JP2012502827A - 木質−金属複合構造 - Google Patents
木質−金属複合構造 Download PDFInfo
- Publication number
- JP2012502827A JP2012502827A JP2011528378A JP2011528378A JP2012502827A JP 2012502827 A JP2012502827 A JP 2012502827A JP 2011528378 A JP2011528378 A JP 2011528378A JP 2011528378 A JP2011528378 A JP 2011528378A JP 2012502827 A JP2012502827 A JP 2012502827A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- composite structure
- film
- wood
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/10—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of wood
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27D—WORKING VENEER OR PLYWOOD
- B27D5/00—Other working of veneer or plywood specially adapted to veneer or plywood
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/04—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B21/08—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/14—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood board or veneer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2804—Next to metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31692—Next to addition polymer from unsaturated monomers
Abstract
本発明は、木質材料及び金属材料を含み、かつ木質材料と金属材料(2)がカップリング剤によって結合される木質−金属複合構造に関する。本発明によれば、木質−金属複合構造(5)は、金属材料(2)を含有するカップリング材料(1,2,3,4)を含み、カップリング材料は少なくとも3つの層を含み、カップリング材料の少なくとも外側層(1,3)は、ポリマーと、自己接着特性を形成するため前記材料の-OH基と反応性であるカップリング剤とを含み、かつ金属材料を含む少なくとも1つの層(2)が外側層(1,3)の間に配置される。
【選択図】図1
【選択図】図1
Description
(発明の分野)
本発明は、請求項1の前文に記載の木質−金属複合構造に関する。
本発明は、請求項1の前文に記載の木質−金属複合構造に関する。
(発明の背景)
従来、種々の複合構造が知られている。ポリエステルとガラス繊維の複合材及びエポキシと炭素繊維の複合材が最も典型的である。ポリマーより高い弾性係数を有する繊維を使用することが知られている。繊維は、ポリマーに対して大きな接触表面をも有する。これらの種類の複合材は、高強度及び軽量が必要とされる航空機、車及び他の乗り物でますます使用されている。スポーツ用品もこれらの種類の構成の良い例である。
従来、種々の木質ボード、例えば合板、ベニヤボード等が知られている。
合板は、別の種類の複合材であり、ベニヤ層を他のベニヤと関連づけて交差位置に置くことによって、木質の方向性及び不連続点が補償される。合板では、接着層(glue line)がベニヤを一緒に維持するための主要特性を有する。
合板は、たわみ及びねじれのような望ましくない特性を有することが多い。また普通の合板は水蒸気の拡散を許容しない。その結果、パネルの異なる側で含水量が異なるため、その平坦度が低下する。
US 5243126、JP 2000202810及びUS 3620878から、金属材料を含むさまざまな木質パネルが知られている。
従来、種々の複合構造が知られている。ポリエステルとガラス繊維の複合材及びエポキシと炭素繊維の複合材が最も典型的である。ポリマーより高い弾性係数を有する繊維を使用することが知られている。繊維は、ポリマーに対して大きな接触表面をも有する。これらの種類の複合材は、高強度及び軽量が必要とされる航空機、車及び他の乗り物でますます使用されている。スポーツ用品もこれらの種類の構成の良い例である。
従来、種々の木質ボード、例えば合板、ベニヤボード等が知られている。
合板は、別の種類の複合材であり、ベニヤ層を他のベニヤと関連づけて交差位置に置くことによって、木質の方向性及び不連続点が補償される。合板では、接着層(glue line)がベニヤを一緒に維持するための主要特性を有する。
合板は、たわみ及びねじれのような望ましくない特性を有することが多い。また普通の合板は水蒸気の拡散を許容しない。その結果、パネルの異なる側で含水量が異なるため、その平坦度が低下する。
US 5243126、JP 2000202810及びUS 3620878から、金属材料を含むさまざまな木質パネルが知られている。
(発明の目的)
本発明の目的は、新しいタイプの解決策を利用する新しいタイプの木質−金属複合構造を開示することである。
本発明の目的は、新しいタイプの解決策を利用する新しいタイプの木質−金属複合構造を開示することである。
(発明の概要)
本発明の木質−金属複合構造は、特許請求の範囲で提示することを特徴とする。
本発明は、木質材料と金属材料を含み、かつ木質材料と金属材料がカップリング剤で結合される木質−金属複合構造に基づいている。本発明によれば、木質−金属複合構造は、金属材料を含有するカップリング材料を含み、カップリング材料は少なくとも3つの層を含み、かつカップリング材料の少なくとも外側層は、ポリマーと、自己接着特性を形成するため木質及び金属などの材料の-OH基と反応性であるカップリング剤とを含み、金属材料を含む少なくとも1つの層が外側層間に配置される。
本発明は、具体的には完全に新しい特性及び用途を有する木質−金属複合構造に基づいている。本発明の木質-金属複合材は、木質−カップリング材料−金属材料という新しい結合方法を用いて作られる。木質−金属複合構造の材料は、自己接着特性を形成するため、好ましくはエステル化を介して、材料の-OH基、一実施形態では-O基と反応性であるカップリング剤によって、好ましくは例えば無水マレイン酸ポリオレフィンによって、実質的に結合される。
本発明の木質−金属複合構造は、特許請求の範囲で提示することを特徴とする。
本発明は、木質材料と金属材料を含み、かつ木質材料と金属材料がカップリング剤で結合される木質−金属複合構造に基づいている。本発明によれば、木質−金属複合構造は、金属材料を含有するカップリング材料を含み、カップリング材料は少なくとも3つの層を含み、かつカップリング材料の少なくとも外側層は、ポリマーと、自己接着特性を形成するため木質及び金属などの材料の-OH基と反応性であるカップリング剤とを含み、金属材料を含む少なくとも1つの層が外側層間に配置される。
本発明は、具体的には完全に新しい特性及び用途を有する木質−金属複合構造に基づいている。本発明の木質-金属複合材は、木質−カップリング材料−金属材料という新しい結合方法を用いて作られる。木質−金属複合構造の材料は、自己接着特性を形成するため、好ましくはエステル化を介して、材料の-OH基、一実施形態では-O基と反応性であるカップリング剤によって、好ましくは例えば無水マレイン酸ポリオレフィンによって、実質的に結合される。
本発明の一実施形態では、カップリング剤は、下記群:グラフト化シラン、グラフト化イソシアナート、グラフト化エポキシ基及び無水マレイン酸ポリオレフィン、例えば無水マレイン酸グラフト化ポリプロピレン(MAPP)、無水マレイン酸グラフト化コポリマー及び無水マレイン酸グラフト化ポリエチレン(MAPE)から選択される。好ましくは、カップリング剤は、共有結合、エステル結合並びに/或いはセルロース及び/又は金属の-OH基若しくは-O基とのエステル化による共有結合を形成する。一実施形態では、カップリング剤は、材料の-OH基とのエステル化による共有結合を形成する。
一実施形態では、カップリング材料は、カップリング剤及びさらにポリマー、例えばポリエチレン又はポリプロピレンを含有する。さらに、カップリング材料は、添加剤及び/又は充填剤を含有し得る。
一実施形態では、カップリング材料は、カップリング剤として、無水マレイン酸ポリオレフィン、例えばMAPE又はMAPP、及びポリエチレン又はポリプロピレンを含む。無水マレイン酸は、セルロース及び/又は金属の-OH基若しくは-O基と共有結合、好ましくはエステル化による共有結合を形成する。
一実施形態では、カップリング材料は、カップリング剤及びさらにポリマー、例えばポリエチレン又はポリプロピレンを含有する。さらに、カップリング材料は、添加剤及び/又は充填剤を含有し得る。
一実施形態では、カップリング材料は、カップリング剤として、無水マレイン酸ポリオレフィン、例えばMAPE又はMAPP、及びポリエチレン又はポリプロピレンを含む。無水マレイン酸は、セルロース及び/又は金属の-OH基若しくは-O基と共有結合、好ましくはエステル化による共有結合を形成する。
一実施形態では、カップリング材料は、ポリマー、ポリオレフィン、有機シラン及び/又はチタン酸塩を含む。一実施形態では、カップリング材料又はカップリング材料のポリオレフィンが、ポリオレフィンと反応性の官能基を含むアルコキシシランでグラフトされている。一実施形態では、ポリオレフィンが、加水分解性のビニル-モノ-、ビニル-ジ又はビニル-トリ-アルコキシシロキサンでグラフトされている。一実施形態では、ビニル基をイソシアナート基又はエポキシ基と置き換えることができる。アルコキシシランアルコール基は、メチル基、エチル基、プロピル基又はイソプロピル基であってよく、シランは1、2又は3個のアルコキシ基を含んでよい。ビニル又は他の反応基を有するポリオレフィンとの反応は、カップリング材料の製造中に既に起こり、また、木質ボードの製造中又は製造後にシラン基による木質との反応が起こる。
本発明の一実施形態では、カップリング剤は、カップリング材料の製造中、好ましくはフィルム製造中に180℃より高い温度で活性化される。共押出によってフィルム及びカップリング材料を製造することができる。他の押出方法も可能である。押出温度は180〜200℃である。好ましい実施形態では、200℃の押出溶融温度を、カップリング剤を反応形に変換するのに十分な時間である2分間利用する。形成されるカップリング剤は、木質及び金属などの材料の-OH基と最大数の共有結合及び/又はエステル結合を形成できる活性化官能基を含む。4g/10分(測定:190℃/2.16kg)以下のポリオレフィンのメルトインデックスは、フィルム形における反応基の活性化を可能にする。
好ましくは、一実施形態では、マレイン酸が、カップリング材料製造中、好ましくはフィルム製造中に無水マレイン酸に変換される(図5)。ポリオレフィンと無水マレイン酸グラフト化ポリオレフィンとの共押出によってカップリング材料を製造できる。他の押出方法も可能である。押出温度は180〜200℃である。好ましい実施形態では、200℃の押出溶融温度を、カップリング剤をマレイン酸から無水マレイン酸に変換するのに十分な時間である2分間利用する。形成されるカップリング材料は、木質及び金属などの材料の-OH基と最大数の共有結合を形成できる活性化官能基を含む。一実施形態では、無水マレイン酸ポリオレフィンを含むフィルム内又はフィルムの層内又はカップリング材料の層内の無水マレイン酸転化率が86%を超え、かつ未変換マレイン酸転化率が14%未満である。1つの好ましい実施形態では、無水マレイン酸転化率が92%を超え、かつ未変換マレイン酸転化率が8%未満である。
カップリング材料の製造では、キャストフィルム押出のような他の押出方法も可能である。
カップリング材料の製造では、キャストフィルム押出のような他の押出方法も可能である。
本発明の一実施形態では、金属材料は、金属センサー、金属アンテナ、金属ラミネート、金属シート、金属フィルム、金属フレーム又は金属構造を含む。一実施形態では、金属材料は、アルミニウム、スチール、ステンレススチール、銅若しくはそれらの誘導体又はそれらの組合せから形成された金属を含む。一実施形態では、金属材料は、RFIDアンテナ若しくはRFIDセンサーのようなRFID識別子、EMFIセンサー又は温度、pH、EMS若しくは湿度センサーを含む。
さらに、好ましい実施形態では、金属材料層がポリオレフィン、例えばポリエチレン、ポリプロピレン、カップリング剤及び/又はメタロセンを用いて製造したポリエチレン(好ましくは金属材料層の支持材である)を含む。
一実施形態では、金属材料の表面が酸素化されている。好ましくは、金属材料のカップリング材料への付着前に金属材料の接触表面が酸化される。金属材料のカップリング材料への付着は、化学結合によって、例えばカップリング剤の、金属表面の酸化物層の-OH基、又は一実施形態では-O基とのエステル化による共有結合によってもたらされる。
さらに、好ましい実施形態では、金属材料層がポリオレフィン、例えばポリエチレン、ポリプロピレン、カップリング剤及び/又はメタロセンを用いて製造したポリエチレン(好ましくは金属材料層の支持材である)を含む。
一実施形態では、金属材料の表面が酸素化されている。好ましくは、金属材料のカップリング材料への付着前に金属材料の接触表面が酸化される。金属材料のカップリング材料への付着は、化学結合によって、例えばカップリング剤の、金属表面の酸化物層の-OH基、又は一実施形態では-O基とのエステル化による共有結合によってもたらされる。
一実施形態では、スチール及び銅を好ましくはHNO3、H2O2又はO3で処理して、カップリング剤のカップリングのための酸化物層を形成する。アルミニウム及びステンレススチールは自然にそれら自身の酸化物層を形成する。
一実施形態では、金属表面を有機シラン、シリコーン、腐食防止剤又はそれらの組合せを含むプライマーで処理して、カップリング剤と金属表面の間の接着をさらに増強し、かつ金属酸化物表面とカップリング材料の間に腐食バリアをも形成する。
一実施形態では、金属酸化物を湿気誘導加水分解から保護するため、金属表面をエッチング、例えば陽極酸化、リン酸又はクロム酸化する。
一実施形態では、金属表面をサンドペーパーで磨くか又は研磨して、プライマー又はカップリング材料の接着を助ける。
一実施形態では、金属表面を有機シラン、シリコーン、腐食防止剤又はそれらの組合せを含むプライマーで処理して、カップリング剤と金属表面の間の接着をさらに増強し、かつ金属酸化物表面とカップリング材料の間に腐食バリアをも形成する。
一実施形態では、金属酸化物を湿気誘導加水分解から保護するため、金属表面をエッチング、例えば陽極酸化、リン酸又はクロム酸化する。
一実施形態では、金属表面をサンドペーパーで磨くか又は研磨して、プライマー又はカップリング材料の接着を助ける。
