JP2014004629A - プラズマ切断トーチ用電極及びその使用 - Google Patents
プラズマ切断トーチ用電極及びその使用 Download PDFInfo
- Publication number
- JP2014004629A JP2014004629A JP2013110128A JP2013110128A JP2014004629A JP 2014004629 A JP2014004629 A JP 2014004629A JP 2013110128 A JP2013110128 A JP 2013110128A JP 2013110128 A JP2013110128 A JP 2013110128A JP 2014004629 A JP2014004629 A JP 2014004629A
- Authority
- JP
- Japan
- Prior art keywords
- section
- electrode
- outer diameter
- cross
- emission insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K10/00—Welding or cutting by means of a plasma
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3442—Cathodes with inserted tip
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05H—PLASMA TECHNIQUE; PRODUCTION OF ACCELERATED ELECTRICALLY-CHARGED PARTICLES OR OF NEUTRONS; PRODUCTION OR ACCELERATION OF NEUTRAL MOLECULAR OR ATOMIC BEAMS
- H05H1/00—Generating plasma; Handling plasma
- H05H1/24—Generating plasma
- H05H1/26—Plasma torches
- H05H1/32—Plasma torches using an arc
- H05H1/34—Details, e.g. electrodes, nozzles
- H05H1/3478—Geometrical details
Abstract
【解決手段】プラズマ切断トーチの為の、本発明による電極は、圧入方式及び/又は形状マッチング方式によって互いに接続された電極ホルダ及びエミッションインサートから形成されている。エミッションインサートは、その長手軸方向に、他の2つのセクションの間に、又はあるセクションの隣に配置された少なくとも1つのセクションを有し、エミッションインサートの回転対称設計において外径が小さくなっており、或いは、非回転対称のエミッションインサートにおける断面が他のセクションに対して小さくなっている。
【選択図】図1
Description
・セクション7.23の領域の電気抵抗及び/又は熱抵抗が増える。
・これによって、十分高いエミッション温度に達し、同時に、アークの為の十分広いエミッション面が得られる。
・更に、より短い時間で、エミッションインサートのエミッション温度に到達し、同時に、アークの為の十分広いエミッション面が得られる。
・エミッション面の一部において一方の側でアークを開始しないことにより、耐用年数が延び、アークの中心性が向上し、切断品質が向上する。
この点において、本プロセスは、以下のように実施できる。
・電極とノズルとの間の高電圧放電又は高周波放電によって点火が行われ、これによって、パイロットアークの点火が可能になる。
・ノズル流路を通って出ていくプラズマジェットによって、プラズマトーチと加工対象物との間の経路がイオン化される。
・そして、電極と加工対象物との間で主アークを発生させることが可能になり、加工対象物の切断が可能になる。
2 ノズルキャップ
3 プラズマガス送り込み
4 ノズル
4.1 ノズル流路
5 ノズルホルダ
6 電極マウント
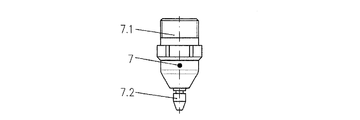
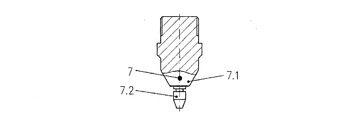
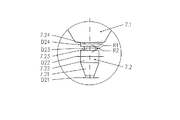
7 電極
7.1 電極ホルダ
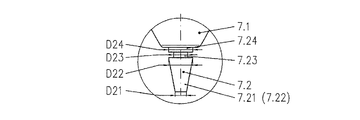
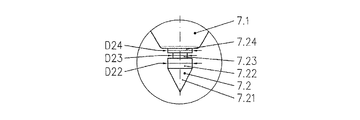
7.2 エミッションインサート
7.21 エミッションインサートのセクション1
7.22 エミッションインサートのセクション2
7.23 エミッションインサートのセクション3
7.24 エミッションインサートのセクション4
8 保護ノズルキャップホルダ
9 保護ノズルキャップ
9.1 二次ガスガイド
10 冷却液空間
11 冷却管
12 加工対象物
D21 エミッションインサート7.2のセクション1の直径
D22 エミッションインサート7.2のセクション2の直径
D23 エミッションインサート7.2のセクション3の直径
D24 エミッションインサート7.2のセクション4の直径
F 面取り
M プラズマトーチヘッド1及び電極7の中心軸
PG プラズマガス
R 半径
SG 二次ガス
WV 冷却液ヘッダ
WR 冷却液リターン
Claims (13)
- 圧入方式及び/又は形状マッチング方式によって互いに接続された電極ホルダ(7.2)及びエミッションインサート(7.2)から形成されたプラズマ切断トーチ用電極であって、
前記エミッションインサート(7.2)は、その長手軸方向に、他の2つのセクション(7.24及び7.22)の間に、又はあるセクション(7.21又は7.22又は7.24)の隣に配置された少なくとも1つのセクション(7.23)を有し、前記エミッションインサート(7.2)の回転対称設計において外径が小さくなっており、或いは、非回転対称のエミッションインサート(7)における断面が前記他のセクション(7.21、7.22、7.24)に対して小さくなっていることを特徴とする電極。 - 前記少なくとも1つのセクション(7.23)は、外径又は断面が小さくなっており、好ましくは全外装面の周囲に放射状に延びる溝状凹部の形をとることを特徴とする、請求項1に記載の電極。
