JP2014185805A - Stopper-executed plug for heat exchanger tube - Google Patents
Stopper-executed plug for heat exchanger tube Download PDFInfo
- Publication number
- JP2014185805A JP2014185805A JP2013060435A JP2013060435A JP2014185805A JP 2014185805 A JP2014185805 A JP 2014185805A JP 2013060435 A JP2013060435 A JP 2013060435A JP 2013060435 A JP2013060435 A JP 2013060435A JP 2014185805 A JP2014185805 A JP 2014185805A
- Authority
- JP
- Japan
- Prior art keywords
- plug
- heat transfer
- transfer tube
- cylindrical body
- end side
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Pipe Accessories (AREA)
Abstract
Description
本発明は、伝熱管の補修として当該伝熱管を施栓して塞ぐための伝熱管用施栓プラグ、および前記伝熱管用施栓プラグを伝熱管に装着するための伝熱管用施栓プラグ取付装置、ならびに前記伝熱管用施栓プラグを伝熱管に装着して当該伝熱管を施栓するための伝熱管施栓方法に関するものである。 The present invention provides a heat transfer tube plug plug for plugging and closing the heat transfer tube as a heat transfer tube repair, a heat transfer tube plug plug mounting device for mounting the heat transfer tube plug plug on the heat transfer tube, and the The present invention relates to a heat transfer tube plugging method for mounting a heat transfer tube plug on a heat transfer tube and plugging the heat transfer tube.
例えば、加圧水型原子炉(PWR:Pressurized Water Reactor)に用いられる蒸気発生器は、その内部に収容されたU字形の伝熱管の側壁が、許容限界を越えて劣化した場合、一次側から放射性の水が漏出して二次側の非放射性の水に混入するおそれがある。このため、劣化または劣化の可能性のある伝熱管の端部を塞ぐことで、上記混入のおそれを防ぐことが知られている。 For example, a steam generator used in a pressurized water reactor (PWR) is radioactive from the primary side when the side wall of a U-shaped heat transfer tube housed inside it deteriorates beyond the allowable limit. There is a risk of water leaking and entering non-radioactive water on the secondary side. For this reason, it is known that the possibility of the above-mentioned mixing is prevented by closing the end portion of the heat transfer tube which may be deteriorated or deteriorated.
従来、例えば、特許文献1に記載の施栓プラグ(管端栓)は、閉端および開端を有する円筒形のプラグ本体(殻)と、円錐形外面を有しプラグ本体内に滑動可能に設けられた拡張部材とを備えている。プラグ本体は、インコネル(登録商標)により形成され、内部が円錐形であって小さい方の内径部が開端に近く、大きい方の内径部が閉端に近く形成されている。拡張部材は、ステンレス鋼により形成され、プラグ本体内に捕捉されており、小さい方の端がプラグ本体の開端の近くに設けられて、開端に向かって動かされたときプラグ本体を拡張する。 2. Description of the Related Art Conventionally, for example, a plug (pipe end plug) described in Patent Document 1 has a cylindrical plug body (shell) having a closed end and an open end, and a conical outer surface and is slidably provided in the plug body. And an expansion member. The plug main body is formed of Inconel (registered trademark), and has a conical shape inside. The smaller inner diameter portion is close to the open end, and the larger inner diameter portion is close to the closed end. The expansion member is formed of stainless steel and is captured in the plug body, with a smaller end provided near the open end of the plug body to expand the plug body when moved toward the open end.
上記特許文献1に記載の施栓プラグにあっては、プラグ本体の内部が円錐形であって小さい方の内径部が開端に近く、大きい方の内径部が閉端に近く形成され、その内部に拡張部材が配置されている。この施栓プラグを製造する場合、例えば、プラグ本体の内径部を拡張部材が挿入されるように一定の内径に機械加工し、開端側の外径を閉端側の外径から徐々に大きくなるように厚さを厚くなるように機械加工した後、拡張部材をプラグ本体に挿入して、開端側と閉端側とが同径となるようにプラグ本体の開端側を絞り加工するなど塑性変形を伴う操作が必要である。また、この施栓プラグを蒸気発生器の伝熱管に取り付ける場合、プラグ本体を伝熱管に挿入した状態で拡張部材をプラグ本体の開端側に移動させ、プラグ本体を塑性変形させて拡張させる。このように、特許文献1に記載の施栓プラグは、プラグ本体が成形時および取り付け時に塑性変形される。 In the plug plug described in Patent Document 1, the inside of the plug body is conical, and the smaller inner diameter portion is formed close to the open end, and the larger inner diameter portion is formed close to the closed end. An expansion member is disposed. When manufacturing this plug, for example, the inner diameter of the plug body is machined to a constant inner diameter so that the expansion member can be inserted, and the outer diameter on the open end side is gradually increased from the outer diameter on the closed end side. Then, the expansion member is inserted into the plug body, and plastic deformation such as drawing of the open end side of the plug body so that the open end side and the closed end side have the same diameter is performed. An accompanying operation is required. When this plug is attached to the heat transfer tube of the steam generator, the expansion member is moved to the open end side of the plug body with the plug body inserted into the heat transfer tube, and the plug body is plastically deformed to be expanded. Thus, the plug plug described in Patent Document 1 is plastically deformed when the plug body is molded and attached.
上記の塑性変形は、冷間加工であり、温度変化を伴わないため加工精度が高く、加工硬化により強度が上がる利点がある。しかし、その反面、冷間加工は、材料内に塑性変形による残留応力が蓄積されること、および応力腐食割れ感受性が増大する欠点がある。このため、プラグ本体に傷などがある場合、応力腐食割れの進展が生じる可能性がある。特に、施栓プラグの内面側は、空洞化された形態で伝熱管に取り付けられているため、蒸気発生器における一次系の環境化にあることから、応力腐食割れの進展が生じ易い傾向となる。 The plastic deformation described above is cold working and has no advantage of temperature change, so that there is an advantage that the working accuracy is high and the strength is increased by work hardening. On the other hand, however, cold working has the disadvantages that residual stress due to plastic deformation is accumulated in the material and stress corrosion cracking susceptibility increases. For this reason, when there is a scratch or the like on the plug body, the development of stress corrosion cracking may occur. In particular, since the inner surface side of the plugging plug is attached to the heat transfer tube in a hollowed form, it is in the environment of the primary system in the steam generator, and therefore, the tendency of stress corrosion cracking tends to occur.