本発明の一実施形態では、カップリング剤を含有するカップリング材料の層はフィルムから形成される。一実施形態では、カップリング剤を含有するカップリング材料の層が少なくとも2層フィルムから形成される。一実施形態では、カップリング剤を含有するカップリング材料の層が少なくとも3層フィルムから形成される。一実施形態では、カップリング剤を含有するカップリング材料の層が少なくとも多層フィルムから形成される。
本発明の一実施形態では、カップリング材料が、金属材料を含有する少なくとも2つの層を含む。一実施形態では、カップリング材料が、ポリマーと、木質及び金属などの材料の-OH及び-O基と反応性であるカップリング剤とを含有する少なくとも1つの中間層を含み、かつ該中間層は、2つの金属材料含有層間に配置される。
好ましくはカップリング材料の全ての層がカップリング剤によって結合される。
本発明の一実施形態では、カップリング材料が、金属材料を含有する少なくとも2つの層を含む。一実施形態では、カップリング材料が、ポリマーと、木質及び金属などの材料の-OH及び-O基と反応性であるカップリング剤とを含有する少なくとも1つの中間層を含み、かつ該中間層は、2つの金属材料含有層間に配置される。
好ましくはカップリング材料の全ての層がカップリング剤によって結合される。
一実施形態では、カップリング剤を含有するカップリング材料の層、フィルム及び/又はフィルム層はポリエチレン(PE)、ポリプロピレン(PP)、カップリング剤、メタロセンを用いて製造したポリエチレン(TIE)及び/又はその誘導体又はそれらの組合せを含む。カップリング剤を含有する含むカップリング材料の層、フィルム及び/又はフィルム層は添加剤及び充填剤を含むことができる。好ましい実施形態では、TIE材料がマレアート化(maleated)ポリオレフィンを含む。
好ましい実施形態では、カップリング剤を含有カップリング材料の層、フィルム及び/又はフィルム層が、無水マレイン酸ポリオレフィン、例えば無水マレイン酸ポリエチレン(MAPE)及び/又は無水マレイン酸ポリプロピレン(MAPP)、並びにさらなるポリオレフィン、ポリエチレン及び/又はポリプロピレンを含む。好ましい実施形態では、マレアート化ポリオレフィンを含むフィルム又はフィルム層は、ポリマー、例えばPE又はPPをも含む。好ましくは、マレアート化ポリオレフィンを含むフィルム層は、本質的にMAPE+PE又はMAPP+PPから成る。一実施形態では、フィルムは2〜15%w/wの無水マレイン酸を含む。マレアート化ポリオレフィンはカップリング剤として使用しやすい。無水マレイン酸が材料間に共有結合を形成する。
好ましい実施形態では、カップリング剤を含有カップリング材料の層、フィルム及び/又はフィルム層が、無水マレイン酸ポリオレフィン、例えば無水マレイン酸ポリエチレン(MAPE)及び/又は無水マレイン酸ポリプロピレン(MAPP)、並びにさらなるポリオレフィン、ポリエチレン及び/又はポリプロピレンを含む。好ましい実施形態では、マレアート化ポリオレフィンを含むフィルム又はフィルム層は、ポリマー、例えばPE又はPPをも含む。好ましくは、マレアート化ポリオレフィンを含むフィルム層は、本質的にMAPE+PE又はMAPP+PPから成る。一実施形態では、フィルムは2〜15%w/wの無水マレイン酸を含む。マレアート化ポリオレフィンはカップリング剤として使用しやすい。無水マレイン酸が材料間に共有結合を形成する。
好ましい実施形態では、フィルムは自己接着性フィルムである。自己接着性フィルムは、他の材料、例えば木質又は金属内の-OH基と反応するカップリング剤によってもたらされる。
本発明の一実施形態では、カップリング材料の少なくとも外表面がカップリング剤を含む。一実施形態では、少なくとも1つのフィルム層がカップリング剤を含む。一実施形態では、フィルムの外側フィルム層がカップリング剤を含む。一実施形態では、全てのフィルム層がカップリング剤を含む。
カップリング材料の層を石油化学原料及び再生可能原料から製造することができる。バイオプラスチック材料に加えて、好ましくは180℃超え又は190℃超えの加工温度を有するバイオポリマーを使用することができる。
一実施形態では、前記カップリング材料の全てのフィルム層が実質的に同一材料から形成される。代替実施形態では、少なくとも1つのフィルム層が他のフィルム層と異なる材料から形成される。
本発明の一実施形態では、カップリング材料の少なくとも外表面がカップリング剤を含む。一実施形態では、少なくとも1つのフィルム層がカップリング剤を含む。一実施形態では、フィルムの外側フィルム層がカップリング剤を含む。一実施形態では、全てのフィルム層がカップリング剤を含む。
カップリング材料の層を石油化学原料及び再生可能原料から製造することができる。バイオプラスチック材料に加えて、好ましくは180℃超え又は190℃超えの加工温度を有するバイオポリマーを使用することができる。
一実施形態では、前記カップリング材料の全てのフィルム層が実質的に同一材料から形成される。代替実施形態では、少なくとも1つのフィルム層が他のフィルム層と異なる材料から形成される。
本発明の一実施形態では、木質材料が木質ボードである。
この文脈では、木質ボードは、いくつかの層、好ましくはベニヤ層から、かつ原則的に層を順に重ねて置いて一緒に接着される木質系材料から形成されたいずれの木質パネル製品、合板製品、複合製品、梁(beam)、プレスパネル製品などをも指す。さらに、木質ボードは、いずれの木質製品又は繊維製品をも指す。この文脈では、ベニヤ層は、いずれの材料層をも指し、典型的に薄い材料層を指す。
本発明の木質ボードは、異なる厚さのベニヤ層を含むことができる。ベニヤ層の厚さは変化し得る。所望の位置に、すなわち所望の順序で横方向又は縦方向にベニヤ層を配置することができる。
それ自体既知の装置及び方法を用いて木質ボードを作ることができる。それ自体技術上既知のいずれのやり方によっても、木質ボードの製造におけるベニヤを順に重ねて置く工程、それらを結合する工程及び他の典型的工程を行なうことができる。
一実施形態では、フェノール系樹脂接着剤又は他の通常の接着剤を用いて、或いはカップリング材料を用いて、木質ボードのベニヤを一緒に接着する。例えば、マレアート化ポリオレフィンを含むカップリング材料は接着層(gule line)材料として使用しやすい。木質への接着が優れている。フィルム内で使われる濃度のマレアート化ポリマーは安価かつ無毒であり、それらは加水分解に影響されにくい化学結合を形成する。
この文脈では、木質ボードは、いくつかの層、好ましくはベニヤ層から、かつ原則的に層を順に重ねて置いて一緒に接着される木質系材料から形成されたいずれの木質パネル製品、合板製品、複合製品、梁(beam)、プレスパネル製品などをも指す。さらに、木質ボードは、いずれの木質製品又は繊維製品をも指す。この文脈では、ベニヤ層は、いずれの材料層をも指し、典型的に薄い材料層を指す。
本発明の木質ボードは、異なる厚さのベニヤ層を含むことができる。ベニヤ層の厚さは変化し得る。所望の位置に、すなわち所望の順序で横方向又は縦方向にベニヤ層を配置することができる。
それ自体既知の装置及び方法を用いて木質ボードを作ることができる。それ自体技術上既知のいずれのやり方によっても、木質ボードの製造におけるベニヤを順に重ねて置く工程、それらを結合する工程及び他の典型的工程を行なうことができる。
一実施形態では、フェノール系樹脂接着剤又は他の通常の接着剤を用いて、或いはカップリング材料を用いて、木質ボードのベニヤを一緒に接着する。例えば、マレアート化ポリオレフィンを含むカップリング材料は接着層(gule line)材料として使用しやすい。木質への接着が優れている。フィルム内で使われる濃度のマレアート化ポリマーは安価かつ無毒であり、それらは加水分解に影響されにくい化学結合を形成する。
一実施形態では、木質−金属複合構造は強化繊維を含む。