- 切断加工対象物の方向に外径又は断面が小さくなっている前記セクション(7.23)に、前記加工対象物の方向に円錐状に先細になっているセクション(7.21)が隣接することを特徴とする、請求項1又は2に記載の電極。
- 外径又は断面が小さくなっている前記セクション(7.23)と、円錐状に先細になっているセクション(7.21)との間に、外径又は断面が一定であるセクション(7.22)が配置されていることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 加工対象物の方向を向いている、前記エミッションインサート(7.2)の先端は、円錐形状、又は角錐形状、又は円錐台若しくは角錐台の形状に作られていることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 加工対象物の方向に、円錐台又は角錐台の形のエミッションインサート(7.21)の形で、円形面又は多角形の形状で端面が形成されて、ツールの方向に配置されており、前記端面は、円形面又は多角形面として、前記エミッションインサート(7.2)にある全ての前記セクション(7.21、7.22、7.23、及び7.24)より小さい断面を有することを特徴とする、請求項5に記載の電極。
- 外径又は断面が小さくなっている前記セクション(7.23)は、矩形状、台形状、若しくはくさび形状の、又は部分円の形の凹部として形成されていることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 前記電極ホルダ(7.1)内に少なくとも1つの空洞が形成されていて、前記空洞内で、且つ/又は、前記空洞を通して、冷却液をガイドすることが可能であることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 前記電極ホルダ(7.1)は、導電性及び熱伝導性が良好な材料(好ましくは、Ag又はCu又はこれらの合金)から形成されており、前記エミッションインサート(7.2)は、タングステン又はハフニウム又はタングステン合金又はハフニウム合金から形成されていることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 外径又は断面が小さくなっている前記セクション(7.23)は、外径又は断面が小さくなっている前記セクション(7.23)のすぐ隣に配置されているセクション(7.22又は7.24)の外径又は断面より少なくとも20%小さく、小さくなっている外径又は断面を有する溝状凹部の形をとることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 前記エミッションインサート(7.2)は、固形物を含むか、且つ/又は、圧入によって前記電極ホルダ(7.1)と接続されていることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 前記セクション(7.23)から、前記セクション(7.23)の隣に配置されているセクション(7.22、7.24)への移行は、半径(R1、R2、R3)及び/又は面取り(F1又はF2)によって形成されていることを特徴とする、前記請求項のいずれか一項に記載の電極。
- 前記請求項のいずれか一項に記載の電極の、プラズマトーチにおける使用であって、前記プラズマトーチは、電極(7)を有する少なくとも1つのプラズマトーチヘッド(1)を有し、前記電極(7)は、ノズル(4)、プラズマガス(PG)用ガスフィードとともに、前記電極ホルダ(7.1)及び前記エミッションインサート(7.2)から形成されており、前記エミッションインサート(7.2)にはセクション(7.23)があり、前記セクション(7.23)は、前記セクション(7.23)の隣に配置された少なくとも1つのセクション(7.22及び/又は7.24)に対して外径又は断面が小さくなっている、電極の使用。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12169342.8A EP2667689B1 (de) | 2012-05-24 | 2012-05-24 | Elektrode für Plasmaschneidbrenner sowie deren Verwendung |
| EP12169342.8 | 2012-05-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014004629A true JP2014004629A (ja) | 2014-01-16 |
| JP2014004629A5 JP2014004629A5 (ja) | 2016-05-19 |
Family
ID=46178438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013110128A Pending JP2014004629A (ja) | 2012-05-24 | 2013-05-24 | プラズマ切断トーチ用電極及びその使用 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9073141B2 (ja) |
| EP (1) | EP2667689B1 (ja) |
| JP (1) | JP2014004629A (ja) |
| KR (1) | KR102036815B1 (ja) |
| CN (1) | CN103418897A (ja) |
| BR (1) | BR102013012164A2 (ja) |
| CA (1) | CA2815260C (ja) |
| ES (1) | ES2707292T3 (ja) |
| PL (1) | PL2667689T3 (ja) |
| RU (1) | RU2621673C2 (ja) |
| ZA (1) | ZA201302710B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101497052B1 (ko) * | 2014-07-18 | 2015-02-27 | 김상국 | 이물질 절단 파쇄 기능을 갖는 수중펌프 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD775249S1 (en) * | 2015-04-01 | 2016-12-27 | Koike Sanso Kogyo Co., Ltd. | Inner nozzle for plasma torch |