本発明は、上述した課題を解決するものであり、応力腐食割れの発生を抑制することのできる伝熱管用施栓プラグを提供することを目的とする。 This invention solves the subject mentioned above, and it aims at providing the plug plug for heat exchanger tubes which can suppress generation | occurrence | production of stress corrosion cracking.
上述の目的を達成するために、第1の発明の伝熱管用施栓プラグは、蒸気発生器における管板に挿入固定された伝熱管の開口部を施栓して塞ぐための伝熱管用施栓プラグであって、前記伝熱管に挿入可能な外径に形成された筒状体をなし、前記伝熱管に挿入される先端側となる前記筒状体の一端が閉塞し前記筒状体の他端が開放して形成され、かつ前記筒状体の内径が一端側から他端側に向けて大きく形成されたプラグ本体と、前記プラグ本体における前記筒状体の内部に挿入可能に形成される棒状体をなし、前記筒状体に挿入される先端側が前記筒状体の一端側に近づく内径よりも外径が大きく形成されて、前記筒状体に挿入された場合に前記筒状体の外径を拡張する拡張部材と、を備えることを特徴とする。 In order to achieve the above object, the heat transfer tube plug of the first invention is a heat transfer tube plug for plugging and closing the opening of the heat transfer tube inserted and fixed to the tube plate in the steam generator. A cylindrical body having an outer diameter that can be inserted into the heat transfer tube, one end of the cylindrical body on the tip side inserted into the heat transfer tube is closed, and the other end of the cylindrical body is A plug body that is formed open and has an inner diameter that is increased from one end side to the other end side, and a rod-like body that is formed so as to be insertable inside the tubular body in the plug body. The outer diameter of the cylindrical body when the distal end side inserted into the cylindrical body is formed larger than the inner diameter approaching one end side of the cylindrical body and is inserted into the cylindrical body. And an expansion member that expands.
この伝熱管用施栓プラグによれば、プラグ本体の筒状体の内径を閉塞された一端側から開放された他端側に向けて大きく形成している。このため、プラグ本体の製造時に筒状体の内面を切削により加工することが可能であり、従来のような塑性変形させる冷間加工を用いることがない。そして、プラグ本体の筒状体が塑性変形するのは、拡張部材の棒状体を筒状体に圧入したときのみである。この結果、応力腐食割れの要因となる塑性変形をプラグ本体に対して多重に生じさせることがないため、プラグ本体の応力腐食割れ感受性を下げ、応力腐食割れの発生を抑制することができる。 According to this heat transfer tube plug, the inner diameter of the cylindrical body of the plug body is formed larger from the closed one end to the other open end. For this reason, it is possible to process the inner surface of a cylindrical body by cutting at the time of manufacture of a plug main body, and it does not use the cold work which carries out plastic deformation like the past. The cylindrical body of the plug body is plastically deformed only when the rod-shaped body of the expansion member is press-fitted into the cylindrical body. As a result, since the plastic deformation that causes stress corrosion cracking is not caused in the plug body in a multiple manner, the stress corrosion cracking susceptibility of the plug body can be lowered and the occurrence of stress corrosion cracking can be suppressed.
また、第2の発明の伝熱管用施栓プラグは、第1の発明において、前記プラグ本体は、前記筒状体の内面に、一端側から他端側に向けて内径が大きくなるように傾斜する内テーパ部を有して形成され、前記拡張部材は、前記棒状体の基端側が前記筒状体の他端側の内径よりも外径が大きく形成され、かつ当該棒状体の外面に、先端側から基端側に向けて外径が大きくなるように傾斜する外テーパ部を有して形成されていることを特徴とする。 In the heat transfer tube plug of the second invention, the plug main body is inclined on the inner surface of the cylindrical body so that the inner diameter increases from one end side to the other end side. The expansion member is formed with an inner taper portion, the proximal end side of the rod-shaped body is formed with an outer diameter larger than the inner diameter of the other end side of the cylindrical body, and the distal end is formed on the outer surface of the rod-shaped body. It is characterized by having an outer taper portion that is inclined so that the outer diameter increases from the side toward the base end side.
この伝熱管用施栓プラグによれば、棒状体を筒状体に圧入した場合に棒状体の外テーパ部を筒状体の内テーパ部に密着させることができる。このため、筒状体を一端側から後端側にかけて外形を拡張することができ、筒状体の外面を伝熱管の内面に適宜接触させ、伝熱管からのプラグ本体の脱落を防止することができる。しかも、棒状体の外テーパ部を筒状体の内テーパ部に密着させることで、筒状体の内部が閉塞されるため、塑性変形した部分が蒸気発生器内の一次冷却水に接触することがなく、塑性変形した部分が一次冷却水により影響を受ける事態を防ぐことができる。 According to the plug for heat transfer tube, when the rod-shaped body is press-fitted into the cylindrical body, the outer tapered portion of the rod-shaped body can be brought into close contact with the inner tapered portion of the tubular body. For this reason, the outer shape of the cylindrical body can be expanded from one end side to the rear end side, and the outer surface of the cylindrical body can be appropriately brought into contact with the inner surface of the heat transfer tube to prevent the plug body from falling off the heat transfer tube. it can. In addition, since the inside of the cylindrical body is closed by bringing the outer tapered portion of the rod-shaped body into close contact with the inner tapered portion of the cylindrical body, the plastically deformed portion is in contact with the primary cooling water in the steam generator. Therefore, it is possible to prevent the plastically deformed portion from being affected by the primary cooling water.