一実施形態では、金属材料を支持ポリマー中に共押出することによって金属材料層が形成される。
一実施形態では、カップリング材料の製造中にカップリング材料と関連して金属材料層を配置する(図5)。一実施形態では、カップリング材料の中間層と関連して、例えばカップリング材料の中間フィルムの傍らに、金属材料層を配置する。一実施形態では、第1及び中間の層又はフィルム間に金属材料層を配置する。一実施形態では、中間及び第3の層又はフィルム間に金属材料層を配置する。一実施形態では、2つの中間層又はフィルム間に金属材料層を配置する。保護された金属材料層を与えるため金属材料層をフィルム層間に配置する。本複合構造は、1つより多くの金属材料層を含むことができる。
本発明の一実施形態では、カップリング材料及び金属材料を木質ボードの内側に配置する。好ましくはカップリング材料と共に金属材料を木質ボードのベニヤ間に配置する。一実施形態では、金属材料をカップリング材料のフィルム間に配置する。好ましい実施形態では、金属材料とカップリング材料の組合せを接着層材料として使用する。
一実施形態では、金属材料を支持ポリマー中に共押出することによって金属材料層が形成される。
一実施形態では、カップリング材料の製造中にカップリング材料と関連して金属材料層を配置する(図5)。一実施形態では、カップリング材料の中間層と関連して、例えばカップリング材料の中間フィルムの傍らに、金属材料層を配置する。一実施形態では、第1及び中間の層又はフィルム間に金属材料層を配置する。一実施形態では、中間及び第3の層又はフィルム間に金属材料層を配置する。一実施形態では、2つの中間層又はフィルム間に金属材料層を配置する。保護された金属材料層を与えるため金属材料層をフィルム層間に配置する。本複合構造は、1つより多くの金属材料層を含むことができる。
本発明の一実施形態では、カップリング材料及び金属材料を木質ボードの内側に配置する。好ましくはカップリング材料と共に金属材料を木質ボードのベニヤ間に配置する。一実施形態では、金属材料をカップリング材料のフィルム間に配置する。好ましい実施形態では、金属材料とカップリング材料の組合せを接着層材料として使用する。
本発明の一実施形態では、カップリング材料及び金属材料を木質ボードの表面上に配置する。一実施形態では、カップリング材料を含む木質材料を金属フレーム又は金属構造の表面上に配置する。一実施形態では、金属材料をカップリング材料と共にコーティングとして木質ボードの表面上に配置する。
好ましくはカップリング剤によって、金属材料を木質材料に強く付着させることができる(図5)。次に、簡単かつ効率的な方法で金属−カップリング材料−木質複合構造を与えることができる。一実施形態では、カップリング剤を含有するカップリング材料のフィルムを、木質材料/ベニヤの間又は上で約140℃の温度にてプレスする。この構造は、酸素化金属表面に対して32MPaまでの結合強度を有する。
好ましくはカップリング剤によって、金属材料を木質材料に強く付着させることができる(図5)。次に、簡単かつ効率的な方法で金属−カップリング材料−木質複合構造を与えることができる。一実施形態では、カップリング剤を含有するカップリング材料のフィルムを、木質材料/ベニヤの間又は上で約140℃の温度にてプレスする。この構造は、酸素化金属表面に対して32MPaまでの結合強度を有する。
MAPE又はMAPPなどのカップリング剤を用いる金属材料の木質材料への接着は、120℃〜170℃の温度、好ましくは約140℃の温度で行なうことができる。十分な塑性溶融流動を含めるため、ホットプレス温度をポリマーの融点より20〜50℃高い温度に設定することが重要である。
異種ポリマーを相互に接着するため、いずれのフィルム又は金属材料にも相溶化剤を添加することができる。
例えば、それ自体全て既知のホットプレス技術、押出技術、フィルム技術、ロール適用技術、シリンダー適用技術、コート及び多層コート適用技術、それらの組合せ又は対応する技術を用いて、木質材料と関連してカップリング材料を配置する工程を行なうことができる。
一実施形態では、共押出されたポリマーフィルムと金属を前積層して取扱いを容易にし、さらに経済的にすることができる。
本発明によって、耐熱性及び耐摩耗性である木質複合材が提供される。金属シートによって、パネルのたわみを減らすことができる。金属シートは、高い点荷重での摩耗に対して軟木を保護する。
異種ポリマーを相互に接着するため、いずれのフィルム又は金属材料にも相溶化剤を添加することができる。
例えば、それ自体全て既知のホットプレス技術、押出技術、フィルム技術、ロール適用技術、シリンダー適用技術、コート及び多層コート適用技術、それらの組合せ又は対応する技術を用いて、木質材料と関連してカップリング材料を配置する工程を行なうことができる。
一実施形態では、共押出されたポリマーフィルムと金属を前積層して取扱いを容易にし、さらに経済的にすることができる。
本発明によって、耐熱性及び耐摩耗性である木質複合材が提供される。金属シートによって、パネルのたわみを減らすことができる。金属シートは、高い点荷重での摩耗に対して軟木を保護する。
本発明の木質−金属複合構造は、種々の用途に適している。
アルミニウム表面を有するソーラーパネル反射体として、金属表面仕上げボードを使用することができる。屋根葺き目的のためには、銅表面を有する複合材が優れている。全ての用途において、例えば冷却輸送又は冷凍/冷却貯蔵の用途に金属表面は優れた湿度バリア及びガスバリアを与える。
金属表面仕上げボードでファラデー・ケージ(Farady's cage)又はEMSパネルを容易に組み立てることができる。金属表面仕上げパネルを用いて、1つの単パネルより大きい表面を形成する場合、本発明の正しいやり方でそれらを形成することができる。MAPEシートによってT形金属ジョイントを提供することができる。接合を140℃以下の温度で行ない、同時にそれをプレスすることができる。パネルの側面は、内面がプレス-ロールされたMAPEフィルムであるL形、Γ形部品で保護することができる。
さらに、本発明の木質−金属複合構造を家具、車、航空機及び他の構成用途で使用することができる。
以下、添付図1、2a、2b、3、4、5及び6を参照しながら、詳細な実施形態例を用いて本発明を説明する。
アルミニウム表面を有するソーラーパネル反射体として、金属表面仕上げボードを使用することができる。屋根葺き目的のためには、銅表面を有する複合材が優れている。全ての用途において、例えば冷却輸送又は冷凍/冷却貯蔵の用途に金属表面は優れた湿度バリア及びガスバリアを与える。
金属表面仕上げボードでファラデー・ケージ(Farady's cage)又はEMSパネルを容易に組み立てることができる。金属表面仕上げパネルを用いて、1つの単パネルより大きい表面を形成する場合、本発明の正しいやり方でそれらを形成することができる。MAPEシートによってT形金属ジョイントを提供することができる。接合を140℃以下の温度で行ない、同時にそれをプレスすることができる。パネルの側面は、内面がプレス-ロールされたMAPEフィルムであるL形、Γ形部品で保護することができる。
さらに、本発明の木質−金属複合構造を家具、車、航空機及び他の構成用途で使用することができる。
以下、添付図1、2a、2b、3、4、5及び6を参照しながら、詳細な実施形態例を用いて本発明を説明する。
(発明の詳細な説明)
図1〜4は、本発明の種々の木質-金属複合材を開示する。
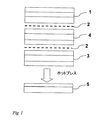
図1は、木質ボード(5)用の本発明の金属コーティングを開示する。このコーティングは、最上層(1)、中間層(4)、底面層(3)及び2つの金属材料層(2)を含む。第1金属材料層(2)が最上層と中間層の間に配置される。第2金属材料層(2)が中間層と底面層の間に配置される。中間層(4)と金属材料層(2)の組合せが、3〜9の、層(2)と層(4)の交互層から成り得る。