| DE102017112821A1 (de) * | 2017-06-12 | 2018-12-13 | Kjellberg-Stiftung | Elektroden für gas- und flüssigkeitsgekühlte Plasmabrenner, Anordnung aus einer Elektrode und einem Kühlrohr, Gasführung, Plasmabrenner, Verfahren zur Gasführung in einem Plasmabrenner und Verfahren zum Betreiben eines Plasmabrenners |
| CN108561881B (zh) * | 2018-03-16 | 2023-11-24 | 徐慕庆 | 一种割嘴 |
| DE102020125073A1 (de) | 2020-08-05 | 2022-02-10 | Kjellberg-Stiftung | Elektrode für einen Plasmaschneidbrenner, Anordnung mit derselben, Plasmaschneidbrenner mit derselben sowie Verfahren zum Plasmaschneiden |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58170174U (ja) * | 1982-05-10 | 1983-11-14 | 小池酸素工業株式会社 | プラズマト−チの電極 |
| JPH11254181A (ja) * | 1997-12-23 | 1999-09-21 | Castolin Sa | 材料の被覆方法 |
| DE10144516A1 (de) * | 2001-09-10 | 2003-04-10 | Kjellberg Finsterwalde Elektro | Plasmabrenner |
| EP2457681A1 (de) * | 2010-11-30 | 2012-05-30 | Kjellberg-Stiftung | Brenner für das Wolfram-Inertgas-Schweißen sowie Elektrode zur Verwendung bei einem solchen Brenner |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3030490A (en) * | 1959-12-18 | 1962-04-17 | Union Carbide Corp | Multiple purpose arc torch apparatus |
| US4675493A (en) * | 1986-01-31 | 1987-06-23 | Eutectic Corporation | Gas-constricted arc nozzle |
| JPH07130490A (ja) * | 1993-11-02 | 1995-05-19 | Komatsu Ltd | プラズマトーチ |
| US5624586A (en) * | 1995-01-04 | 1997-04-29 | Hypertherm, Inc. | Alignment device and method for a plasma arc torch system |
| DE29905658U1 (de) * | 1999-03-26 | 1999-07-22 | Trafimet Spa | Hochfrequenz-Plasmabrenner |
| US6559407B2 (en) * | 2001-04-05 | 2003-05-06 | Ford Global Technologies, Inc. | Cathode assembly for an electric arc spray apparatus |
| US7132619B2 (en) * | 2003-04-07 | 2006-11-07 | Thermal Dynamics Corporation | Plasma arc torch electrode |
| US7375302B2 (en) * | 2004-11-16 | 2008-05-20 | Hypertherm, Inc. | Plasma arc torch having an electrode with internal passages |
| US8101882B2 (en) * | 2005-09-07 | 2012-01-24 | Hypertherm, Inc. | Plasma torch electrode with improved insert configurations |
| DE102008018530B4 (de) | 2008-04-08 | 2010-04-29 | Kjellberg Finsterwalde Plasma Und Maschinen Gmbh | Düse für einen flüssigkeitsgekühlten Plasmabrenner, Anordnung aus derselben und einer Düsenkappe sowie flüssigkeitsgekühlter Plasmabrenner mit einer derartigen Anordnung |
| KR101002082B1 (ko) * | 2010-06-17 | 2010-12-17 | 김태홍 | 플라즈마 아크 토치용 전극 |
-
2012
- 2012-05-24 PL PL12169342T patent/PL2667689T3/pl unknown
- 2012-05-24 EP EP12169342.8A patent/EP2667689B1/de active Active
- 2012-05-24 ES ES12169342T patent/ES2707292T3/es active Active
-
2013
- 2013-04-16 ZA ZA2013/02710A patent/ZA201302710B/en unknown
- 2013-05-07 RU RU2013120729A patent/RU2621673C2/ru active
