JP2014114331A - Adhesive sheet - Google Patents
Adhesive sheet Download PDFInfo
- Publication number
- JP2014114331A JP2014114331A JP2012267454A JP2012267454A JP2014114331A JP 2014114331 A JP2014114331 A JP 2014114331A JP 2012267454 A JP2012267454 A JP 2012267454A JP 2012267454 A JP2012267454 A JP 2012267454A JP 2014114331 A JP2014114331 A JP 2014114331A
- Authority
- JP
- Japan
- Prior art keywords
- sensitive adhesive
- pressure
- adhesive sheet
- fibrous
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Abstract
Description
本発明は、粘着シートに関する。より詳細には、通気性基材を用いた粘着シートに関する。 The present invention relates to an adhesive sheet. More specifically, the present invention relates to an adhesive sheet using a breathable substrate.
医療、衛生材料用粘着シートなどとして、通気性粘着シートが広く用いられている(例えば、特許文献1参照)。 Breathable pressure-sensitive adhesive sheets are widely used as medical and sanitary material pressure-sensitive adhesive sheets (see, for example, Patent Document 1).
上記通気性粘着シートとしては、例えば、ポリプロピレンや軟質ポリ塩化ビニルからなるプラスチックフィルム等を基材とした粘着シートに機械加工によって通気孔を設けた通気性粘着シートや、布や不織布などの通気性基材に粘着剤をストライプ状に塗布した通気性粘着シートなどの比較的大きな通気孔を有する通気性粘着シートが知られている。粘着剤は小さな圧力で流動しやすいため、時間の経過とともに粘着剤が流動して通気孔に流れ込むことがある。これらの通気性粘着シートは、一部の通気孔が塞がれても一定以上の通気性を確保することができるが、通気性が不均一となる場合があった。 Examples of the breathable pressure-sensitive adhesive sheet include a breathable pressure-sensitive adhesive sheet in which a vent is formed by machining on a pressure-sensitive adhesive sheet made of a plastic film made of polypropylene or soft polyvinyl chloride, or a breathable material such as cloth or nonwoven fabric. A breathable pressure-sensitive adhesive sheet having a relatively large vent, such as a breathable pressure-sensitive adhesive sheet in which a pressure-sensitive adhesive is applied to a substrate in a stripe shape, is known. Since the pressure-sensitive adhesive is easy to flow at a small pressure, the pressure-sensitive adhesive may flow and flow into the vent hole over time. These breathable pressure-sensitive adhesive sheets can ensure a certain level of breathability even when some of the vent holes are blocked, but the breathability may be uneven.
これに対して、近年、自動車、建築、家庭用電化製品などの様々な分野で、より均一な通気性を有する粘着テープが要求されてきている。 On the other hand, in recent years, pressure-sensitive adhesive tapes having more uniform air permeability have been required in various fields such as automobiles, architecture, and household appliances.
通気性がより均一な通気性粘着シートとしては、通気性基材にホットメルト型粘着剤をスプレー塗布した通気性粘着シートが提案されている。しかし、該通気性粘着シートでも、製造直後は通気性が均一であっても、時間の経過とともに粘着剤が流動して一部の通気孔を塞ぎ、通気性が変化する場合があり、時間が経過した後の均一な通気性の点では未だ不十分であった。特に、高温(例えば、40℃以上など)で保存された場合や、圧力が加えられた場合には、通気性が変化しやすかった。 As a breathable pressure-sensitive adhesive sheet having more uniform breathability, a breathable pressure-sensitive adhesive sheet in which a hot-melt pressure-sensitive adhesive is spray-coated on a breathable base material has been proposed. However, even with the breathable pressure-sensitive adhesive sheet, even if the breathability is uniform immediately after production, the pressure-sensitive adhesive may flow over time to block some of the vents, and the breathability may change. In terms of uniform air permeability after the passage, it was still insufficient. In particular, when stored at a high temperature (for example, 40 ° C. or higher) or when pressure is applied, the air permeability is likely to change.
従って、本発明の目的は、時間が経過しても通気性が変化しにくく、通気性が均一な粘着シートを提供することにある。特に、高温で保存された場合や、圧力が加えられた場合でも、通気性が変化しにくく、通気性が均一な粘着シートを提供することにある。なお、本明細書において、「通気性」とは、空気などの気体、湿気、微小な物質などを通す性質をいう。 Accordingly, an object of the present invention is to provide a pressure-sensitive adhesive sheet that is less likely to change air permeability even with time and has uniform air permeability. In particular, an object of the present invention is to provide a pressure-sensitive adhesive sheet having a uniform air permeability even when stored at a high temperature or when pressure is applied. In the present specification, “breathability” refers to a property of passing a gas such as air, moisture, a minute substance, or the like.
本発明者は、上記目的を達成するため鋭意検討した結果、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、特定のホットメルト型粘着剤をスプレー塗布することにより形成された繊維状粘着剤層を有することにより、時間が経過しても通気性が変化しにくく、通気性が均一な粘着シートが得られることを見出し、本発明を完成した。 As a result of intensive studies to achieve the above object, the present inventor was formed by spraying a specific hot melt pressure-sensitive adhesive on at least one surface of a substrate including a nonwoven fabric and / or a porous film. It has been found that by having a fibrous pressure-sensitive adhesive layer, an air-permeable pressure-sensitive adhesive sheet can be obtained that is less likely to change over time, and the present invention has been completed.
すなわち、本発明は、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型紫外線硬化性アクリル系粘着剤又はホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後紫外線照射して形成された、ゲル分率35〜90%の繊維状粘着剤層を有することを特徴とする粘着シートを提供する。 That is, the present invention is a method in which a hot-melt ultraviolet curable acrylic pressure-sensitive adhesive or a hot-melt ultraviolet curable urethane pressure-sensitive adhesive is spray-coated on at least one surface of a substrate including a nonwoven fabric and / or a porous film. Provided is a pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer formed by ultraviolet irradiation and having a gel fraction of 35 to 90%.
また、本発明は、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、スチレン−イソプレン−スチレンブロック共重合体100重量部に対して、温度23℃で固体の粘着付与剤を20〜150重量部、温度23℃で液体の粘着付与剤を20〜90重量部含むホットメルト型スチレン−イソプレン−スチレン系粘着剤をスプレー塗布して形成された繊維状粘着剤層を有することを特徴とする粘着シートを提供する。 The present invention also provides a solid tackifier at a temperature of 23 ° C. with respect to 100 parts by weight of a styrene-isoprene-styrene block copolymer on at least one surface of a substrate including a nonwoven fabric and / or a porous film. It has a fibrous pressure-sensitive adhesive layer formed by spray-coating a hot-melt styrene-isoprene-styrene pressure-sensitive adhesive containing 20 to 150 parts by weight of a liquid tackifier at a temperature of 23 ° C. and 20 to 90 parts by weight. A pressure-sensitive adhesive sheet is provided.
また、本発明は、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型粘着剤をスプレー塗布して形成された繊維状粘着剤層を有し、下記の試験において測定される粘着シートがずれた距離が0.1mm未満であることを特徴とする粘着シートを提供する。
試験:ステンレス板の片面の下端に、上記粘着シートの繊維状粘着剤層と上記ステンレス板との貼り付け面積が200mm2(長さ20mm×幅10mm)となるように貼り合わせ、2kgローラーを1往復させて圧着する。その後、50℃下で0.5時間放置し、上記粘着シートと上記ステンレス板との貼り付け面が鉛直方向となるように、上記粘着シート及び上記ステンレス板を設置し、上記粘着シートに重さ100gのおもりを鉛直方向に垂れ下がるように吊るし、温度50℃で120分静置した後に、上記粘着シートがずれた距離を測定する。
Further, the present invention has a fibrous pressure-sensitive adhesive layer formed by spray-coating a hot-melt pressure-sensitive adhesive on at least one surface of a base material including a nonwoven fabric and / or a porous film. The pressure-sensitive adhesive sheet is characterized in that the distance of the pressure-sensitive adhesive sheet to be measured is less than 0.1 mm.
Test: Bonded to the lower end of one surface of the stainless steel plate so that the adhesive area between the fibrous pressure-sensitive adhesive layer of the adhesive sheet and the stainless steel plate is 200 mm 2 (length 20 mm × width 10 mm). Reciprocate and crimp. Then, it is left at 50 ° C. for 0.5 hours, and the pressure-sensitive adhesive sheet and the stainless steel plate are installed so that the adhesive surface of the pressure-sensitive adhesive sheet and the stainless steel plate is in the vertical direction, and the weight of the pressure-sensitive adhesive sheet is reduced. A weight of 100 g is hung so as to hang down in the vertical direction, and after standing at a temperature of 50 ° C. for 120 minutes, the distance by which the pressure-sensitive adhesive sheet is displaced is measured.
本発明の粘着シートは、上記構成を有するため、時間が経過しても通気性が変化しにくく、均一な通気性を有する。 Since the pressure-sensitive adhesive sheet of the present invention has the above-described configuration, the air permeability is not easily changed over time, and the air permeability is uniform.
[粘着シート]
本発明の粘着シートは、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型紫外線硬化性アクリル系粘着剤をスプレー塗布した後紫外線照射して形成された繊維状粘着剤層を有する粘着シート、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後紫外線照射して形成された繊維状粘着剤層を有する粘着シート、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、スチレン−イソプレン−スチレンブロック共重合体(SISブロック共重合体)100重量部に対して、温度23℃で固体の粘着付与剤を20〜150重量部、温度23℃で液体の粘着付与剤を20〜90重量部含むホットメルト型スチレン−イソプレン−スチレン系粘着剤(SIS系粘着剤)をスプレー塗布して形成された繊維状粘着剤層を有する粘着シート、及び/又は不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型粘着剤をスプレー塗布して形成された繊維状粘着剤層を有し、下記の<試験>において測定される粘着シートがずれた距離が0.1mm未満である粘着シートである。
[Adhesive sheet]
The pressure-sensitive adhesive sheet of the present invention is a fibrous pressure-sensitive adhesive formed by spray-coating a hot-melt type UV-curable acrylic pressure-sensitive adhesive on at least one surface of a substrate including a nonwoven fabric and / or a porous film and then irradiating with ultraviolet rays. Fibrous adhesive formed by spraying a hot-melt ultraviolet curable urethane-based adhesive on at least one surface of a base material including a pressure-sensitive adhesive sheet, a nonwoven fabric and / or a porous film, and then irradiating with ultraviolet rays The temperature is 23 with respect to 100 parts by weight of a styrene-isoprene-styrene block copolymer (SIS block copolymer) on at least one surface of a base material including a pressure-sensitive adhesive sheet, a nonwoven fabric and / or a porous film. Hot melt containing 20 to 150 parts by weight of a solid tackifier at 20 ° C. and 20 to 90 parts by weight of a liquid tackifier at a temperature of 23 ° C. At least one of a pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer formed by spray-coating a styrene-isoprene-styrene-based pressure-sensitive adhesive (SIS pressure-sensitive adhesive) and / or a substrate including a nonwoven fabric and / or a porous film A pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer formed by spray-coating a hot-melt pressure-sensitive adhesive on the surface, and having a distance shifted by a pressure-sensitive adhesive sheet measured in the following <Test> of less than 0.1 mm is there.
本明細書において、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型紫外線硬化性アクリル系粘着剤をスプレー塗布した後紫外線照射して形成された繊維状粘着剤層を有する粘着シートを、「本発明のアクリル系粘着シート」と称する場合がある。本発明のアクリル系粘着シートにおける繊維状粘着剤層を「繊維状粘着剤層A」と、本発明のアクリル系粘着シートにおける基材を「基材A」と称する場合がある。不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後紫外線照射して形成された繊維状粘着剤層を有する粘着シートを、「本発明のウレタン系粘着シート」と称する場合がある。本発明のウレタン系粘着シートにおける繊維状粘着剤層を、「繊維状粘着剤層B」と、本発明のウレタン系粘着シートにおける基材を「基材B」と称する場合がある。不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、SISブロック共重合体100重量部に対して、温度23℃で固体の粘着付与剤を20〜150重量部、温度23℃で液体の粘着付与剤を20〜90重量部含むホットメルト型SIS系粘着剤をスプレー塗布して形成された繊維状粘着剤層を有する粘着シートを、「本発明のSIS系粘着シート」と称する場合がある。本発明のSIS系粘着シートにおける繊維状粘着剤層を、「繊維状粘着剤層C」と、本発明のSIS系粘着シートにおける基材を「基材C」と称する場合がある。本明細書において「粘着シート」という場合には、テープ状のもの、即ち、「粘着テープ」も含むものとする。 In the present specification, a fibrous pressure-sensitive adhesive layer formed by spraying a hot-melt type ultraviolet curable acrylic pressure-sensitive adhesive on at least one surface of a substrate including a nonwoven fabric and / or a porous film and then irradiating with ultraviolet rays The pressure-sensitive adhesive sheet having the above may be referred to as “the acrylic pressure-sensitive adhesive sheet of the present invention”. The fibrous pressure-sensitive adhesive layer in the acrylic pressure-sensitive adhesive sheet of the present invention may be referred to as “fibrous pressure-sensitive adhesive layer A”, and the base material in the acrylic pressure-sensitive adhesive sheet of the present invention may be referred to as “base material A”. A pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer formed by spraying a hot-melt type ultraviolet curable urethane-based pressure-sensitive adhesive on at least one surface of a substrate including a nonwoven fabric and / or a porous film and then irradiating with ultraviolet rays , Sometimes referred to as “the urethane-based pressure-sensitive adhesive sheet of the present invention”. The fibrous pressure-sensitive adhesive layer in the urethane-based pressure-sensitive adhesive sheet of the present invention may be referred to as “fibrous pressure-sensitive adhesive layer B”, and the substrate in the urethane-based pressure-sensitive adhesive sheet of the present invention may be referred to as “base material B”. 20 to 150 parts by weight of a solid tackifier at a temperature of 23 ° C. and at a temperature of 23 ° C. with respect to 100 parts by weight of the SIS block copolymer on at least one surface of a substrate including a nonwoven fabric and / or a porous film. When the pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer formed by spraying a hot melt type SIS pressure-sensitive adhesive containing 20 to 90 parts by weight of a liquid tackifier is referred to as “the SIS pressure-sensitive adhesive sheet of the present invention” There is. The fibrous pressure-sensitive adhesive layer in the SIS pressure-sensitive adhesive sheet of the present invention may be referred to as “fibrous pressure-sensitive adhesive layer C”, and the base material in the SIS-based pressure-sensitive adhesive sheet of the present invention may be referred to as “base material C”. In the present specification, the term “adhesive sheet” includes a tape-shaped material, that is, “adhesive tape”.
[本発明のアクリル系粘着シート]
本発明のアクリル系粘着シートは、不織布及び/又は多孔質フィルムを含む基材Aの少なくとも一方の表面に、ホットメルト型紫外線硬化性アクリル系粘着剤をスプレー塗布した後紫外線照射することにより形成された繊維状粘着剤層(繊維状粘着剤層A)を有する。
[Acrylic pressure-sensitive adhesive sheet of the present invention]
The acrylic pressure-sensitive adhesive sheet of the present invention is formed by spraying a hot-melt ultraviolet curable acrylic pressure-sensitive adhesive on at least one surface of the substrate A including a nonwoven fabric and / or a porous film and then irradiating with ultraviolet rays. A fibrous pressure-sensitive adhesive layer (fibrous pressure-sensitive adhesive layer A).
(繊維状粘着剤層A)
上記ホットメルト型紫外線硬化性アクリル系粘着剤(加熱溶融型紫外線硬化性アクリル系粘着剤)は、紫外線照射により硬化するホットメルト型アクリル系粘着剤である。すなわち、上記ホットメルト型紫外線硬化性アクリル系粘着剤は、アクリル系ポリマーを含み、紫外線照射により硬化するホットメルト型粘着剤である。上記ホットメルト型紫外線硬化性アクリル系粘着剤は、必要に応じて、さらに、光重合開始剤、架橋剤、添加剤を含有していてもよい。上記アクリル系ポリマーは、単独で又は2種以上を組み合わせて使用できる。
(Fibrous pressure-sensitive adhesive layer A)
The hot-melt type ultraviolet curable acrylic pressure-sensitive adhesive (heat-melting type ultraviolet curable acrylic pressure-sensitive adhesive) is a hot-melt type acrylic pressure-sensitive adhesive that is cured by ultraviolet irradiation. That is, the hot-melt type ultraviolet curable acrylic pressure-sensitive adhesive is a hot-melt type pressure-sensitive adhesive that contains an acrylic polymer and is cured by ultraviolet irradiation. The hot-melt ultraviolet curable acrylic pressure-sensitive adhesive may further contain a photopolymerization initiator, a crosslinking agent, and an additive as necessary. The said acrylic polymer can be used individually or in combination of 2 or more types.
上記アクリル系ポリマーとしては、特に限定されないが、例えば、(メタ)アクリル酸エステルを含むモノマー成分から構成されたポリマーが挙げられる。上記(メタ)アクリル酸エステルとしては、特に限定されないが、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸イソブチルなどの直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステル[好ましくは炭素数が1〜20である直鎖又は分岐鎖状のアルキル基を有する(メタ)アクリル酸アルキルエステルなど]などが挙げられる。 Although it does not specifically limit as said acrylic polymer, For example, the polymer comprised from the monomer component containing (meth) acrylic acid ester is mentioned. Although it does not specifically limit as said (meth) acrylic acid ester, For example, linear or branched, such as methyl (meth) acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, and isobutyl (meth) acrylate (Meth) acrylic acid alkyl ester having a chain alkyl group [preferably a (meth) acrylic acid alkyl ester having a linear or branched alkyl group having 1 to 20 carbon atoms] and the like.
上記モノマー成分は、特に限定されないが、例えば、さらに、(メタ)アクリル酸、イタコン酸などのカルボキシル基含有モノマー;上記カルボキシル基含有モノマーの酸無水物(酸無水物基含有モノマー);(メタ)アクリル酸2−ヒドロキシエチルなどのヒドロキシル基(水酸基)含有モノマー;(メタ)アクリルアミドなどのアミド基含有モノマー;アミノ基含有モノマー;エポキシ基含有モノマー;シアノ基含有モノマー;スルホン酸基含有モノマー;リン酸基含有モノマー;イミド基含有モノマー;イソシアネート基含有モノマー;ヘキサンジオールジ(メタ)アクリレート、アリル(メタ)アクリレート、ビニル(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエステル(メタ)アクリレート、ウレタン(メタ)アクリレート、不飽和二重結合を2個以上有するモノマーなどの多官能モノマー(多官能性モノマー)などを含んでいてもよい。上記モノマー成分は、単独で又は二以上を組み合わせて使用できる。 The monomer component is not particularly limited, and, for example, further, a carboxyl group-containing monomer such as (meth) acrylic acid or itaconic acid; an acid anhydride (acid anhydride group-containing monomer) of the carboxyl group-containing monomer; Hydroxyl group (hydroxyl group) -containing monomers such as 2-hydroxyethyl acrylate; Amide group-containing monomers such as (meth) acrylamide; Amino group-containing monomers; Epoxy group-containing monomers; Cyano group-containing monomers; Group-containing monomer; imide group-containing monomer; isocyanate group-containing monomer; hexanediol di (meth) acrylate, allyl (meth) acrylate, vinyl (meth) acrylate, epoxy (meth) acrylate, polyester (meth) acrylate, urethane (meth) A Relate, polyfunctional monomer (polyfunctional monomer) such as a monomer having two or more unsaturated double bonds may contain like. The said monomer component can be used individually or in combination of 2 or more.
なお、「(メタ)アクリル」とは、「アクリル」及び/又は「メタクリル」(「アクリル」及び「メタクリル」のうち一方又は両方)を意味する。また、「アルキル基」は、特に断りのない限り、直鎖状又は分岐鎖状のアルキル基を意味する。 Note that “(meth) acryl” means “acryl” and / or “methacryl” (one or both of “acryl” and “methacryl”). The “alkyl group” means a linear or branched alkyl group unless otherwise specified.
上記ホットメルト型紫外線硬化性アクリル系粘着剤における上記アクリル系ポリマーの含有量は、特に限定されないが、例えば、上記ホットメルト型紫外線硬化性アクリル系粘着剤全量(100重量%)に対して、40〜99重量%が好ましく、より好ましくは60〜99重量%、さらに好ましくは70〜99重量%である。アクリル系ポリマーの含有量を40重量%以上とすることにより、スプレー塗布後、紫外線照射前における流動性(粘着剤が流動する性質)を抑えることができ、塗工性が向上する。アクリル系ポリマーの含有量を99重量%以下とすることにより、粘着性を発現させることができる。 The content of the acrylic polymer in the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive is not particularly limited. For example, it is 40% with respect to the total amount (100% by weight) of the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive. -99 weight% is preferable, More preferably, it is 60-99 weight%, More preferably, it is 70-99 weight%. By setting the content of the acrylic polymer to 40% by weight or more, it is possible to suppress fluidity (property that the adhesive flows) after spray coating and before ultraviolet irradiation, and coatability is improved. By setting the content of the acrylic polymer to 99% by weight or less, the tackiness can be expressed.
上記アクリル系ポリマーの重量平均分子量(Mw)は、特に限定されないが、粘着剤の塗工性が増し、塗布した粘着剤が一層流動しにくくなり、形成した繊維状粘着剤層の強度が向上するという観点から、例えば、100000〜300000が好ましい。上記アクリル系ポリマーの重量平均分子量は、重合の際の温度や時間の他、モノマー濃度、モノマー滴下速度、重合開始剤の種類やその使用量などによりコントロールすることができる。 The weight average molecular weight (Mw) of the acrylic polymer is not particularly limited, but the coating property of the pressure-sensitive adhesive increases, the applied pressure-sensitive adhesive becomes more difficult to flow, and the strength of the formed fibrous pressure-sensitive adhesive layer is improved. From the viewpoint, for example, 100,000 to 300,000 is preferable. The weight-average molecular weight of the acrylic polymer can be controlled by the monomer concentration, the monomer dropping rate, the type of polymerization initiator and the amount used, in addition to the temperature and time during polymerization.
上記ホットメルト型紫外線硬化性アクリル系粘着剤における上記光重合開始剤としては、特に限定されないが、公知乃至慣用のものの中から適宜選択使用することができ、例えば、ベンゾインエーテル系光重合開始剤、アセトフェノン系光重合開始剤、α−ケトール系光重合開始剤、芳香族スルホニルクロリド系光重合開始剤、光活性オキシム系光重合開始剤、ベンゾイン系光重合開始剤、ベンジル系光重合開始剤、ベンゾフェノン系光重合開始剤、ケタール系光重合開始剤、チオキサントン系光重合開始剤などの光重合開始剤などが挙げられる。上記光重合開始剤は、単独で、又は2種以上を組み合わせて使用することができる。 The photopolymerization initiator in the hot melt ultraviolet curable acrylic pressure-sensitive adhesive is not particularly limited, but can be appropriately selected and used from known or commonly used ones. For example, a benzoin ether photopolymerization initiator, Acetophenone photopolymerization initiator, α-ketol photopolymerization initiator, aromatic sulfonyl chloride photopolymerization initiator, photoactive oxime photopolymerization initiator, benzoin photopolymerization initiator, benzyl photopolymerization initiator, benzophenone And photopolymerization initiators such as photopolymerization initiators, ketal photopolymerization initiators, and thioxanthone photopolymerization initiators. The said photoinitiator can be used individually or in combination of 2 or more types.
上記光重合開始剤の使用量は、特に限定されないが、例えば、上記アクリル系ポリマー100重量部に対して、0.1〜5重量部が好ましく、より好ましくは0.1〜3重量部である。 Although the usage-amount of the said photoinitiator is not specifically limited, For example, 0.1-5 weight part is preferable with respect to 100 weight part of said acrylic polymers, More preferably, it is 0.1-3 weight part. .
上記ホットメルト型紫外線硬化性アクリル系粘着剤における上記架橋剤としては、特に限定されないが、例えば、イソシアネート系架橋剤、エポキシ系架橋剤、メラミン系架橋剤、過酸化物系架橋剤、尿素系架橋剤、金属アルコキシド系架橋剤、金属キレート系架橋剤、金属塩系架橋剤、カルボジイミド系架橋剤、オキサゾリン系架橋剤、アジリジン系架橋剤、アミン系架橋剤などが挙げられる。上記架橋剤は、単独で又は2種以上を組み合わせて使用できる。 The cross-linking agent in the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive is not particularly limited. For example, an isocyanate cross-linking agent, an epoxy cross-linking agent, a melamine cross-linking agent, a peroxide cross-linking agent, and a urea cross-linking agent. Agents, metal alkoxide crosslinking agents, metal chelate crosslinking agents, metal salt crosslinking agents, carbodiimide crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, amine crosslinking agents and the like. The said crosslinking agent can be used individually or in combination of 2 or more types.
上記架橋剤の使用量は、特に限定されないが、例えば、上記アクリル系ポリマー100重量部に対して、0.01〜10重量部が好ましく、より好ましくは0.1〜5重量部である。 Although the usage-amount of the said crosslinking agent is not specifically limited, For example, 0.01-10 weight part is preferable with respect to 100 weight part of said acrylic polymers, More preferably, it is 0.1-5 weight part.
上記ホットメルト型紫外線硬化性アクリル系粘着剤における上記添加剤としては、特に限定されないが、例えば、可塑剤、充填剤(フィラー)、老化防止剤、酸化防止剤、着色剤(カーボンブラック等の顔料や染料など)、架橋促進剤(架橋助剤)、紫外線吸収剤、軟化剤、界面活性剤、帯電防止剤などが挙げられる。 The additive in the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive is not particularly limited. For example, a plasticizer, a filler (filler), an anti-aging agent, an antioxidant, a colorant (a pigment such as carbon black) And dyes), crosslinking accelerators (crosslinking aids), ultraviolet absorbers, softeners, surfactants, antistatic agents, and the like.
