP6292425B2 (en) | Replaceable cutting edge rotary cutting tool | |
| JPH0433565B2 (en) | ||
| JP7242997B2 (en) | End mill body of indexable end mill | |
| JP2021062424A (en) | Cutting tool and cutting method | |
| JP2014091178A (en) | Cutting insert and cutting tool as well as manufacturing method of machined product using the same | |
| JP2007320014A (en) | Boring tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20141007 |