- 2013-05-07 CA CA2815260A patent/CA2815260C/en active Active
- 2013-05-16 BR BRBR102013012164-9A patent/BR102013012164A2/pt active Search and Examination
- 2013-05-21 CN CN201310190102XA patent/CN103418897A/zh active Pending
- 2013-05-22 US US13/899,635 patent/US9073141B2/en active Active
- 2013-05-23 KR KR1020130058077A patent/KR102036815B1/ko active IP Right Grant
- 2013-05-24 JP JP2013110128A patent/JP2014004629A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58170174U (ja) * | 1982-05-10 | 1983-11-14 | 小池酸素工業株式会社 | プラズマト−チの電極 |
| JPH11254181A (ja) * | 1997-12-23 | 1999-09-21 | Castolin Sa | 材料の被覆方法 |
| DE10144516A1 (de) * | 2001-09-10 | 2003-04-10 | Kjellberg Finsterwalde Elektro | Plasmabrenner |
| EP2457681A1 (de) * | 2010-11-30 | 2012-05-30 | Kjellberg-Stiftung | Brenner für das Wolfram-Inertgas-Schweißen sowie Elektrode zur Verwendung bei einem solchen Brenner |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101497052B1 (ko) * | 2014-07-18 | 2015-02-27 | 김상국 | 이물질 절단 파쇄 기능을 갖는 수중펌프 |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA201302710B (en) | 2013-12-23 |
| US20130313231A1 (en) | 2013-11-28 |
| EP2667689A1 (de) | 2013-11-27 |
| CA2815260A1 (en) | 2013-11-24 |
| CA2815260C (en) | 2020-06-02 |
| US9073141B2 (en) | 2015-07-07 |
| RU2013120729A (ru) | 2014-11-20 |
| KR102036815B1 (ko) | 2019-11-26 |
| PL2667689T3 (pl) | 2019-04-30 |
| CN103418897A (zh) | 2013-12-04 |
| BR102013012164A2 (pt) | 2015-06-02 |
| ES2707292T3 (es) | 2019-04-03 |
| RU2621673C2 (ru) | 2017-06-07 |
| KR20130132302A (ko) | 2013-12-04 |
| EP2667689B1 (de) | 2018-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5396609B2 (ja) | プラズマ装置 | |
| US9743504B2 (en) | Cooling pipes, electrode holders and electrode for an arc plasma torch | |
| US8575510B2 (en) | Nozzle for a liquid-cooled plasma burner, arrangement thereof with a nozzle cap, and liquid-cooled plasma burner comprising such an arrangement | |
| KR101234874B1 (ko) | 액체 냉각식 플라즈마 토치용 노즐, 액체 냉각식 플라즈마 토치용 노즐 캡 및 이를 구비한 플라즈마 토치 헤드 | |
| KR101607358B1 (ko) | 플라즈마 토치용 전극 | |
| US8921731B2 (en) | Protective nozzle cap, protective nozzle cap retainer, and arc plasma torch having said protective nozzle cap and or said protective nozzle cap retainer | |
| JP2014004629A (ja) | プラズマ切断トーチ用電極及びその使用 | |
| KR20120032491A (ko) | 액체 냉각식 플라즈마 토오치용 노즐 및 이러한 플라즈마 토오치를 구비한 플라즈마 토오치 헤드 | |
| US6191381B1 (en) | Tapered electrode for plasma arc cutting torches | |
| US11109475B2 (en) | Consumable assembly with internal heat removal elements | |
| EP2375876B1 (en) | Plasma cutting torch |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160324 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170228 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171024 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180327 |