上記ホットメルト型紫外線硬化性アクリル系粘着剤は、例えば、上記アクリル系ポリマー、必要に応じて加えられる上記光重合開始剤、上記架橋剤、上記添加剤などを混合して調製することができる。 The hot melt ultraviolet curable acrylic pressure-sensitive adhesive can be prepared, for example, by mixing the acrylic polymer, the photopolymerization initiator added as necessary, the crosslinking agent, the additive, and the like.
上記ホットメルト型紫外線硬化性アクリル系粘着剤は、紫外線硬化性を有するため、スプレー塗布する前、及びスプレー塗布した後に硬化反応(例えば、重合反応や架橋反応など)することができる。そのため、スプレー塗布する前は、スプレー塗布しやすく、且つ塗布した粘着剤が流動しにくい粘度に調整することができ、塗工性に優れる。また、スプレー塗布した後は、硬化反応を制御することで、粘着剤層の粘着力を用途に適したものとすることができる。 The hot-melt ultraviolet curable acrylic pressure-sensitive adhesive has ultraviolet curable properties, so that it can undergo a curing reaction (for example, a polymerization reaction or a crosslinking reaction) before spray coating and after spray coating. Therefore, before spray coating, the viscosity can be adjusted so that the applied adhesive is easy to spray and the applied adhesive is difficult to flow, and the coating property is excellent. Moreover, after spray-coating, the adhesive force of an adhesive layer can be made suitable for a use by controlling hardening reaction.
なお、湿気により硬化する湿気硬化性を有する粘着剤(湿気硬化性粘着剤)は、硬化に時間がかかり、硬化反応中に粘着剤(粘着剤層)が流動して通気孔を塞ぐことがあるため好ましくない。また、電子線により硬化する電子線硬化性を有する粘着剤(電子線硬化性粘着剤)は、硬化反応に強い照射エネルギーを必要とするため、繊維状粘着剤層以外の部材(例えば、基材など)が変質する可能性があり好ましくない。 Note that a moisture-curing pressure-sensitive adhesive (moisture-curable pressure-sensitive adhesive) that is cured by moisture takes a long time to cure, and the pressure-sensitive adhesive (pressure-sensitive adhesive layer) may flow during the curing reaction to block the air holes. Therefore, it is not preferable. Moreover, since the adhesive (electron beam curable adhesive) which has an electron beam sclerosis | hardenability hardened | cured by an electron beam requires strong irradiation energy with respect to hardening reaction, members (for example, base materials) other than a fibrous adhesive layer Etc.) may change in quality.
上記ホットメルト型紫外線硬化性アクリル系粘着剤は、加熱溶融できるため、スプレー塗布などにより通気性に優れた繊維状粘着剤層を形成できる。また、溶剤を含まないため、安全性、生産性に優れ、その上塗布した粘着剤が流動しにくい。 Since the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive can be heated and melted, a fibrous pressure-sensitive adhesive layer having excellent breathability can be formed by spray coating or the like. Moreover, since it does not contain a solvent, it is excellent in safety and productivity, and the applied adhesive is difficult to flow.
上記ホットメルト型紫外線硬化性アクリル系粘着剤としては、高温時の接着特性、架橋度の観点から、例えば、商品名「アクリメルトG−7048」(ノーテープ工業(株)製)などの市販品を用いることができる。 As the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive, for example, a commercial product such as “Acrymelt G-7048” (manufactured by No-Tape Kogyo Co., Ltd.) is used from the viewpoint of adhesive properties at high temperatures and the degree of crosslinking. be able to.
上記繊維状粘着剤層Aは、上記ホットメルト型紫外線硬化性アクリル系粘着剤をスプレー塗布した後紫外線照射することにより形成される。すなわち、繊維状粘着剤層Aを設ける方法は、上記ホットメルト型紫外線硬化性アクリル系粘着剤をスプレー塗布した後紫外線照射する方法である。上記スプレー塗布の方法としては、特に限定されないが、例えば、カーテンスプレー方式により加熱溶融させた粘着剤を、熱風を介し吹き付けて塗布する方法などが挙げられる。 The fibrous pressure-sensitive adhesive layer A is formed by spraying the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive and then irradiating with ultraviolet rays. That is, the method of providing the fibrous pressure-sensitive adhesive layer A is a method of spraying the hot-melt ultraviolet curable acrylic pressure-sensitive adhesive and then irradiating with ultraviolet rays. Although it does not specifically limit as the method of the said spray application, For example, the method of spraying and apply | coating the adhesive which was heat-melted by the curtain spray system through a hot air etc. is mentioned.
スプレー塗布する際にホットメルト型紫外線硬化性アクリル系粘着剤を溶融する温度(加熱溶融温度)は、特に限定されないが、100〜200℃以上が好ましく、より好ましくは120〜170℃、さらに好ましくは120〜150℃である。加熱溶融温度が100℃未満では、塗布後に粘着剤が流動して通気孔を塞ぐことがある。加熱溶融温度が200℃を超えると、粘着剤の熱劣化による変質を起こしやすくなる。上記ホットメルト型紫外線硬化性アクリル系粘着剤の溶融後の粘度(溶融粘度)としては、特に限定されないが、例えば、6000〜100000mPa・sが好ましく、より好ましくは8000〜15000mPa・sである。溶融後の粘度を上記範囲とすることにより、平均繊維径が適当な範囲の繊維状粘着剤層を形成できる。なお、溶融後の粘度は、後述の(評価)の「(1)粘度」に記載の方法によって測定することができる。 The temperature at which the hot melt ultraviolet curable acrylic pressure-sensitive adhesive (melting temperature) is melted during spray coating is not particularly limited, but is preferably 100 to 200 ° C or more, more preferably 120 to 170 ° C, and still more preferably. 120-150 ° C. When the heating and melting temperature is less than 100 ° C., the pressure-sensitive adhesive may flow after application and block the vent hole. When the heating and melting temperature exceeds 200 ° C., the adhesive is easily deteriorated due to thermal deterioration. Although it does not specifically limit as a viscosity (melt viscosity) after the fusion | melting of the said hot-melt type ultraviolet curable acrylic adhesive, For example, 6000-100000 mPa * s is preferable, More preferably, it is 8000-15000 mPa * s. By setting the viscosity after melting within the above range, a fibrous pressure-sensitive adhesive layer having an appropriate average fiber diameter can be formed. The viscosity after melting can be measured by the method described in “(1) Viscosity” in (Evaluation) described later.
カーテンスプレー方式にてスプレー塗布する際のエアー流量は、特に限定されないが、500〜1500L/分が好ましく、より好ましくは800〜1200L/分である。また、エアー温度は、特に限定されないが、150〜250℃が好ましく、より好ましくは170〜200℃である。 Although the air flow rate at the time of spray coating by the curtain spray method is not particularly limited, 500 to 1500 L / min is preferable, and 800 to 1200 L / min is more preferable. Moreover, although air temperature is not specifically limited, 150-250 degreeC is preferable, More preferably, it is 170-200 degreeC.
スプレー塗布する際のホットメルト型紫外線硬化性アクリル系粘着剤の塗布量は、5〜100g/cm2が好ましく、より好ましくは10〜50g/cm2である。塗布量を5g/cm2以上とすることにより、塗布ムラが少なくなり、被着体との接着性に優れる。塗布量を100g/cm2以下とすることにより、通気性に優れる。 5-100 g / cm < 2 > is preferable and, as for the application quantity of the hot-melt type ultraviolet curable acrylic adhesive at the time of spray application, More preferably, it is 10-50 g / cm < 2 >. By setting the coating amount to 5 g / cm 2 or more, the coating unevenness is reduced and the adhesion to the adherend is excellent. By setting the coating amount to 100 g / cm 2 or less, the air permeability is excellent.
上記ホットメルト型紫外線硬化性アクリル系粘着剤をスプレー塗布した後、紫外線照射する際の照射条件としては、特に限定されないが、例えば、照度120〜240mW/cm2(より好ましくは、200〜240mW/cm2)、光量50〜1000mJ/cm2(より好ましくは、300〜500mJ/cm2)の紫外線を照射する条件が挙げられる。上記条件で紫外線照射することにより、繊維状粘着剤層のゲル分率を制御でき、高温で保存した場合や、圧力が加えられた場合でも繊維状粘着剤層が一層流動しにくくなる。 Although it does not specifically limit as irradiation conditions at the time of ultraviolet irradiation after spray-applying the said hot-melt type ultraviolet curable acrylic adhesive, For example, illumination intensity 120-240 mW / cm < 2 > (More preferably, 200-240 mW / cm 2 ) and a light amount of 50 to 1000 mJ / cm 2 (more preferably, 300 to 500 mJ / cm 2 ). By irradiating with ultraviolet rays under the above conditions, the gel fraction of the fibrous pressure-sensitive adhesive layer can be controlled, and the fibrous pressure-sensitive adhesive layer becomes more difficult to flow even when stored at a high temperature or when pressure is applied.
上記繊維状粘着剤層Aの平均繊維径は、5〜100μmが好ましく、より好ましくは10〜60μmである。平均繊維径が5μm以上であることにより、粘着力が向上する。また、スプレー塗布時に粘着剤が周囲に飛び散りにくく、生産性に優れる。平均繊維径が100μm以下であることにより、通気性のムラが少ない。また、粘着剤をスプレー塗布する際に粘着剤の温度が基材に伝わりにくく、基材にダメージを与えにくい。上記平均繊維径は、粘着剤の溶融粘度、スプレー塗布時のエアー流量(熱風の流量)、カーテンスプレーダイスの高さ、スプレー温度(スプレーダイス温度)等によって制御することができる。 5-100 micrometers is preferable and, as for the average fiber diameter of the said fibrous adhesive layer A, More preferably, it is 10-60 micrometers. When the average fiber diameter is 5 μm or more, the adhesive strength is improved. In addition, the adhesive is less likely to scatter around when spraying, and the productivity is excellent. When the average fiber diameter is 100 μm or less, there is little air permeability unevenness. Further, when spraying the pressure-sensitive adhesive, the temperature of the pressure-sensitive adhesive is not easily transmitted to the base material, and the base material is hardly damaged. The average fiber diameter can be controlled by the melt viscosity of the pressure-sensitive adhesive, the air flow rate during spray coating (hot air flow rate), the height of the curtain spray die, the spray temperature (spray die temperature), and the like.
上記繊維状粘着剤層Aの厚みは、テープの平滑性の観点から、10〜300μmが好ましく、より好ましくは30〜200μm、さらに好ましくは50〜100μmである The thickness of the fibrous pressure-sensitive adhesive layer A is preferably 10 to 300 μm, more preferably 30 to 200 μm, and still more preferably 50 to 100 μm, from the viewpoint of tape smoothness.
上記繊維状粘着剤層Aのゲル分率は、35〜90%であり、好ましくは40〜80%、より好ましくは40〜70%である。ゲル分率を35%以上とすることにより、繊維状粘着剤層が流動しにくくなり、時間が経過しても通気性が変化しにくく、均一な通気性を有する。また高温で保存した後や、圧力が加えられた場合でも、粘着剤層が流動しにくく、通気性が変化しにくい。ゲル分率を90%以下とすることにより、粘着力が向上する。上記ゲル分率は、粘着剤の種類、スプレー塗布の条件、硬化条件等によって制御することができる。 The gel fraction of the fibrous pressure-sensitive adhesive layer A is 35 to 90%, preferably 40 to 80%, more preferably 40 to 70%. By setting the gel fraction to 35% or more, the fibrous pressure-sensitive adhesive layer becomes difficult to flow, and the air permeability hardly changes over time, and the air permeability is uniform. In addition, even after storage at a high temperature or when pressure is applied, the pressure-sensitive adhesive layer hardly flows and the air permeability hardly changes. By setting the gel fraction to 90% or less, the adhesive strength is improved. The gel fraction can be controlled by the type of pressure-sensitive adhesive, spray coating conditions, curing conditions, and the like.
上記ゲル分率(トルエン不溶分の割合)は、具体的には、例えば、以下の<ゲル分率の測定方法>により測定し、算出できる。
<ゲル分率の測定方法>
粘着シートより、繊維状粘着剤層を約0.1g採取し、ゲル分率測定用の繊維状粘着剤層とする。上記ゲル分率測定用の繊維状粘着剤層を、平均孔径0.2μmの孔を有する多孔質テトラフルオロエチレンシート(商品名「NTF1122」、日東電工(株)製)に包んだ後、凧糸で縛り、その際の重量を測定し、該重量を浸漬前重量とする。なお、該浸漬前重量は、繊維状粘着剤層と、テトラフルオロエチレンシートと、凧糸の総重量である。また、テトラフルオロエチレンシートと凧糸の合計重量も測定しておき、該重量を包袋重量とする。
次に、上記の繊維状粘着剤層をテトラフルオロエチレンシートで包み凧糸で縛ったもの(「サンプル」と称する)を、トルエンで満たした50mL容器に入れ、70℃にて24時間静置する。その後、容器からサンプル(トルエン処理後)を取り出して、アルミニウム製カップに移し、130℃で2時間、乾燥機中で乾燥してトルエンを除去した後、重量を測定し、該重量を浸漬後重量とする。
そして、下記の式からゲル分率を算出する。
ゲル分率(重量%)=(A−B)/(C−B)×100
(上記式において、Aは浸漬後重量であり、Bは包袋重量であり、Cは浸漬前重量である。)
Specifically, the gel fraction (ratio of toluene insoluble matter) can be measured and calculated, for example, by the following <Method for measuring gel fraction>.
<Method for measuring gel fraction>
About 0.1 g of a fibrous pressure-sensitive adhesive layer is collected from the pressure-sensitive adhesive sheet to obtain a fibrous pressure-sensitive adhesive layer for gel fraction measurement. After wrapping the fibrous pressure-sensitive adhesive layer for measuring the gel fraction in a porous tetrafluoroethylene sheet (trade name “NTF1122”, manufactured by Nitto Denko Corporation) having pores having an average pore diameter of 0.2 μm, silk thread The weight at that time is measured, and this weight is defined as the weight before immersion. The weight before immersion is the total weight of the fibrous pressure-sensitive adhesive layer, the tetrafluoroethylene sheet, and the kite string. Further, the total weight of the tetrafluoroethylene sheet and the kite string is also measured, and this weight is defined as the wrapping weight.
Next, the above fibrous pressure-sensitive adhesive layer wrapped with a tetrafluoroethylene sheet and bound with a kite string (referred to as “sample”) is placed in a 50 mL container filled with toluene and allowed to stand at 70 ° C. for 24 hours. . Thereafter, a sample (after toluene treatment) is taken out from the container, transferred to an aluminum cup, dried in a dryer at 130 ° C. for 2 hours to remove toluene, and then the weight is measured. And
Then, the gel fraction is calculated from the following formula.
Gel fraction (% by weight) = (A−B) / (C−B) × 100
(In the above formula, A is the weight after immersion, B is the weight of the bag, and C is the weight before immersion.)
(基材A)
上記基材Aは、不織布(不織布A)及び多孔質フィルム(多孔質フィルムA)の少なくとも一方を含む。上記基材Aは、例えば、不織布A又は多孔質フィルムAのみからなる単層基材であってもよいし、不織布Aを含む積層基材、多孔質フィルムAを含む積層基材、又は不織布A及び多孔質フィルムAを含む積層基材であってもよい。上記基材Aが積層基材の場合は、不織布A、多孔質フィルムA以外に、紙、織布などの通気性を有する部材を含んでいてもよい。
(Substrate A)
The base material A includes at least one of a nonwoven fabric (nonwoven fabric A) and a porous film (porous film A). The base material A may be, for example, a single-layer base material made only of the non-woven fabric A or the porous film A, a laminated base material containing the non-woven fabric A, a laminated base material containing the porous film A, or the non-woven fabric A. And the laminated base material containing the porous film A may be sufficient. In the case where the substrate A is a laminated substrate, in addition to the nonwoven fabric A and the porous film A, air permeable members such as paper and woven fabric may be included.
上記不織布Aとしては、特に限定されないが、例えば、ポリアミド製不織布(ナイロン製不織布など)、ポリエステル製不織布、ポリオレフィン製不織布(ポリプロピレン製不織布、ポリエチレン製不織布、ポリプロピレン/ポリエチレン混紡不織布など)、レーヨン製不織布など公知乃至慣用の不織布(天然繊維による不織布、合成繊維による不織布など)などが挙げられる。中でも、風合いや通気性の観点から、ポリエステル製不織布が好ましい。上記不織布Aは、1種の繊維から構成されていてもよく、複数種の繊維が組み合わせられて構成されていてもよい。 The nonwoven fabric A is not particularly limited. For example, polyamide nonwoven fabric (nylon nonwoven fabric, etc.), polyester nonwoven fabric, polyolefin nonwoven fabric (polypropylene nonwoven fabric, polyethylene nonwoven fabric, polypropylene / polyethylene mixed nonwoven fabric, etc.), rayon nonwoven fabric, etc. And other known or conventional non-woven fabrics (non-woven fabrics made of natural fibers, non-woven fabrics made of synthetic fibers, etc.). Among these, polyester nonwoven fabrics are preferable from the viewpoint of texture and breathability. The said nonwoven fabric A may be comprised from 1 type of fiber, and may be comprised combining multiple types of fiber.
上記不織布Aの製造方式は、特に限定されないが、例えば、スパンボンド方式、スパンレース方式などが挙げられる。中でも、強度の観点から、スパンボンド方式により製造された不織布(スパンボンド不織布)が好ましい。なお、上記不織布Aは単層、複層のいずれの形態を有していてもよい。上記不織布Aにおいて、繊維径(平均繊維径)、繊維長、目付量などは特に限定されないが、例えば、加工性やコストの観点から、目付量は20〜100g/m2が好ましく、さらに好ましくは20〜80g/m2である。 Although the manufacturing method of the said nonwoven fabric A is not specifically limited, For example, a spun bond system, a spunlace system, etc. are mentioned. Among these, a nonwoven fabric (spunbond nonwoven fabric) manufactured by a spunbond method is preferable from the viewpoint of strength. In addition, the said nonwoven fabric A may have any form of a single layer and a multilayer. In the nonwoven fabric A, the fiber diameter (average fiber diameter), fiber length, basis weight, and the like are not particularly limited. For example, the basis weight is preferably 20 to 100 g / m 2 , more preferably from the viewpoint of processability and cost. 20 to 80 g / m 2 .
上記多孔質フィルムAとしては、特に限定されないが、例えば、ポリオレフィン系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂などから構成される多孔質フィルムなどが挙げられる。上記の中でも、価格、柔軟性の観点から、ポリオレフィン系樹脂から構成される多孔質フィルムが好ましい。 Although it does not specifically limit as said porous film A, For example, the porous film etc. which are comprised from polyolefin resin, polyester resin, polystyrene resin, etc. are mentioned. Among these, a porous film composed of a polyolefin-based resin is preferable from the viewpoint of price and flexibility.
上記ポリオレフィン系樹脂としては、特に限定されないが、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、エチレン−α−オレフィン共重合体等が挙げられる。上記ポリオレフィン系樹脂は、単独で使用してもよいし、2種以上を混合して使用してもよい。 Although it does not specifically limit as said polyolefin resin, For example, a polyethylene-type resin, a polypropylene-type resin, an ethylene-alpha-olefin copolymer etc. are mentioned. The said polyolefin resin may be used independently, and 2 or more types may be mixed and used for it.
上記多孔質フィルムAを構成する樹脂(例えば、ポリオレフィン系樹脂)は、特に限定されないが、例えば、無機粒子を含んでいてもよい。上記無機粒子は、延伸により無機粒子の周囲にボイド(孔)を発生させることによって、フィルムを多孔質化させる役割を担う。上記無機粒子としては、公知乃至慣用のものの中から適宜選択使用することができ、例えば、炭酸カルシウム、炭酸マグネシウム等の炭酸の金属塩;硫酸マグネシウム等の硫酸の金属塩などが挙げられる。無機粒子の形状は特に限定されず、平板形状、粒状などのものを用いることができる。上記無機粒子は、単独で使用してもよいし、2種以上を混合して使用してもよい。 Although resin (for example, polyolefin resin) which constitutes the porous film A is not particularly limited, for example, inorganic particles may be included. The inorganic particles play a role of making the film porous by generating voids (pores) around the inorganic particles by stretching. The inorganic particles can be appropriately selected from known or commonly used particles, and examples thereof include metal carbonates such as calcium carbonate and magnesium carbonate; and metal salts of sulfuric acid such as magnesium sulfate. The shape of the inorganic particles is not particularly limited, and a flat plate shape, a granular shape, or the like can be used. The said inorganic particle may be used independently and may mix and use 2 or more types.
上記多孔質フィルムAには、着色剤、老化防止剤、酸化防止剤、紫外線吸収剤、難燃剤、安定剤などの各種添加剤が配合されていてもよい。 The porous film A may contain various additives such as a colorant, an antioxidant, an antioxidant, an ultraviolet absorber, a flame retardant, and a stabilizer.
上記多孔質フィルムAは、特に限定されないが、例えば、未延伸フィルムを延伸することにより多孔質化して製造できる。上記多孔質フィルムAは、例えば、溶融製膜法(Tダイ法、インフレーション法)によって製造することができる。具体的には、例えば、上記ポリエステル系樹脂、上記無機粒子などを2軸混練押出機にて混合分散し、原料ペレットを作製した後、1軸押出機にて溶融押出して未延伸フィルムを作製し、該未延伸フィルムを、延伸することにより多孔質化させて製造する。多孔質フィルムを積層フィルムとする場合には、共押出法を好ましく用いることができる。なお、上記多孔質フィルムAには、必要に応じて、背面処理、帯電防止処理などの各種処理が施されていてもよい。 Although the said porous film A is not specifically limited, For example, it can be manufactured by making porous by extending | stretching an unstretched film. The porous film A can be produced by, for example, a melt film forming method (T-die method, inflation method). Specifically, for example, the polyester resin, the inorganic particles, and the like are mixed and dispersed in a biaxial kneading extruder to produce raw material pellets, and then melt-extruded in a monoaxial extruder to produce an unstretched film. The unstretched film is made porous by stretching. When a porous film is used as a laminated film, a coextrusion method can be preferably used. The porous film A may be subjected to various treatments such as back treatment and antistatic treatment as necessary.
上記基材Aの厚さは、特に限定されないが、加工性、風合いの観点から、例えば、30〜200μmが好ましく、より好ましくは30〜150μm、さらに好ましくは30〜100μmである。 Although the thickness of the said base material A is not specifically limited, From a viewpoint of workability and a feel, for example, 30-200 micrometers is preferable, More preferably, it is 30-150 micrometers, More preferably, it is 30-100 micrometers.
上記基材Aのフラジール通気度は、特に限定されないが、通気性の観点から、例えば、300〜5000cc/cm2/secが好ましく、より好ましくは1000〜3000cc/cm2/secである。なお、本明細書において、フラジール通気度は、JIS L 1096に準拠して測定したものをいう。 Although the fragile air permeability of the base material A is not particularly limited, it is preferably, for example, 300 to 5000 cc / cm 2 / sec, more preferably 1000 to 3000 cc / cm 2 / sec from the viewpoint of air permeability. In addition, in this specification, a fragile air permeability means what was measured based on JISL1096.
本発明のアクリル系粘着シートは、上記基材Aの一方の表面に繊維状粘着剤層Aを有する片面粘着シートであってもよいし、上記基材Aの両方の表面に繊維状粘着剤層Aを有する両面粘着シート、又は上記基材Aの一方の表面に繊維状粘着剤層Aを有し、他方の表面には繊維状粘着剤層A以外の繊維状粘着剤層(例えば繊維状粘着剤層B、繊維状粘着剤層C、繊維状粘着剤層B及び繊維状粘着剤層C以外の繊維状粘着剤層など)を有する両面粘着シートであってもよい。本発明のアクリル系粘着シートが両面粘着シートである場合は、生産性の観点から、上記基材Aの両方の表面に繊維状粘着剤層Aを有する両面粘着シートが好ましい。 The acrylic pressure-sensitive adhesive sheet of the present invention may be a single-sided pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer A on one surface of the substrate A, or a fibrous pressure-sensitive adhesive layer on both surfaces of the substrate A. A double-sided pressure-sensitive adhesive sheet having A or a fibrous pressure-sensitive adhesive layer A other than the fibrous pressure-sensitive adhesive layer A (for example, fibrous pressure-sensitive adhesive layer) on one surface of the substrate A and the other surface. Double-sided pressure-sensitive adhesive sheet having adhesive layer B, fibrous pressure-sensitive adhesive layer C, fibrous pressure-sensitive adhesive layer B, and fibrous pressure-sensitive adhesive layer other than fibrous pressure-sensitive adhesive layer C) may be used. When the acrylic pressure-sensitive adhesive sheet of the present invention is a double-sided pressure-sensitive adhesive sheet, a double-sided pressure-sensitive adhesive sheet having the fibrous pressure-sensitive adhesive layer A on both surfaces of the substrate A is preferable from the viewpoint of productivity.
本発明のアクリル系粘着シートの製造方法は、公知乃至慣用の製造方法を用いることができ、特に限定されないが、例えば、上記基材Aの少なくとも一方の表面に、繊維状粘着剤層Aを設ける方法などが挙げられる。繊維状粘着剤層Aを設ける方法としては、上記繊維状粘着剤層Aを設ける方法が挙げられる。 Although the manufacturing method of the acrylic adhesive sheet of this invention can use a well-known thru | or usual manufacturing method, it does not specifically limit, For example, the fibrous adhesive layer A is provided in the at least one surface of the said base material A. The method etc. are mentioned. Examples of the method for providing the fibrous pressure-sensitive adhesive layer A include a method for providing the fibrous pressure-sensitive adhesive layer A.
