JP2012529689A - 表面特性を用いて対象物の特定および/または認証をするための方法、および、その方法に使用するセンサ - Google Patents
表面特性を用いて対象物の特定および/または認証をするための方法、および、その方法に使用するセンサ Download PDFInfo
- Publication number
- JP2012529689A JP2012529689A JP2012514370A JP2012514370A JP2012529689A JP 2012529689 A JP2012529689 A JP 2012529689A JP 2012514370 A JP2012514370 A JP 2012514370A JP 2012514370 A JP2012514370 A JP 2012514370A JP 2012529689 A JP2012529689 A JP 2012529689A
- Authority
- JP
- Japan
- Prior art keywords
- scanning
- region
- signature
- range
- sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 76
- 230000005855 radiation Effects 0.000 claims description 58
- 230000003287 optical effect Effects 0.000 claims description 26
- 230000035515 penetration Effects 0.000 claims description 15
- 230000000149 penetrating effect Effects 0.000 claims description 9
- 238000012876 topography Methods 0.000 description 20
- 238000001514 detection method Methods 0.000 description 16
- 230000005670 electromagnetic radiation Effects 0.000 description 16
- 239000000523 sample Substances 0.000 description 14
- 238000005259 measurement Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000001427 coherent effect Effects 0.000 description 7
- 239000000123 paper Substances 0.000 description 7
- 230000009467 reduction Effects 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 238000000691 measurement method Methods 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 230000003746 surface roughness Effects 0.000 description 5
- 238000013461 design Methods 0.000 description 4
- 238000001746 injection moulding Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 238000012067 mathematical method Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000002123 temporal effect Effects 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000013480 data collection Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000010437 gem Substances 0.000 description 1
- 229910001751 gemstone Inorganic materials 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 239000000976 ink Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000005305 interferometry Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 230000001795 light effect Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000008054 signal transmission Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- G—PHYSICS
- G07—CHECKING-DEVICES
- G07D—HANDLING OF COINS OR VALUABLE PAPERS, e.g. TESTING, SORTING BY DENOMINATIONS, COUNTING, DISPENSING, CHANGING OR DEPOSITING
- G07D7/00—Testing specially adapted to determine the identity or genuineness of valuable papers or for segregating those which are unacceptable, e.g. banknotes that are alien to a currency
- G07D7/20—Testing patterns thereon
- G07D7/202—Testing patterns thereon using pattern matching
- G07D7/2033—Matching unique patterns, i.e. patterns that are unique to each individual paper
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F18/00—Pattern recognition
- G06F18/20—Analysing
- G06F18/22—Matching criteria, e.g. proximity measures
Landscapes
- Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Physics & Mathematics (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Data Mining & Analysis (AREA)
- General Physics & Mathematics (AREA)
- Artificial Intelligence (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Bioinformatics & Computational Biology (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Evolutionary Computation (AREA)
- Evolutionary Biology (AREA)
- Inspection Of Paper Currency And Valuable Securities (AREA)
- Measurement Of The Respiration, Hearing Ability, Form, And Blood Characteristics Of Living Organisms (AREA)
- Image Input (AREA)
- Control Of Vending Devices And Auxiliary Devices For Vending Devices (AREA)
- Image Analysis (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
本発明の主題は、表面特性を用いて、対象物の特定および/または認証をするための方法である。本発明のさらなる主題は、表面を走査するためのセンサである。
Description
本発明の内容は、表面特性(surface nature)を用いて、対象物の特定および/または認証をするための方法である。本発明のさらなる内容は、表面を走査するためのセンサである。
対象物の表面特性は、多くの技術製品および技術方法、例えば、金型鋳造、および、技術的な摺動面または可視表面の場合に、重要な役割を果たしている。紙にとって、表面構造は、例えば印刷適正と共に、重要な属性特徴(quality feature)である。
その結果として、表面構造を求めるための、そして、表面特性に関する特性数を求めるための多くの計測方法がある。計測結果が表面のトポグラフィである計測方法はまた、直接的な方法として示される。間接的な方法は、表面自身の現実の形状を計測すること無しに、例えば、表面粗さの特性値(characteristic numbers)を供給する。間接的な方法の例は、スクリーンとこれらサンプルの表面との間に流れる気流を計測することによって、紙サンプルまたはカードボードサンプルの表面粗さを求めるベック(Bekk)法である。
触覚的および光学的な方法は、直接的な方法に区別することができる。触覚的な方法では、表面は、機械的プローブを用いて点別方法で走査される。プローブ偏差は、電子的に、あるいは、光電子的に計測される。その計測結果は、走査パス(scan path)、いわゆる表面プロファイルに記録されている高さ信号である。このトポグラフィの表面領域は、互いに対して接近している表面プロファイルを走査することによって走査される。接触しないで作動する同様の方法には、(いわゆる非接触モードの)走査型電子顕微鏡または原子間力顕微鏡がある。