また、第3の発明の伝熱管用施栓プラグは、第1または第2の発明において、前記拡張部材は、前記棒状体の外面に、先端側から基端側にかけて外側に突出する螺旋状の突条が形成されていることを特徴とする。 In the heat transfer tube plug according to the first or second aspect of the present invention, the expansion member is a helical protrusion that protrudes outward from the distal end side to the proximal end side on the outer surface of the rod-shaped body. It is characterized in that a strip is formed.
この伝熱管用施栓プラグによれば、拡張部材は、螺旋状の突条に沿って回転しながら圧入されるため、筒状体を周方向で均等に拡張させることができ、筒状体の外面を伝熱管の内面に適宜接触させ、伝熱管からのプラグ本体の脱落を防止することができる。しかも、拡張部材をプラグ本体に圧入した後は、螺旋状の突条が筒状体の内面に食い込むため拡張部材がプラグ本体から脱落する事態を防止し、伝熱管からのプラグ本体の脱落を防止することができる。 According to this heat transfer tube plug, since the expansion member is press-fitted while rotating along the spiral protrusion, the cylindrical body can be expanded uniformly in the circumferential direction, and the outer surface of the cylindrical body Can be appropriately brought into contact with the inner surface of the heat transfer tube to prevent the plug body from falling off the heat transfer tube. Moreover, after the expansion member is press-fitted into the plug body, the spiral protrusion bites into the inner surface of the tubular body, preventing the expansion member from falling off the plug body and preventing the plug body from falling off the heat transfer tube. can do.
また、第4の発明の伝熱管用施栓プラグは、第1〜第3のいずれか一つの発明において、前記プラグ本体は、前記筒状体の他端の外周に、前記伝熱管の外径よりも大きく張り出して形成されたフランジ部を有することを特徴とする。 The plug for a heat transfer tube according to a fourth aspect of the present invention is the plug according to any one of the first to third aspects, wherein the plug body is formed on the outer periphery of the other end of the cylindrical body from the outer diameter of the heat transfer tube. Has a flange portion formed to protrude greatly.
この伝熱管用施栓プラグによれば、フランジ部が伝熱管の開口部および管板の面に当接されるため、拡張部材の棒状体をプラグ本体の筒状体内に圧入する際にプラグ本体が伝熱管の奥に入り込む事態を防ぎ、プラグ本体を位置決めすることができる。 According to the plug for a heat transfer tube, the flange is brought into contact with the opening of the heat transfer tube and the surface of the tube plate. Therefore, when the rod body of the expansion member is press-fitted into the tubular body of the plug body, It is possible to prevent the situation of entering the back of the heat transfer tube and position the plug body.
また、第5の発明の伝熱管用施栓プラグは、第4の発明において、前記プラグ本体は、前記フランジ部の前記筒状体側に向く面に、前記伝熱管の内径以下であって前記伝熱管の外径以上の幅を有する溝が形成されていることを特徴とする。 The plug for a heat transfer tube according to a fifth aspect of the present invention is the plug according to the fourth aspect, wherein the plug body has an inner diameter equal to or less than an inner diameter of the heat transfer tube on a surface of the flange portion facing the cylindrical body. A groove having a width equal to or larger than the outer diameter is formed.
この伝熱管用施栓プラグによれば、フランジ部が伝熱管の開口部および管板の面に当接する際、溝により伝熱管の端部へのフランジ部の当接を避ける。このため、拡張部材の棒状体をプラグ本体の筒状体内に圧入する際に伝熱管に押圧力が掛かる事態を防ぎ、伝熱管への影響を抑制することができる。 According to this heat transfer tube plug, when the flange portion comes into contact with the opening portion of the heat transfer tube and the surface of the tube plate, the contact of the flange portion with the end portion of the heat transfer tube is avoided by the groove. For this reason, when the rod-shaped body of the expansion member is press-fitted into the cylindrical body of the plug main body, it is possible to prevent a situation in which a pressing force is applied to the heat transfer tube and to suppress the influence on the heat transfer tube.
また、第6の発明の伝熱管用施栓プラグは、第1〜第5のいずれか一つの発明において、前記拡張部材は、前記棒状体の基端に、前記伝熱管の外径よりも大きく張り出した係止部を有することを特徴とする。 In the heat transfer tube plug according to a sixth aspect of the present invention, in the first to fifth aspects of the invention, the expansion member projects at a base end of the rod-like body to be larger than an outer diameter of the heat transfer tube. It has the latching | locking part.
この伝熱管用施栓プラグによれば、拡張部材は、係止部がプラグ本体のフランジ部に当接して止まるまで圧入される。このため、拡張部材の棒状体がプラグ本体の筒状体に圧入されて筒状体の拡張が確実に行われていることを確認することができる。 According to the plug for heat transfer tube, the expansion member is press-fitted until the locking portion comes into contact with the flange portion of the plug body and stops. For this reason, it can be confirmed that the rod-like body of the expansion member is press-fitted into the tubular body of the plug main body and the tubular body is reliably expanded.
また、第7の発明の伝熱管用施栓プラグは、第6の発明において、前記拡張部材は、前記係止部に嵌合部が形成されていることを特徴とする。 According to a seventh aspect of the present invention, in the plug plug for heat transfer tubes according to the sixth aspect, the expansion member has a fitting portion formed in the locking portion.
この伝熱管用施栓プラグによれば、係止部に嵌合部を形成することで、嵌合部により取り付けた工具などにより拡張部材をプラグ本体から引き抜くことでプラグ本体を伝熱管から取り外すことができる。 According to this plug for heat transfer tubes, the plug body can be removed from the heat transfer tube by forming the fitting portion in the locking portion and pulling out the expansion member from the plug body with a tool attached by the fitting portion. it can.