より具体的には、ホットメルト型紫外線硬化性アクリル系粘着剤を不織布A及び/又は多孔質フィルムAを含む基材Aの少なくとも一方の表面にスプレー塗布して繊維状粘着剤層Aを形成する工程、繊維状粘着剤層Aに照度120〜240mW/cm2(好ましくは200〜240mW/cm2)、光量300〜500mJ/cm2の紫外線を照射して繊維状粘着剤層Aのゲル分率を35〜90%とする工程などを含む製造方法が挙げられる。本発明のアクリル系粘着シートの製造方法は、上記工程の全てを含んでいてもよいし、一部を含んでいてもよい。 More specifically, the fibrous adhesive layer A is formed by spray-coating a hot melt ultraviolet curable acrylic adhesive on at least one surface of the substrate A including the nonwoven fabric A and / or the porous film A. step, illuminance fibrous adhesive layer a 120~240mW / cm 2 (preferably 200~240mW / cm 2), the gel fraction of the fibrous pressure-sensitive adhesive layer a was irradiated with ultraviolet light quantity 300~500mJ / cm 2 The manufacturing method including the process etc. which make 35-90% is mentioned. The method for producing an acrylic pressure-sensitive adhesive sheet of the present invention may include all of the above steps or a part thereof.
本発明のアクリル系粘着シートの厚み(総厚み)は、特に限定されないが、50〜200μmが好ましく、さらに好ましくは70〜150μmである。上記厚みが200μm以下であることにより、柔軟性や風合いを良好とすることができる。上記厚みが50μm以上であることにより、シワが入りにくく、また生産性に優れる。粘着シートの上記厚みには、セパレータの厚みは含まれない。 Although the thickness (total thickness) of the acrylic adhesive sheet of this invention is not specifically limited, 50-200 micrometers is preferable, More preferably, it is 70-150 micrometers. When the thickness is 200 μm or less, flexibility and texture can be improved. When the thickness is 50 μm or more, wrinkles are hardly formed and the productivity is excellent. The thickness of the pressure-sensitive adhesive sheet does not include the thickness of the separator.
本発明のアクリル系粘着シートのフラジール通気度は、特に限定されないが、通気性の観点から、例えば、30〜500cc/cm2/secが好ましく、より好ましくは100〜300cc/cm2/secである。 The fragile air permeability of the acrylic pressure-sensitive adhesive sheet of the present invention is not particularly limited, but is preferably 30 to 500 cc / cm 2 / sec, and more preferably 100 to 300 cc / cm 2 / sec, from the viewpoint of air permeability. .
[本発明のウレタン系粘着シート]
本発明のウレタン系粘着シートは、不織布及び/又は多孔質フィルムを含む基材Bの少なくとも一方の表面に、ホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後紫外線照射することにより形成された繊維状粘着剤層(繊維状粘着剤層B)を有する。
[Urethane adhesive sheet of the present invention]
The urethane-based pressure-sensitive adhesive sheet of the present invention is formed by spraying a hot-melt type UV-curable urethane-based pressure-sensitive adhesive on at least one surface of a base material B including a nonwoven fabric and / or a porous film and then irradiating with ultraviolet rays. A fibrous pressure-sensitive adhesive layer (fibrous pressure-sensitive adhesive layer B).
(繊維状粘着剤層B)
上記ホットメルト型紫外線硬化性ウレタン系粘着剤(加熱溶融型紫外線硬化性ウレタン系粘着剤)は、紫外線照射により硬化するホットメルト型ウレタン系粘着剤である。すなわち、上記ホットメルト型紫外線硬化性ウレタン系粘着剤は、ウレタン系ポリマーを含み、紫外線照射により硬化するホットメルト型粘着剤である。上記ホットメルト型紫外線硬化性ウレタン系粘着剤は、必要に応じて、さらに、光重合開始剤、添加剤を含有していてもよい。上記ウレタン系ポリマーは、単独で又は2種以上を組み合わせて使用できる。
(Fibrous pressure-sensitive adhesive layer B)
The hot melt ultraviolet curable urethane pressure-sensitive adhesive (heat-melting type ultraviolet curable urethane pressure-sensitive adhesive) is a hot-melt type urethane pressure-sensitive adhesive that is cured by ultraviolet irradiation. That is, the hot-melt type ultraviolet curable urethane-based pressure-sensitive adhesive is a hot-melt type pressure-sensitive adhesive that contains a urethane-based polymer and is cured by ultraviolet irradiation. The hot-melt ultraviolet curable urethane-based pressure-sensitive adhesive may further contain a photopolymerization initiator and an additive as necessary. The said urethane type polymer can be used individually or in combination of 2 or more types.
上記ウレタン系ポリマーとしては、特に限定されないが、例えば、下記式(1)で表されるウレタン系ポリマーを好適に用いることができる。
X−R−Y (1)
(式(1)において、Rはウレタン系重合体鎖部、Xは反応性官能基を有する基、Yは反応性官能基又は封止基を有する基である。)
Although it does not specifically limit as said urethane type polymer, For example, the urethane type polymer represented by following formula (1) can be used suitably.
X-R-Y (1)
(In the formula (1), R is a urethane polymer chain part, X is a group having a reactive functional group, and Y is a group having a reactive functional group or a sealing group.)
上記式(1)で表されるウレタン系ポリマーにおいて、Xとしての反応性官能基を有する基における反応性官能基としては、例えば、ビニル基、ビニル−アルキル基(例えば、アリル基など)、アクリロイル基、メタクリロイル基等のビニル基を含む反応性官能基(「ビニル基含有官能基」と称する場合がある)の他、カルボキシル基、ヒドロキシル基、エポキシ基、アミノ基などが挙げられる。反応性官能基としては、ビニル基含有官能基(ビニル基、アリル基、アクリロイル基、メタクリロイル基など)が好ましく、その中でもアクリロイル基、メタクリロイル基(これらを「(メタ)アクリロイル基」と総称する場合がある)が特に好適である。上記反応性官能基は、1種であってもよいし、2種以上であってもよい。 In the urethane polymer represented by the above formula (1), examples of the reactive functional group in the group having a reactive functional group as X include a vinyl group, a vinyl-alkyl group (for example, an allyl group), acryloyl, and the like. In addition to a reactive functional group containing a vinyl group such as a group or a methacryloyl group (sometimes referred to as a “vinyl group-containing functional group”), a carboxyl group, a hydroxyl group, an epoxy group, an amino group, and the like can be given. The reactive functional group is preferably a vinyl group-containing functional group (vinyl group, allyl group, acryloyl group, methacryloyl group, etc.), and among them, acryloyl group and methacryloyl group (when these are collectively referred to as “(meth) acryloyl group”) Is particularly preferred. The reactive functional group may be one type or two or more types.
なお、ウレタン系ポリマーにおいて、反応性官能基(ビニル基含有官能基等)を有する基をウレタン系ポリマー中に導入する際には、反応性官能基とともに、ウレタン系ポリマー中のモノマー成分に対して反応性を有している基(「モノマー反応性基」と称する場合がある)を有する化合物(「ビニル基含有モノマー反応性化合物」と称する場合がある)を用いることができる。このようなビニル基含有モノマー反応性化合物において、モノマー反応性基としては、ヒドロキシル基、イソシアネート基、カルボキシル基、アミノ基などが挙げられ、ヒドロキシル基が好適である。なお、ビニル基含有モノマー反応性化合物は、分子内にモノマー反応性基を少なくとも1個有していればよい。また、ビニル基含有モノマー反応性化合物は、モノマー反応性基を1種のみ有していてもよく、2種以上有していてもよい。 When introducing a group having a reactive functional group (such as a vinyl group-containing functional group) into the urethane polymer in the urethane polymer, together with the reactive functional group, the monomer component in the urethane polymer A compound having a reactive group (sometimes referred to as “monomer reactive group”) (sometimes referred to as “vinyl group-containing monomer reactive compound”) can be used. In such a vinyl group-containing monomer-reactive compound, examples of the monomer-reactive group include a hydroxyl group, an isocyanate group, a carboxyl group, and an amino group, and a hydroxyl group is preferable. The vinyl group-containing monomer reactive compound only needs to have at least one monomer reactive group in the molecule. In addition, the vinyl group-containing monomer reactive compound may have only one type of monomer reactive group or two or more types.
上記ビニル基含有モノマー反応性化合物としては、例えば、ビニル基含有官能基とともに、ヒドロキシル基を有している化合物(「ビニル基含有ヒドロキシ化合物」と称する場合がある)が好適に用いられる。このようなビニル基含有ヒドロキシ化合物としては、例えば、ヒドロキシメチル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、4−ヒドロキシブチル(メタ)アクリレート等のヒドロキシアルキル(メタ)アクリレート;ヒドロキシメチルビニルエーテル、2−ヒドロキシエチルビニルエーテル、3−ヒドロキシプロピルビニルエーテル、2−ヒドロキシプロピルビニルエーテル、4−ヒドロキシブチルビニルエーテル等のヒドロキシアルキルビニルエーテル;ヒドロキシメチルアリルエーテル、2−ヒドロキシエチルアリルエーテル、3−ヒドロキシプロピルアリルエーテル、2−ヒドロキシプロピルアリルエーテル、4−ヒドロキシブチルアリルエーテル等のヒドロキシアルキルアリルエーテルなどが挙げられる。ビニル基含有ヒドロキシ化合物としては、ヒドロキシアルキル(メタ)アクリレートが好ましく、特に、2−ヒドロキシエチルアクリレートが好適である。 As the vinyl group-containing monomer reactive compound, for example, a compound having a hydroxyl group together with a vinyl group-containing functional group (sometimes referred to as “vinyl group-containing hydroxy compound”) is preferably used. Examples of such a vinyl group-containing hydroxy compound include hydroxymethyl (meth) acrylate, 2-hydroxyethyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, and 4-hydroxy. Hydroxyalkyl (meth) acrylates such as butyl (meth) acrylate; hydroxyalkyl vinyl ethers such as hydroxymethyl vinyl ether, 2-hydroxyethyl vinyl ether, 3-hydroxypropyl vinyl ether, 2-hydroxypropyl vinyl ether, 4-hydroxybutyl vinyl ether; Ether, 2-hydroxyethyl allyl ether, 3-hydroxypropyl allyl ether, 2-hydroxypropyl allyl ether Such as hydroxyalkyl allyl ether and 4-hydroxybutyl allyl ether. As the vinyl group-containing hydroxy compound, hydroxyalkyl (meth) acrylate is preferable, and 2-hydroxyethyl acrylate is particularly preferable.
また、前記式(1)で表されるウレタン系ポリマーにおいて、Yとしての封止基を有する基における封止基は、ウレタン系重合体鎖部の末端の基(イソシアネート基など)の反応性を封止するために導入されている。このような封止基としては、例えば、アルコキシ基、アリールオキシ基、シクロアルキルオキシ基等の炭化水素−オキシ基などが挙げられ、アルコキシ基が好適である。アルコキシ基としては、例えば、メトキシ基、エトキシ基、プロポキシ基、イソプロポキシ基、ブチルオキシ基、ペンチルオキシ基、ヘキシルオキシ基、ヘプチルオキシ基、オクチルオキシ基、ノニルオキシ基、デシルオキシ基、ウンデシルオキシ基、ドデシルオキシ基、トリデシルオキシ基、テトラデシルオキシ基、ペンタデシルオキシ基、ヘキサデシルオキシ基、ヘプタデシルオキシ基、オクタデシルオキシ基、ノナデシルオキシ基、エイコシルオキシ基等の炭素数が1〜30のアルコキシ基などが挙げられる。封止基は、単独で又は2種以上を組み合わせて用いることができる。 Moreover, in the urethane polymer represented by the formula (1), the sealing group in the group having a sealing group as Y represents the reactivity of the terminal group (such as an isocyanate group) of the urethane polymer chain part. Introduced to seal. Examples of such a sealing group include hydrocarbon-oxy groups such as an alkoxy group, an aryloxy group, and a cycloalkyloxy group, and an alkoxy group is preferable. Examples of the alkoxy group include methoxy group, ethoxy group, propoxy group, isopropoxy group, butyloxy group, pentyloxy group, hexyloxy group, heptyloxy group, octyloxy group, nonyloxy group, decyloxy group, undecyloxy group, Alkoxy having 1 to 30 carbon atoms such as dodecyloxy group, tridecyloxy group, tetradecyloxy group, pentadecyloxy group, hexadecyloxy group, heptadecyloxy group, octadecyloxy group, nonadecyloxy group, eicosyloxy group Group and the like. A sealing group can be used individually or in combination of 2 or more types.
なお、封止基を有する基としてアルコキシ基を有する基をウレタン系ポリマー中に導入する際には、モノオール類を用いることができる。このようなモノオール類としては、特に制限されず、例えば、メチルアルコール、エチルアルコール、プロピルアルコール、イソプロピルアルコール、ブチルアルコール、ペンチルアルコール、ヘキシルアルコール、ヘプチルアルコール、オクチルアルコール、イソオクタノール、ノニルアルコール、デシルアルコール、ウンデシルアルコール、ドデシルアルコール、トリデシルアルコール、テトラデシルアルコール、ペンタデシルアルコール、ヘキサデシルアルコール、ヘプタデシルアルコール、オクタデシルアルコール、ノナデシルアルコール、エイコシルアルコール等の脂肪族1価アルコール類の他、1−ヒドロキシシクロヘキシルフェニルケトン、4−(2−ヒドロキシエトキシ)フェニル−(2−ヒドロキシ−2−プロピル)ケトンなどのヒドロキシ基含有フェニルケトン類などが挙げられる。モノオール類としては、脂肪族1価アルコールが好ましく、特に、オクタデシルアルコールが好適である。 In addition, when introducing the group which has an alkoxy group into a urethane type polymer as a group which has a sealing group, monools can be used. Such monools are not particularly limited, and for example, methyl alcohol, ethyl alcohol, propyl alcohol, isopropyl alcohol, butyl alcohol, pentyl alcohol, hexyl alcohol, heptyl alcohol, octyl alcohol, isooctanol, nonyl alcohol, decyl In addition to aliphatic monohydric alcohols such as alcohol, undecyl alcohol, dodecyl alcohol, tridecyl alcohol, tetradecyl alcohol, pentadecyl alcohol, hexadecyl alcohol, heptadecyl alcohol, octadecyl alcohol, nonadecyl alcohol, eicosyl alcohol, 1-hydroxycyclohexyl phenyl ketone, 4- (2-hydroxyethoxy) phenyl- (2-hydroxy-2-propyl) keto And the like hydroxyl group-containing phenyl ketones such as. As monools, aliphatic monohydric alcohols are preferable, and octadecyl alcohol is particularly preferable.
前記式(1)におけるYとしての反応性官能基を有する基において、反応性官能基としては、Xとしての反応性官能基を有する基における反応性官能基と同様の反応性官能基[例えば、ビニル基、ビニル−アルキル基(例えば、アリル基など)、アクリロイル基、メタクリロイル基等のビニル基含有官能基の他、カルボキシル基、ヒドロキシル基、エポキシ基、アミノ基など]を用いることができる。中でも、Yとしては、封止基を有する基が好適である。 In the group having a reactive functional group as Y in the formula (1), the reactive functional group is the same reactive functional group as the reactive functional group in the group having a reactive functional group as X [for example, In addition to vinyl group-containing functional groups such as vinyl groups, vinyl-alkyl groups (eg, allyl groups), acryloyl groups, methacryloyl groups, etc., carboxyl groups, hydroxyl groups, epoxy groups, amino groups, and the like] can be used. Among them, Y is preferably a group having a sealing group.
さらにまた、前記式(1)で表されるウレタン系ポリマーにおいて、Rとしてのウレタン系重合体鎖部は、ウレタン系重合体の残基であり、ポリイソシアネート系化合物と、イソシアネート基に対して反応性を有する基を少なくとも2個有している化合物(「イソシアネート反応性化合物」と称する場合がある)とを少なくともモノマー成分としたウレタン系重合体により構成されている。ポリイソシアネート系化合物としては、例えば、脂肪族ポリイソシアネート、脂環族ポリイソシアネート、芳香族ポリイソシアネート、芳香脂肪族ポリイソシアネートなどが含まれる。ポリイソシアネート系化合物は単独で又は2種以上組み合わせて使用することができる。 Furthermore, in the urethane polymer represented by the formula (1), the urethane polymer chain portion as R is a residue of the urethane polymer and reacts with the polyisocyanate compound and the isocyanate group. It is composed of a urethane polymer containing at least a monomer component as a compound having at least two groups having a property (sometimes referred to as “isocyanate-reactive compound”). Examples of the polyisocyanate compound include aliphatic polyisocyanate, alicyclic polyisocyanate, aromatic polyisocyanate, and araliphatic polyisocyanate. Polyisocyanate compounds can be used alone or in combination of two or more.
脂肪族ポリイソシアネートには、例えば、1,6−ヘキサメチレンジイソシアネート、1,4−テトラメチレンジイソシアネート、2−メチル−1,5−ペンタンジイソシアネート、3−メチル−1,5−ペンタンジイソシアネート、リジンジイソシアネート、2,4,4−トリメチル−1,6−ヘキサメチレンジイソシアネート、2,2,4−トリメチル−1,6−ヘキサメチレンジイソシアネート等の脂肪族ジイソシアネートなどが含まれる。 Examples of the aliphatic polyisocyanate include 1,6-hexamethylene diisocyanate, 1,4-tetramethylene diisocyanate, 2-methyl-1,5-pentane diisocyanate, 3-methyl-1,5-pentane diisocyanate, lysine diisocyanate, Aliphatic diisocyanates such as 2,4,4-trimethyl-1,6-hexamethylene diisocyanate and 2,2,4-trimethyl-1,6-hexamethylene diisocyanate are included.
また、脂環族ポリイソシアネートには、例えば、イソホロンジイソシアネート、ノルボルナンジイソシアネート、シクロヘキシルジイソシアネート、水素添加トリレンジイソシアネート、水素添加キシレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート、水素添加テトラメチルキシレンジイソシアネート等の脂環族ジイソシアネートなどが含まれる。 Examples of the alicyclic polyisocyanate include alicyclic diisocyanates such as isophorone diisocyanate, norbornane diisocyanate, cyclohexyl diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated xylene diisocyanate, hydrogenated diphenylmethane diisocyanate, and hydrogenated tetramethylxylene diisocyanate. Is included.
芳香族ポリイソシアネートには、例えば、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4´−ジフェニルメタンジイソシアネート、2,4´−ジフェニルメタンジイソシアネート、4,4´−ジフェニルエーテルジイソシアネート、2−ニトロジフェニル−4,4´−ジイソシアネート、2,2´−ジフェニルプロパン−4,4´−ジイソシアネート、3,3´−ジメチルジフェニルメタン−4,4´−ジイソシネート、4,4´−ジフェニルプロパンジイソシアネート、m−フェニレンジイソシアネート、p−フェニレンジイソシアネート、ナフチレン−1,4−ジイソシアネート、ナフチレン−1,5−ジイソシアネート、3,3´−ジメトキシジフェニル−4,4´−ジイソシアネートなどの芳香族ジイソシアネートなどが含まれる。 Aromatic polyisocyanates include, for example, 2,4-tolylene diisocyanate, 2,6-tolylene diisocyanate, 4,4′-diphenylmethane diisocyanate, 2,4′-diphenylmethane diisocyanate, 4,4′-diphenyl ether diisocyanate, 2 -Nitrodiphenyl-4,4'-diisocyanate, 2,2'-diphenylpropane-4,4'-diisocyanate, 3,3'-dimethyldiphenylmethane-4,4'-diisocyanate, 4,4'-diphenylpropane diisocyanate, Aromatic diisocyanates such as m-phenylene diisocyanate, p-phenylene diisocyanate, naphthylene-1,4-diisocyanate, naphthylene-1,5-diisocyanate, 3,3′-dimethoxydiphenyl-4,4′-diisocyanate Anate etc. are included.
芳香脂肪族ポリイソシアネートには、例えば、キシリレン−1,4−ジイソシアネート、キシリレン−1,3−ジイソシアネート等の芳香脂肪族ジイソシアネートなどが含まれる。 Examples of the araliphatic polyisocyanate include araliphatic diisocyanates such as xylylene-1,4-diisocyanate and xylylene-1,3-diisocyanate.
また、ポリイソシアネート系化合物としては、上記例示の脂肪族ポリイソシアネート、脂環族ポリイソシアネート、芳香族ポリイソシアネート、芳香脂肪族ポリイソシアネートによる二重体や三量体、反応生成物又は重合物(例えば、ジフェニルメタンジイソシアネートの二重体や三量体、トリメチロールプロパンとトリレンジイソシアネートとの反応生成物、トリメチロールプロパンとヘキサメチレンジイソシアネートとの反応生成物、ポリメチレンポリフェニルイソシアネート、ポリエーテルポリイソシアネート、ポリエステルポリイソシアネートなど)なども用いることができる。 In addition, as the polyisocyanate-based compound, the above-exemplified aliphatic polyisocyanate, alicyclic polyisocyanate, aromatic polyisocyanate, double body or trimer by araliphatic polyisocyanate, reaction product or polymer (for example, Diphenylmethane diisocyanate duplex and trimer, reaction product of trimethylolpropane and tolylene diisocyanate, reaction product of trimethylolpropane and hexamethylene diisocyanate, polymethylene polyphenyl isocyanate, polyether polyisocyanate, polyester polyisocyanate Etc.) can also be used.
ポリイソシアネート系化合物としては、脂環族ポリイソシアネート(特に、イソホロンジイソシアネート)を好適に用いることができる。 As the polyisocyanate compound, an alicyclic polyisocyanate (particularly isophorone diisocyanate) can be suitably used.
イソシアネート反応性化合物としては、分子内に、イソシアネート基に対して反応性を有する基を少なくとも2個有している化合物であれば特に制限されない。イソシアネート基に対する反応性基としては、ヒドロキシル基、アミノ基などが挙げられる。イソシアネート基に対する反応性基は、単独であってもよく、2種以上が組み合わせられていてもよい。イソシアネート反応性化合物としては、ポリオール系化合物やポリアミン系化合物などが挙げられる。イソシアネート反応性化合物は、単独で又は2種以上を組み合わせて用いることができる。従って、イソシアネート反応性化合物としては、ポリオール系化合物およびポリアミン系化合物から選ばれた1種のみを用いてもよく、ポリオール系化合物およびポリアミン系化合物から選ばれた2種以上を組み合わせて用いてもよい。 The isocyanate-reactive compound is not particularly limited as long as it is a compound having at least two groups having reactivity with respect to isocyanate groups in the molecule. Examples of reactive groups for isocyanate groups include hydroxyl groups and amino groups. The reactive group with respect to an isocyanate group may be single, and 2 or more types may be combined together. Examples of the isocyanate-reactive compound include a polyol compound and a polyamine compound. The isocyanate-reactive compounds can be used alone or in combination of two or more. Therefore, as the isocyanate-reactive compound, only one selected from polyol-based compounds and polyamine-based compounds may be used, or two or more selected from polyol-based compounds and polyamine-based compounds may be used in combination. .
上記イソシアネート反応性化合物としては、ポリオール系化合物を好適に用いることができる。ポリオール系化合物としては、公知のウレタン系重合体のモノマー成分として用いられるポリオール系化合物であれば特に制限されず、例えば、多価アルコール等の低分子量タイプのポリオール系化合物であってもよく、ポリエステルポリオール、ポリエーテルポリオール、ポリカーボネートポリオール、ポリオレフィンポリオール、ポリアクリルポリオール等の高分子量タイプのポリオール系化合物であってもよい。 As the isocyanate-reactive compound, a polyol compound can be suitably used. The polyol compound is not particularly limited as long as it is a polyol compound used as a monomer component of a known urethane polymer, and may be, for example, a low molecular weight type polyol compound such as a polyhydric alcohol. High molecular weight type polyol compounds such as polyols, polyether polyols, polycarbonate polyols, polyolefin polyols, and polyacryl polyols may be used.
多価アルコールとしては、例えば、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、1,3−トリメチレングリコール、1,4−テトラメチレンジオール、1,5−ペンタメチレンジオール、ネオペンチルグリコール、1,6−ヘキサメチレンジオール、1,4−シクロヘキサンジオール、ビスフェノールA等のジオール類の他、グリセリン、トリメチロールプロパン、トリメチロールエタン、糖アルコール類(キシリトールやソルビトールなど)などが挙げられる。 Examples of the polyhydric alcohol include ethylene glycol, diethylene glycol, propylene glycol, dipropylene glycol, 1,3-trimethylene glycol, 1,4-tetramethylene diol, 1,5-pentamethylene diol, neopentyl glycol, 1, In addition to diols such as 6-hexamethylenediol, 1,4-cyclohexanediol, and bisphenol A, glycerin, trimethylolpropane, trimethylolethane, sugar alcohols (such as xylitol and sorbitol), and the like can be given.