トポグラフィを求めるための光学的な方法の例は、ダイナミックレーザー集束である(例えば、国際標準逐次刊行物ISSN0043−7131(Wochenblatt fur Papierfabrikation, ISSN0043-7131, Volume 117, April 1989, No. 7)の271頁から274頁参照)。ダイナミックレーザー集束において、レーザーは、レンズを用いて表面上に集束される。このレンズは、サーボモータによって表面と垂直に(z軸方向に)動かすことができる。センサは、焦点位置におけるレンズのz軸の位置を求めて、その結果、xyテーブルによってレンズの下にサンプルが水平に移動されている間、トポグラフィック情報を供給する。
さらに、表面のトポグラフィック情報は、例えば、音響式または光学色近距離センサ、渦電流センサ、または、層型白色光干渉法により得ることもできる。
次に、特性数を決定されたトポグラフィから、例えば、平均表面粗さ値Raまたは、表面粗さ深度Rz(DIN規格番号DIN EN ISO 4287:1998参照)を決定することができる。上記特性数は、個別の測定長さで定義され、複数の個別測定長さから、原則として平均値が計算される。5つの個別測定長さが、表面粗さパラメータの基準である(DIN規格番号DIN EN ISO 4288:1998参照)。
その結果として、表面トポグラフィに関するデータボリュームは、少数の特性値に圧縮するために直接的な方法で記録されているのが通常である。この少数の特性値へのデータボリュームの圧縮は、対象物の分類を可能にする。しかし、材料区分だけでなく個別の対象物も特性値から推論されるため、少数の特性値へのデータボリュームの圧縮によって、個別の対象物の個性の消失が引き起こされる。
また一方で、例えば、製品追跡において、そして、製品偽造の事例との関連において、対象物の検出および認識は重要な役割を果たす。
例えば、バーコードを用いる対象物の自動認識は、この背景において、一般に知られている。バーコードは、商品および/またはパッケージに付けられ、例えば、値段を決定するために機械によって商品を特定することを可能にする。しかし、バーコードは、どんな偽造防止をも提供することがなく、簡単に他の対象物にコピーし、移すことができる。
偽造に対するセキュリティのために、身分証明書、紙幣、製品等は、今日では、特別な知識および/または高い技術的複雑性を有する場合のみ再現可能である要素を備えている。この要素は、本明細書ではセキュリティ要素として示されている。対象物の信頼性は、1以上のセキュリティ要素の存在に基づいて認証され得る。
例えば、透かし、特殊インク、組みひも飾りパターン、マイクロスクリプトおよびホログラム等の光学セキュリティ要素は、世界中に定着している。特別であるが、ドキュメント保護にもっぱら適しているというわけではない光学セキュリティ要素の概観は、次の書物「Rudolf L. van Renesse, Optical Document Security, Third Edition, Artech House Boston/London, 2005(63〜259頁)」で見つけられる。
また一方で、今日の市販のセキュリティ要素の過半数が、どんな個別化も可能にしない。すなわち、多くの対象物が同じセキュリティ要素を有する。同じセキュリティ要素を有する対象物は、このセキュリティ要素を用いて区別することができない。
また一方で、固有の、そして、信頼性のある方法で複数の同等の対象物から個別の対象物を特定可能にすることが望まれている。PCT/EP/2009/002809に記載されているセキュリティ要素は、個々の対象物を個別化することを可能にし、その結果、信頼性のある、固有の特定を可能にする。また、セキュリティ要素等の補助が無かったとしても、対象物の特定および/または認証をすることを約束することができるという点が有利であろう。
先行技術によれば、特定および認証の方法がまた知られていて、この方法は、対象物自身によって提供されるさらなる特徴が使用されない。
例えば、WO2005/088533(A1)は、対象物が干渉性放射によって特定され、認証される方法を記載する。この方法において、干渉性放射は対象物の表面上に集束され、表面が走査される。光検出器は、表面で反射された放射線を検出するために用いられる。検出され、反射された放射線は、複数の異なる材料に特有である固有反射パターンを構成し、大きな違いだけを再現することができる。それは、対象物の生産および/または処理における変量効果とみなされるからである。個々の対象物に関する固有反射パターンは、その後に各々の対象物の特定および/または認証をすることを可能にするため、データベースに記憶される。この目的を達成するために、対象物が改めて測定され、特性反射パターンが記憶された基準データと比較される。
検出された基準パターンは、スペックルパターン(speckle pattern)と散在性の放射線との混合物であることが、WO2005/088533(A1)に記載されている。干渉性放射を使用する必要があることが、WO2005/088533(A1)に記載された方法の不利益である。干渉性放射の放射線源は、非干渉性放射の放射線源よりもはるかに高価であることが、当業者に知られている。
さらに、WO2005/088533(A1)に記載された方法は、照射(irradiation)によりダメージを受けず、また、照射された放射線の適切な部分を再び反射する対象物に限定されている。電磁放射線に対して高い吸収性を有する感光性物質は、検出することができず、後に一意的に認識することができない。
記載された先行技術を発端として、その結果、複数の異なる対象物の特定および/または認証をすることができる方法を提供する。この求められる方法は、同類の対象物を区別することができる。この場合、上記求められる方法は、例えば、個別化されたホログラム等の高価な補助なしで成し遂げることであり、同類の対象物が先行技術に対して個別化される。上記求められる方法は、費用効率が高く、直感で理解できると共に簡単であり、柔軟な使用および拡張ができ、再現可能かつ移転可能な結果を生み出し、生産ライン製造が可能でなければならない。
驚いたことには、表面特性を用いて、対象物を特定し、認証することができるということが見出された。この場合、対象物の表面は、それぞれの対象物の特徴である個別特徴を有する。これらの特徴によって、同類の対象物が区別可能になる。
同類の対象物は、同じように見えるが、例えば、紙の束の個別のシート、あるいは、個別の大量生産型の部品等の同一ではない対象物として解される。
個々の表面特性は、この場合、意外にも対象物や材料の種類に限定されないが、原則として、全ての対象物に対して有効である。従って、どんな特筆すべき表面構造も持たない滑らかな表面である磨き上げた鏡の場合であっても、原子レベルで個々の表面特性を認識することができる。
驚いたことに、多くの対象物の表面特性は非常に頑丈なので、非常に長い時間の経過後でさえ、大部分が変化することなく残っているため、それぞれの対象物の特定および/または認証をするために用いることができるということが見出された。この表面特性は、複数の異なる測定方法により決定することができるので、様々な種類の対象物を確実に特定および/または認証することができる。対象物が感光性ならば、表面特性は触知性の方法で決定され、対象物が感圧性ならば、表面特性は非接触性の方法、例えば光学的方法を用いて決定される。
対象物は、任意の固形物として解される。この固形物の表面は、対象物を周囲媒体(大部分は空気)から切り離す。
表面特性は、対象物の表面の3次元構造(トポグラフィ)として解される。表面特性およびトポグラフィという用語は、この明細書では、同意語として用いられる。表面プロファイルは、既定の平面による対象物の表面の(仮想)セクションにより作り出されるプロファイルである(例えば、DIN規格番号DIN EN ISO 4287:1998 参照)。トポグラフィおよび表面プロファイルは、表面構造として共に表わされる。
特定は、対象物を一意的に特定する働きをするプロセスとして解される。
認証は、断定された固有性を検査するため(検証するため)のプロセスであると解される。対象物の認証は、その対象物が信頼のおけるものであるということを認証する。これは、変更、複製、および/または、偽造されていないオリジナルが含まれているということである。
(対象物のシグネチャを作り出すための方法)
本発明の第1の目的は、対象物のシグネチャ(signature)、すなわち識別特性を作り出すための方法である。
本発明の第1の目的は、対象物のシグネチャ(signature)、すなわち識別特性を作り出すための方法である。
本発明の対象物のシグネチャを作り出すための方法は、以下のステップを少なくとも備える。
A1:上記対象物の表面の第1領域を走査すると共に、この第1領域内の表面構造の少なくとも一部を示す走査信号を受信するステップ
A2:ステップA1において決定された上記走査信号からシグネチャを生成するステップ
A3:上記シグネチャを上記対象物と関連付けるステップ
A4:後の比較目的に使用可能にできる形態で、上記シグネチャを記憶するステップ
A1:上記対象物の表面の第1領域を走査すると共に、この第1領域内の表面構造の少なくとも一部を示す走査信号を受信するステップ
A2:ステップA1において決定された上記走査信号からシグネチャを生成するステップ
A3:上記シグネチャを上記対象物と関連付けるステップ
A4:後の比較目的に使用可能にできる形態で、上記シグネチャを記憶するステップ
上記シグネチャは、対象物に関する保持可能な情報項目である。対象物の特性についての情報を含む。この結果は、各対象物の固有の表面特性からもたらされる特性である。
ステップA1に従って、対象物の表面の第1領域の走査は、任意の方法を用いて実行することができる。この方法は、例えば、触知性の方法または光学的な方法を用いて、対象物の表面構造を求めるために用いられる。ここで、用いられ得る業務用機器は、すでに市場にある。接触しない方法で表面構造を検出する方法を用いるのが好ましい。光学的方法が、特に優先して用いられる。
上記走査の結果は、第1領域内の表面構造を表わす走査信号である。
上記走査は、ラインに沿って実行することができる。この場合に、表面プロファイルを走査信号から得ることができる。同様に、曲折方法で、または、好ましくは互いに平行に走っている複数のラインに沿って、走査を始めてもよい。この平行に走るラインは、互いに近接した位置にあるので、表面トポグラフィを走査信号から得ることができる。これは、国際標準逐次刊行物ISSN0043−7131(Wochenblatt fur Papierfabrikation, ISSN0043-7131, Volume 117, April 1989, No. 7)の271頁から274頁の図2,図3および図5の例により示される。シングルラインに沿った走査に起因する各々独立した表面プロファイルは、それ自身が固有のものである。一方で、隣接する表面プロファイルは類似性を有している。したがって、一の表面プロファイルから隣接する表面プロファイルに至る連続的な推移が特定されることになっている。走査が実行される独立したラインは、それ故に、かかる連続的な推移を特定することができるほど、互いに非常に近くに隣り合って位置しなくてはならない。その結果、隣接する表面形状の間の領域を補間することができ、独立して走査されたライン領域から全体のトポグラフィの近似値を求めることができる。