また、第8の発明の伝熱管用施栓プラグは、第1〜第7のいずれか一つの発明において、前記プラグ本体は、前記筒状体の外面に、一端側から他端側にかけて凹凸部が形成されていることを特徴とする。 The plug for a heat transfer tube according to an eighth aspect of the present invention is the plug according to any one of the first to seventh aspects, wherein the plug body has an uneven portion from one end side to the other end side on the outer surface of the cylindrical body. It is formed.
この伝熱管用施栓プラグによれば、棒状体を筒状体に圧入した場合に、棒状体により筒状体が外側に押し広げられて拡張されて伝熱管の内面に押し付けられ、伝熱管を介した管板の弾性力により凹凸部の凸部が押し潰される。このため、プラグ本体の筒状体の外面を伝熱管の内面に対してより密着させることができ、伝熱管の開口部の施栓をより確実に行うことができる。 According to this plug for heat transfer tubes, when the rod-shaped body is press-fitted into the cylindrical body, the rod-shaped body is expanded outwardly by the rod-shaped body and is pressed against the inner surface of the heat transfer tube. The convex part of the concavo-convex part is crushed by the elastic force of the tube sheet. For this reason, the outer surface of the tubular body of the plug body can be more closely attached to the inner surface of the heat transfer tube, and the opening of the heat transfer tube can be more reliably plugged.
本発明によれば、応力腐食割れの発生を抑制することができる。 According to the present invention, the occurrence of stress corrosion cracking can be suppressed.
以下に、本発明に係る実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。また、下記実施形態における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。 Embodiments according to the present invention will be described below in detail with reference to the drawings. In addition, this invention is not limited by this embodiment. In addition, constituent elements in the following embodiments include those that can be easily replaced by those skilled in the art or those that are substantially the same.
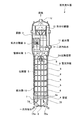
図1は、本実施形態に係る蒸気発生器の側断面概略図である。蒸気発生器1は、例えば、加圧水型原子炉(PWR:Pressurized Water Reactor)に用いられる。加圧水型原子炉は、原子炉冷却材および中性子減速材として軽水を使用している。加圧水型原子炉は、軽水を炉心全体にわたって沸騰しない高温高圧水としての一次冷却水を蒸気発生器1に送る。蒸気発生器1では、高温高圧の一次冷却水の熱を二次冷却水に伝え、二次冷却水に水蒸気を発生させる。そして、この水蒸気によりタービン発電機が回されて発電する。 FIG. 1 is a schematic side sectional view of a steam generator according to this embodiment. The steam generator 1 is used, for example, in a pressurized water reactor (PWR: Pressurized Water Reactor). The pressurized water reactor uses light water as a reactor coolant and neutron moderator. The pressurized water reactor sends primary cooling water to the steam generator 1 as high-temperature and high-pressure water that does not boil light water over the entire core. In the steam generator 1, the heat of the primary cooling water at high temperature and high pressure is transmitted to the secondary cooling water, and water vapor is generated in the secondary cooling water. Then, the steam generator is rotated by this steam to generate electricity.
蒸気発生器1は、上下方向に延在され、かつ密閉された中空円筒形状を成し、上半部に対して下半部が若干小径とされた胴部2を有している。胴部2は、その下半部内に、該胴部2の内壁面と所定間隔をもって配置された円筒形状を成す管群外筒3が設けられている。この管群外筒3は、その下端部が、胴部2の下半部内の下方に配置された管板4近傍まで延設されている。管群外筒3内には、伝熱管群5Aが設けられている。伝熱管群5Aは、逆U字形状をなす複数の伝熱管5から成る。各伝熱管5は、U字形状の円弧部を上方に向けて配置され、下端部が管板4の管穴4aに挿通固定されているとともに、中間部が複数の管支持板6を介して管群外筒3に支持されている。管支持板6は、多数の伝熱管挿通穴(図示せず)が形成されており、この伝熱管挿通穴に各伝熱管5が挿通されることで各伝熱管5を支持する。
The steam generator 1 has a hollow cylindrical shape that extends in the up-down direction and is hermetically sealed, and has a trunk portion 2 in which the lower half is slightly smaller in diameter than the upper half. The trunk portion 2 is provided with a tube group
胴部2は、その下端部に水室7が設けられている。水室7は、内部が隔壁8により入室7Aと出室7Bとに区画されている。入室7Aは、各伝熱管5の一端部が連通され、出室7Bは、各伝熱管5の他端部が連通されている。また、入室7Aは、胴部2の外部に通じる入口ノズル7Aaが形成され、出室7Bは、胴部2の外部に通じる出口ノズル7Baが形成されている。そして、入口ノズル7Aaは、加圧水型原子炉から一次冷却水が送られる冷却水配管(図示せず)が連結され、出口ノズル7Baは、熱交換された後の一次冷却水を加圧水型原子炉に送る冷却水配管(図示せず)が連結される。