ポリエステルポリオールは、分子内に(特に、末端に)ヒドロキシル基を少なくとも2個有しているポリエステル系重合体であれば特に制限されない。ポリエステルポリオールは、多価アルコールと多価カルボン酸とを重縮合により重合させる方法や、環状エステル(ラクトン)を開環重合させる方法の他、これらの方法を組み合わせた方法などにより調製される。なお、ポリエステルポリオールを調製する際の重合の条件等は、公知の条件等を適宜利用することができる。多価アルコールとしては、低分子量タイプのポリオール系化合物として例示の多価アルコールや、ダイマージオールから適宜選択することができる。また、多価カルボン酸としては、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、トリデカン二酸、テトラデカン二酸、ペンタデカン二酸、ヘキサデカン二酸、ヘプタデカン二酸、オクタデカン二酸、ヘキサトリアコンタン二酸[HOOC−(CH2)34−COOH]、ダイマー酸等の脂肪族ジカルボン酸;1,4−シクロヘキサンジカルボン酸等の脂環式ジカルボン酸;テレフタル酸、イソフタル酸、フタル酸等の芳香族ジカルボン酸などから適宜選択することができる。環状エステルとしては、例えば、ε−カプロラクトンなどが挙げられる。具体的には、ポリエステルポリオールとしては、例えば、ダイマー酸と1,6−ヘキサメチレンジオールとによるポリエステルポリオール、ヘキサトリアコンタン二酸とダイマージオールとによるポリエステルポリオール、ダイマー酸とダイマージオールとによるポリエステルポリオールなどが挙げられる。 The polyester polyol is not particularly limited as long as it is a polyester polymer having at least two hydroxyl groups in the molecule (particularly at the terminal). The polyester polyol is prepared by a method of polymerizing a polyhydric alcohol and a polyvalent carboxylic acid by polycondensation, a method of ring-opening polymerization of a cyclic ester (lactone), or a method combining these methods. In addition, well-known conditions etc. can be utilized suitably for the conditions of superposition | polymerization at the time of preparing polyester polyol. The polyhydric alcohol can be appropriately selected from polyhydric alcohols exemplified as low molecular weight type polyol compounds and dimer diol. Examples of the polyvalent carboxylic acid include malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, tridecanedioic acid, and tetradecanedioic acid. , Pentadecanedioic acid, hexadecanedioic acid, heptadecanedioic acid, octadecanedioic acid, hexatriacontanedioic acid [HOOC- (CH 2 ) 34 —COOH], aliphatic dicarboxylic acids such as dimer acid; 1,4-cyclohexanedicarboxylic acid Alicyclic dicarboxylic acid such as terephthalic acid, isophthalic acid, and aromatic dicarboxylic acid such as phthalic acid. Examples of the cyclic ester include ε-caprolactone. Specifically, as the polyester polyol, for example, a polyester polyol by dimer acid and 1,6-hexamethylene diol, a polyester polyol by hexatriacontanedioic acid and dimer diol, a polyester polyol by dimer acid and dimer diol, etc. Is mentioned.
ポリエーテルポリオールは、分子内に(特に、末端に)ヒドロキシル基を少なくとも2個有しているポリエーテル系重合体であれば特に制限されない。ポリエーテルポリオールは、アルキレングリコールを縮合により重合させる方法や、環状エーテルを開環重合させる方法の他、これらの方法を組み合わせた方法などにより調製される。なお、ポリエーテルポリオールを調製する際の重合の条件等は、公知の条件等を適宜利用することができる。前記アルキレングリコールとしては、エチレングリコール、プロピレングリコール、テトラメチレングリコールなどが挙げられる。具体的には、ポリエーテルポリオールとしては、例えば、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ポリ(エチレングリコール−プロピレングリコール)共重合体等のポリアルキレングリコールなどが挙げられる。 The polyether polyol is not particularly limited as long as it is a polyether polymer having at least two hydroxyl groups in the molecule (particularly at the terminal). The polyether polyol is prepared by a method in which alkylene glycol is polymerized by condensation, a method in which cyclic ether is ring-opened, or a method in which these methods are combined. In addition, well-known conditions etc. can be utilized suitably for the conditions of superposition | polymerization at the time of preparing polyether polyol. Examples of the alkylene glycol include ethylene glycol, propylene glycol, and tetramethylene glycol. Specifically, examples of the polyether polyol include polyalkylene glycols such as polyethylene glycol, polypropylene glycol, polytetramethylene glycol, and poly (ethylene glycol-propylene glycol) copolymers.
ポリカーボネートポリオールは、分子内に(特に、末端に)ヒドロキシル基を少なくとも2個有しているポリカーボネート系重合体であれば特に制限されない。ポリカーボネートポリオールとしては、多価アルコールとホスゲンとを反応させる方法、多価アルコールとジフェニルカーボネートとをエステル交換により反応させる方法、環状炭酸エステル(エチレンカーボネート、トリメチレンカーボネート、テトラメチレンカーボネート、ヘキサメチレンカーボネート等のアルキレンカーボネートなど)を開環重合させる方法の他、これらの方法を組み合わせた方法などにより調製される。 The polycarbonate polyol is not particularly limited as long as it is a polycarbonate polymer having at least two hydroxyl groups in the molecule (particularly at the terminal). As polycarbonate polyol, a method of reacting polyhydric alcohol and phosgene, a method of reacting polyhydric alcohol and diphenyl carbonate by transesterification, cyclic carbonate (ethylene carbonate, trimethylene carbonate, tetramethylene carbonate, hexamethylene carbonate, etc.) In addition to the ring-opening polymerization of the alkylene carbonate, etc.), and a combination of these methods.
ポリオレフィンポリオールや、ポリアクリルポリオールは、それぞれ、分子内に(特に、末端に)ヒドロキシル基を少なくとも2個有しているオレフィン系重合体や、分子内に(特に、末端に)ヒドロキシル基を少なくとも2個有しているアクリル系重合体であれば特に制限されない。なお、オレフィン系重合体やアクリル系重合体に、ヒドロキシル基を導入するために、オレフィン系重合体のモノマー主成分としてのオレフィンや、アクリル系重合体のモノマー主成分としての(メタ)アクリル酸エステルの共重合成分として、ヒドロキシル基を有するα,β−不飽和化合物[例えば、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸3−ヒドロキシプロピル等の(メタ)アクリル酸アルキルエステルなど]が用いられる。 Polyolefin polyol and polyacryl polyol are each an olefin polymer having at least two hydroxyl groups in the molecule (particularly at the terminal), or at least two hydroxyl groups in the molecule (particularly at the terminal). There is no particular limitation as long as it is an acrylic polymer. In order to introduce a hydroxyl group into an olefin polymer or acrylic polymer, olefin as a monomer main component of the olefin polymer or (meth) acrylic acid ester as a monomer main component of the acrylic polymer Α, β-unsaturated compound having a hydroxyl group as a copolymerization component [for example, (meth) acrylic acid alkyl ester such as 2-hydroxyethyl (meth) acrylate and 3-hydroxypropyl (meth) acrylate)] Is used.
中でも、イソシアネート反応性化合物としては、ポリエステルポリオールを好適に用いることができる。ポリエステルポリオールの数平均分子量としては、特に限定されず、例えば、5000〜1000000(好ましくは10000〜500000、さらに好ましくは100000〜300000)の範囲から選択することができる。 Among these, as the isocyanate-reactive compound, a polyester polyol can be preferably used. The number average molecular weight of the polyester polyol is not particularly limited, and can be selected, for example, from a range of 5,000 to 1,000,000 (preferably 10,000 to 500,000, more preferably 100,000 to 300,000).
また、イソシアネート反応性化合物としてのポリアミン系化合物としては、公知のウレタン系重合体のモノマー成分として用いられるポリアミン系化合物であれば特に制限されず、例えば、脂肪族ポリアミン、脂環族ポリアミン、芳香族ポリアミン、芳香脂肪族ポリアミンなどが含まれる。ポリアミン系化合物は単独で又は2種以上組み合わせて使用することができる。脂肪族ポリアミンには、例えば、1,3−トリメチレンジアミン(ジアミノプロパン)、1,4−テトラメチレンジアミン(ジアミノブタン)、1,6−ヘキサメチレンジアミン、1,9−ノナメチレンジアミン、ビスアミノプロピルエーテル、ビスアミノプロピルエタン、ビスアミノプロピルジエチレングリコール、ビスアミノプロポキシネオペンチルグリコールなどが含まれる。また、脂環族ポリアミンには、例えば、イソホロンジアミン、水素添加ジフェニルメタンジアミンなどが含まれる。芳香族ポリアミンには、例えば、2,4−トリレンジアミン、2,6−トリレンジアミン、4,4´−ジフェニルメタンジアミン、2,4´−ジフェニルメタンジアミンなどが含まれる。芳香脂肪族ポリアミンには、例えば、キシリレン−1,4−ジアミン、キシリレン−1,3−ジアミンなどが含まれる。 Further, the polyamine compound as the isocyanate-reactive compound is not particularly limited as long as it is a polyamine compound used as a monomer component of a known urethane polymer, and examples thereof include aliphatic polyamines, alicyclic polyamines, and aromatics. Polyamines, araliphatic polyamines and the like are included. Polyamine compounds can be used alone or in combination of two or more. Examples of the aliphatic polyamine include 1,3-trimethylenediamine (diaminopropane), 1,4-tetramethylenediamine (diaminobutane), 1,6-hexamethylenediamine, 1,9-nonamethylenediamine, and bisamino. Propyl ether, bisaminopropyl ethane, bisaminopropyl diethylene glycol, bisaminopropoxyneopentyl glycol and the like are included. The alicyclic polyamines include, for example, isophorone diamine and hydrogenated diphenylmethane diamine. Aromatic polyamines include, for example, 2,4-tolylenediamine, 2,6-tolylenediamine, 4,4′-diphenylmethanediamine, 2,4′-diphenylmethanediamine, and the like. Examples of the araliphatic polyamine include xylylene-1,4-diamine and xylylene-1,3-diamine.
このように、上記式(1)で表されるウレタン系ポリマーは、ポリウレタン系重合体鎖部の一方の末端が、反応性官能基を有する基となり、他方の末端が反応性官能基を有する基または封止基を有する基となった構成を有している。このようなウレタン系ポリマーの製造方法としては、特に制限されず、例えば、特開平10−330453号公報などに記載されている方法を用いることができる。具体的には、ウレタン系ポリマーは、ポリウレタン系重合体を調製後に反応性官能基や封止基を導入する方法、ポリウレタン系重合体を調製中に反応性官能基や封止基を導入する方法などにより調製することができる。 Thus, in the urethane polymer represented by the above formula (1), one end of the polyurethane polymer chain is a group having a reactive functional group, and the other end is a group having a reactive functional group. Or it has the structure used as the group which has a sealing group. The method for producing such a urethane polymer is not particularly limited, and for example, a method described in JP-A-10-330453 can be used. Specifically, the urethane polymer is a method of introducing a reactive functional group or a sealing group after preparing a polyurethane polymer, or a method of introducing a reactive functional group or a sealing group during preparation of a polyurethane polymer. It can prepare by.
上記式(1)で表されるウレタン系ポリマーとしては、反応性官能基としてビニル基含有官能基を有するウレタン系ポリマー[特に、(メタ)アクリロイル基を有するウレタン系プレポリマー]が好適である。このような反応性官能基含有ウレタン系プレポリマーにおいて、主鎖又は骨格を構成しているウレタン系重合体鎖部としては、ポリイソシアネート系化合物とポリオール系化合物(特に、ポリエステルポリオール)とをモノマー成分とし且つ末端がイソシアネート基であるウレタン系重合体によるウレタン系重合体鎖部(ウレタン系重合体の残基)が好ましい。 As the urethane polymer represented by the above formula (1), a urethane polymer having a vinyl group-containing functional group as a reactive functional group [particularly, a urethane prepolymer having a (meth) acryloyl group] is suitable. In such a reactive functional group-containing urethane prepolymer, a polyisocyanate compound and a polyol compound (particularly polyester polyol) are used as monomer components as the urethane polymer chain part constituting the main chain or skeleton. And a urethane polymer chain portion (residue of the urethane polymer) by a urethane polymer having an isocyanate group at the end is preferable.
なお、上記式(1)で表されるウレタン系ポリマーとしては、例えば、特開平10−330453号公報、特開2005−247938号公報、2005−281689号公報で例示されているウレタン系ポリマー、ウレタン系プレポリマーから形成されたウレタン系ポリマー等が挙げられる。 In addition, as a urethane type polymer represented by the said Formula (1), the urethane type polymer illustrated by Unexamined-Japanese-Patent No. 10-330453, Unexamined-Japanese-Patent No. 2005-247938, 2005-281689, for example, urethane Examples thereof include urethane polymers formed from a prepolymer.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤における上記ウレタン系ポリマーの含有量は、特に限定されないが、例えば、上記ホットメルト型紫外線硬化性ウレタン系粘着剤全量(100重量%)に対して、40〜99重量%が好ましく、より好ましくは60〜99重量%、さらに好ましくは70〜99重量%である。ウレタン系ポリマーの含有量を40重量%以上とすることにより、高温での流動性を抑えることができる。ウレタン系ポリマーの含有量を99重量%以下とすることにより、粘着性を発現できる。 The content of the urethane polymer in the hot melt ultraviolet curable urethane pressure-sensitive adhesive is not particularly limited. For example, the content of the urethane polymer is 40% with respect to the total amount (100% by weight) of the hot melt ultraviolet curable urethane pressure sensitive adhesive. -99 weight% is preferable, More preferably, it is 60-99 weight%, More preferably, it is 70-99 weight%. By setting the content of the urethane polymer to 40% by weight or more, the fluidity at high temperature can be suppressed. By setting the content of the urethane polymer to 99% by weight or less, it is possible to express adhesiveness.
上記ウレタン系ポリマーの重量平均分子量(Mw)は、特に限定されないが、粘着剤の塗工性が増し、塗布した粘着剤が流動しにくくなり、形成した繊維状粘着剤層の強度が向上するという観点から、例えば、40000〜60000が好ましい。上記ウレタン系ポリマーの重量平均分子量は、重合の際の温度や時間の他、モノマー濃度、モノマー滴下速度、重合開始剤の種類やその使用量などによりコントロールすることができる。 The weight average molecular weight (Mw) of the urethane-based polymer is not particularly limited, but the applicability of the adhesive increases, the applied adhesive becomes difficult to flow, and the strength of the formed fibrous adhesive layer is improved. From the viewpoint, for example, 40,000 to 60,000 is preferable. The weight-average molecular weight of the urethane polymer can be controlled by the monomer concentration, the monomer dropping rate, the type of polymerization initiator, the amount used, and the like in addition to the temperature and time during polymerization.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤における上記光重合開始剤としては、特に限定されないが、例えば、上述のものが挙げられる。上記光重合開始剤は、単独で、又は2種以上を組み合わせて使用することができる。 Although it does not specifically limit as said photoinitiator in the said hot-melt type ultraviolet curable urethane type adhesive, For example, the above-mentioned thing is mentioned. The said photoinitiator can be used individually or in combination of 2 or more types.
上記光重合開始剤の使用量は、特に限定されないが、例えば、上記ウレタン系ポリマー100重量部に対して、0.5〜3重量部が好ましく、より好ましくは0.5〜1重量部である。 Although the usage-amount of the said photoinitiator is not specifically limited, For example, 0.5-3 weight part is preferable with respect to 100 weight part of said urethane type polymers, More preferably, it is 0.5-1 weight part. .
上記ホットメルト型紫外線硬化性ウレタン系粘着剤における上記添加剤としては、特に限定されないが、例えば、架橋剤、可塑剤、充填剤(フィラー)、老化防止剤、酸化防止剤、着色剤(カーボンブラック等の顔料や染料など)、架橋促進剤(架橋助剤)、紫外線吸収剤、軟化剤、界面活性剤、帯電防止剤などが挙げられる。 The additive in the hot-melt ultraviolet curable urethane pressure-sensitive adhesive is not particularly limited. For example, a crosslinking agent, a plasticizer, a filler (filler), an anti-aging agent, an antioxidant, a colorant (carbon black) Pigments and dyes), crosslinking accelerators (crosslinking aids), ultraviolet absorbers, softeners, surfactants, antistatic agents, and the like.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤は、例えば、上記ウレタン系ポリマー、必要に応じて加えられる上記光重合開始剤、上記架橋剤、上記添加剤などを混合して調製することができる。 The hot-melt ultraviolet curable urethane pressure-sensitive adhesive can be prepared, for example, by mixing the urethane polymer, the photopolymerization initiator added as necessary, the crosslinking agent, the additive, and the like.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤は、紫外線硬化性を有するため、スプレー塗布する前、及びスプレー塗布した後に硬化反応(例えば、重合反応や架橋反応など)することができる。そのため、スプレー塗布する前は、スプレー塗布しやすく、且つ塗布した粘着剤が流動しにくい粘度に調整することができ、塗工性に優れる。また、スプレー塗布した後は、硬化反応を制御することで、粘着剤層の粘着力を用途に適したものとすることができる。 The hot-melt ultraviolet curable urethane-based pressure-sensitive adhesive has ultraviolet curable properties, and thus can undergo a curing reaction (for example, a polymerization reaction or a crosslinking reaction) before spray coating and after spray coating. Therefore, before spray coating, the viscosity can be adjusted so that the applied adhesive is easy to spray and the applied adhesive is difficult to flow, and the coating property is excellent. Moreover, after spray-coating, the adhesive force of an adhesive layer can be made suitable for a use by controlling hardening reaction.
なお、湿気により硬化する湿気硬化性を有する粘着剤(湿気硬化性粘着剤)は、硬化に時間がかかり、硬化反応中に粘着剤(粘着剤層)が流動して通気孔を塞ぐことがあるため好ましくない。また、電子線により硬化する電子線硬化性を有する粘着剤(電子線硬化性粘着剤)は、硬化反応に強い照射エネルギーを必要とするため、繊維状粘着剤層以外の部材(例えば、基材など)が変質する可能性があり好ましくない。 Note that a moisture-curing pressure-sensitive adhesive (moisture-curable pressure-sensitive adhesive) that is cured by moisture takes a long time to cure, and the pressure-sensitive adhesive (pressure-sensitive adhesive layer) may flow during the curing reaction to block the air holes. Therefore, it is not preferable. Moreover, since the adhesive (electron beam curable adhesive) which has an electron beam sclerosis | hardenability hardened | cured by an electron beam requires strong irradiation energy with respect to hardening reaction, members (for example, base materials) other than a fibrous adhesive layer Etc.) may change in quality.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤は、加熱溶融できるため、スプレー塗布などにより通気性に優れた繊維状粘着剤層を形成できる。また、溶剤を含まないため、安全性、生産性に優れ、その上塗布した粘着剤が流動しにくい。 Since the hot-melt ultraviolet curable urethane-based pressure-sensitive adhesive can be melted by heating, a fibrous pressure-sensitive adhesive layer having excellent air permeability can be formed by spray coating or the like. Moreover, since it does not contain a solvent, it is excellent in safety and productivity, and the applied adhesive is difficult to flow.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤としては、例えば、商品名「PSA−7511」(共栄社化学(株)製)などの市販品を用いることができる。 As said hot melt type ultraviolet curable urethane type adhesive, commercial items, such as a brand name "PSA-7511" (made by Kyoeisha Chemical Co., Ltd.), can be used, for example.
上記繊維状粘着剤層Bは、上記ホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後紫外線照射することにより形成される。すなわち、繊維状粘着剤層Bを設ける方法は、上記ホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後紫外線照射する方法である。上記スプレー塗布の方法としては、特に限定されないが、例えば、カーテンスプレー方式により加熱溶融させた粘着剤を、熱風を介し吹き付けて塗布する方法などが挙げられる。 The fibrous pressure-sensitive adhesive layer B is formed by spraying the hot-melt ultraviolet curable urethane pressure-sensitive adhesive and then irradiating with ultraviolet rays. That is, the method of providing the fibrous pressure-sensitive adhesive layer B is a method of spraying the hot-melt ultraviolet curable urethane-based pressure-sensitive adhesive and then irradiating with ultraviolet rays. Although it does not specifically limit as the method of the said spray application, For example, the method of spraying and apply | coating the adhesive which was heat-melted by the curtain spray system through a hot air etc. is mentioned.
スプレー塗布する際にホットメルト型紫外線硬化性ウレタン系粘着剤を溶融する温度(加熱溶融温度)は、特に限定されないが、100〜200℃以上が好ましく、より好ましくは130〜170℃、さらに好ましくは130〜150℃である。加熱溶融温度が100℃未満では、塗布後に粘着剤が流動して通気孔を塞ぐことがある。加熱溶融温度が200℃を超えると、粘着剤の熱劣化による変質を起こしやすくなる。上記ホットメルト型紫外線硬化性ウレタン系粘着剤の溶融後の粘度(溶融粘度)としては、特に限定されないが、例えば、6000〜100000mPa・sが好ましく、より好ましくは10000〜20000mPa・sである。溶融後の粘度を上記範囲とすることにより、平均繊維径が適当な範囲の繊維状粘着剤層を形成できる。なお、溶融後の粘度は、後述の(評価)の「(1)粘度」に記載の方法によって測定することができる。 The temperature at which the hot-melt ultraviolet curable urethane-based pressure-sensitive adhesive is melted during spray coating (heat melting temperature) is not particularly limited, but is preferably 100 to 200 ° C or more, more preferably 130 to 170 ° C, and still more preferably. 130-150 ° C. When the heating and melting temperature is less than 100 ° C., the pressure-sensitive adhesive may flow after application and block the vent hole. When the heating and melting temperature exceeds 200 ° C., the adhesive is easily deteriorated due to thermal deterioration. Although it does not specifically limit as a viscosity (melt viscosity) after melting of the said hot-melt type ultraviolet curable urethane type adhesive, For example, 6000-100000 mPa * s is preferable, More preferably, it is 10000-20000 mPa * s. By setting the viscosity after melting within the above range, a fibrous pressure-sensitive adhesive layer having an appropriate average fiber diameter can be formed. The viscosity after melting can be measured by the method described in “(1) Viscosity” in (Evaluation) described later.
カーテンスプレー方式にてスプレー塗布する際のエアー流量は、特に限定されないが、500〜1500L/分が好ましく、より好ましくは800〜1200L/分である。また、エアー温度は、特に限定されないが、150〜200℃が好ましく、より好ましくは150〜170℃である。 Although the air flow rate at the time of spray coating by the curtain spray method is not particularly limited, 500 to 1500 L / min is preferable, and 800 to 1200 L / min is more preferable. Moreover, although air temperature is not specifically limited, 150-200 degreeC is preferable, More preferably, it is 150-170 degreeC.
スプレー塗布する際のホットメルト型紫外線硬化性ウレタン系粘着剤の塗布量は、5〜100g/m2が好ましく、より好ましくは10〜50g/m2である。塗布量を5g/m2以上とすることにより、塗布ムラが少なくなり、被着体との接着性に優れる。塗布量を100g/m2以下とすることにより、通気性に優れる。 5-100 g / m < 2 > is preferable and, as for the application quantity of the hot-melt type ultraviolet curable urethane type adhesive at the time of spray application, More preferably, it is 10-50 g / m < 2 >. By setting the coating amount to 5 g / m 2 or more, the coating unevenness is reduced and the adhesion to the adherend is excellent. By setting the coating amount to 100 g / m 2 or less, the air permeability is excellent.
上記ホットメルト型紫外線硬化性ウレタン系粘着剤をスプレー塗布した後、紫外線照射する際の照射条件としては、特に限定されないが、例えば、照度120〜240mW/cm2、光量50〜1000mJ/cm2(より好ましくは、300〜500mJ/cm2)の紫外線を照射する条件が挙げられる。上記条件で紫外線照射することにより、繊維状粘着剤層のゲル分率を制御でき、高温で保存した場合や、圧力が加えられた場合でも繊維状粘着剤層が流動しにくくなる。 Irradiation conditions for ultraviolet irradiation after spray application of the hot melt ultraviolet curable urethane pressure-sensitive adhesive are not particularly limited. For example, the illuminance is 120 to 240 mW / cm 2 , and the light intensity is 50 to 1000 mJ / cm 2 ( More preferably, the conditions which irradiate 300-500 mJ / cm < 2 >) ultraviolet rays are mentioned. By irradiating with ultraviolet rays under the above conditions, the gel fraction of the fibrous pressure-sensitive adhesive layer can be controlled, and the fibrous pressure-sensitive adhesive layer becomes difficult to flow even when stored at a high temperature or when pressure is applied.
上記繊維状粘着剤層Bの平均繊維径は、5〜100μmが好ましく、より好ましくは10〜50μmである。平均繊維径が5μm以上であることにより、粘着力が向上する。また、スプレー塗布時に粘着剤が周囲に飛び散りにくく、生産性に優れる。平均繊維径が100μm以下であることにより、粘着剤をスプレー塗布する際に粘着剤の温度が基材に伝わりにくく、基材にダメージを与えにくい。上記平均繊維径は、粘着剤の溶融粘度、スプレー塗布時のエアー流量(熱風の流量)、カーテンスプレーダイスの高さ、スプレー温度(スプレーダイス温度)等によって制御することができる。 5-100 micrometers is preferable and, as for the average fiber diameter of the said fibrous adhesive layer B, More preferably, it is 10-50 micrometers. When the average fiber diameter is 5 μm or more, the adhesive strength is improved. In addition, the adhesive is less likely to scatter around when spraying, and the productivity is excellent. When the average fiber diameter is 100 μm or less, the temperature of the pressure-sensitive adhesive is hardly transmitted to the base material when spraying the pressure-sensitive adhesive, and the base material is hardly damaged. The average fiber diameter can be controlled by the melt viscosity of the pressure-sensitive adhesive, the air flow rate during spray coating (hot air flow rate), the height of the curtain spray die, the spray temperature (spray die temperature), and the like.
上記繊維状粘着剤層Bの厚みは、テープの平滑性の観点から、10〜200μmが好ましく、より好ましくは30〜150μm、さらに好ましくは30〜100μmである The thickness of the fibrous pressure-sensitive adhesive layer B is preferably 10 to 200 μm, more preferably 30 to 150 μm, and still more preferably 30 to 100 μm, from the viewpoint of tape smoothness.