走査中に拾得される走査信号は、使用される測定方法に依存する。これは、以下の2つの例を用いて説明することができる。
I.機械的プローブを用いた表面の点別走査によって表面構造を求めることができる。このプローブは、後に接触するまで、表面に向かって移動させることが考えられる。このプローブが表面に触れる位置で抵抗が発生する。前もって選択された方向にさらにプローブを移動させるためには、さらなる力を与える必要があろう(表面は、プローブを妨害する)。抵抗が発生するまでの進路長は記録され、プローブは自身の最初の位置に戻される。次のステップにおいて、プローブまたは対象物は、側方(プローブが対象物に向かって動かされる方向に垂直)に少し動かされ、プローブは再び表面に向かって動かされる。進路長は、いずれの場合も抵抗が発生するまでに、この方法で逐一比較されて求められたポイントである。この場合の走査信号は、位置の関数としての進路長に関する値を含む。表面構造(表面プロファイルまたはトポグラフィ)は、これから簡単な方法で得ることができる。
II.集光レーザービームを用いて、この表面を走査することも可能である。このレーザービームは、レンズによって表面上に集束される。このレンズは、サーボモータによって表面と垂直に(z軸方向に)移動することができる。センサは、焦点におけるレンズのz軸位置を決定し、その結果、プローブをレンズの下に移動している間に、xyテーブルを用いてトポグラフィック情報を送信する。このセンサは、通常、一定の周波数を有する測定信号を拾得する。この場合における走査信号は、(周波数を測定する)時間の関数として、レンズのz軸位置を含む。xyテーブルは、一定の速度での一定の移動を実行し、2つの測定値を拾得する間、常に同じ経路を進む。したがって、時間と位置との間に周知の相関関係があり、表面のトポグラフィは、同様に、走査信号から簡単な方法で決定され得る。
測定値が一定の周波数を伴う記録された方法で拾得されるとき、そして、一定ではない移動が走査機器と対象物との間で行われるとき、時間情報を空間情報に変換することができるメカニカルエンコーダを用いることもできる。このエンコーダは、特に光学的測定方法で十分に知られている。WO2005/088533(A1)に記載されている方法はまた、時間情報を空間情報と相関させるためのエンコーダを用いている。
シグネチャ(signature)は、本発明に係る方法のステップA2で、走査信号から生成される。本発明によれば、このシグネチャは、同時に対象物の特定および/または認証をするために用いられる。そのため、同時に特定および/または認証されることになっている各対象物のシグネチャを作り出すことが最初に必要である。対象物のシグネチャが最初に求められるこのプロセスは、最初の検出または登録として表示される。このシグネチャが存在するとき、対象物の信号を記憶することができる。対象物が再び検出される、すなわち、対象物のシグネチャが再び求められると同時に、記憶されたシグネチャは、比較目的の参照用に用いることができる。
そのため、上記シグネチャは、機械によって記憶し、処理することができ、走査信号から得ることができ、特定および/または認証の目的のために用いることができる情報項目である。記憶可能であるということは、例えば比較目的で、同時に再び、シグネチャを利用することができると解される。機械処理することは、シグネチャを機械によって読むことができ、そして、機械によって様々なコンピュータ操作および/または記憶操作を行うことができるというように理解される。
上記シグネチャは、独自に対象物を特色づける特徴に関する情報を含む。このシグネチャは、走査信号自身であってもよい。このシグネチャはまた、走査信号から送信された表面トポグラフィ、つまり、表面位置に応じた表面領域の高さ情報項目の属性であってもよい。さらに、シグネチャは、DIN規格番号DIN EN ISO 4287:1998からの定義に従った表面プロファイルであってもよい。
一般に、上記シグネチャは、フィルタリングおよび/またはバックグラウンド除去法等、種々の数学的方法により、走査信号から生成される。これらの数学的方法は、個別の測定がもたらす任意の又は系統的な変動を非常に幅広く取り除く。紙状の対象物の場合、例えば、対象物の使用に起因するコルゲーションが表面プロファイルに発生することもあり得る。これは、時間の経過中でのみ得られ、その結果、オリジナルのシグネチャには含まれないので、特定および/または認証を妨害することもあり得る。このようなコルゲーションは、適切なフィルタ(例えば、DIN規格番号DIN EN ISO 4287:1998参照)を用いて、走査信号から(計算によって)除去することができる。
さらに、データレコードを生成するために、走査信号またはフィルタ処理した走査信号を数学的に変換させてもよい。このデータレコードは、走査信号またはフィルタ処理した走査信号自身よりも、特定および/または認証目的に対してより適している。上記変換の例として、走査信号の空間的に独立した表現を作り出すフーリエ変換がある。
さらに、走査信号から特性パターンを抽出し、シグネチャとしてこれら抽出されたデータを用いること(データ縮小)が想定される。
シグネチャを作り出すための本発明の方法のステップA3において、このシグネチャは、対象物と関連付けられている。この関連性は、物理的に、あるいは、コンピュータ上で実行され得る。物理的関連性の場合、例えば、光学コード(バーコード、マトリクスコード、OCRテキスト等)の形式で、対象物上に特徴をプリントする、または、対象物の中に印すことができる。さらに、記憶されたシグネチャを含むステッカーと対象物とを関連付けてもよい。また、例えば、シグネチャが記憶されるRFIDチップ等の電子データ媒体を対象物に設けてもよい。
コンピュータ上での関連性の場合、それぞれの対象物に与えられる固有の番号(ID番号、バッチ番号等)は、例えば、データベースのシグネチャに関連付けられている。このシグネチャは、例えば、いわゆるヘッダー(ファイルの冒頭におけるメタデータ)の番号を含む。この関連性は、明確かつ固有のアサインメントが、シグネチャと対象物との間に存在することを確実にする。関連付けられた対象物は、シグネチャを用いて一意的に推定され得る。
上記シグネチャは、本発明の方法のステップA4における後の比較目的に使用可能にすることができる形式で記憶される。
上記記憶は、例えば、電子記憶媒体(半導体メモリ)、光学式記憶媒体(例えば、コンパクトディスク)、磁気記憶媒体(例えば、ハードディスク)、または、情報を記憶するための他の媒体で実行され得る。また、紙上または対象物自身上に光学コード(バーコード、マトリクスコード)として、あるいは、ホログラムとしてシグネチャを記憶するようにしてもよい。
上記シグネチャがはじめて生成され、記憶された後に、対象物が登録され、同時に、このシグネチャを用いて特定および/または認証することができる。この記憶されたシグネチャはまた、参考シグネチャとして本明細書に示される。
(対象物の特定および/または認証をするための方法)
本発明の第2の目的は、対象物の特定および/または認証をするための方法であり、少なくとも以下のステップを備える。
B1:上記対象物の表面の第2領域を走査すると共に、この第2領域内の表面構造の少なくとも一部を示す走査信号を受信するステップ
B2:ステップB1において決定された上記走査信号からシグネチャを生成するステップ
B3:ステップB2において決定された上記シグネチャと、少なくとも1つの基準シグネチャとを比較するステップ
B4:ステップB3における比較結果に応じて、上記対象物の上記特定および/または上記認証についてメッセージを作成するステップ
本発明の第2の目的は、対象物の特定および/または認証をするための方法であり、少なくとも以下のステップを備える。
B1:上記対象物の表面の第2領域を走査すると共に、この第2領域内の表面構造の少なくとも一部を示す走査信号を受信するステップ
B2:ステップB1において決定された上記走査信号からシグネチャを生成するステップ
B3:ステップB2において決定された上記シグネチャと、少なくとも1つの基準シグネチャとを比較するステップ
B4:ステップB3における比較結果に応じて、上記対象物の上記特定および/または上記認証についてメッセージを作成するステップ
対象物の特定および/または認証をするための本発明の方法は、シグネチャを生成するための本発明の方法の後に続くものである。
ステップA1およびA2に関して記載されているものは、それぞれ、ステップB1およびB2に適用される。つまり、上記ステップは、ほとんどが同じ方法で行われる。
しかし、ステップA1では、表面の第1領域が記載されているが、ステップB1では、表面の第2領域が記載されている。
後の特定および/または認証の実現を可能にするために、特定および/または認証中に走査される領域(第2領域)は、少なくとも部分的に最初の検出中に走査された領域(第1領域)と重ならなければならない。この重なりが大きくなればなるほど、対象物を特定および/または認証できる信頼性が高くなる。
本発明の方法の好ましい実施形態において、(ステップA1からの)第1領域および(ステップB1からの)第2領域は、同一であるか、少なくとも大部分が一致する。「大部分が一致する」ということは、後の表面走査中に、最初の検出中に同様に走査された同じ領域を走査するように試みがなされていると解される。理想では、第1領域および第2領域は同一であるが、後の検出中に最初の検出領域を再検出する、あるいは、正確に「ヒットする」ことが実行する上で困難になることがある。これは、位置精度に関する問題であり、画定された表面領域を走査することができるように、対象物の表面を走査するための機器に関して、対象物の位置調整で達成される成功がどれほど正確であるかということである。
正確な位置調整を行う要件を減らすための一実現性には、可能な限り大きくなるように、走査するための領域を選択することが含まれる。位置調整の絶対精度が、例えば、一方向において±1mmであるならば、そして、この方向において領域が1mmの広がりを有するならば、位置調整を実行することができる精度が不適切であり、第1領域および第2領域が全く一致しないというリスクが存在する。しかし、上記方向において領域の広がりが10mmであるならば、満足のいく正確な位置調整がなされ、第1領域および第2領域は、上記方向において最大10%まで互いから外れる。
一方で、上記領域の拡大は、通常、走査するための時間消費を増加させることによっても、そして、走査信号およびシグネチャのデータボリュームをより大きくすることによっても達成され、相対的に大きくなるよう選択することができない。
正確な位置調整を行う要件を減らすための更なる実現性は、いわゆるポジションインジケータの使用にある。ポジションインジケータは、正確に表面領域を特徴付けると解される。表面領域の明確な特徴付けは、対象物の表面領域が、他の表面領域と比較して非常に強調され、かつ、範囲を定められているので、他の全ての表面領域からこの表面領域を一意的に区別することができ、そして、特徴付けられた表面領域に属するか否かが不明確である表面領域は存在しないということ意味すると解される。ポジションインジケータは、例えば、カットアウトを有し、対象物に接続されるラベルでもよい。走査することになっている領域は、このカットアウトの内側に位置している。この領域が光学的に走査される場合、カットアウト周辺に配置されたポジションインジケータの表面は、電磁放射線を照射しているときに、対象物の特徴付けられた表面領域のものと異なる性質を示すように作られているのが好ましい。例として、対象物が高い散乱能を持つ紙状の対象物である場合、ポジションインジケータの表面は、例として、正反射性であるように作られている。対象物の表面領域の触知性走査の場合、ポジションインジケータとしてのカットアウトを有するラベルは、次のような利点を有する。対象物の表面領域周りにエッジが存在し、このエッジは、触知性走査の場合、画定され、かつ、効果的に識別可能な走査信号を供給する。この走査信号は、対象物の表面領域の始点および終点を示す。したがって、ポジションインジケータは、最初の検出中に走査された領域を特定および/または認証する目的のために、後の各走査時に「再検出」をアシストする。
走査するための領域をできうる限り小さくするように形作ることで有利にできるということは、すでに指摘した。領域を小さくすればするほど、より早い走査を可能にし、信号またはシグネチャを走査することにより発生するデータ量がより小さくなり、そして、その時点のシグネチャと1以上の参照シグネチャとの比較に対する演算時間がより短くなる。上記利点が存在するためには、シグネチャを生成するためにシングルラインに沿ってのみ対象物の表面を走査することが要求される。しかし、領域の減少が位置精度にかかる要件をより厳格にすることに伴って起こるということは、すでに説明した。シグネチャが表面プロファイル、つまり、表面上のシングルラインに沿った表面の高さ情報である場合、後の検出中にこの一のラインを再検出することは困難になり得る。
驚いたことに、走査するための領域が減少すると同時に位置精度にかかる要件が上昇するこの問題は、第2領域が第1領域よりも小さく、この第2領域が第1領域内にあるという事実に基づいて解決され得るということが見出された。
特定および/または認証に関する本発明の方法の好ましい実施形態は、上記第2領域が上記第1領域よりも小さく、かつ、この第1領域内にあることを特徴とする。
ステップB1において適正な位置精度を実現させるために、上記対象物は、走査領域(第2領域)が画定されたより大きな領域(第1領域)内にあるように、走査機器に関して配置されなければならない。位置精度にかかる要件は、第1領域のサイズを増加させること、および、第2領域のサイズを減少させることに従って緩む。第2領域のサイズを減少させれば、比較のために利用可能なデータ量も減少する。一般に、対象物の特定および/または認証のステートメントは、信頼性が高くなればなるほど、それぞれの対象物の固有性を記載するより大きなデータ量で作られる。そのため、ここで要求されることは、特定および/または認証するときに、簡易化された位置と信頼性との間の、理に適ったバランスを見つけることである。
より大きい第1の領域の走査からもたらされ、参照シグネチャとして記憶される上記シグネチャは、より小さい第2の領域の走査中に、特定および/または認証の目的で、後の検出の間に生成されるどんなシグネチャよりも適切に大きい。従って、特定および/または認証に関する本発明の方法のステップB3において、その時点のシグネチャが参照シグネチャの中に存在するかどうかチェックされる。具体的な方法は、第1の検出中、互いに接近している複数のラインに沿って表面の第1領域が走査され、この第1領域のトポグラフィが参照シグネチャとして決定され記憶される。特定および/または認証中に、例として、第1領域内部に位置しているシングルラインに沿った高さプロファイル(表面プロファイル)だけが、後のポイントに時間内に記録される。ステップB3において、第1領域の表面トポグラフィがどの位置で対応する表面プロファイルを有するかということに関するテストがなされる。この場合、特定および/または認証中に走査が実行されるラインも同様に、第1の検出中においてトポグラフィを求めている間に正確に走査のために用いられたラインの一つであることは要求されない。すでに先に述べたように、トポグラフィを求めている間、個々のラインは、連続的な変遷をこれらのラインの間で特定することができるほど、互いに近くにあるのが好ましい。したがって、個々のラインは、複数のラインの領域の内側にあればよい。対応する理由により、個々のラインはまた、複数のラインに対し正確に平行に走ることは要求されない。トポグラフィを形成する個々の表面プロファイルの連続的な変遷により、トポグラフィ全体を接近させるために周知の数学的方法を用いることができ、トポグラフィ内のどんな求められる表面プロファイルをも計算することができる。
第2領域が第1領域よりも小さい場合における対象物の特定および/または認証をするための本発明の方法に関する好ましい実施形態は、第1の検出のための十分な時間があるときはいつでも利益を得るために用いることができる。一方、特定および/または認証のための時間は、相対的に限定される。
一例として、芸術作品または宝石は、名前を付けられる場合がある。これらは、大抵手作りである。機械生産の方法と比べれば、手で作るために、より多くの時間が要求される。その結果として、大きい(第1)領域が走査される対応時間経費で作動することにより、参照シグネチャが生成されるかどうかは重要ではない。後の特定および/または認証は、例えばより小さい領域を用いてチェックするルーチンのために、必要に応じてより早く実行され得る。
驚いたことに、上記第2領域が上記第1領域よりも大きく、かつ、上記第1領域を完全に包含するように、上記第1領域および第2領域をまた形作ることができるということが見出された。
そのため、対象物の特定および/または認証をするための本発明の方法の更なる好ましい実施形態は、上記第2領域が上記第1領域よりも大きく、かつ、上記第1領域を完全に包含することを特徴とする。
その結果、第1の検出中に、比較的小さい走査領域から生じる参照シグネチャが生成される。特定および/または認証のための後のシグネチャの生成中に、対応するより大きな領域が走査され、シグネチャが生成され、そして、どの程度まで参照シグネチャがその時点のシグネチャに存在するかをステップB3で調べられる。
この好ましい実施形態は、第2領域が第1領域内にある場合(上記を参照)と同様に、位置精度および低減されたデータ量に関して同じ利点を生み出す。後の特定および/または認証と比べて第1の検出がスピード重視される場合はいつでも、この実施形態は有利である。これは、例えば、機械による生産のため、生産された対象物が大量に生じ、アセンブリラインにハイスピードで運ばれる場合にあり得る。最初に対象物を検出して、対応する参照シグネチャを作成するために、とても短い時間で対象物の小さい領域のみを走査すること(ステップA1)が有利である。後の特定および/または認証中に、対象物がより少数で発生する場合があり、(ステップA1からの)第1領域がカバーされるのを確実にするため、ステップB1のより大きな領域を走査するための時間がより存在する。
すでに先に述べたように、対象物の特定および/または認証をするための本発明の方法のステップB3において、その時点で生成されたシグネチャは、1以上の参照シグネチャと比較される。ここでは、いわゆる1:1マッチと、いわゆる1:nマッチとを区別することが可能である。1:1マッチの場合、2つのシグネチャだけが比較される。これは、例えば、対象物の仮定された固有性に関連している情報がすでに提供され、さらにチェック(認証)されることになっている場合である。例えば、上記対象物は、対象物の固有性を示すバーコードを持つことが考えられる。この仮定された固有性は、それぞれの対象物に割り当てられる参照シグネチャを決定するために用いることができる。これは、その時点で生成されたシグネチャと比較される。
上記固有性が周知でない場合、および、対象物がその時点で生成されたシグネチャを用いて求められることになっている場合、その時点で生成されたシグネチャは、判断に加わるn番の参照シグネチャ(1:nマッチ)と比較され、その時点で生成されたシグネチャに対応する参照シグネチャを見つける(特定)。
上記比較それ自身は、当業者に十分に知られた数学的方法で実行することができる。例えば、サーチがデータレコード間での類似点を作り出す、パターンマッチング法を用いることができる(例えば、Image Analysis and Processing:8th International Conference, ICIAP '95, San Remo, Italy, September 13-15, 1995. Proceedings (Lecture Notes in Computer Science、WO2005088533(A1)、WO2006016114(A1)、C. Demant, B. Streicher-Abel, P. Waszkewitz, Industrielle Bildverarbeitung, Springer-Verlag, 1998, pages 133 ff、 J. Rosenbaum, Barcode, Verlag Technik Berlin, 2000, pages 84 ff、 US 7333641 B2、 DE10260642 A1、 DE10260638 A1、 EP1435586B1参照)。光学的相関法(optical correlation methods)も考えられる。
上記比較の結果、例えば、比較されたシグネチャ間の一致度は、ステップB4において、可視あるいは可聴式のメッセージ形式(モニター、プリンター、ラウドスピーカー等)で、適切な機器のユーザに出力される。
本発明の方法が一般的形式で示された今、それに加えて、本発明を限定することなく、本発明の目的を特定の実施形態でより詳細に説明する。
表面領域の走査は、光学的に、すなわち、電磁放射線源および電磁放射線に対する少なくとも1つの検出器(光検出器としても示される)を用いて実行されるのが好ましい。高強度の電磁放射線を作り出すことができる線源を放射線源として用いるのが好ましい。例えば、レーザービームは、高出力密度を有することが知られていて、効果的に集中することが可能である。そのため、集光レーザービームの寸法を焦点面において適切に小さく保つことができる。焦点面で走査ビームの寸法を小さくすればするほど、表面を走査可能な精度が高くなる。