The body 2 is provided with a
胴部2は、その上半部内に、給水を蒸気と熱水とに分離する気水分離器9、および分離された蒸気の湿分を除去して乾き蒸気に近い状態とする湿分分離器10が設けられている。気水分離器9と伝熱管群5Aとの間には、外部から胴部2内に二次冷却水の給水を行う給水管11が挿入されている。さらに、胴部2は、その上端部に、蒸気排出口12が形成されている。また、胴部2は、その下半部内に、給水管11からこの胴部2内に給水された二次冷却水を、胴部2と管群外筒3との間を流下させて管板4にて折り返させ、伝熱管群5Aに沿って上昇させる給水路13が形成されている。なお、蒸気排出口12は、タービンに蒸気を送る冷却水配管(図示せず)が連結され、給水管11は、タービンで使用された蒸気が復水器(図示せず)で冷却された二次冷却水を供給するための冷却水配管(図示せず)が連結される。
In the upper half of the body portion 2, an air-water separator 9 that separates feed water into steam and hot water, and a moisture separator that removes the moisture of the separated steam and makes it close to dry steam. 10 is provided. Between the steam / water separator 9 and the heat transfer tube group 5A, a water supply pipe 11 for supplying secondary cooling water from the outside into the body 2 is inserted. Furthermore, the trunk | drum 2 has the vapor |
このような蒸気発生器1では、加圧水型原子炉で加熱された一次冷却水は、入室7Aに送られ、多数の伝熱管5内を通って循環して出室7Bに至る。一方、復水器で冷却された二次冷却水は、給水管11に送られ、胴部2内の給水路13を通って伝熱管群5Aに沿って上昇する。このとき、胴部2内で、高温高圧の一次冷却水と二次冷却水との間で熱交換が行われる。そして、冷やされた一次冷却水は出室7Bから加圧水型原子炉に戻される。一方、高温高圧の一次冷却水と熱交換を行った二次冷却水は、胴部2内を上昇し、気水分離器9で蒸気と熱水とに分離される。そして、分離された蒸気は、湿分分離器10で湿分が除去されてからタービンに送られる。
In such a steam generator 1, the primary cooling water heated in the pressurized water reactor is sent to the
上述した蒸気発生器1は、その内部に収容された伝熱管5の側壁が許容限界を越えて劣化した場合、一次側から放射性の水が漏出して二次側の非放射性の水に混入するおそれがある。このため、劣化または劣化の可能性のある伝熱管5の端部を塞ぐことで、上記混入のおそれを防ぐ。また、上述した蒸気発生器1を交換し、使用済みの蒸気発生器1を保管または解体する場合、伝熱管5の端部を塞ぐことで、保管中や解体中の伝熱管5からの放射線の漏洩のおそれを防ぐ。このような、伝熱管5の端部を塞ぐための伝熱管用施栓プラグについて以下に説明する。
In the steam generator 1 described above, when the side wall of the
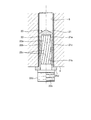
図2は、本実施形態に係る伝熱管用施栓プラグの側断面図、図3および図4は、本実施形態に係る伝熱管用施栓プラグの拡張部材の断面図、図5および図6は、本発明の実施形態に係る伝熱管用施栓プラグの取り付け手順を示す側断面図である。 FIG. 2 is a side sectional view of the plug for a heat transfer tube according to the present embodiment, FIGS. 3 and 4 are sectional views of an expansion member of the plug for a heat transfer tube according to the present embodiment, and FIGS. It is a sectional side view which shows the attachment procedure of the plug for heat exchanger tubes which concerns on embodiment of this invention.
図2に示すように、伝熱管用施栓プラグ20は、プラグ本体21と、拡張部材22とを有している。
As shown in FIG. 2, the heat
プラグ本体21は、図2に示すように、管板4の水室7側にて開口して設けられた伝熱管5に対して挿入可能なように、伝熱管5の内径よりも小さい外径で形成された筒状体21aをなす(図5参照)。また、プラグ本体21は、伝熱管5に挿入される先端側である筒状体21aの一端が閉塞して形成され、筒状体21aの他端が開放して形成されている。すなわち、プラグ本体21は、筒状体21aが、他端側が開口され一端側が閉塞された穴部を有する。このプラグ本体21は、筒状体21aの穴部の内径が、一端側から他端側に向けて大きく形成されている。このため、プラグ本体21は、筒状体21aの穴部の内面に、一端側から他端側に向けて大きくなるように傾斜する内テーパ部21bを有して形成されている。
As shown in FIG. 2, the
また、プラグ本体21は、図2に示すように、筒状体21aの外面が、一端側から他端側にかけて均一の外径に形成され、この外面に、周方向に連続するとともに長手方向に複数並設された凹凸部21cを有している。凹凸部21cは、凸部の外面が筒状体21aの外面と同径とされている。また、プラグ本体21は、筒状体21aの他端の外周に、挿入する伝熱管5の外径よりも外側に大きく張り出して形成されたフランジ部21dを有している(図5および図6参照)。フランジ部21dは、伝熱管5の開口部に向く内側面、およびその反対側となる外側面が平坦に形成されている。
Further, as shown in FIG. 2, the
このように構成されたプラグ本体21は、使用中の蒸気発生器1において用いることができるように、超耐熱性材料(例えば、インコネル(登録商標)TT690合金またはMA690合金)によって形成されている。
The
拡張部材22は、図2に示すように、プラグ本体21における筒状体21aの内部に挿入可能に形成される棒状体22aをなす(図6参照)。この棒状体22aは、筒状体21aに挿入される先端側が筒状体21aの他端の開口部の内径よりも小さい外径に形成され、かつ先端側が筒状体21aの途中から一端側に近づく内径よりも外径が大きく形成されている。また、棒状体22aは、基端側が筒状体21aの他端の開口部の内径よりも大きい外形に形成されている。また、棒状体22aの先端の外径は、筒状体21aの凹凸部21cが形成されている位置での筒状体21aの内径よりも大きく形成されている。このため、拡張部材22は、棒状体22aの外面に、先端側から基端側に向けて大きくなるように傾斜する外テーパ部22bを有して形成されている。すなわち、拡張部材22の棒状体22aは、プラグ本体21の筒状体21aに挿入された場合に筒状体21aを内側から押し広げて筒状体21aの外径を拡張するものである(図6参照)。なお、筒状体21aの内テーパ部21bの傾斜角度θ1よりも棒状体22aの外テーパ部22bの傾斜角度θ2が小さく形成されている。
As shown in FIG. 2, the
また、拡張部材22は、図2に示すように、棒状体22aの外面に、先端側から基端側にかけて外側に突出して棒状体22aの長手方向に螺旋状に延在する突条22cが形成されている。この突条22cは、図3および図4に示すように、棒状体22aの外面が突条22cの間で切削されて棒状体22aの外側に突出形成されている。図3では、突条22cの間が平坦に切削された例を示し、図4では、突条22cの間が凹曲に切削された例を示す。また、図3および図4では、突条22cの頂部が尖った状態として示しているが、突条22cの頂部は平坦状または円弧状に形成されていてもよい。なお、突条22cを有する場合、上述した外テーパ部22bは、突条22cの頂部を基に形成される。
Further, as shown in FIG. 2, the
また、拡張部材22は、図2に示すように、棒状体22aの基端に、伝熱管5の外径よりも外側に大きく張り出した係止部22dを有する(図6参照)。この係止部22dは、伝熱管5の開口部に向く内側面が平坦に形成されている。そして、拡張部材22をプラグ本体21の筒状体21a内に挿入した場合、係止部22dの平坦な内側面が、プラグ本体21のフランジ部21dの平坦な外側面に対面する(図6参照)。
Moreover, the
このように構成された拡張部材22は、使用中の蒸気発生器1において用いることができるように、高強度の耐食性材料(例えば、析出硬化型ステンレス鋼)によって形成されている。
The
このような伝熱管用施栓プラグ20は、図5に示すように、まず、プラグ本体21を伝熱管5に挿入し、フランジ部21dを伝熱管5の開口部および管板4の水室7側の面に当接させた状態で支持する。プラグ本体21を支持する方法は、図には明示しないが、例えば、フランジ部21dを管板4側に押し付ける機構などを適宜用いる。その後、図6に示すように拡張部材22の棒状体22aをプラグ本体21の筒状体21aの内部に圧入する。拡張部材22をプラグ本体21に圧入する方法は、図には明示しないが、例えば、係止部22dをプラグ本体21側に押圧する油圧機構などを適宜用いる。そして、拡張部材22の棒状体22aをプラグ本体21の筒状体21aの内部に圧入することで、棒状体22aの外径と筒状体21aの内径との関係において、棒状体22aにより筒状体21aが外側に押し広げられて筒状体21aの外形が拡張される。このため、筒状体21aの外面が伝熱管5の内面に押し付けられ、伝熱管5を介した管板4の弾性力により凹凸部21cの凸部が押し潰され、プラグ本体21によって伝熱管5の開口部が施栓されて閉塞される。しかも、プラグ本体21の筒状体21aは、拡張部材22の棒状体22aにより閉塞される。
As shown in FIG. 5, such a heat
このように、本実施形態の伝熱管用施栓プラグ20は、蒸気発生器1における管板4に挿入固定された伝熱管5の開口部を施栓して塞ぐための伝熱管用施栓プラグ20であって、伝熱管5に挿入可能な外径に形成された筒状体21aをなし、伝熱管5に挿入される先端側となる筒状体21aの一端が閉塞し筒状体21aの他端が開放して形成され、かつ筒状体21aの内径が一端側から他端側に向けて大きく形成されたプラグ本体21と、プラグ本体21における筒状体21aの内部に挿入可能に形成される棒状体22aをなし、筒状体21aに挿入される先端側が筒状体21aの一端側に近づく内径よりも外径が大きく形成されて、筒状体21aに挿入された場合に筒状体21aの外形を拡張する拡張部材22と、を備える。
Thus, the heat transfer tube plug 20 of the present embodiment is a heat
この伝熱管用施栓プラグ20によれば、プラグ本体21の筒状体21aの内径を閉塞された一端側から開放された他端側に向けて大きく形成している。このため、プラグ本体21の製造時に筒状体21aの内面を切削により加工することが可能であり、従来のような塑性変形させる冷間加工を用いることがない。そして、プラグ本体21の筒状体21aが塑性変形するのは、拡張部材22の棒状体22aを筒状体21aに圧入したときのみである。この結果、応力腐食割れの要因となる塑性変形をプラグ本体21に対して多重に生じさせることがないため、プラグ本体21の応力腐食割れ感受性を下げ、応力腐食割れの発生を抑制することができる。
According to the heat
ここで、図7に本実施形態に係る伝熱管用施栓プラグの製造工程を示す。図7に示すように、本実施形態の伝熱管用施栓プラグ20は、図7(a)に示す柱状部材に、図7(b)に示すように、筒状体21aの内面(内テーパ部21b)となる穴を切削により加工する。その後、図7(c)に示すように、凹凸部21cおよびフランジ部21dを切削により加工する。一方、従来の伝熱管用施栓プラグは(例えば、特許文献1参照)、図には明示しないが、例えば、柱状部材に、内径が均一の穴を切削により加工し、かつ閉塞された一端側よりも開放された他端側の外径(厚さ)が大きくなるように切削により加工する。その後、加工された穴内に拡張部材を入れる。その後、穴の開放側の内径を狭めるように閉塞された他端側を内側に絞って塑性変形させる。その後、プラグ本体の外形および内形の一部を切削により加工する。この従来の伝熱管用施栓プラグは、拡張部材をプラグ本体の開放側に引くことでプラグ本体を拡張させるもので、このときにプラグ本体は塑性変形する。このように、本実施形態の伝熱管用施栓プラグ20は、製造時に塑性変形を生じさせず、従来の伝熱管用施栓プラグは、製造時に塑性変形を生じさせている。このため、本実施形態の伝熱管用施栓プラグ20は、従来の伝熱管用施栓プラグに比較して応力腐食割れの要因となる塑性変形をプラグ本体21に対して多重に生じさせることがないため、プラグ本体21の応力腐食割れ感受性を下げ、応力腐食割れの発生を抑制することができるものである。
Here, the manufacturing process of the plug for heat transfer tubes according to the present embodiment is shown in FIG. As shown in FIG. 7, the plug for a
また、本実施形態の伝熱管用施栓プラグ20では、プラグ本体21は、筒状体21aの内面に、一端側から他端側に向けて内径が大きくなるように傾斜する内テーパ部21bを有して形成され、拡張部材22は、棒状体22aの外面に、先端側から基端側に向けて外径が大きく形成され、かつ棒状体22aの外面に、先端側から基端側に向けて外径が大きくなるように傾斜する外テーパ部22bを有して形成されていることが好ましい。
In the heat transfer tube plug 20 of the present embodiment, the
この伝熱管用施栓プラグ20によれば、棒状体22aを筒状体21aに圧入した場合に棒状体22aの外テーパ部22bを筒状体21aの内テーパ部21bに密着させることができる。このため、筒状体21aを一端側から後端側にかけて外形を拡張することができ、筒状体21aの外面を伝熱管5の内面に適宜接触させ、伝熱管5からのプラグ本体21の脱落を防止することができる。しかも、棒状体22aの外テーパ部22bを筒状体21aの内テーパ部21bに密着させることで、筒状体21aの内部が閉塞されるため、塑性変形した部分が蒸気発生器1内の一次冷却水に接触することがなく、塑性変形した部分が一次冷却水により影響を受ける事態を防ぐことができる。
According to the
また、本実施形態の伝熱管用施栓プラグ20では、拡張部材22は、棒状体22aの外面に、先端側から基端側にかけて外側に突出する螺旋状の突条22cが形成されていることが好ましい。
Further, in the heat transfer tube plug 20 of the present embodiment, the
この伝熱管用施栓プラグ20によれば、拡張部材22は、螺旋状の突条22cに沿って回転しながら圧入されるため、筒状体21aを周方向で均等に拡張させることができ、筒状体21aの外面を伝熱管5の内面に適宜接触させ、伝熱管5からのプラグ本体21の脱落を防止することができる。しかも、拡張部材22をプラグ本体21に圧入した後は、螺旋状の突条22cが筒状体21aの内面に食い込むため拡張部材22がプラグ本体21から脱落する事態を防止し、伝熱管5からのプラグ本体21の脱落を防止することができる。
According to the heat
また、本実施形態の伝熱管用施栓プラグ20では、プラグ本体21は、筒状体21aの他端の外周に、伝熱管5の外径よりも大きく張り出して形成されたフランジ部21dを有することが好ましい。
Further, in the heat transfer tube plug 20 of the present embodiment, the