上記繊維状粘着剤層Bのゲル分率は、35〜90%であり、好ましくは40〜80%、より好ましくは40〜70%である。ゲル分率を35%以上とすることにより、繊維状粘着剤層が流動しにくくなり、時間が経過しても通気性が変化しにくく、均一な通気性を有する。また高温で保存した後や、圧力が加えられた場合でも、粘着剤層が流動しにくく、通気性が変化しにくい。ゲル分率を90%以下とすることにより、粘着力が向上する。上記ゲル分率は、粘着剤の種類、スプレー塗布の条件、硬化条件等によって制御することができる。上記ゲル分率(トルエン不溶分の割合)は、具体的には、例えば、上述の<ゲル分率の測定方法>により測定し、算出できる。 The gel fraction of the fibrous pressure-sensitive adhesive layer B is 35 to 90%, preferably 40 to 80%, more preferably 40 to 70%. By setting the gel fraction to 35% or more, the fibrous pressure-sensitive adhesive layer becomes difficult to flow, and the air permeability hardly changes over time, and the air permeability is uniform. In addition, even after storage at a high temperature or when pressure is applied, the pressure-sensitive adhesive layer hardly flows and the air permeability hardly changes. By setting the gel fraction to 90% or less, the adhesive strength is improved. The gel fraction can be controlled by the type of pressure-sensitive adhesive, spray coating conditions, curing conditions, and the like. Specifically, the gel fraction (ratio of toluene insoluble matter) can be measured and calculated, for example, by the above-described <Method for measuring gel fraction>.
(基材B)
上記基材Bは、不織布(不織布B)及び多孔質フィルム(多孔質フィルムB)の少なくとも一方を含む。上記基材Bは、例えば、不織布B又は多孔質フィルムBのみからなる単層基材であってもよいし、不織布Bを含む積層基材、多孔質フィルムBを含む積層基材、又は不織布B及び多孔質フィルムBを含む積層基材であってもよい。上記基材Bが積層基材の場合は、不織布B、多孔質フィルムB以外に、紙、織布などの通気性を有する部材を含んでいてもよい。
(Substrate B)
The base material B includes at least one of a nonwoven fabric (nonwoven fabric B) and a porous film (porous film B). The base material B may be, for example, a single-layer base material composed of only the non-woven fabric B or the porous film B, a laminated base material including the non-woven fabric B, a laminated base material including the porous film B, or the non-woven fabric B. And the laminated base material containing the porous film B may be sufficient. When the base material B is a laminated base material, in addition to the non-woven fabric B and the porous film B, air permeable members such as paper and woven fabric may be included.
上記不織布Bとしては、特に限定されないが、例えば、上述の不織布Aなどが挙げられる。中でも、風合いや通気性の観点から、ポリエステル製不織布が好ましい。上記不織布Bは、1種の繊維から構成されていてもよく、複数種の繊維が組み合わせられて構成されていてもよい。 Although it does not specifically limit as said nonwoven fabric B, For example, the above-mentioned nonwoven fabric A etc. are mentioned. Among these, polyester nonwoven fabrics are preferable from the viewpoint of texture and breathability. The said nonwoven fabric B may be comprised from 1 type of fiber, and may be comprised combining multiple types of fiber.
上記不織布Bの製造方式は、特に限定されないが、例えば、スパンボンド方式、スパンレース方式などが挙げられる。中でも、強度の観点から、スパンボンド方式により製造された不織布(スパンボンド不織布)が好ましい。なお、上記不織布Bは単層、複層のいずれの形態を有していてもよい。上記不織布Bにおいて、繊維径(平均繊維径)、繊維長、目付量などは特に限定されないが、例えば、加工性やコストの観点から、目付量は20〜100g/m2が好ましく、さらに好ましくは20〜80g/m2である。 Although the manufacturing method of the said nonwoven fabric B is not specifically limited, For example, a spun bond system, a spunlace system, etc. are mentioned. Among these, a nonwoven fabric (spunbond nonwoven fabric) manufactured by a spunbond method is preferable from the viewpoint of strength. In addition, the said nonwoven fabric B may have any form of a single layer and a multilayer. In the non-woven fabric B, the fiber diameter (average fiber diameter), fiber length, basis weight and the like are not particularly limited. For example, the basis weight is preferably 20 to 100 g / m 2 and more preferably from the viewpoint of processability and cost. 20 to 80 g / m 2 .
上記多孔質フィルムBとしては、特に限定されないが、例えば、上述の多孔質フィルムAなどが挙げられる。上記の中でも、価格、柔軟性の観点から、ポリオレフィン系樹脂から構成される多孔質フィルムが好ましい。 Although it does not specifically limit as said porous film B, For example, the above-mentioned porous film A etc. are mentioned. Among these, a porous film composed of a polyolefin-based resin is preferable from the viewpoint of price and flexibility.
上記ポリオレフィン系樹脂としては、特に限定されないが、例えば、上述のポリエステル樹脂が挙げられる。上記ポリオレフィン系樹脂は、単独で使用してもよいし、2種以上を混合して使用してもよい。 Although it does not specifically limit as said polyolefin resin, For example, the above-mentioned polyester resin is mentioned. The said polyolefin resin may be used independently, and 2 or more types may be mixed and used for it.
上記多孔質フィルムBを構成する樹脂(例えば、ポリオレフィン系樹脂)は、特に限定されないが、例えば、無機粒子を含んでいてもよい。上記無機粒子は、延伸により無機粒子の周囲にボイド(孔)を発生させることによって、フィルムを多孔質化させる役割を担う。上記無機粒子としては、公知乃至慣用のものの中から適宜選択使用することができ、例えば、上述の無機粒子などが挙げられる。無機粒子の形状は特に限定されず、平板形状、粒状などのものを用いることができる。上記無機粒子は、単独で使用してもよいし、2種以上を混合して使用してもよい。 Although resin (for example, polyolefin resin) which constitutes the porous film B is not particularly limited, for example, inorganic particles may be included. The inorganic particles play a role of making the film porous by generating voids (pores) around the inorganic particles by stretching. As said inorganic particle, it can select suitably from well-known thru | or a usual thing, for example, the above-mentioned inorganic particle etc. are mentioned. The shape of the inorganic particles is not particularly limited, and a flat plate shape, a granular shape, or the like can be used. The said inorganic particle may be used independently and may mix and use 2 or more types.
上記多孔質フィルムBには、着色剤、老化防止剤、酸化防止剤、紫外線吸収剤、難燃剤、安定剤などの各種添加剤が配合されていてもよい。 The porous film B may contain various additives such as a colorant, an antioxidant, an antioxidant, an ultraviolet absorber, a flame retardant, and a stabilizer.
上記多孔質フィルムBは、特に限定されないが、例えば、未延伸フィルムを延伸することにより多孔質化して製造できる。上記多孔質フィルムBは、例えば、溶融製膜法(Tダイ法、インフレーション法)によって製造することができる。具体的には、例えば、上記ポリエステル系樹脂、上記無機粒子などを2軸混練押出機にて混合分散し、原料ペレットを作製した後、1軸押出機にて溶融押出して未延伸フィルムを作製し、該未延伸フィルムを、延伸することにより多孔質化させて製造する。多孔質フィルムを積層フィルムとする場合には、共押出法を好ましく用いることができる。なお、上記多孔質フィルムBには、必要に応じて、背面処理、帯電防止処理などの各種処理が施されていてもよい。 Although the said porous film B is not specifically limited, For example, it can be manufactured by making porous by extending | stretching an unstretched film. The porous film B can be manufactured, for example, by a melt film forming method (T-die method, inflation method). Specifically, for example, the polyester resin, the inorganic particles, and the like are mixed and dispersed in a biaxial kneading extruder to produce raw material pellets, and then melt-extruded in a monoaxial extruder to produce an unstretched film. The unstretched film is made porous by stretching. When a porous film is used as a laminated film, a coextrusion method can be preferably used. The porous film B may be subjected to various treatments such as back treatment and antistatic treatment as necessary.
上記基材Bの厚さは、特に限定されないが、加工性、風合いの観点から、例えば、30〜200μmが好ましく、より好ましくは30〜150μm、さらに好ましくは30〜100μmである。 Although the thickness of the said base material B is not specifically limited, From a viewpoint of workability and a feel, for example, 30-200 micrometers is preferable, More preferably, it is 30-150 micrometers, More preferably, it is 30-100 micrometers.
上記基材Bのフラジール通気度は、特に限定されないが、通気性の観点から、例えば、300〜5000cc/cm2/secが好ましく、より好ましくは1000〜3000cc/cm2/secである。 Although the fragile air permeability of the base material B is not particularly limited, it is preferably, for example, 300 to 5000 cc / cm 2 / sec, more preferably 1000 to 3000 cc / cm 2 / sec from the viewpoint of air permeability.
本発明のウレタン系粘着シートは、上記基材Bの一方の表面に繊維状粘着剤層Bを有する片面粘着シートであってもよいし、上記基材Bの両方の表面に繊維状粘着剤層Bを有する両面粘着シート、又は上記基材Bの一方の表面に繊維状粘着剤層Bを有し、他方の表面には繊維状粘着剤層B以外の繊維状粘着剤層(例えば繊維状粘着剤層A、繊維状粘着剤層C、繊維状粘着剤層A及び繊維状粘着剤層C以外の繊維状粘着剤層など)を有する両面粘着シートであってもよい。本発明のウレタン系粘着シートが両面粘着シートである場合は、生産性の観点から、基材Bの両方の表面に繊維状粘着剤層Bを有する両面粘着シートが好ましい。 The urethane pressure-sensitive adhesive sheet of the present invention may be a single-sided pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer B on one surface of the substrate B, or a fibrous pressure-sensitive adhesive layer on both surfaces of the substrate B. A double-sided pressure-sensitive adhesive sheet having B or a fibrous pressure-sensitive adhesive layer B on one surface of the substrate B, and a fibrous pressure-sensitive adhesive layer other than the fibrous pressure-sensitive adhesive layer B (for example, fibrous pressure-sensitive adhesive layer) on the other surface Double-sided pressure-sensitive adhesive sheet having adhesive layer A, fibrous pressure-sensitive adhesive layer C, fibrous pressure-sensitive adhesive layer A, and fibrous pressure-sensitive adhesive layer other than fibrous pressure-sensitive adhesive layer C) may be used. When the urethane type adhesive sheet of this invention is a double-sided adhesive sheet, the double-sided adhesive sheet which has the fibrous adhesive layer B on both surfaces of the base material B is preferable from a viewpoint of productivity.
本発明のウレタン系粘着シートの製造方法は、公知乃至慣用の製造方法を用いることができ、特に限定されないが、例えば、上記基材Bの少なくとも一方の表面に、繊維状粘着剤層Bを設ける方法などが挙げられる。繊維状粘着剤層Bを設ける方法としては、上記繊維状粘着剤層Bを設ける方法が挙げられる。 Although the manufacturing method of the urethane type adhesive sheet of this invention can use a well-known thru | or usual manufacturing method, It does not specifically limit, For example, the fibrous adhesive layer B is provided in the at least one surface of the said base material B. The method etc. are mentioned. Examples of the method for providing the fibrous pressure-sensitive adhesive layer B include a method for providing the fibrous pressure-sensitive adhesive layer B.
より具体的には、ホットメルト型紫外線硬化性アクリル系粘着剤を不織布B及び/又は多孔質フィルムBを含む基材Bの少なくとも一方の表面にスプレー塗布して繊維状粘着剤層Bを形成する工程、繊維状粘着剤層Bに照度120〜240mW/cm2(好ましくは200〜240mW/cm2)、光量300〜500mJ/cm2の紫外線を照射して繊維状粘着剤層Bのゲル分率を35〜90%とする工程などを含む製造方法が挙げられる。本発明のウレタン系粘着シートの製造方法は、上記工程の全てを含んでいてもよいし、一部を含んでいてもよい。 More specifically, a hot-melt ultraviolet curable acrylic pressure-sensitive adhesive is spray-coated on at least one surface of the substrate B including the nonwoven fabric B and / or the porous film B to form the fibrous pressure-sensitive adhesive layer B. step, illuminance fibrous adhesive layer B 120~240mW / cm 2 (preferably 200~240mW / cm 2), the gel fraction of the fibrous pressure-sensitive adhesive layer B was irradiated with ultraviolet light quantity 300~500mJ / cm 2 The manufacturing method including the process etc. which make 35-90% is mentioned. The manufacturing method of the urethane type adhesive sheet of this invention may include all the said processes, and may include one part.
本発明のウレタン系粘着シートの厚み(総厚み)は、特に限定されないが、50〜200μmが好ましく、さらに好ましくは70〜150μmである。上記厚みが200μm以下であることにより、柔軟性や風合いを良好とすることができる。上記厚みが50μm以上であることにより、シワが入りにくく、また生産性に優れる。粘着シートの上記厚みには、セパレータの厚みは含まれない。 Although the thickness (total thickness) of the urethane type adhesive sheet of this invention is not specifically limited, 50-200 micrometers is preferable, More preferably, it is 70-150 micrometers. When the thickness is 200 μm or less, flexibility and texture can be improved. When the thickness is 50 μm or more, wrinkles are hardly formed and the productivity is excellent. The thickness of the pressure-sensitive adhesive sheet does not include the thickness of the separator.
本発明のウレタン系粘着シートのフラジール通気度は、特に限定されないが、通気性の観点から、例えば、30〜500cc/cm2/secが好ましく、より好ましくは100〜300cc/cm2/secである。 The fragile air permeability of the urethane-based pressure-sensitive adhesive sheet of the present invention is not particularly limited, but is preferably 30 to 500 cc / cm 2 / sec, more preferably 100 to 300 cc / cm 2 / sec, from the viewpoint of air permeability. .
[本発明のSIS系粘着シート]
本発明のSIS系粘着シートは、不織布及び/又は多孔質フィルムを含む基材Cの少なくとも一方の表面に、ホットメルト型SIS系粘着剤をスプレー塗布することにより形成された繊維状粘着剤層(繊維状粘着剤層C)を有する。
[SIS pressure-sensitive adhesive sheet of the present invention]
The SIS pressure-sensitive adhesive sheet of the present invention is a fibrous pressure-sensitive adhesive layer formed by spray-coating a hot-melt SIS pressure-sensitive adhesive on at least one surface of a substrate C including a nonwoven fabric and / or a porous film. It has a fibrous pressure-sensitive adhesive layer C).
(繊維状粘着剤層C)
上記ホットメルト型SIS系粘着剤は、SISブロック共重合体、温度23℃で固体の粘着付与剤(粘着付与剤Aと称する場合がある)、及び温度23℃で液体の粘着付与剤(粘着付与剤Bと称する場合がある)を含む。上記ホットメルト型SIS系粘着剤は、必要に応じて、さらに添加剤を含有していてもよい。
(Fibrous pressure-sensitive adhesive layer C)
The hot-melt type SIS pressure-sensitive adhesive is composed of a SIS block copolymer, a tackifier that is solid at a temperature of 23 ° C. (sometimes referred to as a tackifier A), and a tackifier that is liquid at a temperature of 23 ° C. Sometimes referred to as Agent B). The hot melt type SIS pressure-sensitive adhesive may further contain an additive as necessary.
上記SISブロック共重合体としては、特に限定されないが、例えば、スチレン、メチルスチレンなどのスチレン系化合物のスチレン系重合体ブロックと、イソプレンなどのイソプレン系化合物のイソプレン系重合体ブロックとからなるブロック共重合体などが挙げられる。なお、SISブロック共重合体には、必要に応じて、スチレン系重合体ブロック、イソプレン系重合体ブロック以外の重合体ブロックが含まれていてもよい。上記SISブロック共重合体に含まれる上記スチレン系重合体ブロックは、1種であってもよいし、2種以上であってもよい。上記SISブロック共重合体に含まれる上記イソプレン系重合体ブロックは、1種であってもよいし、2種以上であってもよい。上記SISブロック共重合体は、単独で又は2種以上組み合わせて使用できる。 The SIS block copolymer is not particularly limited. For example, a block copolymer comprising a styrene polymer block of a styrene compound such as styrene or methylstyrene and an isoprene polymer block of an isoprene compound such as isoprene. A polymer etc. are mentioned. The SIS block copolymer may contain a polymer block other than the styrene polymer block and the isoprene polymer block as necessary. The styrene polymer block contained in the SIS block copolymer may be one type or two or more types. 1 type may be sufficient as the said isoprene-type polymer block contained in the said SIS block copolymer, and 2 or more types may be sufficient as it. The SIS block copolymers can be used alone or in combination of two or more.
上記SISブロック共重合体を構成するモノマー成分中のスチレンの含有量は、特に限定されないが、例えば、上記SISブロック共重合体を構成するモノマー成分全量(100重量%)に対して、5〜40重量%が好ましく、より好ましくは10〜30重量%、さらに好ましくは15〜25重量%である。言い換えると、上記SISブロック共重合体(100重量%)中の、スチレンに由来する構成単位(構造単位)の含有量は、特に限定されないが、例えば、上記SISブロック共重合体を構成するモノマー成分全量(100重量%)に対して、5〜40重量%が好ましく、より好ましくは10〜30重量%、さらに好ましくは15〜25重量%である。スチレンの含有量を5重量%以上とすることにより、粘着剤層の凝集力が高くなり、粘着剤層が一層流動しにくくなる。スチレンの含有量を40重量%以下とすることにより、十分な接着性(粘着性)が得られる。 The content of styrene in the monomer component constituting the SIS block copolymer is not particularly limited. For example, the content of styrene is 5 to 40 with respect to the total amount of monomer components (100% by weight) constituting the SIS block copolymer. % By weight is preferable, more preferably 10 to 30% by weight, still more preferably 15 to 25% by weight. In other words, the content of the structural unit (structural unit) derived from styrene in the SIS block copolymer (100% by weight) is not particularly limited. For example, a monomer component constituting the SIS block copolymer 5-40 weight% is preferable with respect to the whole quantity (100 weight%), More preferably, it is 10-30 weight%, More preferably, it is 15-25 weight%. By setting the styrene content to 5% by weight or more, the cohesive force of the pressure-sensitive adhesive layer becomes high, and the pressure-sensitive adhesive layer becomes more difficult to flow. By setting the styrene content to 40% by weight or less, sufficient adhesion (tackiness) can be obtained.
上記ホットメルト型SIS系粘着剤における上記SISブロック共重合体の含有量は、特に限定されないが、例えば、上記ホットメルト型SIS系粘着剤全量(100重量%)に対して、20〜99重量%が好ましく、より好ましくは40〜99重量%、さらに好ましくは50〜90重量%である。SISブロック共重合体の含有量を20重量%以上とすることにより、粘着剤の凝集力を維持することができる。SISブロック共重合体の含有量を99重量%以下とすることにより、塗布性に優れる。 The content of the SIS block copolymer in the hot melt type SIS pressure-sensitive adhesive is not particularly limited. For example, it is 20 to 99% by weight with respect to the total amount of the hot melt type SIS pressure sensitive adhesive (100% by weight). Is more preferable, more preferably 40 to 99% by weight, still more preferably 50 to 90% by weight. By setting the content of the SIS block copolymer to 20% by weight or more, the cohesive force of the pressure-sensitive adhesive can be maintained. By making the content of the SIS block copolymer 99% by weight or less, the coating property is excellent.
上記SISブロック共重合体の重量平均分子量(Mw)は、特に限定されないが、粘着剤の塗工性が増し、塗布した粘着剤が一層流動しにくくなり、形成した繊維状粘着剤層の強度が向上するという観点から、例えば、100000〜300000が好ましい。上記SISブロック共重合体の重量平均分子量は、重合の際の温度や時間の他、モノマー濃度などによりコントロールすることができる。 The weight average molecular weight (Mw) of the SIS block copolymer is not particularly limited, but the coating property of the adhesive increases, the applied adhesive becomes more difficult to flow, and the strength of the formed fibrous adhesive layer is increased. From the viewpoint of improving, for example, 100,000 to 300,000 is preferable. The weight average molecular weight of the SIS block copolymer can be controlled by the monomer concentration and the like in addition to the temperature and time during the polymerization.
上記SISブロック共重合体は、特に限定されないが、高温や圧力が加えられた場合でも粘着剤が一層流動しにくくなるという観点から、SIジブロック量が、上記SISブロック共重合体を構成するモノマー成分全量(100重量%)に対して、10〜35重量%であることが好ましい。 The SIS block copolymer is not particularly limited, but from the viewpoint that the pressure-sensitive adhesive becomes more difficult to flow even when high temperature or pressure is applied, the amount of SI diblock is a monomer constituting the SIS block copolymer. It is preferable that it is 10-35 weight% with respect to the component whole quantity (100 weight%).
上記SISブロック共重合体は、市販品を用いることが可能であり、例えば、溶融粘度が低く、凝集力が高いという観点から、商品名「クインタック3280」(日本ゼオン(株)製)、商品名「クインタック3450」(日本ゼオン(株)製)などが挙げられる。 Commercially available products can be used as the SIS block copolymer. For example, from the viewpoint of low melt viscosity and high cohesive force, the trade name “Quintac 3280” (manufactured by Nippon Zeon Co., Ltd.), product The name “Quintac 3450” (manufactured by Nippon Zeon Co., Ltd.) is exemplified.
上記ホットメルト型SIS系粘着剤に、粘着付与剤A(粘着付与樹脂A)が含まれると、粘着性が向上する。粘着付与剤Aとしては、特に限定されないが、例えば、テルペン系粘着付与樹脂、フェノール系粘着付与樹脂、ロジン系粘着付与樹脂、石油系粘着付与樹脂などのうち温度23℃で固体のもの(温度23℃で固体のテルペン系粘着付与樹脂、温度23℃で固体のフェノール系粘着付与樹脂、温度23℃で固体のロジン系粘着付与樹脂、温度23℃で固体の石油系粘着付与樹脂など)が挙げられる。中でも、SISブロック共重合体との相溶性に優れるという観点から、温度23℃で固体のテルペン系粘着付与樹脂が好ましい。粘着付与剤Aは、単独で又は2種以上を組み合わせて使用できる。 When the above-mentioned hot melt type SIS pressure-sensitive adhesive contains a tackifier A (tackifier resin A), the tackiness is improved. The tackifier A is not particularly limited. For example, among the terpene tackifier resin, phenol tackifier resin, rosin tackifier resin, petroleum tackifier resin, etc. Terpene-based tackifier resin solid at 23 ° C., phenol-based tackifier resin solid at 23 ° C., rosin-based tackifier resin solid at 23 ° C., petroleum-based tackifier resin solid at 23 ° C. . Among them, a terpene tackifying resin that is solid at a temperature of 23 ° C. is preferable from the viewpoint of excellent compatibility with the SIS block copolymer. The tackifier A can be used alone or in combination of two or more.
粘着付与剤Aにおける上記テルペン系粘着付与樹脂としては、特に限定されないが、例えば、α−ピネン重合体、β−ピネン重合体、ジペンテン重合体などのテルペン系樹脂や、これらのテルペン系樹脂を変性(フェノール変性、芳香族変性、水素添加変性、炭化水素変性など)した変性テルペン系樹脂(例えば、フェノール変性テルペン系樹脂、芳香族変性テルペン系樹脂、水素添加変性テルペン系樹脂、炭化水素変性テルペン系樹脂など)などのうち、温度23℃で固体のものが挙げられる。中でも、高温雰囲気下でも熱劣化しにくいという観点から、温度23℃で固体の水素添加変性テルペン系樹脂、温度23℃で固体の芳香族変性テルペン系樹脂が好ましい。特に、SISブロック共重合体との相溶性が一層優れ、粘度を適正な範囲に調整することができ、低温接着性にも優れるという観点から、温度23℃で固体の水素添加変性テルペン系樹脂と温度23℃で固体の芳香族変性テルペン系樹脂とを共に含むことが好ましい。 The terpene-based tackifier resin in the tackifier A is not particularly limited. For example, terpene resins such as α-pinene polymer, β-pinene polymer, and dipentene polymer, and these terpene resins are modified. Modified terpene resins (for example, phenol modified, aromatic modified, hydrogenated modified, hydrocarbon modified, etc.) (for example, phenol modified terpene resin, aromatic modified terpene resin, hydrogenated modified terpene resin, hydrocarbon modified terpene resin) Resins, etc.) are solid at a temperature of 23 ° C. Among these, from the viewpoint of being hardly thermally deteriorated even in a high temperature atmosphere, a hydrogenated modified terpene resin that is solid at a temperature of 23 ° C. and an aromatic modified terpene resin that is solid at a temperature of 23 ° C. are preferable. In particular, from the viewpoint that the compatibility with the SIS block copolymer is further excellent, the viscosity can be adjusted to an appropriate range, and the low-temperature adhesiveness is excellent, a hydrogenated modified terpene resin that is solid at a temperature of 23 ° C. It is preferable to contain both the aromatic modified terpene resin that is solid at a temperature of 23 ° C.
粘着付与剤Aにおける温度23℃で固体の上記テルペン系粘着付与樹脂の軟化温度(軟化点)は、特に限定されないが、例えば、80〜130℃が好ましく、より好ましくは90〜120℃である。上記軟化温度が80℃以上であることにより、粘着剤が一層流動しにくくなる。上記軟化温度が130℃以下であることにより、塗工性に優れる。なお、上記軟化温度とは、JIS K7206に基づき測定されたビカット軟化点をいう。 The softening temperature (softening point) of the terpene tackifying resin that is solid at a temperature of 23 ° C. in the tackifier A is not particularly limited, but is preferably 80 to 130 ° C., and more preferably 90 to 120 ° C., for example. When the softening temperature is 80 ° C. or higher, the pressure-sensitive adhesive becomes more difficult to flow. When the softening temperature is 130 ° C. or lower, the coating property is excellent. In addition, the said softening temperature means the Vicat softening point measured based on JISK7206.
粘着付与剤Aにおける温度23℃で固体の上記テルペン系粘着付与樹脂は、特に限定されないが、高温や圧力が加えられた場合でも粘着剤が流動しにくくなるという観点から、例えば、軟化点が80℃以上であることが好ましい。 The terpene-based tackifying resin that is solid at a temperature of 23 ° C. in the tackifier A is not particularly limited, but from the viewpoint that the pressure-sensitive adhesive hardly flows even when a high temperature or pressure is applied, for example, the softening point is 80. It is preferable that the temperature is at least ° C.