焦点面の走査ビームの断面プロファイルは、ステップA1とステップB1とに従った走査に対して、できる限り同じでなければならず、ステップB3に従った後のシグネチャの比較中に、走査における異なる解明の結果として、シグネチャ間に過度に大きな違いが存在することがないようにすることができる。上記断面プロファイルは、焦点面における放射線の2次元強度分布として理解されている。
図1は、表面領域の走査が走査ビームを用いてどのように実行されるかを図で示す。
この図は、対象物の表面1と、電磁放射線源2および複数の電磁放射線検出器5からなる配置とを示す。上記表面1は、さらなる明確さのために、放射線源2および検出器5と比較して、非常に大きくした形状で示されている。
走査ビーム3は、放射線源により対象物の表面1上に送信される。対象物は、(太い黒矢印に示される)放射線源および検出器からなる配置に準拠して動かされる。この場合、走査ビームは、表面を軽く触れて通る。この走査ビームは、反射の法則に従って表面で反射される。表面の曲率に応じて、反射された放射線4は検出器の1つに到達する。このように、表面が走査されて、走査信号が獲得される。表面構造は、この走査信号から測定される。
複数の個別の検出器を用いる代わりに、適切な大きさの検出器(CCDカメラ、CMOSカメラ)を用いることもできる。ダイナミックレーザー集束(上記参照)とは対照的に、本明細書に記載された方法において機械的に調節可能なレンズを用いる必要はない。驚いたことに、走査ビームが表面のポイント上に焦点を当てられていれば十分であることが見出されている。このとき、対象物と、放射線源および検出器からなる配置との間の移動は、対象物とこの配置との間で一定の間隔を空けて実行される。表面上の高さの違いから、走査ビームが表面にぶつかる全てのポイントは、焦点面に正確に位置することはない。それにもかかわらず、驚いたことに、トポグラフィを走査信号から得ることができる。そのため、大きな焦点深度を有する放射線源を使用することが好ましい。
上記表面の照射(走査)は、平均表面平面を基準にして、約0°(反射が未だ作用する場合)から90°までのどんな所望の角度でも実行され得る。反射された放射線の検出は、同様に、平均表面平面を基準にして約0°から90°までのどんな所望の角度でも実行され得る。
図1に基づいた機器の使用は、次の利点がある。ダイナミックレーザー集束に関する周知の機器とは対照的に、どんな機械的に調節可能なレンズも必要が無い。従って、図1に基づいた機器はより複雑ではなく、その結果、よりコスト効率がよく、よりエラーが生じにくい。さらに、図1に基づいた機器では、レンズの機械的再調整で時間がかからないため、ダイナミックレーザー集束に関する機器よりもかなり早く走査を実行することができる。
さらに、驚いたことには、シグネチャを測定するための走査中に表面構造全体を覆う必要がないことが見出されている。多くの対象物の表面特性は、非常に特性に恵まれているので、特定および/または認証には少量の表面特性で十分である。これは、図1の配置において、複数の検出器の代わりに単一の検出器で十分間に合うという意味である。そのため、この1つの検出器は、もはや表面の全カーブを検出しないが、検出器の方向の表面で送信された信号だけを検出する。しかし、驚いたことに、検出器により検出された走査信号は、特定および/または認証の目的でシグネチャを生成するのに十分である。
上記表面上に送信された放射線は、干渉現象を妨げることを排除するために、非干渉性であるのが好ましい。でこぼこの表面上に落ちる干渉性放射は、スペックルパターンを作り出すことが知られている。このスペックルパターンは、とりわけ、照射線の角度および放射線源と表面との間の間隔の作用である。従って、スペックルパターンは、通常、困難を伴う場合のみ再現可能である。スペックルパターンは再現可能な走査信号に重ねられ、直接表面構造とみなされると共に、信号対雑音比の減少につながる。
確かにレーザービームは、高い強度を有し、非常に効率的に集中することができるけれども、それにもかかわらず可干渉性であり、望まないスペックルパターンの原因となる。
従って、いわゆるスペックル低減レーザー、または、例えばLED(LED=light-emitting diode)等の非干渉性放射線源が、放射線源として用いられるのが好ましい。可干渉性放射線の場合にスペックル現象を低減するための方法は、当業者に知られている(例えば、DE102004062418B4参照)。特定のプリファランスは、いわゆる高出力LEDの使用になっている。LEDアレイ、すなわち、複数のLEDの配置を使用することもできる。
好ましい実施形態において、走査は、ステップA1および/またはステップB1のラインに沿ってのみ行われる。ステップA1およびステップB1の両方のラインに沿ってのみ走査を行うのが、特に好ましい。これは、図1に従った走査ビームの使用の場合、上記走査ビームは、走査信号を取り上げるために、対象物の表面上の(シングルラインに沿った)方向に一度だけ導かれる。例えば互いに平行に配置された多数のラインに沿うよりも、シングルラインに沿うほうが実質的により早く走査を実行することができる。シングルラインに沿った走査がステップA1およびステップB1の両方で実行されるとき、時間消費が最小になる。
一方で、すでに先に説明したように、走査領域のサイズを減少させるにつれて、後の走査期間に、第1走査中に検出された領域を再検出することがますます困難に成る。本発明によれば、この問題は、線形ビームプロファイルが走査のために用いられるという事実に基づいて解決される。具体的に言うと、驚いたことに、対象物の特定および/または認証をするための走査信号およびシグネチャは、ビームプロファイルが移動方向に対して横方向に広がるときでさえ測定され得るということを見出した。これは、図2に図示されている。対象物の表面1の一領域7は、電磁放射線源2を用いて放射線を照射されている。反射放射線4の一部は、走査信号を取り上げるために検出器を用いて捉えられる。対象物は、放射線源および検出器からなる配置に準拠して動かされる(太い黒矢印に示される)。長手の広がりが移動方向に対して横方向にある線形ビームプロファイルが、表面平面に存在する。
位置調整の問題は、移動方向に対して横方向のビームプロファイルを拡大することによって解決される。(点状ビームプロファイルの広がりに対応する幅を有する)薄いラインの代わりに、それは、走査される(線形ビームプロファイルの長手の広がりに対応する幅を有する)広い領域である。それに応じて、この広い領域は、後の走査において、より簡単に再検出することができる。
図2に従った線形ビームプロファイルを伴う走査は、実質的には、複数の走査信号に対する平均に対応しており、この複数の走査信号は、互いに近接していると共に平行に走っている複数のラインに沿って、点状ビームプロファイルを用いた走査によって生じる。驚くべきことに、広い領域に対する平均から、対象物の特定および/または認証をすることができるシグネチャを生成することもできる。
線形ビームプロファイルは、次のように定義される。この線形ビームプロファイルの強度は、通常、放射線の横断面の中心で最高となり、外側に向かって減少する。上記強度は、全ての方向、すなわち、この場合に存在している円形の横断面プロファイルで均一に減少する。他の場合全てにおいて、強度勾配が最高である少なくとも1つの方向と、強度勾配が最小である少なくとも1つの方向が存在する。上記ビーム幅は、最小強度勾配方向における横断面プロファイルの中心からの距離であり、この距離において、その強度は中心における強度の値の半分に下がっていると解される。さらに、上記ビーム厚は、最高強度勾配方向における横断面プロファイルの中心からの距離であり、この距離において、その強度は中心における強度の値の半分に下がっていると解される。線形ビームプロファイルは、ビーム幅が、ビーム厚よりも10倍以上大きいビームプロファイルを意味する。このビーム幅は、好ましくは、ビーム厚の50倍以上大きく、特に好ましくは、ビーム厚の100倍以上大きく、さらに好ましくは、ビーム厚の150倍以上大きい。
上記ビーム厚は、好ましくは、存在している表面の平均溝幅の範囲にある(平均溝幅の定義に関するDIN規格番号DIN EN ISO 4287:1998参照)。
以下のビーム厚およびビーム幅は、複数の対象物、特に、紙から作られた対象物に適していることが判明した。
2mmから7mm、好ましくは、3mmから6.5mm、特に好ましくは、4mmから6mm、さらに好ましくは、4.5mmから5.5mmの範囲にあるビーム幅。
5μmから35μm、好ましくは、10μmから30μm、特に好ましくは、15μmから30μm、さらに好ましくは、20μmから27μmの範囲にあるビーム厚。
2mmから7mm、好ましくは、3mmから6.5mm、特に好ましくは、4mmから6mm、さらに好ましくは、4.5mmから5.5mmの範囲にあるビーム幅。
5μmから35μm、好ましくは、10μmから30μm、特に好ましくは、15μmから30μm、さらに好ましくは、20μmから27μmの範囲にあるビーム厚。
光学素子を用いて、どのように適切なビームプロファイルを作り出すことができるかということは、光学分野の当業者に知られている。光学素子は、ビーム成形およびビーム集中の目的に役立つ。特に、レンズ、ダイヤフラムおよび回折光学素子等が光学素子として示される。
焦点における走査ビームの横断面プロファイルのサイズが減少するにつれて、上記信号対雑音比が増加して、この走査ビームの強度がより小さいエリアに分布する。経験的に、焦点における横断面プロファイルのサイズが減少するにつれて、再現性のある信号を実現することがますます困難になるということが見出されている。どうやらこれは、認証された対象物の表面がもはや横断面プロファイルに関して十分な精度を備えて配置することができず、より小さくなっているためであると思われる。新たな認証の場合に十分な精度を備えて領域をヒットすることがますます困難になると思われる。
驚いたことに、ビーム厚およびビーム幅の上述の範囲は、一方では、再現性には十分な正確な位置調整を実現するのに非常に適していて、一方では、申し分のない精度を備える認証に十分な信号対雑音比を達成するのに非常に適している。
走査中、走査機器と表面が走査される対象物とは、互いから一定の間隔を明けて動かされる。上記ビーム幅は、表面領域を走査するための線形ビームプロファイルを使用するとき、移動方向に対して横方向に位置する。移動方向とビーム幅の方向との間の角度は、好ましくは、10°および90°の間であり、特に好ましくは、45°および90°の間であり、さらに好ましくは、70°および90°の間である。
対象物に関する走査機器の移動、および、走査機器に関する対象物の移動の両方が考えられる。