この伝熱管用施栓プラグ20によれば、フランジ部21dが伝熱管5の開口部および管板4の水室7側の面に当接されるため、拡張部材22の棒状体22aをプラグ本体21の筒状体21a内に圧入する際にプラグ本体21が伝熱管5の奥に入り込む事態を防ぎ、プラグ本体21を位置決めすることができる。
According to the heat
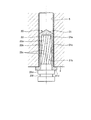
また、本実施形態の伝熱管用施栓プラグ20では、図8の本実施形態に係る伝熱管用施栓プラグの他の例を示す側断面図に示すように、プラグ本体21は、フランジ部21dの筒状体21a側に向く内側面に、伝熱管5の内径以下であって伝熱管5の外径以上の幅を有する溝21eが形成されていることが好ましい。
Further, in the heat transfer tube plug plug 20 of the present embodiment, as shown in a side sectional view showing another example of the heat transfer tube plug plug according to the present embodiment of FIG. It is preferable that a
この伝熱管用施栓プラグ20によれば、フランジ部21dが伝熱管5の開口部および管板4の水室7側の面に当接する際、溝21eにより伝熱管5の端部へのフランジ部21dの当接を避ける。このため、拡張部材22の棒状体22aをプラグ本体21の筒状体21a内に圧入する際に伝熱管5に押圧力が掛かる事態を防ぎ、伝熱管5への影響を抑制することができる。なお、溝21eは、図5のようにプラグ本体21を伝熱管5に挿入した拡張前の状態において、伝熱管5に接触することがないように形成され、かつ図8に示すように、プラグ本体21を拡張した後においても伝熱管5に接触することがないように形成される。従って、溝21eは、筒状体21aの開放する他端の外面から、拡張後に伝熱管5の外径以上に至る幅を有することが好ましい。
According to this heat
また、本実施形態の伝熱管用施栓プラグ20では、拡張部材22は、棒状体22aの基端に、伝熱管5の外径よりも大きく張り出した係止部22dを有することが好ましい。
Further, in the heat transfer tube plug 20 of the present embodiment, the
この伝熱管用施栓プラグ20によれば、拡張部材22は、係止部22dの内側面がプラグ本体21のフランジ部21dの外側面に対面し、内側面が外側面に当接して止まるまで圧入される。このため、拡張部材22の棒状体22aがプラグ本体21の筒状体21aに圧入されて筒状体21aの拡張が確実に行われていることを確認することができる。
According to the heat
また、本実施形態の伝熱管用施栓プラグ20では、図9および図10の本実施形態に係る伝熱管用施栓プラグの他の例を示す側断面図に示すように、拡張部材22は、係止部22dに嵌合部22e,22fが形成されていることが好ましい。
Further, in the heat transfer tube plug plug 20 of the present embodiment, as shown in the side sectional views showing other examples of the heat transfer tube plug plug according to the present embodiment of FIGS. It is preferable that
図9で示す嵌合部22eは雄ネジとして構成されている。この嵌合部22eは、雄ネジに螺合する雌ネジを有する工具(図示せず)が取り付け可能となる。また、図10で示す嵌合部22fは、周状に形成された凹溝として構成されている。この嵌合部22fは、凹溝に嵌合する爪部材を有する工具(図示せず)が取り付け可能となる。従って、係止部22dに嵌合部22e,22fを形成することで、取り付けた工具により拡張部材22をプラグ本体21から引き抜くことでプラグ本体21を伝熱管5から取り外すことができる。
The
また、本実施形態の伝熱管用施栓プラグ20では、プラグ本体21は、筒状体21aの外面に、一端側から他端側にかけて凹凸部21cが形成されていることが好ましい。
Moreover, in the heat transfer tube plug plug 20 of the present embodiment, the
この伝熱管用施栓プラグ20によれば、棒状体22aを筒状体21aに圧入した場合に、棒状体22aにより筒状体21aが外側に押し広げられて拡張されて伝熱管5の内面に押し付けられ、伝熱管5を介した管板4の弾性力により凹凸部21cの凸部が押し潰される。このため、プラグ本体21の筒状体21aの外面を伝熱管5の内面に対してより密着させることができ、伝熱管5の開口部の施栓をより確実に行うことができる。
According to this heat
1 蒸気発生器
4 管板
5 伝熱管
20 伝熱管用施栓プラグ
21 プラグ本体
21a 筒状体
21b 内テーパ部
21c 凹凸部
21d フランジ部
21e 溝
22 拡張部材
22a 棒状体
22b 外テーパ部
22c 突条
22d 係止部
22e,22f 嵌合部
DESCRIPTION OF SYMBOLS 1
Claims (8)
前記伝熱管に挿入可能な外径に形成された筒状体をなし、前記伝熱管に挿入される先端側となる前記筒状体の一端が閉塞し前記筒状体の他端が開放して形成され、かつ前記筒状体の内径が一端側から他端側に向けて大きく形成されたプラグ本体と、
前記プラグ本体における前記筒状体の内部に挿入可能に形成される棒状体をなし、前記筒状体に挿入される先端側が前記筒状体の一端側に近づく内径よりも外径が大きく形成されて、前記筒状体に挿入された場合に前記筒状体の外径を拡張する拡張部材と、
を備えることを特徴とする伝熱管用施栓プラグ。 A heat transfer tube plug for plugging and closing an opening of a heat transfer tube inserted and fixed to a tube plate in a steam generator,
A cylindrical body having an outer diameter that can be inserted into the heat transfer tube is formed, and one end of the cylindrical body on the tip side inserted into the heat transfer tube is closed and the other end of the cylindrical body is opened. A plug main body that is formed and has an inner diameter that is increased from one end to the other end; and
The plug body has a rod-like body formed so as to be insertable inside the cylindrical body, and has an outer diameter larger than an inner diameter in which a distal end side inserted into the cylindrical body approaches one end side of the cylindrical body. An expansion member that expands the outer diameter of the cylindrical body when inserted into the cylindrical body,
A plug for heat transfer tubes, comprising:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013060435A JP2014185805A (en) | 2013-03-22 | 2013-03-22 | Stopper-executed plug for heat exchanger tube |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013060435A JP2014185805A (en) | 2013-03-22 | 2013-03-22 | Stopper-executed plug for heat exchanger tube |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014185805A true JP2014185805A (en) | 2014-10-02 |
Family
ID=51833539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013060435A Pending JP2014185805A (en) | 2013-03-22 | 2013-03-22 | Stopper-executed plug for heat exchanger tube |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014185805A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017203484A (en) * | 2016-05-11 | 2017-11-16 | 株式会社 加島 | Plug body |
| CN110553535A (en) * | 2019-10-16 | 2019-12-10 | 广州冠研液压密封有限公司 | pipe plug inner pipe with good plugging effect |
| CN110822980A (en) * | 2019-11-18 | 2020-02-21 | 广州冠研液压密封有限公司 | Pipe plug capable of preventing fragmentation |
| CN112254568A (en) * | 2020-09-30 | 2021-01-22 | 扬中申扬换热设备有限公司 | Catalyst overflow prevention device |
-
2013
- 2013-03-22 JP JP2013060435A patent/JP2014185805A/en active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017203484A (en) * | 2016-05-11 | 2017-11-16 | 株式会社 加島 | Plug body |
| CN110553535A (en) * | 2019-10-16 | 2019-12-10 | 广州冠研液压密封有限公司 | pipe plug inner pipe with good plugging effect |
| CN110822980A (en) * | 2019-11-18 | 2020-02-21 | 广州冠研液压密封有限公司 | Pipe plug capable of preventing fragmentation |
| CN112254568A (en) * | 2020-09-30 | 2021-01-22 | 扬中申扬换热设备有限公司 | Catalyst overflow prevention device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014185805A (en) | Stopper-executed plug for heat exchanger tube | |
| US8640337B2 (en) | Pipe expansion method | |
| EP2832468B1 (en) | Tube expansion method | |
| JP5713731B2 (en) | Heat transfer tube plug mounting device and heat transfer tube plug method | |
| EP2832467B1 (en) | Tube expansion method | |
| JP5689341B2 (en) | Double tube heat exchanger and method for manufacturing the same | |
| JP5180597B2 (en) | Steam generator manufacturing method and heat transfer tube insertion jig | |
| CN203718276U (en) | Drawing core expansion type mechanical end cap for heat transfer pipe | |
| CN104534453A (en) | Cold wall type high-temperature and high-pressure superheater | |
| US20140053555A1 (en) | Heat transfer tube repairing apparatus and method and steam generator | |
| CN210035448U (en) | Coil assembly for steam generator | |
| JP2013158823A (en) | Inspection hole closure structure and repairing method of inspection hole closure structure | |
| CN109883240B (en) | A kind of high-temperature cooler circular cross-section shell structure and its design method | |
| RU2693713C1 (en) | Method of connecting pipes with heat exchanger collector | |
| WO2012066945A1 (en) | Pipe expansion tool | |
| RU2655553C1 (en) | Method of connecting pipes with tubular grids and manifolds heat exchangers equipment | |
| JPS61254830A (en) | Method for pressure test on blind plug section of heat transferring pipe of heat exchanger | |
| KR200459527Y1 (en) | Insert Plug Structure for Heat Exchange Tube | |
| CN103286231A (en) | Thick-wall nickel base alloy heat exchanging tube and nickel base alloy tube plate expanding-connecting technology | |
| CN217187921U (en) | Gasifier | |
| CN208138689U (en) | A kind of heat exchangers for district heating and its effective plug that exchanges heat | |
| CN213687986U (en) | Box collecting device for coiled pipe high-pressure heater | |
| JP2011133216A (en) | Heat exchanger | |
| JP2013234695A (en) | Pipe plug, pipe plugging method and heat exchanger | |
| Kima | Tube Repair Criteria for Heat Exchangers with U-Tubes Applying USNRC Reg. Guide 1.121 |