粘着付与剤Aにおける上記フェノール系粘着付与樹脂としては、各種フェノール類(例えば、フェノール、m−クレゾール、3,5−キシレノール、p−アルキルフェノール、レゾルシンなど)とホルムアルデヒドとの縮合物(例えば、アルキルフェノール系樹脂、キシレンホルムアルデヒド系樹脂など)、上記フェノール類とホルムアルデヒドとをアルカリ触媒で付加反応させたレゾールや、上記フェノール類とホルムアルデヒドとを酸触媒で縮合反応させて得られるノボラックの他、ロジン類(未変性ロジン、変性ロジンや、各種ロジン誘導体など)にフェノールを酸触媒で付加させ熱重合することにより得られるロジン変性フェノール樹脂などのうち、温度23℃で固体のものが挙げられる。 Examples of the phenolic tackifier resin in the tackifier A include condensates of various phenols (eg, phenol, m-cresol, 3,5-xylenol, p-alkylphenol, resorcin, etc.) and formaldehyde (eg, alkylphenol type). Resin, xylene formaldehyde resin, etc.), resole obtained by addition reaction of the above phenols and formaldehyde with an alkali catalyst, novolak obtained by condensation reaction of the above phenols with formaldehyde with an acid catalyst, and rosins (not yet used). Among rosin-modified phenolic resins obtained by adding phenol to an acid catalyst and heat-polymerizing a modified rosin, modified rosin, various rosin derivatives, etc.), those solid at 23 ° C. are exemplified.
粘着付与剤Aにおける上記ロジン系粘着付与樹脂としては、例えば、ガムロジン、ウッドロジン、トール油ロジンなどの未変性ロジン(生ロジン)や、これらの未変性ロジンを水添化、不均化、重合などにより変性した変性ロジン(水添ロジン、不均化ロジン、重合ロジンの他、その他の化学的に修飾されたロジンなど)の他、各種のロジン誘導体などのうち、温度23℃で固体のものが挙げられる。 Examples of the rosin-based tackifying resin in the tackifier A include, for example, unmodified rosin (raw rosin) such as gum rosin, wood rosin, tall oil rosin, and hydrogenation, disproportionation, polymerization, etc. of these unmodified rosins. Modified rosins modified by the above (hydrogenated rosin, disproportionated rosin, polymerized rosin, other chemically modified rosins, etc.) and various rosin derivatives, etc., which are solid at a temperature of 23 ° C. Can be mentioned.
粘着付与剤Aにおける上記石油系粘着付与樹脂としては、例えば、芳香族系石油樹脂、脂肪族系石油樹脂、脂環族系石油樹脂(脂肪族環状石油樹脂)、脂肪族・芳香族系石油樹脂、脂肪族・脂環族系石油樹脂、水素添加石油樹脂、クマロン系樹脂、クマロンインデン系樹脂等の公知の石油樹脂のうち、温度23℃で固体のものが挙げられる。 Examples of the petroleum-based tackifier resin in the tackifier A include, for example, aromatic petroleum resins, aliphatic petroleum resins, alicyclic petroleum resins (aliphatic cyclic petroleum resins), and aliphatic / aromatic petroleum resins. Among known petroleum resins such as aliphatic / alicyclic petroleum resins, hydrogenated petroleum resins, coumarone resins, coumarone indene resins and the like, those that are solid at a temperature of 23 ° C. can be mentioned.
上記ホットメルト型SIS系粘着剤中の粘着付与剤Aの含有量は、SISブロック共重合体100重量部に対して、20〜150重量部であり、好ましくは20〜100重量部、より好ましくは50〜80重量部である。上記含有量を20重量部以上とすることにより、 粘着剤が流動しにくくなる。上記含有量を150重量部以下とすることにより、低温特性を確保できる。 The content of tackifier A in the hot melt type SIS adhesive is 20 to 150 parts by weight, preferably 20 to 100 parts by weight, more preferably 100 parts by weight of the SIS block copolymer. 50 to 80 parts by weight. By making the content 20 parts by weight or more, the pressure-sensitive adhesive becomes difficult to flow. By setting the content to 150 parts by weight or less, low temperature characteristics can be secured.
上記粘着付与剤Aは、市販品を用いることが可能であり、例えば、粘度を低下させつつ、高温時に凝集力が低下しにくいという観点から、商品名「クリアロンM105」(ヤスハラケミカル(株)製、水素添加変性テルペン系樹脂)、商品名「クリアロンK4090」(ヤスハラケミカル(株)製)などが挙げられる。 Commercially available products can be used as the tackifier A. For example, from the viewpoint of reducing cohesive force at high temperatures while reducing the viscosity, the trade name “Clearon M105” (manufactured by Yasuhara Chemical Co., Ltd., Hydrogenated modified terpene resin), trade name “Clearon K4090” (manufactured by Yasuhara Chemical Co., Ltd.) and the like.
上記粘着付与剤Aは、温度23℃で固体である。粘着付与剤Aの融点は、特に限定されないが、例えば、23℃より高いことが好ましく、より好ましくは90℃以上である。 The tackifier A is a solid at a temperature of 23 ° C. The melting point of the tackifier A is not particularly limited, but is preferably higher than 23 ° C., and more preferably 90 ° C. or higher.
上記ホットメルト型SIS系粘着剤に、粘着付与剤B(粘着付与樹脂B)が含まれると、溶融粘度が低下する。粘着付与剤Bとしては、温度23℃で液体(液状)であれば、特に限定されないが、例えば、テルペン系粘着付与樹脂、フェノール系粘着付与樹脂、ロジン系粘着付与樹脂、石油系粘着付与樹脂などのうち温度23℃で液体のもの(温度23℃で液体のテルペン系粘着付与樹脂、温度23℃で液体のフェノール系粘着付与樹脂、温度23℃で液体のロジン系粘着付与樹脂、温度23℃で液体の石油系粘着付与樹脂など)、パラフィンオイルなどの石油系オイル、プロセス油、ナフテン油、ひまし油、アマニ油、大豆油、フタル酸ジ−2−エチルヘキシル(DOP)、フタル酸ジブチル(DBP)、リン酸エステル、高級脂肪酸エステル、アルキルスルホン酸エステルなどの有機酸エステルなどが挙げられる。粘着付与剤Bは、単独で又は2種以上を組み合わせて使用できる。 When tackifier B (tackifier resin B) is included in the hot melt type SIS adhesive, the melt viscosity decreases. The tackifier B is not particularly limited as long as it is liquid (liquid) at a temperature of 23 ° C., and examples thereof include a terpene tackifier resin, a phenol tackifier resin, a rosin tackifier resin, and a petroleum tackifier resin. Of these, liquid at a temperature of 23 ° C. (terpene tackifying resin that is liquid at a temperature of 23 ° C., phenolic tackifying resin that is liquid at a temperature of 23 ° C., rosin tackifying resin that is liquid at a temperature of 23 ° C., and at a temperature of 23 ° C. Liquid petroleum-based tackifying resins), petroleum oils such as paraffin oil, process oil, naphthenic oil, castor oil, linseed oil, soybean oil, di-2-ethylhexyl phthalate (DOP), dibutyl phthalate (DBP), Examples thereof include organic acid esters such as phosphate esters, higher fatty acid esters, and alkyl sulfonate esters. Tackifier B can be used alone or in combination of two or more.
上記ホットメルト型SIS系粘着剤中の粘着付与剤Bの含有量は、SISブロック共重合体100重量部に対して、20〜90重量部であり、好ましくは20〜80重量部、より好ましくは20〜60重量部である。上記含有量を20重量部以上とすることにより、塗工性が向上する。上記含有量を90重量部以下とすることにより、流動性が低くなる。特に、高温で保存した後や、圧力が加えられた場合でも、粘着剤層が流動性しにくく、通気性が変化しにくくなる。 The content of tackifier B in the hot melt type SIS pressure-sensitive adhesive is 20 to 90 parts by weight, preferably 20 to 80 parts by weight, more preferably 100 parts by weight of the SIS block copolymer. 20 to 60 parts by weight. By making the content 20 parts by weight or more, coatability is improved. When the content is 90 parts by weight or less, the fluidity is lowered. In particular, even after storage at a high temperature or when pressure is applied, the pressure-sensitive adhesive layer is difficult to flow and the air permeability is difficult to change.
上記粘着付与剤Bは、市販品を用いることが可能であり、例えば、商品名「YSレジンTO−L」(ヤスハラケミカル(株)製、芳香族変性テルペン系樹脂)などが挙げられる。 Commercially available products can be used as the tackifier B, and examples thereof include a trade name “YS Resin TO-L” (manufactured by Yasuhara Chemical Co., Ltd., aromatic modified terpene resin).
上記ホットメルト型SIS系粘着剤は、粘着付与剤Aのみを含む場合、溶融粘度が高くなり、塗工性が悪くなる場合がある。粘着付与剤Aと粘着剤付与剤Bを共に含むと、溶融粘度を適正な範囲に調整でき、さらに低温接着性にも優れる。そのため、上記ホットメルト型SIS系粘着剤は、特に限定されないが、上記粘着付与剤Aと上記粘着付与剤Bを共に含むことが好ましい。
上記ホットメルト型SIS系粘着剤中の粘着付与剤Aと粘着付与剤Bの合計量は、特に限定されないが、例えば、SISブロック共重合体100重量部に対して、40〜240重量部が好ましく、より好ましくは50〜200重量部、さらに好ましくは50〜150重量部である。
When the hot melt type SIS pressure-sensitive adhesive contains only the tackifier A, the melt viscosity becomes high and the coatability may be deteriorated. When both tackifier A and tackifier B are included, the melt viscosity can be adjusted to an appropriate range, and the low-temperature adhesiveness is also excellent. Therefore, the hot-melt type SIS pressure-sensitive adhesive is not particularly limited, but preferably includes both the tackifier A and the tackifier B.
The total amount of tackifier A and tackifier B in the hot melt type SIS pressure-sensitive adhesive is not particularly limited. For example, 40 to 240 parts by weight is preferable with respect to 100 parts by weight of the SIS block copolymer. More preferably, it is 50-200 weight part, More preferably, it is 50-150 weight part.
上記ホットメルト型SIS系粘着剤が、上記粘着付与剤Aと上記粘着付与剤Bを共に含む場合は、高温で保存した後や、圧力が加えられた場合でも、通気性が変化しにくくなるという観点から、粘着付与剤Aよりも粘着付与剤Bの割合が少ないこと(例えば、粘着付与剤Aと粘着付与剤Bの合計量中の粘着付与剤Bの割合が50%未満、好ましくは40%以下)が好ましい。 When the hot melt type SIS adhesive contains both the tackifier A and the tackifier B, the air permeability is less likely to change even after storage at a high temperature or when pressure is applied. From the viewpoint, the proportion of tackifier B is less than that of tackifier A (for example, the proportion of tackifier B in the total amount of tackifier A and tackifier B is less than 50%, preferably 40%. The following is preferable.
上記ホットメルト型SIS系粘着剤における添加剤としては、特に限定されないが、例えば、酸化防止剤、架橋剤、重合開始剤、架橋促進剤、老化防止剤、充填剤、着色剤、紫外線吸収剤、連鎖移動剤、可塑剤、界面活性剤、帯電防止剤が挙げられる。中でも、酸化防止剤が好ましい。 The additive in the hot melt type SIS pressure-sensitive adhesive is not particularly limited. For example, an antioxidant, a crosslinking agent, a polymerization initiator, a crosslinking accelerator, an anti-aging agent, a filler, a colorant, an ultraviolet absorber, Examples include chain transfer agents, plasticizers, surfactants, and antistatic agents. Of these, antioxidants are preferred.
上記ホットメルト型SIS系粘着剤に、酸化防止剤が含まれると、粘着剤の熱安定性が一層向上する。上記酸化防止剤としては、特に限定されないが、例えば、4−[[4,6−ビス(オクチルチオ)−1,3,5−トリアジン−2−イル]アミノ]−2,6−ジ−tert−ブチルフェノール(イルガノックス565)などの2,6−アルキルフェノール骨格を有するヒンダードフェノール系酸化防止剤、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト(イルガフォス168)などの亜リン酸エステル化合物、これらの混合物などが挙げられる。上記酸化防止剤は、単独で又は2種以上を組み合わせて使用できる。 When an antioxidant is contained in the hot melt type SIS adhesive, the thermal stability of the adhesive is further improved. The antioxidant is not particularly limited. For example, 4-[[4,6-bis (octylthio) -1,3,5-triazin-2-yl] amino] -2,6-di-tert- Hindered phenol antioxidants having a 2,6-alkylphenol skeleton such as butylphenol (Irganox 565) and phosphite compounds such as tris (2,4-di-t-butylphenyl) phosphite (Irgaphos 168) And a mixture thereof. The said antioxidant can be used individually or in combination of 2 or more types.
上記酸化防止剤は、一次老化防止と二次老化防止の観点から、イルガノックスB612(イルガノックス565とイルガフォス168の混合物)などの2,6−アルキルフェノール骨格を有するヒンダードフェノール系酸化防止剤と亜リン酸エステル化合物の混合物が好ましい。 From the viewpoint of preventing primary aging and secondary aging, the above antioxidant is a hindered phenolic antioxidant having a 2,6-alkylphenol skeleton such as Irganox B612 (a mixture of Irganox 565 and Irgaphos 168) and A mixture of phosphate ester compounds is preferred.
上記ホットメルト型SIS系粘着剤中の酸化防止剤の含有量は、特に限定されないが、例えば、SISブロック共重合体100重量部に対して、0.5〜10重量部が好ましく、より好ましくは1〜5重量部、さらに好ましくは1〜3重量部である。上記含有量を0.5重量部以上とすることにより、熱安定性が向上する。上記含有量を10重量部以下とすることにより、粘着剤層中の低分子量化合物のブリードを抑制することができる。 The content of the antioxidant in the hot-melt type SIS pressure-sensitive adhesive is not particularly limited. For example, it is preferably 0.5 to 10 parts by weight, more preferably 100 parts by weight of the SIS block copolymer. 1 to 5 parts by weight, more preferably 1 to 3 parts by weight. Thermal stability improves by making the said content into 0.5 weight part or more. By setting the content to 10 parts by weight or less, bleeding of low molecular weight compounds in the pressure-sensitive adhesive layer can be suppressed.
上記ホットメルト型SIS系粘着剤としては、特に限定されないが、高温で保存した場合や、圧力が加えられた場合でも一層流動しにくくなり、溶融粘度が適度な範囲となり、さらに粘着力に優れるという観点から、例えば、SISブロック共重合体、水素添加変性テルペン系樹脂、芳香族変性テルペン系樹脂、2,6−アルキルフェノール骨格を有するヒンダードフェノール系酸化防止剤と亜リン酸エステル化合物の混合物を含むことが好ましい。 The hot-melt type SIS-based pressure-sensitive adhesive is not particularly limited, but even when stored at a high temperature or when pressure is applied, it is more difficult to flow, the melt viscosity is in an appropriate range, and the adhesive strength is excellent. From the viewpoint, for example, a mixture of a SIS block copolymer, a hydrogenated modified terpene resin, an aromatic modified terpene resin, a hindered phenol antioxidant having a 2,6-alkylphenol skeleton and a phosphite compound is included. It is preferable.
上記ホットメルト型SIS系粘着剤は、例えば、上記SISブロック共重合体、上記粘着付与剤A、上記粘着付与剤B、必要に応じて加えられる上記酸化防止剤などを混合して調製することができる。 The hot-melt type SIS pressure-sensitive adhesive may be prepared by mixing, for example, the SIS block copolymer, the tackifier A, the tackifier B, the antioxidant added as necessary. it can.
上記ホットメルト型SIS系粘着剤は、加熱溶融できるため、スプレー塗布などにより通気性に優れた繊維状粘着剤層を形成できる。また、溶剤を含まないため、安全性に優れる。 Since the hot melt type SIS pressure-sensitive adhesive can be heated and melted, a fibrous pressure-sensitive adhesive layer having excellent air permeability can be formed by spray coating or the like. Moreover, since it does not contain a solvent, it is excellent in safety.
上記繊維状粘着剤層Cは、上記ホットメルト型SIS系粘着剤をスプレー塗布することにより形成される。すなわち、繊維状粘着剤層Cを設ける方法は、上記ホットメルト型SIS系粘着剤をスプレー塗布する方法である。上記スプレー塗布の方法としては、特に限定されないが、例えば、カーテンスプレー方式により加熱溶融させた粘着剤を、熱風を介し吹き付けて塗布する方法などが挙げられる。 The fibrous pressure-sensitive adhesive layer C is formed by spraying the hot melt type SIS pressure-sensitive adhesive. That is, the method of providing the fibrous pressure-sensitive adhesive layer C is a method of spray-coating the hot melt type SIS pressure-sensitive adhesive. Although it does not specifically limit as the method of the said spray application, For example, the method of spraying and apply | coating the adhesive which was heat-melted by the curtain spray system through a hot air etc. is mentioned.
スプレー塗布する際にホットメルト型SIS系粘着剤を溶融する温度(加熱溶融温度)は、特に限定されないが、100〜200℃以上が好ましく、より好ましくは130〜200℃、さらに好ましくは160〜200℃である。加熱溶融温度が100℃未満では、塗布後に粘着剤が流動して通気孔を塞ぐことがある。加熱溶融温度が200℃を超えると、粘着剤の熱劣化による変質を起こしやすくなる。上記ホットメルト型SIS系粘着剤の溶融後の粘度(溶融粘度)としては、特に限定されないが、例えば、6000〜100000mPa・sが好ましく、より好ましくは8000〜15000mPa・sである。溶融後の粘度を上記範囲とすることにより、平均繊維径が適当な範囲の繊維状粘着剤層を形成できる。なお、溶融後の粘度は、後述の(評価)の「(1)粘度」に記載の方法によって測定することができる。 The temperature at which the hot melt type SIS pressure-sensitive adhesive is melted (spreading temperature) when spray coating is not particularly limited, but is preferably 100 to 200 ° C or higher, more preferably 130 to 200 ° C, and still more preferably 160 to 200. ° C. When the heating and melting temperature is less than 100 ° C., the pressure-sensitive adhesive may flow after application and block the vent hole. When the heating and melting temperature exceeds 200 ° C., the adhesive is easily deteriorated due to thermal deterioration. Although it does not specifically limit as a viscosity (melting viscosity) after the fusion | melting of the said hot-melt type SIS type adhesive, For example, 6000-100000 mPa * s is preferable, More preferably, it is 8000-15000 mPa * s. By setting the viscosity after melting within the above range, a fibrous pressure-sensitive adhesive layer having an appropriate average fiber diameter can be formed. The viscosity after melting can be measured by the method described in “(1) Viscosity” in (Evaluation) described later.
カーテンスプレー方式にてスプレー塗布する際のエアー流量は、特に限定されないが、500〜1500L/分が好ましく、より好ましくは800〜1200L/分である。また、エアー温度は、特に限定されないが、150〜250℃が好ましく、より好ましくは170〜200℃である。 Although the air flow rate at the time of spray coating by the curtain spray method is not particularly limited, 500 to 1500 L / min is preferable, and 800 to 1200 L / min is more preferable. Moreover, although air temperature is not specifically limited, 150-250 degreeC is preferable, More preferably, it is 170-200 degreeC.
スプレー塗布する際のホットメルト型SIS系粘着剤の塗布量は、5〜100g/m2が好ましく、より好ましくは10〜50g/m2である。塗布量を5g/m2以上とすることにより、塗布ムラが少なくなり、被着体との接着性に優れる。塗布量を100g/m2以下とすることにより、通気性に優れる。 5-100 g / m < 2 > is preferable and, as for the application quantity of the hot-melt type SIS type adhesive at the time of spray coating, More preferably, it is 10-50 g / m < 2 >. By setting the coating amount to 5 g / m 2 or more, the coating unevenness is reduced and the adhesion to the adherend is excellent. By setting the coating amount to 100 g / m 2 or less, the air permeability is excellent.
上記繊維状粘着剤層Cの平均繊維径は、5〜100μmが好ましく、より好ましくは10〜50μmである。平均繊維径が5μm以上であることにより、粘着力が向上する。また、スプレー塗布時に粘着剤が周囲に飛び散りにくく、生産性に優れる。平均繊維径が100μm以下であることにより、粘着剤をスプレー塗布する際に粘着剤の温度が基材に伝わりにくく、基材にダメージを与えにくい。上記平均繊維径は、粘着剤の溶融粘度、スプレー塗布時のエアー流量(熱風の流量)、カーテンスプレーダイスの高さ、スプレー温度(スプレーダイス温度)等によって制御することができる。 5-100 micrometers is preferable and, as for the average fiber diameter of the said fibrous adhesive layer C, More preferably, it is 10-50 micrometers. When the average fiber diameter is 5 μm or more, the adhesive strength is improved. In addition, the adhesive is less likely to scatter around when spraying, and the productivity is excellent. When the average fiber diameter is 100 μm or less, the temperature of the pressure-sensitive adhesive is hardly transmitted to the base material when spraying the pressure-sensitive adhesive, and the base material is hardly damaged. The average fiber diameter can be controlled by the melt viscosity of the pressure-sensitive adhesive, the air flow rate during spray coating (hot air flow rate), the height of the curtain spray die, the spray temperature (spray die temperature), and the like.
上記繊維状粘着剤層Cの厚みは、テープの平滑性の観点から、10〜200μmが好ましく、より好ましくは30〜150μm、さらに好ましくは30〜100μmである The thickness of the fibrous pressure-sensitive adhesive layer C is preferably 10 to 200 μm, more preferably 30 to 150 μm, and further preferably 30 to 100 μm, from the viewpoint of tape smoothness.
(基材C)
上記基材Cは、不織布(不織布C)及び多孔質フィルム(多孔質フィルムC)の少なくとも一方を含む。上記基材Cは、例えば、不織布C又は多孔質フィルムCのみからなる単層基材であってもよいし、不織布Cを含む積層基材、多孔質フィルムCを含む積層基材、又は不織布C及び多孔質フィルムCを含む積層基材であってもよい。上記基材Cが積層基材の場合は、不織布C、多孔質フィルムC以外に、紙、織布などの通気性を有する部材を含んでいてもよい。
(Substrate C)
The base material C includes at least one of a nonwoven fabric (nonwoven fabric C) and a porous film (porous film C). The base material C may be, for example, a single-layer base material composed of only the nonwoven fabric C or the porous film C, a laminated base material including the nonwoven fabric C, a laminated base material including the porous film C, or the nonwoven fabric C. And the laminated base material containing the porous film C may be sufficient. When the base material C is a laminated base material, in addition to the nonwoven fabric C and the porous film C, air permeable members such as paper and woven fabric may be included.
上記不織布Cとしては、特に限定されないが、例えば、上述の不織布Aなどが挙げられる。中でも、風合いや通気性の観点から、ポリエステル製不織布が好ましい。上記不織布Cは、1種の繊維から構成されていてもよく、複数種の繊維が組み合わせられて構成されていてもよい。 Although it does not specifically limit as the said nonwoven fabric C, For example, the above-mentioned nonwoven fabric A etc. are mentioned. Among these, polyester nonwoven fabrics are preferable from the viewpoint of texture and breathability. The said nonwoven fabric C may be comprised from 1 type of fiber, and may be comprised combining multiple types of fiber.
上記不織布Cの製造方式は、特に限定されないが、例えば、スパンボンド方式、スパンレース方式などが挙げられる。中でも、強度の観点から、スパンボンド方式により製造された不織布(スパンボンド不織布)が好ましい。なお、上記不織布Cは単層、複層のいずれの形態を有していてもよい。上記不織布Cにおいて、繊維径(平均繊維径)、繊維長、目付量などは特に限定されないが、例えば、加工性やコストの観点から、目付量は20〜100g/m2が好ましく、さらに好ましくは20〜80g/m2である。 Although the manufacturing method of the said nonwoven fabric C is not specifically limited, For example, a spun bond system, a spunlace system, etc. are mentioned. Among these, a nonwoven fabric (spunbond nonwoven fabric) manufactured by a spunbond method is preferable from the viewpoint of strength. In addition, the said nonwoven fabric C may have any form of a single layer and a multilayer. In the non-woven fabric C, the fiber diameter (average fiber diameter), fiber length, basis weight, etc. are not particularly limited. For example, the basis weight is preferably 20 to 100 g / m 2 , more preferably from the viewpoint of processability and cost. 20 to 80 g / m 2 .
上記多孔質フィルムCとしては、特に限定されないが、例えば、上述の多孔質フィルムAなどが挙げられる。上記の中でも、価格、柔軟性の観点から、ポリオレフィン系樹脂から構成される多孔質フィルムが好ましい。 Although it does not specifically limit as said porous film C, For example, the above-mentioned porous film A etc. are mentioned. Among these, a porous film composed of a polyolefin-based resin is preferable from the viewpoint of price and flexibility.
上記ポリオレフィン系樹脂としては、特に限定されないが、例えば、上述のポリオレフィン系樹脂が挙げられる。上記ポリオレフィン系樹脂は、単独で使用してもよいし、2種以上を混合して使用してもよい。 Although it does not specifically limit as said polyolefin resin, For example, the above-mentioned polyolefin resin is mentioned. The said polyolefin resin may be used independently, and 2 or more types may be mixed and used for it.
上記多孔質フィルムCを構成する樹脂(例えば、ポリオレフィン系樹脂)は、特に限定されないが、例えば、無機粒子を含んでいてもよい。上記無機粒子は、延伸により無機粒子の周囲にボイド(孔)を発生させることによって、フィルムを多孔質化させる役割を担う。上記無機粒子としては、公知乃至慣用のものの中から適宜選択使用することができ、例えば、上述の無機粒子などが挙げられる。無機粒子の形状は特に限定されず、平板形状、粒状などのものを用いることができる。上記無機粒子は、単独で使用してもよいし、2種以上を混合して使用してもよい。 Although resin (for example, polyolefin resin) which constitutes the porous film C is not particularly limited, for example, inorganic particles may be included. The inorganic particles play a role of making the film porous by generating voids (pores) around the inorganic particles by stretching. As said inorganic particle, it can select suitably from well-known thru | or a usual thing, for example, the above-mentioned inorganic particle etc. are mentioned. The shape of the inorganic particles is not particularly limited, and a flat plate shape, a granular shape, or the like can be used. The said inorganic particle may be used independently and may mix and use 2 or more types.