最上層(1)は、PE/PE/MAPE+PE、PE/MAPE+PE/MAPE+PE、MAPE+PE/PE/MAPE+PE、MAPE+PE/MAPE+PE/MAPE+PE、PP/PP/MAPP+PP、PP/MAPP+PP/MAPP+PP、MAPP+PP/PP/MAPP+PP、MAPP+PP/MAPP+PP/MAPP+PP、PP/TIE/MAPE+PE、PET/PE+MAPE/MAPE+PE、PA/PE+MAPE/MAPE+PE、PPO/PE+MAPE/MAPE+PE又はMAPP+PP/TIE/MAPE+PEである3層フィルムから形成される。最上層の厚さは0.05〜0.3mmである。フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。
中間層(4)は、MAPE+PE/PE/MAPE+PE、MAPE+PE/MAPE+PE/MAPE+PE、MAPP+PP/PP/MAPP+PP又はMAPP+PP/MAPP+PP/MAPP+PPである3層フィルムから形成される。中間層の厚さは0.05〜1mmである。フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。
図1〜4は、本発明の種々の木質-金属複合材を開示する。
図1は、木質ボード(5)用の本発明の金属コーティングを開示する。このコーティングは、最上層(1)、中間層(4)、底面層(3)及び2つの金属材料層(2)を含む。第1金属材料層(2)が最上層と中間層の間に配置される。第2金属材料層(2)が中間層と底面層の間に配置される。中間層(4)と金属材料層(2)の組合せが、3〜9の、層(2)と層(4)の交互層から成り得る。
最上層(1)は、PE/PE/MAPE+PE、PE/MAPE+PE/MAPE+PE、MAPE+PE/PE/MAPE+PE、MAPE+PE/MAPE+PE/MAPE+PE、PP/PP/MAPP+PP、PP/MAPP+PP/MAPP+PP、MAPP+PP/PP/MAPP+PP、MAPP+PP/MAPP+PP/MAPP+PP、PP/TIE/MAPE+PE、PET/PE+MAPE/MAPE+PE、PA/PE+MAPE/MAPE+PE、PPO/PE+MAPE/MAPE+PE又はMAPP+PP/TIE/MAPE+PEである3層フィルムから形成される。最上層の厚さは0.05〜0.3mmである。フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。
中間層(4)は、MAPE+PE/PE/MAPE+PE、MAPE+PE/MAPE+PE/MAPE+PE、MAPP+PP/PP/MAPP+PP又はMAPP+PP/MAPP+PP/MAPP+PPである3層フィルムから形成される。中間層の厚さは0.05〜1mmである。フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。
2つの金属材料層(2)は、金属材料、例えばアルミニウム、スチール、ステンレススチール及び/又は銅から形成される。さらに、金属材料層は、ポリマー、例えばPE、PP、MAPE、MAPP及び/又はTIEを含む。金属材料層は、中間層の外表面に付着される。金属材料層の厚さは約0.1〜0.3mmである。
底面層(3)は、MAPE+PE/PE/MAPE+PE、MAPE+PE/MAPE+PE/MAPE+PE、MAPP+PP/PP/MAPP+PP又はMAPP+PP/MAPP+PP/MAPP+PPである3層フィルムから形成される。底面層の厚さは0.05〜0.3mmである。フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。
中間層(4)は、最上層(1)と底面層(3)の間に挟まれる。全てのこれらの層は自己接着性フィルムであり、かつMAPE及び/又はMAPPのような無水マレイン酸ポリオレフィンを含む。フィルム層は、添加剤及び/又は充填剤を含むことができる。さらに、フィルム層を着色、塗装又は印刷することができる。
木質ボードとして、合板、パーティクルボード、高密度若しくは中密度ファイバーボード、又は木質若しくは他の植物繊維を含む何らかの他のプレス及び接着ボードを使用できる。フェノール系樹脂接着剤又は他の通常の接着剤を用いて、或いはマレアート化ポリオレフィンを含むポリマーフィルムを用いて、木質ボードのベニヤを一緒に接着する。
底面層(3)は、MAPE+PE/PE/MAPE+PE、MAPE+PE/MAPE+PE/MAPE+PE、MAPP+PP/PP/MAPP+PP又はMAPP+PP/MAPP+PP/MAPP+PPである3層フィルムから形成される。底面層の厚さは0.05〜0.3mmである。フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。
中間層(4)は、最上層(1)と底面層(3)の間に挟まれる。全てのこれらの層は自己接着性フィルムであり、かつMAPE及び/又はMAPPのような無水マレイン酸ポリオレフィンを含む。フィルム層は、添加剤及び/又は充填剤を含むことができる。さらに、フィルム層を着色、塗装又は印刷することができる。
木質ボードとして、合板、パーティクルボード、高密度若しくは中密度ファイバーボード、又は木質若しくは他の植物繊維を含む何らかの他のプレス及び接着ボードを使用できる。フェノール系樹脂接着剤又は他の通常の接着剤を用いて、或いはマレアート化ポリオレフィンを含むポリマーフィルムを用いて、木質ボードのベニヤを一緒に接着する。
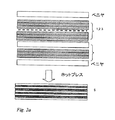
図2aは、木質ボード内側のベニヤ間に配置された金属材料層を開示する。この場合、金属材料層をベニヤ間の接着層として使用する。
金属材料層は、金属センサー及び3層ポリマーフィルムから形成される。金属センサーはポリマーフィルム間に配置される。ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは0.05〜0.3mmである。金属センサーはRFIDセンサー又はRFIDアンテナから形成される。
図2bは、木質ボードの表面上に配置された金属材料コーティングを開示する。
金属材料コーティングは金属センサー及び3層ポリマーフィルムから形成される。金属センサーはポリマーフィルム間に配置される。ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは、0.05〜0.3mmである。金属センサーはRFIDセンサー又はRFIDアンテナから形成される。
金属材料層は、金属センサー及び3層ポリマーフィルムから形成される。金属センサーはポリマーフィルム間に配置される。ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは0.05〜0.3mmである。金属センサーはRFIDセンサー又はRFIDアンテナから形成される。
図2bは、木質ボードの表面上に配置された金属材料コーティングを開示する。
金属材料コーティングは金属センサー及び3層ポリマーフィルムから形成される。金属センサーはポリマーフィルム間に配置される。ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは、0.05〜0.3mmである。金属センサーはRFIDセンサー又はRFIDアンテナから形成される。
図3は、木質ボード内側のベニヤ間に配置された金属材料層を開示する。この場合、金属材料層をベニヤ間の接着層として使用する。
金属材料層は金属ラミネート及び3層ポリマーフィルムから形成される。金属ラミネートはポリマーフィルム間に配置される。ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは、0.05〜0.3mmである。金属ラミネートは金属シートから形成される。金属ラミネートの厚さは0.05〜1mmである。
金属材料層は金属ラミネート及び3層ポリマーフィルムから形成される。金属ラミネートはポリマーフィルム間に配置される。ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは、0.05〜0.3mmである。金属ラミネートは金属シートから形成される。金属ラミネートの厚さは0.05〜1mmである。
図4は、木質ボード、ポリマーフィルム及び金属フレームを含む木質−金属複合構造の成形を開示する。3層ポリマーフィルムは、MAPE/PE/MAPE、MAPE/MAPE/MAPE、MAPP/PP/MAPP、MAPP/MAPP/MAPP又はMAPP/TIE/MAPEから形成され、フィルムの少なくとも外側フィルム層はマレアート化ポリマーを含む。フィルムの厚さは0.05〜0.3mmである。ポリマーフィルムは、木質ボードの下側に配置される。この場合、ポリマーフィルムを木質ボードと金属フレームの間の接着層として使用する。木質ボード-ポリマーフィルム構造の金属フレーム上への付着前に、マレアート化ポリオレフィンを含む、ポリマーフィルムの接着剤層を再加熱する。
試験から、本発明の複合材が種々の用途として使うのに適した木質−金属複合構造であることを見い出した。
試験から、本発明の複合材が種々の用途として使うのに適した木質−金属複合構造であることを見い出した。
この実施例では、本発明の木質−金属複合構造及び金属材料を試験した。
表1は、曲げ特性を改善するためアルミニウム及び合板への感温自己接着性フィルムを含むコーティングの試験結果を示す。表1は変性熱可塑性フィルムの架橋線量、引張り強さ(EN789)及び弾性係数(MOE)を示す。最大力の10〜40%からMOEを計算した。クロスヘッド距離は10mmであり、サンプルサイズは50×250mmだった。感温自己接着性フィルムは、0.27mm〜0.03mm厚(表1で特定)の構成2%MAPE+MI-0.3PE/MI-0.3PE/2%MAPE+MI-0.3PEだった。アルミニウムは0.03mm厚だった。未研磨の15mmのカバノキ合板にホットプレス(パラメーター:1.6N/mm2、140℃の温度及び480秒)でコーティングを結合した。放射線感受性フィルムは、照射後にずっと良い引張り強さ特性を有した。放射線処理によるポリエチレンの架橋が、フィルムの機械的特性をわずかに損なうようだった。ポリマー密度は、予想されたが、ポリマーの剛性に有意な影響を及ぼした。
表1は、曲げ特性を改善するためアルミニウム及び合板への感温自己接着性フィルムを含むコーティングの試験結果を示す。表1は変性熱可塑性フィルムの架橋線量、引張り強さ(EN789)及び弾性係数(MOE)を示す。最大力の10〜40%からMOEを計算した。クロスヘッド距離は10mmであり、サンプルサイズは50×250mmだった。感温自己接着性フィルムは、0.27mm〜0.03mm厚(表1で特定)の構成2%MAPE+MI-0.3PE/MI-0.3PE/2%MAPE+MI-0.3PEだった。アルミニウムは0.03mm厚だった。未研磨の15mmのカバノキ合板にホットプレス(パラメーター:1.6N/mm2、140℃の温度及び480秒)でコーティングを結合した。放射線感受性フィルムは、照射後にずっと良い引張り強さ特性を有した。放射線処理によるポリエチレンの架橋が、フィルムの機械的特性をわずかに損なうようだった。ポリマー密度は、予想されたが、ポリマーの剛性に有意な影響を及ぼした。
表1
 MIは、ポリマーのメルトインデックスである。それは溶融粘度の尺度であるが、実際の粘度の逆数である。
MIは、ポリマーのメルトインデックスである。それは溶融粘度の尺度であるが、実際の粘度の逆数である。
表2は、新タイプのコーティングを作製するため表2で特定するさまざまな金属と感温自己接着性プラスチックフィルムの間の接着強度及び破損点及び煮沸試験の結果を示す。感温自己接着性フィルムは0.27mm厚の構成2%MAPE+MI-0.3PE/MI-0.3PE/2%MAPE+MI-0.3PEだった。アルミニウムは0.03mm厚だった。未研磨の15mmのカバノキ合板にホットプレス(パラメーター:1.6N/mm2、140℃の温度及び480秒)でコーティングを結合した。硝酸(30%)を用いて金属表面を酸化した。酸化してもしなくてもアルミニウムが非常に良い結合を形成することは明白だった。しかし、金属表面を酸化すると一般的に結合が良くなった。銅は表面の酸化前後で不十分な接着を示した。形成された緑色酸化物は無水マレイン酸とそれほど反応性でなかった。従って、酸化物が緑色形に変換するのを防止するため、より低い濃度の硝酸が必要だった。
表2
表3は、乾燥状態及びずぶぬれ後の両方について合板におけるフィルムの金属及び木質への接着結果並びに破損結果を示す。2%MAPE+PE/PE/2%MAPE+PEを含む0.27mmのフィルムを有する5mmの未研磨合板に0.03mmのアルミニウム箔をホットプレス(パラメーター:1.6N/mm2、140℃の温度及び480秒)で接合した。これは、カップリング剤が金属と共有結合することを示す。水素結合が形成されるならば、これは加水分解しやすく、ずぶぬれ後に無水マレイン酸変性フィルムとアルミニウムの間に破壊が観察されるであろう。
表3
表4は、合板の異なる位置で感温自己接着性フィルムと結合したRFIDの結果を示す。フィルムを直接金属RFIDに結合するか又は代替RFID基板に結合した。フィルムは0.27mm厚の構成2%MAPE+PE/PE/2%MAPE+PEであり、フィルムを15mmの合板に結合した。HDPEの場合、基板への接着が優れていた。全ての金属への接着は非常に良かったが、紙への接着は中程度なだけであり、ポリエステルへの接着は不良だった。これに加えて全てのRFIDは、該タグを合板内のどこに置いても、或いはそれを結合すべきどの基板にも、ホットプレス後に働いた。
表4
この実施例では、本発明の木質−金属複合構造の安定性を試験した。
表5〜7及び図5〜6は、マレイン酸の無水マレイン酸への変換並びに無水マレイン酸が活性状態に変換され、極性基の接触角が内側を向いた後のフィルムの接着層強度及び安定性に及ぼすその影響を示す。
表5及び図5は、異なる押出温度での無水マレイン酸グラフト化ポリエチレン(Fusabond MB-226DE)フィルム2%MAPE+PE/PE/2%MAPE+PEのフィルム製造中の無水マレイン酸への変換を示す。
表5〜7及び図5〜6は、マレイン酸の無水マレイン酸への変換並びに無水マレイン酸が活性状態に変換され、極性基の接触角が内側を向いた後のフィルムの接着層強度及び安定性に及ぼすその影響を示す。
表5及び図5は、異なる押出温度での無水マレイン酸グラフト化ポリエチレン(Fusabond MB-226DE)フィルム2%MAPE+PE/PE/2%MAPE+PEのフィルム製造中の無水マレイン酸への変換を示す。
表5
表5の結果から、3分間185℃の温度でマレイン酸がほとんど無水マレイン酸に変換されることが明らかなので、押出中、ポリマーが溶融状態の場合、約2〜3分間185℃より高い押出温度で十分であると考えらるが、好ましくは190℃より高い。コーティング接着層強度及び木部破壊パーセンテージは、Wisa Multi-wall(0.4N/mm2、80〜90%の木部破壊)についての煮沸後と同様のレベルにあり、このこともマレイン酸から無水マレイン酸への変換が185℃より高い温度で十分であることを支持する。
マレイン酸が無水マレイン酸に変換されると、十分な水分を吸収して無水マレイン酸がマレイン酸に逆転する前にどれだけ長くフィルムが活性状態のまま留まるかを知ることが重要である。活性化材料を含むフィルムを1カ月、3カ月、6カ月及び12カ月間、適当な状態にした(湿度65%及び温度23℃)。フィルムをATR-FTIR分光法で解析した。
図6及び表6は、200℃で2〜3分間押し出されたフィルム(表5)内の無水マレイン酸を比較するATR分光測定結果を示す。十分なマレイン酸が無水マレイン酸に変換されるので、押出温度及び処理時間が十分であることは明らかである。図6は、表6で特定する3つの異なるフィルムのATR-FTIRスペクトルを示す(45度ゲルマニウムATR単位)。
マレイン酸が無水マレイン酸に変換されると、十分な水分を吸収して無水マレイン酸がマレイン酸に逆転する前にどれだけ長くフィルムが活性状態のまま留まるかを知ることが重要である。活性化材料を含むフィルムを1カ月、3カ月、6カ月及び12カ月間、適当な状態にした(湿度65%及び温度23℃)。フィルムをATR-FTIR分光法で解析した。
図6及び表6は、200℃で2〜3分間押し出されたフィルム(表5)内の無水マレイン酸を比較するATR分光測定結果を示す。十分なマレイン酸が無水マレイン酸に変換されるので、押出温度及び処理時間が十分であることは明らかである。図6は、表6で特定する3つの異なるフィルムのATR-FTIRスペクトルを示す(45度ゲルマニウムATR単位)。
表6
結果は、全部で12カ月間各月数後に無水マレイン酸の量に変化がなく、図6ではフィルム4と同様のスペクトルが生じることを明らかにした。このことは、無水マレイン酸が、ポリエチレンに囲まれている場合、長期間安定であることを示している。これは、ポリエチレンの低い吸水率のためであり、かつ固体状態では、マレイン酸基がポリマー表面ではなく、内側に向いているので、遮蔽されるという事実のためでもある。マレイン酸基は、ポリマーが溶融状態のときだけ外側に向く。この親水性基が内側に向くという理論は、表7の接触角の結果によって支持される。表7は、ペンダントドロップ(pendent drop)法によって異なる活性化3層共押出フィルムについて測定した接触角(後退及び前進)及び表面自由エネルギーを示す。2種の試験液体ジヨードメタン(DIM)及び水を使用した。マレアート化ポリマーフィルムを他の極性基(EVA)含有フィルムと比較した。
表7
本発明の木質−金属複合構造は、いろいろなタイプの用途でそれらのいろいろな実施形態に適している。
本発明の実施形態は、提示した実施例に限定されず、むしろ添付の特許請求の範囲内で多くの変動が可能である。
本発明の実施形態は、提示した実施例に限定されず、むしろ添付の特許請求の範囲内で多くの変動が可能である。
Claims (16)
- 木質材料及び金属材料を含み、かつ前記木質材料と前記金属材料(2)がカップリング剤によって結合される木質−金属複合構造において、前記木質−金属複合構造(5)は、金属材料(2)を含有するカップリング材料(1,2,3,4)を含み、前記カップリング材料は少なくとも3つの層を含み、前記カップリング材料の少なくとも外側層(1,3)は、ポリマーと、自己接着特性を形成するため前記材料の-OH基と反応性であるカップリング剤とを含み、かつ金属材料を含む少なくとも1つの層(2)が、外側層(1,3)の間に配置されることを特徴とする複合構造。
- 前記金属材料(2)が、金属センサー、金属アンテナ、金属ラミネート、金属シート、金属フィルム、金属フレーム又は金属構造を含むことを特徴とする請求項1に記載の複合構造。
- 前記金属材料(2)が、アルミニウム、スチール、ステンレススチール、銅若しくはそれらの誘導体又はそれらの組合せから形成された金属を含有することを特徴とする請求項1又は2に記載の複合構造。
- 前記金属材料(2)が、酸素化されていることを特徴とする請求項1〜3のいずれか1項に記載の複合構造。
- 前記カップリング剤が、無水マレイン酸ポリオレフィンの群から選択されることを特徴とする請求項1〜4のいずれか1項に記載の複合構造。
- フィルム製造中にマレイン酸が無水マレイン酸に、無水マレイン酸転化率が86%を超え、かつ未変換マレイン酸転化率が14%未満であるように変換されることを特徴とする請求項5に記載の複合構造。
- 前記カップリング剤を含有する前記カップリング材料の前記層(1,3,4)が、フィルムから形成されることを特徴とする請求項1〜6のいずれか1項に記載の複合構造。
- 前記カップリング剤を含有する前記カップリング材料の前記層(1,3,4)が、少なくとも2層フィルムから形成されることを特徴とする請求項7に記載の複合構造。
- 前記フィルムが、3層フィルムであることを特徴とする請求項7又は8に記載の複合構造。
- 前記フィルムが、多層フィルムであることを特徴とする請求項7〜9のずれか1項に記載の複合構造。
- 前記カップリング材料が、前記金属材料を含有する少なくとも2つの層(2)を含むことを特徴とする請求項1〜10のずれか1項に記載の複合構造。
- 前記カップリング材料が、ポリマーとカップリン剤とを含有する少なくとも1つの中間層(4)を含み、かつ前記中間層(4)が、2つの金属材料含有層(2)間に配置されることを特徴とする請求項11に記載の複合構造。
- 前記カップリング材料が共押出によって製造され、かつ前記カップリング剤が、前記カップリング材料製造中に180℃より高い温度で活性化されることを特徴とする請求項1〜12のずれか1項に記載の複合構造。
- 前記木質材料(5)が、木質ボードであることを特徴とする請求項1〜13のずれか1項に記載の複合構造。
- 前記カップリング材料が、前記木質ボードの内側に配置されることを特徴とする請求項1〜14のずれか1項に記載の複合構造。
- 前記カップリング材料が、前記木質ボードの表面上に配置されることを特徴とする請求項1〜15のずれか1項に記載の複合構造。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20085899A FI20085899A0 (fi) | 2008-09-23 | 2008-09-23 | Puu-Metalli-komposiittirakenne |
| FI20085899 | 2008-09-23 | ||
| PCT/FI2009/050664 WO2010034878A1 (en) | 2008-09-23 | 2009-08-17 | Wood-metal composite structure |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012502827A true JP2012502827A (ja) | 2012-02-02 |
Family
ID=39852289
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011528378A Pending JP2012502827A (ja) | 2008-09-23 | 2009-08-17 | 木質−金属複合構造 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20110223417A1 (ja) |
| EP (1) | EP2337681A4 (ja) |
| JP (1) | JP2012502827A (ja) |
| KR (1) | KR20110060907A (ja) |
| CN (1) | CN102159391A (ja) |
| CL (1) | CL2011000601A1 (ja) |
| FI (1) | FI20085899A0 (ja) |
| RU (1) | RU2011111182A (ja) |
| WO (1) | WO2010034878A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102390636A (zh) * | 2011-09-30 | 2012-03-28 | 张红军 | 钢木结构集装箱板 |
| CN104057526A (zh) * | 2013-03-23 | 2014-09-24 | 浙江雪强竹木家居用品有限公司 | 一种复层百叶窗帘片的制造方法 |
| CN107471343B (zh) * | 2017-09-08 | 2019-07-12 | 山东协和学院 | 碳纤维外包钢板改性速生杨木的施工工艺 |
| CN107363956B (zh) * | 2017-09-08 | 2019-08-06 | 山东协和学院 | 钢板改性速生杨木的施工工艺 |
| CN107363955B (zh) * | 2017-09-08 | 2019-08-06 | 山东协和学院 | 钢板外包碳纤维改性速生杨木的施工工艺 |
| CN108375353B (zh) * | 2017-12-14 | 2024-04-19 | 北京木业邦科技有限公司 | 一种木材检测方法、装置和设备 |
| WO2023239749A1 (en) * | 2022-06-06 | 2023-12-14 | Ohio State Innovation Foundation | Methods of joining dissimilar materials |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3620878A (en) * | 1968-07-26 | 1971-11-16 | Grace W R & Co | Bonding with ethylene copolymer adhesive and adhesion promoting agent |
| GB9002073D0 (en) * | 1990-01-30 | 1990-03-28 | Canadian Forest Prod | Conductive panel |
| DE4241834A1 (de) * | 1992-12-11 | 1994-06-16 | Basf Lacke & Farben | Papierbeschichteter Verbund, Verfahren zu dessen Herstellung sowie dessen Verwendung in der Möbel- und Plattenindustrie |
| US6462122B1 (en) * | 2000-03-01 | 2002-10-08 | Amcol International Corporation | Intercalates formed with polypropylene/maleic anhydride-modified polypropylene intercalants |
| DE10349170A1 (de) * | 2003-10-22 | 2005-05-19 | Saint-Gobain Isover G+H Ag | Dampfbremse mit einer Abschirmung gegen elektromagnetische Felder |
-
2008
- 2008-09-23 FI FI20085899A patent/FI20085899A0/fi not_active Application Discontinuation
-
2009
- 2009-08-17 KR KR1020117006775A patent/KR20110060907A/ko not_active Application Discontinuation
- 2009-08-17 JP JP2011528378A patent/JP2012502827A/ja active Pending
- 2009-08-17 US US13/120,492 patent/US20110223417A1/en not_active Abandoned
- 2009-08-17 RU RU2011111182/05A patent/RU2011111182A/ru unknown
- 2009-08-17 EP EP09815721A patent/EP2337681A4/en not_active Withdrawn
- 2009-08-17 CN CN2009801370041A patent/CN102159391A/zh active Pending
- 2009-08-17 WO PCT/FI2009/050664 patent/WO2010034878A1/en active Application Filing
-
2011
- 2011-03-22 CL CL2011000601A patent/CL2011000601A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP2337681A1 (en) | 2011-06-29 |
| RU2011111182A (ru) | 2012-10-27 |
| US20110223417A1 (en) | 2011-09-15 |
| EP2337681A4 (en) | 2013-02-06 |
| KR20110060907A (ko) | 2011-06-08 |
| CN102159391A (zh) | 2011-08-17 |
| CL2011000601A1 (es) | 2011-08-26 |
| FI20085899A0 (fi) | 2008-09-23 |
| WO2010034878A1 (en) | 2010-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012502827A (ja) | 木質−金属複合構造 | |
| US10350783B2 (en) | Self-adhesive material for wood board and wood board | |
| JP2012503093A (ja) | 木質ボード用接着層材料及び木質ボード | |
| ES2483994T3 (es) | Procedimiento para la laminación de láminas de plástico sobre sustratos de material derivado de la madera, en particular para la generación de superficies de alto brillo | |
| EP2250018B1 (en) | Post formable plywood product and its manufacturing method | |
| US20110045308A1 (en) | Coated wood board | |
| US8309220B2 (en) | Coating for wood board and wood board | |
| CN100491121C (zh) | 多层薄膜 | |
| FI120085B (fi) | Kosteudelta suojaava pinnoitemateriaali sekä menetelmät sen ja pinnoitetun levymäisen tuotteen valmistamiseksi | |
| JP6728669B2 (ja) | 真空断熱材用外装材とその製造方法、真空断熱材 | |
| WO2011086238A1 (en) | Method for injecting coating material onto surface of material article and method for manufacturing layered product and layered product | |
| CN116409041A (zh) | 铝塑膜外层结构及铝塑膜的生产工艺 | |
| JP2006192595A (ja) | エアゾール缶キャップ用アルミニウム板およびエアゾール缶キャップ |