この移動は、例えば、一定速度で継続的に、加速または減速方法で、不連続的に、すなわち段階的方法で、実行され得る。上記移動は、好ましくは、一定速度で実行される。
図1または図2に従った表面を走査するための線形ビームプロファイルを使用するとき、少なくとも1つの検出器に作用する放射線強度は、時間の関数として検出される。測定信号は、一定の測定周波数で検出および更新されることが通常である。表面と検出器との間の相対的移動が一定速度で実行される場合、一定の速さで取得された2つの測定信号間の時間は、定義された一定の経路長に対応する。この場合、時間の関数として検出された測定信号を位置の関数に変換することがすぐに可能である。速度変動の発生を考慮すると、好ましくは、信号伝達の分野の当業者に知られている機械的エンコーダを使用する。
線形ビームプロファイルを伴う表面の好ましい走査は、本発明の第3の目的である、走査するために有利に用いることができるセンサにつながる。
(表面を走査するためのセンサ)
本発明の第3の目的は、対象物の表面を走査するためのセンサである。
本発明の第3の目的は、対象物の表面を走査するためのセンサである。
本発明のセンサは、少なくとも以下の構成を備える。
対象物に垂直である表面を基準にして角度αで電磁放射線を対象物上に送信することができるように配置された電磁放射線源。
対象物に垂直である表面を基準にして角度βで対象物に反射された放射線が検出されるように配置された、反射される放射線を取得するための少なくとも1つの光検出器。
対象物に垂直である表面を基準にして角度αで電磁放射線を対象物上に送信することができるように配置された電磁放射線源。
対象物に垂直である表面を基準にして角度βで対象物に反射された放射線が検出されるように配置された、反射される放射線を取得するための少なくとも1つの光検出器。
上記角度αおよび角度βは同じ大きさであってもよい。同様に、角度αおよび角度βは異なる大きさであってもよい。好ましくは、角度αおよび角度βの絶対値は等しい(|α|=|β|)。
角度αおよび角度βの絶対値は、5°から90°の範囲にあり、好ましくは、20°から80°の範囲にあり、特に好ましくは、30°から70°の範囲にあり、さらに好ましくは、40°から60°の範囲にある。
原則として、走査される対象物の表面で少なくとも部分的に反射される放射線を放射する全ての放射線源は、本発明のセンサにおいて、電磁放射線源として用いることができる。LEDあるいは(好ましいスペックル低減)レーザーダイオードは、本発明のセンサのコンパクト設計および費用有効設計に関して好ましい。人に見える単色または略単色放射線を放射する放射線源を用いるのが好ましく、特に好ましくは、600nmおよび780nmの間の波長を有する放射線源を使用する。
本発明のセンサにおいて、1から6の光検出器を用いるのが好ましく、1から3の光検出器が用いられているのがより好ましい。
原則として、電磁放射線を電気信号に変換する全ての電子的構成要素は、本発明のセンサにおいて、光検出器として用いることができる。フォトダイオードまたはフォトトランジスタは、本発明のセンサのコンパクト設計および費用有効設計に関して好ましい。フォトダイオードは、内部光効果によって、pn接合またはpin接合における電磁放射線を電流に変換する半導体ダイオードである。フォトトランジスタは、ベースコレクタ間空乏層のpn接合が電磁放射線にアクセス可能である、pnpまたはnpnの層順序を有するバイポーラトランジスタである。フォトトランジスタは、接続された増幅トランジスタを備えるフォトダイオードに類似している。
本発明のセンサは、線形ビームプロファイルを作り出す光学素子を備える。
本発明のセンサの線形ビームプロファイルは、ビーム幅が、ビーム厚よりも複数倍大きいことを特徴とする。このビーム幅は、好ましくは、少なくともビーム厚よりも50倍大きく、特に好ましくは、少なくとも100倍大きく、さらに好ましくは、少なくとも150倍大きい。
上記ビーム幅は、2mmから7mmの範囲にあり、好ましくは、3mmから6.5mmの範囲にあり、特に好ましくは、4mmから6mmの範囲にあり、さらに好ましくは、4.5mmから5.5mmの範囲にある。
上記ビーム厚は、5μmから35μmの範囲にあり、好ましくは、10μmから30μmの範囲にあり、特に好ましくは、15μmから30μmの範囲にあり、さらに好ましくは、20μmから27μmの範囲にある。
本発明のセンサは、上記ビーム幅が、対象物の表面上を走査するために本発明のセンサを導く方向に対して横方向に位置することを特徴とする。
本発明のセンサは、任意に、複数のセンサを接続するための手段、あるいは、センサを容器(holder)に接続するための手段を備える。
これらの手段を用いて、所定の方法で2以上のセンサを相互接続することができる。この2以上のセンサの接続は、可逆的に実行される。すなわち、元に戻すこともできる。
上記接続手段はまた、本発明のセンサを容器に取り付けるために用いることもできる。
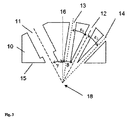
図3は、例として、放射線源および光検出器を有さない本発明の好ましい実施形態を、横からの断面図で示す。この実施形態のセンサは、指定された外部表面15を有するブロック10を備える。この指定された外部表面(以下、略して外部表面という)は、対応している対象物の表面上で走査中に検出される。
ブロック10は、本発明のセンサの全ての光学素子を支持する働きをする。このブロック10は、少なくとも2つの貫通部11,12を有し、この貫通部11,12は、指定された外部表面の方向に互いに延びている。
第1貫通部11は、外部表面の法線16(略して、外部表面法線)を基準にして角度γで伸びて、電磁放射線源を支持する働きをする。
第2貫通部12は、外部表面法線16を基準にして角度δで延びて、光検出器を支持する働きをする。
角度γおよび角度δの絶対値は、好ましくは、等しい。
角度γおよび角度δの絶対値は、5°から90°の範囲にあり、好ましくは、20°から80°の範囲にあり、特に好ましくは、30°から70°の範囲にあり、さらに好ましくは、40°から60°の範囲にある。
本発明のセンサの好ましい一実施形態において、1または2の更なる貫通部13,14が存在し、1または2以上の更なる光検出器を支持する働きをする。これらは、第2貫通部12に対し角度ε1および/または角度ε2で配置されている。角度ε1および/または角度ε2のサイズは、1°から20°であり、好ましくは、5°から15°である。
全ての上記貫通部は、センサのコンパクト設計を可能にするために、一の平面内に位置するのが好ましい。
放射線源および1以上の光検出器を支持するための2から4の貫通部を備えるブロックの使用は、簡単に、かつ、互いに対して定められた方法で、光学素子を配置できるという利点を提供する。このブロックは、放射線源に対する貫通部内に固定部を有するのが好ましい。センサの放射線源は、この固定部に接触するまで貫通部内に押し込まれ、ブロックおよび光検出器に関して規定され固定された位置を占有するようにする。既に接続され、ビーム成形およびビーム集中を目的とする光学素子を放射線源が有する場合、例えば、今日商業的に利用可能な多くの放射線源にはよくあることだが、放射線源の焦点は、放射線源の固定部によって、同時に一意的に固定される。同様に、光検出器を支持するための更なる貫通部には、固定部を設けることができ、光検出器の位置は、放射線源の位置よりも低い精度でよい。
上記ブロックは、例えば、1または2点のプラスチックから射出成形プロセスを用いて、簡単な方法で製造することができる。非常に多くの品目で、短時間で、構成要素を高い精度で製造するために射出成形プロセスを用いることができる。これは、十分に精密な構成要素の費用効率が高い大量生産を可能にする。上記貫通部は、射出成形で作られていてもいいし、あるいは、例えば穴あけ機を用いて、後にブロックに導入されてもよい。全てのブロックの構成要素が、射出成形プロセスを用いて一ステップで製造されるのが好ましい。同様に、例えば穴あけ機を用いて貫通部を実装するために、例えばアルミニウムまたはプラスチックからブロックを機械で作ることもできる。決められた貫通部を有するブロックを製造するために当業者に周知の更なる方法が考えられる。
上記センサは、ブロックを導入するハウジングを備えることができる。このセンサのハウジングに、例えば、放射線源の制御電子機器、信号調整電子機器、完全調査電子機器等のさらなる要素を導入するのが好ましい。上記ハウジングはまた、接続ケーブルをしっかりと固定する働きをするのが好ましい。この接続ケーブルは、センサを制御するために、および/または、特徴ある反射パターンを検出し、さらに処理するために、本発明のセンサを制御ユニットおよび/またはデータ収集ユニットに接続することができる。
上記センサは、任意に、ウインドウを備えることもできる。このウインドウは、外部表面の前部、後部あるいは内部に適合されると共に、損傷および汚染から光学素子を守る。このウインドウは、好ましくは、センサの外部表面を形成する。このウインドウは、少なくとも使用される放射線源の波長に対して、少なくとも部分的に透明である。
さらに、図3における本発明のセンサは、貫通部の中心軸がブロックの外側に位置するポイント18で途絶えることを特徴とする。驚いたことに、上記中心軸の交点が、同時に放射線源の焦点であると共に、外部表面から2mmから10mmの距離に位置する場合、本発明の特定および/または認証に有利であるということが見出された。
対象物の表面を走査するために、適切にある距離をおいて、この対象物上に本発明のセンサを案内して、上記焦点および上記中心軸の交点が対象物の表面上に位置するようにする。
上記距離の範囲が2mmから10mmであるとすると、走査されることになっている対象物の表面は、簡単かつ十分に正確な方法で、放射線源および光検出器に関連して配置され得る。センサと対象物との間の間隔が大きくなるにつれて、指示された表面領域を検出するために、対象物の表面に対するセンサの角度には、より精度が必要になり、その結果、調整上の要求がより厳格になる。
さらに、放射線強度は、放射線源からの距離が大きくなるのに伴い減少する。そして、センサと対象物との間の間隔が大きくなる場合、高出力の放射線源を用いて、対象物に到達すると共に相応に低下した放射線強度を補償する必要があるであろう。
本発明のセンサは、工業規模で、大量生産で、コスト効率よく生産することができ、コンパクトデザインを有しており、直感的に簡単に操作可能で、柔軟に使用することができ、再現可能であると共に移転可能な結果を拡大および供給することができる。
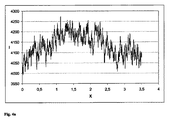
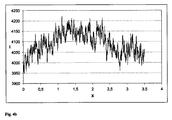
図4a、図4bおよび図4cは、線形ビームプロファイルを伴う対象物の走査から生じる走査信号を示す。この走査信号は、図3に従うセンサでそれぞれ取得された。上記図の縦座標は、入射放射線の強度に比例する、使用された光検出器の電圧信号I(任意のユニットにおける)をそれぞれ示す。シングルラインに沿った走査中に覆われる、センチメートル単位のパスXは、横座標上に示される。第2貫通部(12)における単一の光検出器の全ての場合で使用がなされた。走査された対象物は、3Mの特殊用紙7110(3M 7110 Litho paper, white)およびUPM RaflatacのPET Overlam RP35であるラミネーションが加えられた保護用フォイルから成る合成材料である。スペックル低減レーザーダイオード(Flexpoint line module FP-HOM-SLD, Laser Components GmbH)の放射線源として使用がなされた。このビームプロファイルは、線形であり、ビーム幅が5mm、ビーム厚が25μmであった。
図4aおよび図4bの場合に同じ範囲が走査された。これらの信号はとてもよく似ている。図4cの場合において、図4aおよび図4bの場合を除く範囲が走査された。図4cの信号は、図4aおよび図4bの信号と明確に異なっている。図4aおよび図4bの信号の比較は、0.98の相関係数を生じさせた。一方、図4aおよび図4cの信号の比較は、0.6の相関係数を生じさせた。この走査信号は、比較的長い時間の後でさえ、なお再現することが可能である。
図4a,図4bおよび図4cは、特定および/または認証のためのシグネチャを生成するために用いられ得る複数の特性を示す。そのため、様々な対象物を区別することができると共に、後に同一の対象物を再特定することができる。
Blau Optoelektronik GmbH の高出力LEDアレイ(FP-65/0.5LF-LED, ビーム幅10mm,ビーム厚60μm)を用いている類似の新手法にも同様の結果が得られ、信号対雑音比が低下した。
1…表面
2…電磁放射線源
3…走査ビーム
4…反射されたビーム
5…光検出器
6…線形ビームプロファイル
7…走査された領域
10…ブロック
11…放射線源を支持するための第1貫通部
12…光検出器を支持するための第2貫通部
13,14…光検出器を支持するためのさらなる貫通部
15…外部表面
16…外部表面法線
18…焦点
2…電磁放射線源
3…走査ビーム
4…反射されたビーム
5…光検出器
6…線形ビームプロファイル
7…走査された領域
10…ブロック
11…放射線源を支持するための第1貫通部
12…光検出器を支持するための第2貫通部
13,14…光検出器を支持するためのさらなる貫通部
15…外部表面
16…外部表面法線
18…焦点
Claims (14)
- 対象物のシグネチャを作り出すための方法であって、
A1:上記対象物の表面の第1領域を走査すると共に、この第1領域内の表面構造の少なくとも一部を示す走査信号を受信するステップと、
A2:ステップA1において決定された上記走査信号からシグネチャを生成するステップと、
A3:上記シグネチャを上記対象物と関連付けるステップと、
A4:後の比較目的に使用可能にできる形態で、上記シグネチャを記憶するステップと
を少なくとも備えることを特徴とする方法。 - 対象物の特定および/または認証をするための方法であって、
B1:上記対象物の表面の第2領域を走査すると共に、この第2領域内の表面構造の少なくとも一部を示す走査信号を受信するステップと、
B2:ステップB1において決定された上記走査信号からシグネチャを生成するステップと、
B3:ステップB2において決定された上記シグネチャと、少なくとも1つの基準シグネチャとを比較するステップと、
B4:ステップB3における比較結果に応じて、上記対象物の上記特定および/または上記認証についてメッセージを作成するステップと
を少なくとも備えることを特徴とする方法。 - 請求項2に記載の方法において、
上記第2領域は、請求項1に記載の上記第1領域よりも小さく、かつ、上記第1領域内にあることを特徴とする方法。 - 請求項2に記載の方法において、
上記第2領域は、請求項1に記載の上記第1領域よりも大きく、かつ、上記第1領域を完全に包含することを特徴とする方法。 - 請求項2に記載の方法において、
上記第2領域は、請求項1に記載の上記第1領域と同一である、あるいは、少なくとも略同一であることを特徴とする方法。 - 請求項1から5のいずれか1つに記載の方法において、
上記走査は、インコヒーレント放射を用いて光学的に実行されることを特徴とする方法。 - 請求項1から6のいずれか1つに記載の方法において、
走査を目的として、上記対象物および上記対象物を走査するための機器は、互いから一定の間隔を空けて動かされると共に、上記走査は、一本の線に沿って実行されることを特徴とする方法。 - 請求項7に記載の方法において、
上記走査は、線形ビームプロファイルで実行され、この線形ビームプロファイルは、移動方向に対して横方向により長く伸びていることを特徴とする方法。 - 請求項8に記載の方法において、
上記線形ビームプロファイルのビーム幅は、ビーム厚の50倍よりも大きいことを特徴とする方法。 - 請求項7または8に記載の方法において、
上記線形ビームプロファイルのビーム厚は、上記表面に存在する平均溝幅の範囲にあることを特徴とする方法。 - 表面を走査するためのセンサであって、
外部表面と、上記外部表面に対する法線を基準にして角度γで上記外部表面にまで延びている第1貫通部と、上記外部表面に対する法線を基準にして角度δで上記外部表面にまで延びている第2貫通部とを有し、上記角度γおよび角度δの絶対値が等しいブロックと、
上記第1貫通部に配置され、上記外部表面の方向に走査ビームを送信可能な放射線源と、
線形ビームプロファイルを形成するための光学素子と、
上記第2貫通部に配置され、上記外部表面の方向に整置されている光検出器と
を少なくとも備えることを特徴とするセンサ。 - 請求項11に記載のセンサにおいて、
上記ビーム幅は、3mmから6.5mmの範囲に、好ましくは、4mmから6mmの範囲に、特に好ましくは、4.5mmから5.5mmの範囲にあり、上記ビーム厚は、10μmから30μmの範囲に、好ましくは、15μmから30μmの範囲に、特に好ましくは、20μmから27μmの範囲にあることを特徴とするセンサ。 - 請求項11または12に記載のセンサにおいて、
上記角度γおよび上記角度δの絶対値は、5°から90°の範囲に、好ましくは、20°から80°の範囲に、特に好ましくは、30°から70°の範囲に、さらに好ましくは、40°から60°の範囲にあることを特徴とするセンサ。 - 請求項11から13のいずれか1つに記載のセンサにおいて、
光検出器を保持するための貫通部をさらに2つ備え、この貫通部は、上記第2貫通部に対して、それぞれ、ε1およびε2の角度で配置され、この角度ε1および角度ε2は、1°から20°であり、好ましくは、5°から15°であることを特徴とするセンサ。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102009025061.1 | 2009-06-10 | ||
| DE102009059054.4 | 2009-06-10 | ||
| DE102009025061A DE102009025061A1 (de) | 2009-06-10 | 2009-06-10 | Identifizierung und/oder Authentifizierung von Gegenständen anhand ihrer Oberflächenbeschaffenheit |
| DE102009059054A DE102009059054A1 (de) | 2009-12-18 | 2009-12-18 | Identifizierung und/oder Authentifizierung von Gegenständen anhand ihrer Oberflächenbeschaffenheit |
| PCT/EP2010/003326 WO2010142392A2 (de) | 2009-06-10 | 2010-06-01 | Identifizierung und/oder authentifizierung von gegenständen anhand ihrer oberflächenbeschaffenheit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012529689A true JP2012529689A (ja) | 2012-11-22 |
| JP2012529689A5 JP2012529689A5 (ja) | 2013-06-20 |
Family
ID=43309268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012514370A Withdrawn JP2012529689A (ja) | 2009-06-10 | 2010-06-01 | 表面特性を用いて対象物の特定および/または認証をするための方法、および、その方法に使用するセンサ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20120140292A1 (ja) |
| EP (2) | EP2441057A2 (ja) |
| JP (1) | JP2012529689A (ja) |
| KR (1) | KR20120031941A (ja) |
| CN (1) | CN102460519A (ja) |
| RU (1) | RU2011154114A (ja) |
| WO (1) | WO2010142392A2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011002181A1 (de) * | 2011-04-19 | 2012-10-25 | Bundesdruckerei Gmbh | Verfahren und Vorrichtung zur Überprüfung von Sicherheitsmerkmalen in Sicherheitsdokumenten |
| DE102011075943A1 (de) * | 2011-05-16 | 2012-11-22 | Bundesdruckerei Gmbh | Verfahren und Vorrichtung zur Verifikation von Sicherheitsdokumenten mit Hilfe von Weißlichtinterferometrie |
| US9483629B2 (en) | 2013-09-26 | 2016-11-01 | Dragnet Solutions, Inc. | Document authentication based on expected wear |
| GB2524989B (en) * | 2014-04-08 | 2018-12-26 | Innovia Films Ltd | Apparatus and method |
| FR3036192B1 (fr) * | 2015-05-12 | 2017-06-16 | Electricite De France | Procede et dispositif de sondage par propagation d'ondes |
| US11031346B2 (en) | 2019-05-15 | 2021-06-08 | International Business Machines Corporation | Advanced wafer security method including pattern and wafer verifications |
| DE102019209735A1 (de) * | 2019-07-03 | 2021-01-07 | Robert Bosch Gmbh | Verfahren zur Identifikation eines Bauteils, Auswertealgorithmus und Bauteil |
| TW202145072A (zh) * | 2020-05-25 | 2021-12-01 | 力成科技股份有限公司 | 積體電路晶片辨識方法及積體電路晶片辨識系統 |
| US20220122276A1 (en) * | 2020-10-21 | 2022-04-21 | Karam Peter | Forensic certification of artwork |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL9001368A (nl) * | 1990-06-15 | 1992-01-02 | Tel Developments B V | Beveiliging van voorwerpen of dokumenten. |
| JP4030830B2 (ja) | 2002-08-13 | 2008-01-09 | 日本電気株式会社 | 縞模様画像鑑定装置および縞模様画像鑑定方法 |
| DE10246563A1 (de) * | 2002-10-05 | 2004-04-15 | november Aktiengesellschaft Gesellschaft für Molekulare Medizin | Vorrichtung und Verfahren zur Bestimmung der Farbe/n auf einer Oberfläche |
| DE10260642B4 (de) | 2002-12-23 | 2007-12-20 | Siemens Ag | Verfahren zur Erstellung einer Referenz für Fingerprints und zum Vergleich von Fingerprints |
| DE10260638B4 (de) | 2002-12-23 | 2005-08-11 | Siemens Ag | Verfahren zur Bestimmung einer Anzahl von übereinstimmenden Minutien zweier Fingerprints |
| JP3719435B2 (ja) | 2002-12-27 | 2005-11-24 | セイコーエプソン株式会社 | 指紋照合方法及び指紋照合装置 |
| US20060163504A1 (en) * | 2003-01-23 | 2006-07-27 | Aruze Corp. | Identification sensor |
| EP2131315A3 (en) | 2004-03-12 | 2011-01-26 | Ingenia Technology Limited | Authenticity verification by large scale illumination |
| BRPI0508635A (pt) * | 2004-03-12 | 2007-08-07 | Ingenia Technology Ltd | dispositivo de impressão, e, aparelhos e métodos para criar artigos autenticáveis e para verificar a autenticidade de artigos |
| GB2417592B (en) | 2004-08-13 | 2006-07-26 | Ingenia Technology Ltd | Authenticity verification of articles |
| DE102004062418B4 (de) | 2004-12-20 | 2007-05-31 | Johnson Controls Gmbh | Vorrichtung und Verfahren zur Speckle-Reduzierung in laserquellenbasierten Projektionssystemen |
| US7624928B2 (en) * | 2005-11-18 | 2009-12-01 | Fuji Xerox Co., Ltd. | Method and apparatus for making tags, tag, and system for managing articles |
| GB0526422D0 (en) * | 2005-12-23 | 2006-02-08 | Ingenia Holdings Uk Ltd | Authentication |
| EP1969525A1 (en) * | 2005-12-23 | 2008-09-17 | Ingenia Holdings (UK)Limited | Optical authentication |
-
2010
- 2010-06-01 WO PCT/EP2010/003326 patent/WO2010142392A2/de active Application Filing
- 2010-06-01 KR KR1020117029516A patent/KR20120031941A/ko not_active Application Discontinuation
- 2010-06-01 EP EP10723934A patent/EP2441057A2/de not_active Withdrawn
- 2010-06-01 CN CN2010800257148A patent/CN102460519A/zh active Pending
- 2010-06-01 RU RU2011154114/08A patent/RU2011154114A/ru unknown
- 2010-06-01 JP JP2012514370A patent/JP2012529689A/ja not_active Withdrawn
- 2010-06-01 EP EP12188957.0A patent/EP2549446A3/de not_active Withdrawn
- 2010-06-01 US US13/320,648 patent/US20120140292A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2010142392A8 (de) | 2012-02-23 |
| EP2549446A3 (de) | 2013-06-05 |
| CN102460519A (zh) | 2012-05-16 |
| US20120140292A1 (en) | 2012-06-07 |
| WO2010142392A2 (de) | 2010-12-16 |
| RU2011154114A (ru) | 2013-07-20 |
| KR20120031941A (ko) | 2012-04-04 |
| EP2549446A2 (de) | 2013-01-23 |
| WO2010142392A3 (de) | 2011-02-17 |
| EP2441057A2 (de) | 2012-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012529689A (ja) | 表面特性を用いて対象物の特定および/または認証をするための方法、および、その方法に使用するセンサ | |
| JP5398889B2 (ja) | 真正性の検証 | |
| CA2559283C (en) | Authenticity verification methods, products and apparatuses | |
| KR101168932B1 (ko) | 인증가능한 인쇄물을 만들고 그 인쇄물을 확인하기 위한방법 및 장비 | |
| US20090303000A1 (en) | Linearisation of Scanned Data | |
| US20100007930A1 (en) | Authentication Scanner | |
| JP2009503976A (ja) | 物品の表面からのコヒーレントな光放射の散乱から得られた信号から作成された物品のシグネチャの検証 | |
| ZA200701259B (en) | Authenticity verification of articles using a databases | |
| GB2411954A (en) | Determining a signature from an article to verify its authenticity | |
| GB2429095A (en) | Authenticity verification by comparing blocks of signatures | |
| US20150264254A1 (en) | Characterization of a physical item | |
| DE102010015014A1 (de) | Optischer Scanner |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20121207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130425 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130425 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20131025 |