上記多孔質フィルムCには、着色剤、老化防止剤、酸化防止剤、紫外線吸収剤、難燃剤、安定剤などの各種添加剤が配合されていてもよい。 The porous film C may be blended with various additives such as a colorant, an antioxidant, an antioxidant, an ultraviolet absorber, a flame retardant, and a stabilizer.
上記多孔質フィルムCは、特に限定されないが、例えば、未延伸フィルムを延伸することにより多孔質化して製造できる。上記多孔質フィルムCは、例えば、溶融製膜法(Tダイ法、インフレーション法)によって製造することができる。具体的には、例えば、上記ポリエステル系樹脂、上記無機粒子などを2軸混練押出機にて混合分散し、原料ペレットを作製した後、1軸押出機にて溶融押出して未延伸フィルムを作製し、該未延伸フィルムを、延伸することにより多孔質化させて製造する。多孔質フィルムを積層フィルムとする場合には、共押出法を好ましく用いることができる。なお、上記多孔質フィルムCには、必要に応じて、背面処理、帯電防止処理などの各種処理が施されていてもよい。 Although the said porous film C is not specifically limited, For example, it can be manufactured by making porous by extending | stretching an unstretched film. The porous film C can be produced, for example, by a melt film forming method (T-die method, inflation method). Specifically, for example, the polyester resin, the inorganic particles, and the like are mixed and dispersed in a biaxial kneading extruder to produce raw material pellets, and then melt-extruded in a monoaxial extruder to produce an unstretched film. The unstretched film is made porous by stretching. When a porous film is used as a laminated film, a coextrusion method can be preferably used. The porous film C may be subjected to various treatments such as back treatment and antistatic treatment as necessary.
上記基材Cの厚さは、特に限定されないが、加工性や風合いの観点から、例えば、30〜200μmが好ましく、より好ましくは30〜150μm、さらに好ましくは30〜100μmである。 Although the thickness of the said base material C is not specifically limited, From a viewpoint of workability or a texture, 30-200 micrometers is preferable, for example, More preferably, it is 30-150 micrometers, More preferably, it is 30-100 micrometers.
上記基材Cのフラジール通気度は、特に限定されないが、通気性の観点から、例えば、300〜5000cc/cm2/secが好ましく、より好ましくは1000〜3000cc/cm2/secである。 Although the fragile air permeability of the substrate C is not particularly limited, it is preferably, for example, 300 to 5000 cc / cm 2 / sec, more preferably 1000 to 3000 cc / cm 2 / sec from the viewpoint of air permeability.
本発明のSIS系粘着シートは、上記基材Cの一方の表面に繊維状粘着剤層Cを有する片面粘着シートであってもよいし、上記基材Cの両方の表面に繊維状粘着剤層Cを有する両面粘着シート、又は上記基材Cの一方の表面に繊維状粘着剤層Cを有し、他方の表面には繊維状粘着剤層C以外の繊維状粘着剤層(例えば繊維状粘着剤層A、繊維状粘着剤層B、繊維状粘着剤層A及び繊維状粘着剤層B以外の繊維状粘着剤層など)を有する両面粘着シートであってもよい。本発明のSIS系粘着シートが両面粘着シートである場合は、生産性の観点から、基材Cの両方の表面に繊維状粘着剤層Cを有する両面粘着シートが好ましい。 The SIS pressure-sensitive adhesive sheet of the present invention may be a single-sided pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer C on one surface of the substrate C, or a fibrous pressure-sensitive adhesive layer on both surfaces of the substrate C. A double-sided pressure-sensitive adhesive sheet having C or a fibrous pressure-sensitive adhesive layer C on one surface of the substrate C and a fibrous pressure-sensitive adhesive layer other than the fibrous pressure-sensitive adhesive layer C (for example, fibrous pressure-sensitive adhesive layer) on the other surface Double-sided pressure-sensitive adhesive sheet having adhesive layer A, fibrous pressure-sensitive adhesive layer B, fibrous pressure-sensitive adhesive layer A, and fibrous pressure-sensitive adhesive layer other than fibrous pressure-sensitive adhesive layer B) may be used. When the SIS pressure-sensitive adhesive sheet of the present invention is a double-sided pressure-sensitive adhesive sheet, a double-sided pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer C on both surfaces of the substrate C is preferable from the viewpoint of productivity.
本発明のSIS系粘着シートの製造方法は、公知乃至慣用の製造方法を用いることができ、特に限定されないが、例えば、上記基材Cの少なくとも一方の表面に、繊維状粘着剤層Cを設ける方法などが挙げられる。繊維状粘着剤層Cを設ける方法としては、上記繊維状粘着剤層Cを設ける方法が挙げられる。 The production method of the SIS pressure-sensitive adhesive sheet of the present invention can be a known or conventional production method, and is not particularly limited. For example, the fibrous pressure-sensitive adhesive layer C is provided on at least one surface of the substrate C. The method etc. are mentioned. Examples of the method of providing the fibrous pressure-sensitive adhesive layer C include a method of providing the fibrous pressure-sensitive adhesive layer C.
より具体的には、上記ホットメルト型SIS系粘着剤を不織布C及び/又は多孔質フィルムCを含む基材Cの少なくとも一方の表面にスプレー塗布して繊維状粘着剤層Cを形成する工程などを含む製造方法が挙げられる。本発明のSIS系粘着シートの製造方法は、他の工程を含んでいてもよい。 More specifically, the step of forming the fibrous pressure-sensitive adhesive layer C by spray-coating the hot melt type SIS pressure-sensitive adhesive on at least one surface of the substrate C including the nonwoven fabric C and / or the porous film C, etc. The manufacturing method containing is mentioned. The manufacturing method of the SIS pressure-sensitive adhesive sheet of the present invention may include other steps.
本発明のSIS系粘着シートの厚み(総厚み)は、特に限定されないが、50〜200μmが好ましく、さらに好ましくは70〜150μmである。上記厚みが200μm以下であることにより、柔軟性や風合いを良好にすることができる。上記厚みが50μm以上であることにより、シワが入りにくく、また生産性に優れる。粘着シートの上記厚みには、セパレータの厚みは含まれない。 The thickness (total thickness) of the SIS pressure-sensitive adhesive sheet of the present invention is not particularly limited, but is preferably 50 to 200 μm, more preferably 70 to 150 μm. When the thickness is 200 μm or less, flexibility and texture can be improved. When the thickness is 50 μm or more, wrinkles are hardly formed and the productivity is excellent. The thickness of the pressure-sensitive adhesive sheet does not include the thickness of the separator.
本発明のSIS系粘着シートのフラジール通気度は、特に限定されないが、通気性の観点から、例えば、30〜500cc/cm2/secが好ましく、より好ましくは100〜300cc/cm2/secである。 The fragile air permeability of the SIS pressure-sensitive adhesive sheet of the present invention is not particularly limited, but is preferably 30 to 500 cc / cm 2 / sec, more preferably 100 to 300 cc / cm 2 / sec from the viewpoint of air permeability. .
[セパレータ]
本発明の粘着シートにおける繊維状粘着剤層(繊維状粘着剤層A、繊維状粘着剤層B、繊維状粘着剤層Cなど)は、使用時まではセパレータ(剥離ライナー)により保護されていてもよい。セパレータは繊維状粘着剤層の保護材として用いられており、本発明の粘着シートを被着体に貼付する際に剥がされる。なお、セパレータは必ずしも設けられていなくてもよい。
[Separator]
The fibrous pressure-sensitive adhesive layer (fibrous pressure-sensitive adhesive layer A, fibrous pressure-sensitive adhesive layer B, fibrous pressure-sensitive adhesive layer C, etc.) in the pressure-sensitive adhesive sheet of the present invention is protected by a separator (release liner) until use. Also good. The separator is used as a protective material for the fibrous pressure-sensitive adhesive layer, and is peeled off when the pressure-sensitive adhesive sheet of the present invention is attached to an adherend. Note that the separator is not necessarily provided.
上記セパレータとしては、慣用の剥離紙などを使用でき、特に限定されないが、例えば、剥離剤層を有する基材、フッ素系ポリマーからなる低接着性基材や無極性ポリマーからなる低接着性基材などが挙げられる。上記剥離剤層を有する基材としては、例えば、シリコーン系剥離剤、長鎖アルキル系剥離剤、フッ素系剥離剤、硫化モリブデン系剥離剤等の剥離剤により表面処理されたプラスチックフィルムや紙等が挙げられる。上記フッ素系ポリマーとしては、例えば、ポリテトラフルオロエチレン、ポリクロロトリフルオロエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体、クロロフルオロエチレン−フッ化ビニリデン共重合体等が挙げられる。また、上記無極性ポリマーとしては、例えば、ポリオレフィン系樹脂(例えば、ポリエチレン、ポリプロピレンなど)等が挙げられる。なお、セパレータは公知乃至慣用の方法により形成することができる。また、セパレータの厚み等も特に限定されない。 As the separator, a conventional release paper or the like can be used, and is not particularly limited. For example, a substrate having a release agent layer, a low adhesive substrate made of a fluorine-based polymer, or a low adhesive substrate made of a nonpolar polymer. Etc. Examples of the substrate having the release agent layer include a plastic film or paper surface-treated with a release agent such as a silicone release agent, a long-chain alkyl release agent, a fluorine release agent, and a molybdenum sulfide release agent. Can be mentioned. Examples of the fluorine polymer include polytetrafluoroethylene, polychlorotrifluoroethylene, polyvinyl fluoride, polyvinylidene fluoride, tetrafluoroethylene-hexafluoropropylene copolymer, chlorofluoroethylene-vinylidene fluoride copolymer, and the like. Is mentioned. Moreover, as said nonpolar polymer, polyolefin resin (for example, polyethylene, a polypropylene, etc.) etc. are mentioned, for example. The separator can be formed by a known or common method. Further, the thickness of the separator is not particularly limited.
本発明の粘着シートは、高温でも粘着剤層が流動しにくいという観点から、下記の<試験>において測定される粘着シートがずれた距離が0.1mm未満であることが好ましい。すなわち、下記の<試験>において測定される粘着シートがずれた距離が0.1mm未満である粘着シートとしては、例えば、本発明のアクリル系粘着シート、本発明のウレタン系粘着シート、本発明のSIS系粘着シートなどが好ましく例示される。 In the pressure-sensitive adhesive sheet of the present invention, from the viewpoint that the pressure-sensitive adhesive layer hardly flows even at a high temperature, it is preferable that the distance by which the pressure-sensitive adhesive sheet measured in the following <Test> is shifted is less than 0.1 mm. That is, as the pressure-sensitive adhesive sheet in which the distance measured by the pressure-sensitive adhesive sheet measured in the following <Test> is less than 0.1 mm, for example, the acrylic pressure-sensitive adhesive sheet of the present invention, the urethane pressure-sensitive adhesive sheet of the present invention, A SIS pressure sensitive adhesive sheet etc. are illustrated preferably.
<試験>
ステンレス板(厚さ5mm、サイズ:長さ150mm×幅50mm)の片面の下端に、本発明の粘着シートの繊維状粘着剤層とステンレス板との貼り付け面積が200mm2(長さ20mm×幅10mm)となるように貼り合わせ、2kgローラーを1往復させて圧着する。その後、50℃下で0.5時間放置し、本発明の粘着シートとステンレス板との貼り付け面が鉛直方向となるように、本発明の粘着シート及びステンレス板を設置し、本発明の粘着シートに重さ100gのおもりを鉛直方向に垂れ下がるようにひもで試験片に吊るし、100gf(0.98N)の荷重をかける。温度50℃で120分静置した後に、本発明の粘着シートがずれた距離を測定する。
<Test>
At the lower end of one side of a stainless steel plate (thickness 5 mm, size: length 150 mm × width 50 mm), the adhesive area between the fibrous adhesive layer of the adhesive sheet of the present invention and the stainless steel plate is 200 mm 2 (length 20 mm × width). 10 mm), and a 2 kg roller is reciprocated once for pressure bonding. Then, the adhesive sheet of the present invention and the stainless steel plate are placed so that the adhesive surface of the adhesive sheet of the present invention and the stainless steel plate are in the vertical direction, and left at 50 ° C. for 0.5 hour. A weight having a weight of 100 g is hung on a test piece with a string so as to hang down in the vertical direction, and a load of 100 gf (0.98 N) is applied. After leaving at a temperature of 50 ° C. for 120 minutes, the distance by which the pressure-sensitive adhesive sheet of the present invention is displaced is measured.
なお、粘着シートがずれた距離とは、粘着シートの鉛直方向におけるずれた距離(移動距離)であり、測定開始時にステンレス板と粘着シートとを貼り合わせた位置の上端から、120分経過後におけるステンレス板と粘着シートとを貼り合わせた位置の上端までの距離をいう。 In addition, the distance which the adhesive sheet shifted | deviated is the distance (movement distance) which the adhesive sheet shifted | deviated in the perpendicular direction, and 120 minutes pass after the upper end of the position which bonded the stainless steel plate and the adhesive sheet at the time of a measurement start. The distance to the upper end of the position where the stainless steel plate and the adhesive sheet are bonded together.
本発明の粘着シートは、高温で粘着剤層が一層流動しにくくなるという観点から、下記の<限界保持力の試験>において測定される限界保持力が、100g/cm2以上であることが好ましく、より好ましくは200g/cm2以上である。上記限界保持力は、粘着剤の組成や含有量、粘着剤層のゲル分率、硬化反応の条件などにより制御することができる。 In the pressure-sensitive adhesive sheet of the present invention, from the viewpoint that the pressure-sensitive adhesive layer becomes more difficult to flow at a high temperature, the limit holding force measured in the following <Test of limit holding force> is preferably 100 g / cm 2 or more. More preferably, it is 200 g / cm 2 or more. The limit holding force can be controlled by the composition and content of the pressure-sensitive adhesive, the gel fraction of the pressure-sensitive adhesive layer, the conditions of the curing reaction, and the like.
<限界保持力の試験>
ステンレス板(厚さ5mm、サイズ:長さ150mm×幅50mm)の片面の下端に、本発明の粘着シートの繊維状粘着剤層とステンレス板との貼り付け面積が200mm2(長さ20mm×幅10mm)となるように貼り合わせ、2kgローラーを1往復させて圧着する。その後、50℃下で0.5時間放置し、本発明の粘着シートとステンレス板との貼り付け面が鉛直方向となるように、本発明の粘着シート及びステンレス板を設置し、本発明の粘着シートに重さ100gのおもりを鉛直方向に垂れ下がるようにひもで試験片に吊るし、100gf(0.98N)の荷重をかける。温度50℃で120分静置した後に、本発明の粘着シートがずれた距離を測定する。
ずれた距離が0.1mm未満であった場合は、おもりの重さを50g上げて(荷重を50gf上げて)、さらに温度50℃で120分静置し、本発明の粘着シートがずれた距離を測定する。最初に本発明の粘着シートとステンレス板とを貼り合わせた位置から、本発明の粘着シートがずれた距離が0.1mm以上となった時のおもりの重さ(g)を、本発明の粘着シートの繊維状粘着剤層とステンレス板との貼り付け面積(cm2)で割り、限界保持力(g/cm2)とする。
<Test of limit holding force>
At the lower end of one side of a stainless steel plate (thickness 5 mm, size: length 150 mm × width 50 mm), the adhesive area between the fibrous adhesive layer of the adhesive sheet of the present invention and the stainless steel plate is 200 mm 2 (length 20 mm × width). 10 mm), and a 2 kg roller is reciprocated once for pressure bonding. Then, the adhesive sheet of the present invention and the stainless steel plate are placed so that the adhesive surface of the adhesive sheet of the present invention and the stainless steel plate are in the vertical direction, and left at 50 ° C. for 0.5 hour. A weight having a weight of 100 g is hung on a test piece with a string so as to hang down in the vertical direction, and a load of 100 gf (0.98 N) is applied. After leaving at a temperature of 50 ° C. for 120 minutes, the distance by which the pressure-sensitive adhesive sheet of the present invention is displaced is measured.
When the displaced distance is less than 0.1 mm, the weight of the weight is increased by 50 g (the load is increased by 50 gf), and further left to stand at a temperature of 50 ° C. for 120 minutes. Measure. The weight (g) of the weight when the distance that the pressure-sensitive adhesive sheet of the present invention is displaced from the position where the pressure-sensitive adhesive sheet of the present invention and the stainless steel plate are first bonded is 0.1 mm or more is expressed as the pressure-sensitive adhesive of the present invention. Dividing by the bonding area (cm 2 ) between the fibrous adhesive layer of the sheet and the stainless steel plate, the limit holding force (g / cm 2 ) is obtained.
なお、本発明の粘着シートは、上記の<試験>において、粘着シートがずれた距離が0.1mm未満であれば、本発明のアクリル系粘着シート、本発明のウレタン系粘着シート、本発明のSIS系粘着シート以外でもよく、不織布及び/又は多孔質フィルムを含む基材の少なくとも一方の表面に、ホットメルト型粘着剤(例えば、ホットメルト型ビニルアルキルエーテル系粘着剤、ホットメルト型シリコーン系粘着剤、ホットメルト型ポリエステル系粘着剤、ホットメルト型ポリアミド系粘着剤、ホットメルト型フッ素系粘着剤、ホットメルト型エポキシ系粘着剤など)をスプレー塗布して形成された繊維状粘着剤層を有する粘着シートであってもよい。 In the above <Test>, the pressure-sensitive adhesive sheet of the present invention is the acrylic pressure-sensitive adhesive sheet of the present invention, the urethane pressure-sensitive adhesive sheet of the present invention, and the It may be other than the SIS-based pressure-sensitive adhesive sheet, and a hot-melt pressure-sensitive adhesive (for example, a hot-melt-type vinyl alkyl ether-based pressure-sensitive adhesive or a hot-melt-type silicone-based pressure-sensitive adhesive is applied to at least one surface of a substrate including a nonwoven fabric and / or a porous film. Adhesive, hot-melt polyester adhesive, hot-melt polyamide adhesive, hot-melt fluorine-based adhesive, hot-melt epoxy adhesive, etc.) It may be an adhesive sheet.
本発明の粘着シートは、特に限定されないが、例えば、医療、衛生材料、自動車、建築、家庭用電化製品などの用途に好適に用いられる。 Although the adhesive sheet of this invention is not specifically limited, For example, it is used suitably for uses, such as medical care, a sanitary material, a motor vehicle, a building, and household appliances.
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例により限定されるものではない。 Hereinafter, the present invention will be described in more detail based on examples, but the present invention is not limited to these examples.
実施例1
SISブロック共重合体[日本ゼオン(株)製、商品名「クインタック 3280」]:100重量部に、水素添加テルペン系樹脂[ヤスハラケミカル(株)製、商品名「クリアロンM105」、23℃で固体の粘着付与剤]:60重量部、芳香族変性テルペン系樹脂[ヤスハラケミカル(株)製、商品名「YSレジンTO−L」、23℃で液体の粘着付与剤]50重量部、及び酸化防止剤[BASFジャパン(株)製、商品名「イルガノックスB612」]:1重量部を添加し、混合してホットメルト型スチレン−イソプレン−スチレン系粘着剤を得た。
上記ホットメルト型スチレン−イソプレン−スチレン系粘着剤を、180℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度180℃、塗布量30g/m2でスプレー塗工にて塗布し、平均繊維径が50μmの繊維状粘着剤層を形成し、粘着シートを作製した。
Example 1
SIS block copolymer [manufactured by Nippon Zeon Co., Ltd., trade name “Quintac 3280”]: 100 parts by weight of hydrogenated terpene resin [manufactured by Yashara Chemical Co., Ltd., trade name “Clearon M105”, solid at 23 ° C. Tackifier]: 60 parts by weight, aromatic modified terpene resin [manufactured by Yashara Chemical Co., Ltd., trade name “YS Resin TO-L”, tackifier liquid at 23 ° C.], 50 parts by weight, and antioxidant [BASF Japan K.K., trade name “Irganox B612”]: 1 part by weight was added and mixed to obtain a hot-melt styrene-isoprene-styrene pressure-sensitive adhesive.
The above hot-melt styrene-isoprene-styrene pressure-sensitive adhesive is melted at 180 ° C., on one side of a polyester-based spunbond nonwoven fabric [trade name “E5025” manufactured by Asahi Kasei Fibers Co., Ltd., basis weight 25 g / m 3 ]. Then, application was carried out by spray coating at an application temperature of 180 ° C. and an application amount of 30 g / m 2 to form a fibrous pressure-sensitive adhesive layer having an average fiber diameter of 50 μm, thereby preparing an adhesive sheet.
実施例2
SISブロック共重合体[日本ゼオン(株)製、商品名「クインタック 3280」]:100重量部に、水素添加テルペン系樹脂[ヤスハラケミカル(株)製、商品名「クリアロンM105」、23℃で固体の粘着付与剤]:70重量部、芳香族変性テルペン系樹脂[ヤスハラケミカル(株)製、商品名「YSレジンTO−L」、23℃で液体の粘着付与剤]:40重量部、及び酸化防止剤[BASFジャパン(株)製、商品名「イルガノックスB612」]:1重量部を添加し、混合してホットメルト型スチレン−イソプレン−スチレン系粘着剤を得た。
上記ホットメルト型スチレン−イソプレン−スチレン系粘着剤を、185℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度185℃、塗布量30g/m2でスプレー塗工にて塗布し、平均繊維径が50μmの繊維状粘着剤層を形成し、粘着シートを作製した。
Example 2
SIS block copolymer [manufactured by Nippon Zeon Co., Ltd., trade name “Quintac 3280”]: 100 parts by weight of hydrogenated terpene resin [manufactured by Yashara Chemical Co., Ltd., trade name “Clearon M105”, solid at 23 ° C. Tackifier]: 70 parts by weight, aromatic modified terpene resin [manufactured by Yasuhara Chemical Co., Ltd., trade name “YS Resin TO-L”, liquid tackifier at 23 ° C.]: 40 parts by weight, and antioxidant Agent [BASF Japan Co., Ltd., trade name “Irganox B612”]: 1 part by weight was added and mixed to obtain a hot melt styrene-isoprene-styrene adhesive.
The above hot-melt styrene-isoprene-styrene pressure-sensitive adhesive is melted at 185 ° C., on one side of a polyester-based spunbonded nonwoven fabric [manufactured by Asahi Kasei Fibers Co., Ltd., trade name “E5025”, basis weight 25 g / m 3 ]. Then, coating was performed by spray coating at a coating temperature of 185 ° C. and a coating amount of 30 g / m 2 to form a fibrous pressure-sensitive adhesive layer having an average fiber diameter of 50 μm, thereby preparing a pressure-sensitive adhesive sheet.
実施例3
SISブロック共重合体[日本ゼオン(株)製、商品名「クインタック 3280」]:100重量部に、水素添加テルペン系樹脂[ヤスハラケミカル(株)製、商品名「クリアロンM105」、23℃で固体の粘着付与剤]:70重量部、芳香族変性テルペン系樹脂[ヤスハラケミカル(株)製、商品名「YSレジンTO−L」、23℃で液体の粘着付与剤]:30重量部、及び酸化防止剤[BASFジャパン(株)製、商品名「イルガノックスB612」]:1重量部を添加し、混合してホットメルト型スチレン−イソプレン−スチレン系粘着剤を得た。
上記ホットメルト型スチレン−イソプレン−スチレン系粘着剤を、200℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度200℃、塗布量30g/m2でスプレー塗工にて塗布し、平均繊維径が50μmの繊維状粘着剤層を形成し、粘着シートを作製した。
Example 3
SIS block copolymer [manufactured by Nippon Zeon Co., Ltd., trade name “Quintac 3280”]: 100 parts by weight of hydrogenated terpene resin [manufactured by Yashara Chemical Co., Ltd., trade name “Clearon M105”, solid at 23 ° C. Tackifier]: 70 parts by weight, aromatic modified terpene resin [manufactured by Yasuhara Chemical Co., Ltd., trade name “YS Resin TO-L”, liquid tackifier at 23 ° C.]: 30 parts by weight, and antioxidant Agent [BASF Japan Co., Ltd., trade name “Irganox B612”]: 1 part by weight was added and mixed to obtain a hot melt styrene-isoprene-styrene adhesive.
The above hot-melt styrene-isoprene-styrene pressure-sensitive adhesive is melted at 200 ° C., on one side of a polyester-based spunbonded nonwoven fabric [Asahi Kasei Fibers, trade name “E5025”, basis weight 25 g / m 3 ]. Then, application was performed by spray coating at an application temperature of 200 ° C. and an application amount of 30 g / m 2 to form a fibrous pressure-sensitive adhesive layer having an average fiber diameter of 50 μm, thereby preparing an adhesive sheet.
比較例1
SISブロック共重合体[日本ゼオン(株)製、商品名「クインタック 3280」]:100重量部に、水素添加テルペン系樹脂[ヤスハラケミカル(株)製、商品名「クリアロンM105」、23℃で固体の粘着付与剤]:80重量部、芳香族変性テルペン系樹脂[ヤスハラケミカル(株)製、商品名「YSレジンTO−L」、23℃で液体の粘着付与剤]:100重量部、及び酸化防止剤[BASFジャパン(株)製、商品名「イルガノックスB612」]:1重量部を添加し、混合してホットメルト型スチレン−イソプレン−スチレン系粘着剤を得た。
上記ホットメルト型スチレン−イソプレン−スチレン系粘着剤を、170℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度170℃、塗布量30g/m2でスプレー塗工にて塗布し、平均繊維径が50μmの繊維状粘着剤層を形成し、粘着シートを作製した。
Comparative Example 1
SIS block copolymer [manufactured by Nippon Zeon Co., Ltd., trade name “Quintac 3280”]: 100 parts by weight of hydrogenated terpene resin [manufactured by Yashara Chemical Co., Ltd., trade name “Clearon M105”, solid at 23 ° C. Tackifier]: 80 parts by weight, aromatic modified terpene resin [manufactured by Yashara Chemical Co., Ltd., trade name “YS Resin TO-L”, liquid tackifier at 23 ° C.]: 100 parts by weight, and antioxidant Agent [BASF Japan Co., Ltd., trade name “Irganox B612”]: 1 part by weight was added and mixed to obtain a hot melt styrene-isoprene-styrene adhesive.
The hot-melt styrene-isoprene-styrene pressure-sensitive adhesive is melted at 170 ° C., and is coated on one side of a polyester-based spunbonded nonwoven fabric [Asahi Kasei Fibers Co., Ltd., trade name “E5025”, basis weight 25 g / m 3 ]. Then, application was carried out by spray coating at an application temperature of 170 ° C. and an application amount of 30 g / m 2 to form a fibrous pressure-sensitive adhesive layer having an average fiber diameter of 50 μm, thereby preparing an adhesive sheet.
実施例4
ホットメルト型紫外線硬化性アクリル系粘着剤[ノーテープ工業(株)製、商品名「アクリメルトG−7048」]を、150℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度150℃、塗布量30g/m2でスプレー塗工にて塗布し、照度1200mW/cm2、光量300mJ/cm2の紫外線を照射して、平均繊維径が50μmの繊維状粘着剤層(ゲル分率:50%)を形成し、粘着シートを作製した。
Example 4
Hot melt type UV curable acrylic adhesive [trade name “Acrymelt G-7048” manufactured by Notape Industries Co., Ltd.] was melted at 150 ° C., and polyester spunbond nonwoven fabric [Asahi Kasei Fibers Co., Ltd., product name] "E5025" on a single surface with a basis weight of 25 g / m 3 ] is applied by spray coating at a coating temperature of 150 ° C. and a coating amount of 30 g / m 2 , and ultraviolet rays having an illuminance of 1200 mW / cm 2 and a light amount of 300 mJ / cm 2 are applied. Irradiation was performed to form a fibrous pressure-sensitive adhesive layer (gel fraction: 50%) having an average fiber diameter of 50 μm, and a pressure-sensitive adhesive sheet was produced.
実施例5
ホットメルト型紫外線硬化性アクリル系粘着剤[ノーテープ工業(株)製、商品名「アクリメルトG−7048」]を、150℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度150℃、塗布量30g/m2でスプレー塗工にて塗布し、照度1200mW/cm2、光量350mJ/cm2の紫外線を照射して、平均繊維径が50μmの繊維状粘着剤層(ゲル分率:60%)を形成し、粘着シートを作製した。
Example 5
Hot melt type UV curable acrylic adhesive [trade name “Acrymelt G-7048” manufactured by Notape Industries Co., Ltd.] was melted at 150 ° C., and polyester spunbond nonwoven fabric [Asahi Kasei Fibers Co., Ltd., product name] "E5025" on a single surface with a basis weight of 25 g / m 3 ] is applied by spray coating at a coating temperature of 150 ° C. and a coating amount of 30 g / m 2 , and an ultraviolet ray having an illuminance of 1200 mW / cm 2 and a light amount of 350 mJ / cm 2 is applied. Irradiation was performed to form a fibrous pressure-sensitive adhesive layer (gel fraction: 60%) having an average fiber diameter of 50 μm, thereby preparing a pressure-sensitive adhesive sheet.
実施例6
ホットメルト型紫外線硬化性アクリル系粘着剤[ノーテープ工業(株)製、商品名「アクリメルトG−7048」]を、150℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度150℃、塗布量10g/m2でスプレー塗工にて塗布し、照度1200mW/cm2、光量350mJ/cm2の紫外線を照射して、平均繊維径が50μmの繊維状粘着剤層(ゲル分率:60%)を形成し、粘着シートを作製した。
Example 6
Hot melt type UV curable acrylic adhesive [trade name “Acrymelt G-7048” manufactured by Notape Industries Co., Ltd.] was melted at 150 ° C., and polyester spunbond nonwoven fabric [Asahi Kasei Fibers Co., Ltd., product name] "E5025" on a single surface with a basis weight of 25 g / m 3 ] is applied by spray coating at a coating temperature of 150 ° C. and a coating amount of 10 g / m 2 , and an ultraviolet ray having an illuminance of 1200 mW / cm 2 and a light amount of 350 mJ / cm 2 is applied. Irradiation was performed to form a fibrous pressure-sensitive adhesive layer (gel fraction: 60%) having an average fiber diameter of 50 μm, thereby preparing a pressure-sensitive adhesive sheet.
比較例2
ホットメルト型紫外線硬化性アクリル系粘着剤[ノーテープ工業(株)製、商品名「アクリメルトG−7048」]を、150℃で溶融し、ポリエステル系スパンボンド不織布[旭化成せんい(株)製、商品名「E5025」、目付量25g/m3]の片面上に、塗布温度150℃、塗布量30g/m2でスプレー塗工にて塗布し、照度1200mW/cm2、光量200mJ/cm2の紫外線を照射して、平均繊維径が50μmの繊維状粘着剤層(ゲル分率:30%)を形成し、粘着シートを作製した。
Comparative Example 2
Hot melt type UV curable acrylic adhesive [trade name “Acrymelt G-7048” manufactured by Notape Industries Co., Ltd.] was melted at 150 ° C., and polyester spunbond nonwoven fabric [Asahi Kasei Fibers Co., Ltd., product name] "E5025" on a single surface with a basis weight of 25 g / m 3 ] is applied by spray coating at a coating temperature of 150 ° C. and a coating amount of 30 g / m 2 , and an ultraviolet ray having an illuminance of 1200 mW / cm 2 and a light amount of 200 mJ / cm 2 is applied. Irradiation was performed to form a fibrous pressure-sensitive adhesive layer (gel fraction: 30%) having an average fiber diameter of 50 μm, and a pressure-sensitive adhesive sheet was produced.
[評価]
実施例及び比較例で得られた粘着シートについて、下記の測定又は評価を行った。評価結果は表1に示した。
[Evaluation]
The following measurement or evaluation was performed about the adhesive sheet obtained by the Example and the comparative example. The evaluation results are shown in Table 1.
(1)粘度
実施例及び比較例においてホットメルト型粘着剤を溶融した際の粘度(加熱溶融温度における粘度)を測定した。加熱溶融温度における粘度は、粘度測定装置として、ブルックフィールド社製のブルックフィールド粘度計を用いて、スピンドル28番、回転数5rpmの測定条件で測定した。測定した加熱溶融温度における粘度(mPa・s)は、表1の「加熱溶融温度のおける粘度(mPa・s)」の欄に示した。
なお、実施例及び比較例の粘度の測定において、加熱溶融温度とは、粘着剤を塗布する温度(塗布温度)である。
(1) Viscosity Viscosity (viscosity at heating and melting temperature) when the hot-melt pressure-sensitive adhesive was melted in Examples and Comparative Examples was measured. The viscosity at the heating and melting temperature was measured using a Brookfield viscometer manufactured by Brookfield as a viscosity measuring device under measurement conditions of a spindle number 28 and a rotation speed of 5 rpm. The measured viscosity at heating and melting temperature (mPa · s) is shown in the column of “viscosity at heating and melting temperature (mPa · s)” in Table 1.
In the measurement of the viscosity in Examples and Comparative Examples, the heating and melting temperature is the temperature at which the pressure-sensitive adhesive is applied (application temperature).
(2)フラジール通気度
実施例及び比較例で得られた粘着シートを、温度60℃、圧力0.4MPaで10秒間加圧、又は温度40℃で6ケ月間静置した。製造直後の粘着シート(初期の粘着シート)、温度60℃、圧力0.4MPaで10秒間加圧した粘着シート(加圧後の粘着シート)、及び温度40℃で6ケ月間静置した粘着シート(高温保存後の粘着シート)について、フラジール通気度を、JIS L 1096に準拠して測定した。
初期の粘着シート、加圧後、及び高温保存後の粘着シートのフラジール通気度(cc/cm2/sec)は、表1の「フラジール通気度(cc/cm2/sec) 初期」、「フラジール通気度(cc/cm2/sec) 加圧後」、「フラジール通気度(cc/cm2/sec) 高温保存後」の欄にそれぞれ示した。
高温保存後の粘着シートは、初期の粘着シートのフラジール通気度に比べ、高温保存後の粘着シートのフラジール通気度の変化幅が、0〜10cc/cm2/secの場合(変化がない場合を含む)を「優れる(◎)」、10cc/cm2/secを超え20cc/cm2/sec以下の場合を「良好(○)」、20cc/cm2/secを超える場合を「劣る(×)」と通気性を評価した。高温保存後の粘着シートの通気性評価は、表1の「通気性 高温保存後」の欄に示した。
(2) Frazier permeability The pressure-sensitive adhesive sheets obtained in Examples and Comparative Examples were pressurized at a temperature of 60 ° C. and a pressure of 0.4 MPa for 10 seconds, or left at a temperature of 40 ° C. for 6 months. A pressure-sensitive adhesive sheet immediately after production (initial pressure-sensitive adhesive sheet), a pressure-sensitive adhesive sheet (pressure-sensitive adhesive sheet after pressurization for 10 seconds at a temperature of 60 ° C. and a pressure of 0.4 MPa), and a pressure-sensitive adhesive sheet left to stand for 6 months at a temperature of 40 ° C. About (adhesive sheet after high temperature storage), the fragile air permeability was measured according to JIS L 1096.
The fragile air permeability (cc / cm 2 / sec) of the initial pressure-sensitive adhesive sheet, the pressure-sensitive adhesive sheet after pressurization, and storage at high temperature is shown in Table 1, “Fragile air permeability (cc / cm 2 / sec) initial”, “Fragile The air permeability (cc / cm 2 / sec) after pressurization ”and“ Fragile air permeability (cc / cm 2 / sec) after high temperature storage ”are shown in the columns.
The pressure-sensitive adhesive sheet after high-temperature storage has a change width of 0 to 10 cc / cm 2 / sec of the fragile air-permeability of the pressure-sensitive adhesive sheet after high-temperature storage compared to the initial fragile air-permeability (when there is no change). "Excellent (◎)" when 10 cc / cm 2 / sec is exceeded and 20 cc / cm 2 / sec or less is "good", and when 20 cc / cm 2 / sec is exceeded, "inferior (x)""The air permeability was evaluated. The air permeability evaluation of the pressure-sensitive adhesive sheet after high-temperature storage is shown in the column of “After air permeability high-temperature storage” in Table 1.
(3)保持力
実施例及び比較例で得られた粘着シートから、長さ20mm、幅10mmのシート片(20mm×10mmのシート片)を切り出し、試験片を作製した。該試験片を、ステンレス板(厚さ1.5mm、サイズ:長さ125mm×幅50mm)の片面の下端に、試験片の繊維状粘着剤層とステンレス板との貼り付け面積が200mm2(長さ20mm×幅10mm)となるように貼り合わせ、2kgローラーを1往復させることにより圧着した。その後、50℃下で0.5時間放置した。その後、試験片の繊維状粘着剤層とステンレス板との貼り付け面が鉛直方向となるように、試験片及びステンレス板を設置し、重さ100gのおもりを鉛直方向に垂れ下がるようにひもで試験片に吊るし、100gf(0.98N)の荷重をかけた。温度50℃で120分静置した後に、試験片がずれた距離を測定した。なお、試験片がずれた距離は、試験片の鉛直方向におけるずれた距離(移動距離)であり、測定開始時にステンレス板と試験片とを貼り合わせた位置の上端から、120分経過後におけるステンレス板と試験片とを貼り合わせた位置の上端までの距離をいう。
試験片がずれた距離は、表1の「保持力 粘着シートがずれた距離(mm)」の欄に示した。また、粘着シートがずれた距離が、0.1mm未満であったものを「優れる(○)」、0.1mm以上ずれたものを「劣る(×)」と、粘着シートの保持力を評価し、表1の「保持力 評価」の欄に示した。
(3) Holding power A sheet piece (20 mm × 10 mm sheet piece) having a length of 20 mm and a width of 10 mm was cut out from the pressure-sensitive adhesive sheets obtained in Examples and Comparative Examples to prepare test pieces. The test piece is attached to the lower end of one side of a stainless steel plate (thickness 1.5 mm, size: length 125 mm × width 50 mm) with a bonding area between the fibrous adhesive layer of the test piece and the stainless steel plate of 200 mm 2 (long (20 mm wide × 10 mm wide) and bonded by reciprocating a 2 kg roller once. Then, it was left at 50 ° C. for 0.5 hour. After that, the test piece and the stainless steel plate are installed so that the bonding surface of the fibrous adhesive layer of the test piece and the stainless steel plate is in the vertical direction, and the weight of 100 g is tested with the string so as to hang down in the vertical direction. It hung on a piece and applied a load of 100 gf (0.98 N). After allowing to stand at a temperature of 50 ° C. for 120 minutes, the distance by which the test piece shifted was measured. In addition, the distance which the test piece shifted | deviated is the distance (movement distance) which shifted | deviated to the vertical direction of the test piece, and the stainless steel after 120 minutes passed from the upper end of the position which bonded the stainless plate and the test piece at the time of a measurement start The distance to the upper end of the position where the plate and the test piece are bonded together.
The distance of displacement of the test piece is shown in the column of “Distance in which holding force adhesive sheet is displaced (mm)” in Table 1. In addition, the adhesive sheet was evaluated for the holding power of the adhesive sheet as “excellent (◯)” when the distance of the adhesive sheet was less than 0.1 mm and “inferior (×)” when the distance shifted by 0.1 mm or more. It is shown in the column of “Retention force evaluation” in Table 1.
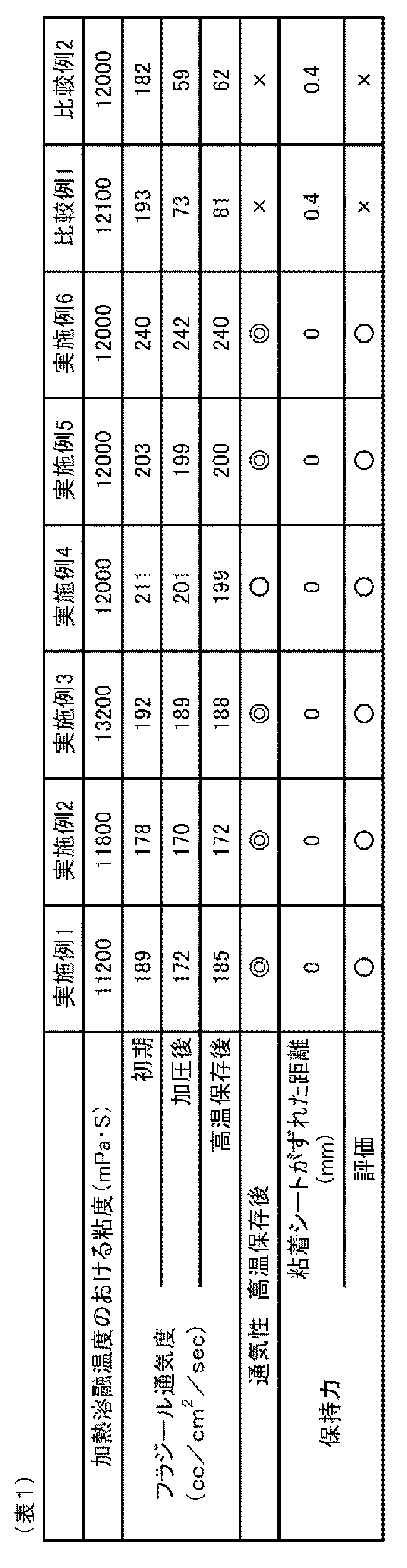
表1から明らかなように、本発明の粘着シート(実施例1〜6)は、加圧後、及び高温保存後において、製造直後から通気性の変化が少なく、均一な通気性を有していた。なお、実施例3のホットメルト型SIS系粘着剤は、溶融温度における粘度高く、スプレー塗布できる限界の粘度であった。 As is clear from Table 1, the pressure-sensitive adhesive sheets (Examples 1 to 6) of the present invention have a uniform air permeability after pressurization and after high-temperature storage with little change in air permeability immediately after production. It was. In addition, the hot melt type SIS pressure-sensitive adhesive of Example 3 had a high viscosity at the melting temperature, and had a limit viscosity that could be applied by spraying.
Claims (3)
試験:ステンレス板の片面の下端に、前記粘着シートの繊維状粘着剤層と前記ステンレス板との貼り付け面積が200mm2(長さ20mm×幅10mm)となるように貼り合わせ、2kgローラーを1往復させて圧着する。その後、50℃下で0.5時間放置し、前記粘着シートと前記ステンレス板との貼り付け面が鉛直方向となるように、前記粘着シート及び前記ステンレス板を設置し、前記粘着シートに重さ100gのおもりを鉛直方向に垂れ下がるように吊るし、温度50℃で120分静置した後に、前記粘着シートがずれた距離を測定する。 A pressure-sensitive adhesive sheet having a fibrous pressure-sensitive adhesive layer formed by spray-coating a hot melt pressure-sensitive adhesive on at least one surface of a substrate including a nonwoven fabric and / or a porous film, and measured in the following test The pressure-sensitive adhesive sheet characterized in that the displaced distance is less than 0.1 mm.
Test: Bonded to the lower end of one side of the stainless steel plate so that the adhesive area between the fibrous pressure-sensitive adhesive layer of the pressure-sensitive adhesive sheet and the stainless steel plate is 200 mm 2 (length 20 mm × width 10 mm). Reciprocate and crimp. Thereafter, the adhesive sheet and the stainless steel plate are placed so that the adhesive sheet and the stainless steel plate are attached in a vertical direction at 50 ° C. for 0.5 hours, and the adhesive sheet is weighted. A weight of 100 g is hung so as to hang down in the vertical direction, and after standing at a temperature of 50 ° C. for 120 minutes, the distance by which the pressure-sensitive adhesive sheet is displaced is measured.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012267454A JP6168759B2 (en) | 2012-12-06 | 2012-12-06 | Manufacturing method of adhesive sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012267454A JP6168759B2 (en) | 2012-12-06 | 2012-12-06 | Manufacturing method of adhesive sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014114331A true JP2014114331A (en) | 2014-06-26 |
| JP6168759B2 JP6168759B2 (en) | 2017-07-26 |
Family
ID=51170683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012267454A Active JP6168759B2 (en) | 2012-12-06 | 2012-12-06 | Manufacturing method of adhesive sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6168759B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015119160A1 (en) * | 2014-02-05 | 2015-08-13 | アルケア株式会社 | Dermatological adhesive agent, patch material, and method for producing dermatological adhesive agent |
| CN110467893A (en) * | 2019-07-11 | 2019-11-19 | 昆山久庆新材料科技有限公司 | A kind of high-peeling strength ultra-violet curing hot-fusible pressure-sensitive adhesive and its preparation method and application |
| WO2022039108A1 (en) * | 2020-08-20 | 2022-02-24 | デンカ株式会社 | Adhesive tape and method for manufacturing same |
| WO2023234208A1 (en) * | 2022-05-31 | 2023-12-07 | 日東電工株式会社 | Adhesive sheet |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201936742A (en) * | 2017-09-12 | 2019-09-16 | 日商日東電工股份有限公司 | Sheet for suction fixing |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0948460A (en) * | 1995-08-03 | 1997-02-18 | Nitto Denko Corp | Adhesive tape |
| JP2000109779A (en) * | 1998-10-08 | 2000-04-18 | Soken Chem & Eng Co Ltd | Ultraviolet hardening-type tacky agent composition |
| JP2000218649A (en) * | 1999-02-02 | 2000-08-08 | Nitto Denko Corp | Manufacture of sticky sheet for sealing forming agent and molded product filled with foam |
| JP2002502912A (en) * | 1998-02-11 | 2002-01-29 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | Breathable backing for adhesive articles |
| JP2003292910A (en) * | 2002-03-29 | 2003-10-15 | Oji Paper Co Ltd | Adhesive sheet |
| JP2003336025A (en) * | 2002-05-22 | 2003-11-28 | Soken Chem & Eng Co Ltd | Acrylic hot-melt self-adhesive resin composition and self- adhesive sheet using the same |
| JP2004510866A (en) * | 2000-10-06 | 2004-04-08 | テサ・アクチエンゲゼルシヤフト | Method of making a crosslinked acrylate hot melt adhesive compound |
| JP2005056658A (en) * | 2003-08-04 | 2005-03-03 | Nitto Denko Corp | Adhesive tape or sheet for winding and stopping lithium ion battery element |
-
2012
- 2012-12-06 JP JP2012267454A patent/JP6168759B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0948460A (en) * | 1995-08-03 | 1997-02-18 | Nitto Denko Corp | Adhesive tape |
| JP2002502912A (en) * | 1998-02-11 | 2002-01-29 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | Breathable backing for adhesive articles |
| JP2000109779A (en) * | 1998-10-08 | 2000-04-18 | Soken Chem & Eng Co Ltd | Ultraviolet hardening-type tacky agent composition |
| JP2000218649A (en) * | 1999-02-02 | 2000-08-08 | Nitto Denko Corp | Manufacture of sticky sheet for sealing forming agent and molded product filled with foam |
| JP2004510866A (en) * | 2000-10-06 | 2004-04-08 | テサ・アクチエンゲゼルシヤフト | Method of making a crosslinked acrylate hot melt adhesive compound |
| JP2003292910A (en) * | 2002-03-29 | 2003-10-15 | Oji Paper Co Ltd | Adhesive sheet |
| JP2003336025A (en) * | 2002-05-22 | 2003-11-28 | Soken Chem & Eng Co Ltd | Acrylic hot-melt self-adhesive resin composition and self- adhesive sheet using the same |
| JP2005056658A (en) * | 2003-08-04 | 2005-03-03 | Nitto Denko Corp | Adhesive tape or sheet for winding and stopping lithium ion battery element |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015119160A1 (en) * | 2014-02-05 | 2015-08-13 | アルケア株式会社 | Dermatological adhesive agent, patch material, and method for producing dermatological adhesive agent |
| US20160346422A1 (en) * | 2014-02-05 | 2016-12-01 | Alcare Co., Ltd. | Dermatological adhesive agent, patch material, and method for producing dermatological adhesive agent |
| JPWO2015119160A1 (en) * | 2014-02-05 | 2017-03-23 | アルケア株式会社 | Skin adhesive and patch and method for producing skin adhesive |
| US10556038B2 (en) | 2014-02-05 | 2020-02-11 | Alcare Co., Ltd | Dermatological adhesive agent, patch material, and method for producing dermatological adhesive agent |
| CN110467893A (en) * | 2019-07-11 | 2019-11-19 | 昆山久庆新材料科技有限公司 | A kind of high-peeling strength ultra-violet curing hot-fusible pressure-sensitive adhesive and its preparation method and application |
| CN110467893B (en) * | 2019-07-11 | 2021-11-12 | 昆山久庆新材料科技有限公司 | High-peel-strength ultraviolet-curing hot-melt pressure-sensitive adhesive and preparation method and application thereof |
| WO2022039108A1 (en) * | 2020-08-20 | 2022-02-24 | デンカ株式会社 | Adhesive tape and method for manufacturing same |
| WO2023234208A1 (en) * | 2022-05-31 | 2023-12-07 | 日東電工株式会社 | Adhesive sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6168759B2 (en) | 2017-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6388578B2 (en) | Use of adhesive compositions for bonding in moist environments | |
| JP6168759B2 (en) | Manufacturing method of adhesive sheet | |
| ES2633659T3 (en) | Hot melt reagent adhesive | |
| TWI634183B (en) | A combined hot-melt adhesive and pressure sensitive adhesive system and composite materials made from the same | |
| US20070155859A1 (en) | Reactive polyurethane hot melt adhesive | |
| US7025853B2 (en) | Reactive hot-melt adhesive compositions with improved green strength | |
| TWI691571B (en) | A removable polyurethane hot melt adhesive and the use thereof | |
| JP7399264B2 (en) | Fast-curing moisture-curing hot-melt adhesive composition and articles containing the same | |
| KR102354631B1 (en) | Tacky, heat curable multi-layer adhesive films | |
| US10294396B2 (en) | Post-curable rubber-based pressure-sensitive adhesive | |
| CN1918221A (en) | Substrates containing adhesion promoting additives and articles prepared therewith | |
| JP5208561B2 (en) | Reactive hot melt adhesive | |
| CN113039230B (en) | Polyester polyols and polyurethane polymers made therefrom | |
| JP2017531056A (en) | Thermosetting adhesive film | |
| JP2009286883A (en) | Reactive hot melt adhesive | |
| TWI789428B (en) | A high strength long open time polyurethane reactive hot melt | |
| US20220235249A1 (en) | Polyurethane Hot Melt Adhesive for Low Temperature Application | |
| KR20100126342A (en) | Absorbent hygiene product | |
| JP4436061B2 (en) | Reactive hot melt adhesive | |
| JP4184284B2 (en) | Reactive hot melt adhesive | |
| JP4626997B2 (en) | Cairo adhesive | |
| JP4851401B2 (en) | Reactive hot melt adhesive | |
| JP2009191193A (en) | Adhesive composition for laminating film | |
| JP4157022B2 (en) | Reactive hot melt adhesive | |
| JP2010131817A (en) | Retroreflective sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150512 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160712 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170404 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170417 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170627 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170627 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6168759 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |