JP2012243403A - Secondary battery - Google Patents
Secondary battery Download PDFInfo
- Publication number
- JP2012243403A JP2012243403A JP2011109220A JP2011109220A JP2012243403A JP 2012243403 A JP2012243403 A JP 2012243403A JP 2011109220 A JP2011109220 A JP 2011109220A JP 2011109220 A JP2011109220 A JP 2011109220A JP 2012243403 A JP2012243403 A JP 2012243403A
- Authority
- JP
- Japan
- Prior art keywords
- current collector
- positive electrode
- plate
- electrode group
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Connection Of Batteries Or Terminals (AREA)
Abstract
Description
本発明は、リチウムイオン二次電池やニッケル水素電池などの二次電池に関する。 The present invention relates to secondary batteries such as lithium ion secondary batteries and nickel metal hydride batteries.
正極集電箔に正極活物質合剤が塗工された正極板および負極集電箔に負極活物質合剤が塗工された負極板をセパレータを介して捲回した捲回電極群と、電解液とを容器内に収容し、捲回電極群と電気的に接続された外部端子を設けたリチウムイオン二次電池が車両駆動用電池として広く知られている。 A wound electrode group obtained by winding a positive electrode plate coated with a positive electrode active material mixture on a positive electrode current collector foil and a negative electrode plate coated with a negative electrode active material mixture on a negative electrode current collector foil through a separator, and electrolysis 2. Description of the Related Art Lithium ion secondary batteries that contain liquid in a container and are provided with external terminals that are electrically connected to a wound electrode group are widely known as vehicle driving batteries.
捲回電極群を構成する正極板および負極板は長尺状であって、それぞれの一端には活物質合剤が塗工されることなく集電箔が露出した未塗工部が設けられている。正極板および負極板をセパレータを介して捲回すると、集電箔(未塗工部)が複数枚積層された積層部が捲回電極群の両端に形成される。この集電箔の積層部は、超音波接合により集電接続体に接合され、集電接続体は電池の蓋に装着された外部端子に接続される。 The positive electrode plate and the negative electrode plate constituting the wound electrode group are long and each end is provided with an uncoated portion where the current collector foil is exposed without being coated with the active material mixture. Yes. When the positive electrode plate and the negative electrode plate are wound through a separator, a laminated portion in which a plurality of current collector foils (uncoated portions) are laminated is formed at both ends of the wound electrode group. The laminated portion of the current collector foil is joined to the current collector connector by ultrasonic bonding, and the current collector connector is connected to an external terminal mounted on the battery lid.
従来、複数枚積層した集電箔などの薄い金属箔同士を超音波接合する方法として、アンビルの加工面に複数枚積層した金属箔を当接させ、その上からアンビルの加工面に対して平行に振動する超音波発振ホーンを保護用の金属板を介して押し当てた状態で接合する方法が提案されている(特許文献1)。 Conventionally, as a method of ultrasonically bonding thin metal foils such as current collector foils laminated to each other, a plurality of laminated metal foils are brought into contact with the processed surface of the anvil and parallel to the processed surface of the anvil from above. There has been proposed a method of joining an ultrasonic oscillating horn that vibrates in a pressed state through a protective metal plate (Patent Document 1).
特許文献1に記載の接合方法では、金属箔に押し当てる保護用の金属板の角部(エッジ)により、接合の際に金属箔が損傷する可能性がある。
In the joining method described in
本発明による二次電池は、正極集電箔と正極活物質合剤とを有する正極板および負極集電箔と負極活物質合剤とを有する負極板をセパレータを介在させて積層して構成される電極群と、電極群の幅方向の両端部にある集電箔の一方の面に接合されている集電接続体と、集電箔の他方の面に接合されている保護板とを備え、保護板は、集電箔に当接される当接部と、端部を集電箔と反対側に折り返すことで形成される折り返し部とを有していることを特徴とする。 The secondary battery according to the present invention is configured by laminating a positive electrode plate having a positive electrode current collector foil and a positive electrode active material mixture and a negative electrode plate having a negative electrode current collector foil and a negative electrode active material mixture with a separator interposed therebetween. An electrode group, a current collector connector bonded to one surface of the current collector foil at both ends in the width direction of the electrode group, and a protective plate bonded to the other surface of the current collector foil The protective plate has a contact portion that is in contact with the current collector foil and a folded portion that is formed by folding the end portion back to the opposite side of the current collector foil.
本発明によれば、保護板を用いて電極群の集電箔に集電接続体を接合する際に、集電箔の損傷を防止することができる。 ADVANTAGE OF THE INVENTION According to this invention, when joining a current collection connection body to the current collection foil of an electrode group using a protection board, damage to a current collection foil can be prevented.
―第1の実施の形態―
以下、本発明による二次電池を角形リチウムイオン電池に適用した実施の形態を図面を参照して説明する。なお、第1の実施の形態の説明において、正極側の部材、部位の参照番号には記号aを付し、負極側の部材、部位の参照番号には記号bを付す。
[二次電池の構成]
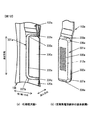
本発明の実施の形態に係る二次電池1の構成を説明する。図1は、二次電池1の外観斜視図である。図2は、二次電池1の構成を示す斜視図である。
-First embodiment-
Hereinafter, embodiments in which a secondary battery according to the present invention is applied to a prismatic lithium ion battery will be described with reference to the drawings. In the description of the first embodiment, the reference number “a” is attached to the reference number of the positive-side member and part, and the reference number “b” is attached to the reference number of the negative-side member and part.
[Configuration of secondary battery]
The configuration of the
[電池容器および電極群組立体]
二次電池1は、図1に示すように、缶体14と蓋9とからなる電池容器を備える。缶体14は、図2に示すように、電極群組立体12を収容するものであり、一端が開口とされた矩形箱状に形成されている。電極群組立体12は、図2に示すように、蓋9と、捲回電極群8と、正極集電接続体3aおよび負極集電接続体3bとを含んで構成される。図2に示すように、この電極群組立体12は、袋状の絶縁シート13で覆われた状態で缶体14に収容されており、絶縁シート13により缶体14の底面および側面と電極群組立体12とは電気的に絶縁されている。蓋9は、矩形平板状であって、缶体14の開口を塞ぐように溶接されている。缶体14および蓋9は、いずれもアルミニウム合金により形成されている。
[Battery container and electrode assembly]
As shown in FIG. 1, the
[注液部およびガス排出弁]
図1に示すように、蓋9には、注液部11が設けられている。注液部11には、電池容器内に電解液を注入するための注液孔が穿設されている。注液孔は、電解液注入後に注液栓によって封止される。蓋9には、ガス排出弁10も設けられている。ガス排出弁10は、プレス加工によって蓋9を部分的に薄肉化することで形成されている。ガス排出弁10は、二次電池1が過充電等の異常により発熱してガスが発生し、電池容器内の圧力が上昇して所定圧力に達したときに開裂して、内部からガスを排出することで電池容器内の圧力を低減させる。
[Liquid injection part and gas discharge valve]
As shown in FIG. 1, the
[外部端子]
図1および図2に示すように、蓋9には、正極外部端子7aおよび負極外部端子7bが設けられている。図2に示すように、正極外部端子7aおよび負極外部端子7bは、それぞれ缶体14内に配設される正極集電接続体3aおよび負極集電接続体3bに接続されている。
[External terminal]
As shown in FIGS. 1 and 2, the
なお、正極外部端子7a、正極集電接続体3a、負極外部端子7bおよび負極集電接続体3bは、それぞれ図示しない絶縁材によって蓋9と電気的に絶縁されている。正極外部端子7aおよび正極集電接続体3aは、いずれもアルミニウム合金により形成され、負極外部端子7bおよび負極集電接続体3bは、いずれも銅合金により形成されている。正極集電接続体3aおよび負極集電接続体3bは、それぞれ捲回電極群8に接合されている。正極集電接続体3aおよび負極集電接続体3bと、捲回電極群8との接合については後述する。
The positive electrode
このように、正極外部端子7aおよび負極外部端子7bが正極集電接続体3aおよび負極集電接続体3bを介して捲回電極群8に電気的に接続されているため、正極外部端子7aおよび負極外部端子7bを介して外部負荷に電力が供給され、あるいは、正極外部端子7aおよび負極外部端子7bを介して外部発電電力が捲回電極群8に供給されて充電される。
Thus, since the positive electrode
正極外部端子7aおよび負極外部端子7bにおいて電池容器の外に露出している部分には、それぞれおねじが形成されている。複数の二次電池1が並置されて、隣接する二次電池1の正極外部端子7aと負極外部端子7bとが金属製の板材からなるバスバーによって電気的に接続されることで、複数の二次電池1からなる組電池が形成される。なお、バスバーは、ナットによって正極外部端子7aおよび負極外部端子7bに締結される。
A male screw is formed in each of the positive electrode
[正負極集電接続体]
図3および図4を参照して集電接続体の構造について説明する。図3は、二次電池1の電極群組立体12を示す斜視図である。図4(a)は、正極集電接続体3aの斜視図であり、図4(b)は正極集電接続体3aの形状を示すA−A断面図である。正極集電接続体3aと負極集電接続体3bは、同様の構造であるため、以下、代表して正極集電接続体3aの構造を説明する。なお、正極集電接続体3aは、上記したように、正極外部端子7aに接続されている。
[Positive current collector connection]
The structure of the current collector connector will be described with reference to FIGS. FIG. 3 is a perspective view showing the
図3および図4(a)に示すように、正極集電接続体3aは、基部30aと二股接続体31aとを備えている。基部30aは、蓋9の内面に絶縁材を介して接する平板状の取付部301aと、取付部301aから略直角に曲がって缶体14の幅狭側面に沿いながら缶体底面に向かい捲回電極群8の折り返し端部を覆うように延在する表面部302aとを有する。
As shown in FIGS. 3 and 4A, the positive electrode current
二股接続体31aは、基部30aの表面部302aの下端から両側方へ二股に分岐しつつ、缶体底面方向に延びている。二股接続体31aには一対の接続体が形成されており、一対の接続体のそれぞれには後述する捲回電極群8の未塗工部(集電箔の露出部)20aと当接される平坦部311aが設けられている。この平坦部311aには、未塗工部20aと接合される接合領域312aが含まれている。平坦部311aは、A−A断面図である図4(b)に示すように、横断面形状において、先端に近づくほど平坦部311a同士の間隔が狭くなるように傾斜している。
The
なお、負極集電接続体3bは、上記したように、正極集電接続体3aと同様の構造とされ、基部30bと二股接続体31bとを備えている(図3参照)。
As described above, the negative electrode
[捲回電極群]
缶体14内に収容される捲回電極群8について説明する。図5は、捲回電極群8の斜視図である。捲回電極群8は、図5に示すように、長尺状の正極板22aおよび負極板22bをセパレータ15を介在させて扁平状に捲回することで積層して構成されている。正極板22aは、正極集電箔2aと、正極集電箔2aの両面に正極活物質合剤が塗工されて形成される正極活物質合剤の層21aとを有する。負極板22bは、負極集電箔2bと、負極集電箔2bの両面に負極活物質合剤が塗工されて形成される負極活物質合剤の層21bとを有する。正極集電箔2aは、厚さ20μm程度のアルミニウム箔もしくはアルミニウム合金箔であり、負極集電箔2bは、厚さ15μm程度の銅箔もしくは銅合金箔である。セパレータ15の素材は多孔質のポリエチレン樹脂である。
[Wound electrode group]
The
捲回電極群8の幅方向(捲回方向に直交する方向)の両端部は、一方が正極活物質合剤の層21aが形成されていない未塗工部(正極集電箔2aの露出部)20aが積層された部分とされ、他方が負極活物質合剤の層21bが形成されていない未塗工部(負極集電箔2bの露出部)20bが積層された部分とされている。
One end of the
未塗工部20a,20bの積層体は、予め押し潰される。さらに、未塗工部20a,20bの積層体を厚み方向中央から外側に押し広げることで一対の接続片が形成される。なお、一対の接続片の形成については、後述する。
The laminated body of the
未塗工部20aの積層体は、接続片201aとして形成された後に正極集電接続体3aと超音波接合により接続される(図6参照)。接合の際には、保護板4aが使用されて正極集電箔2aの損傷が防止される。負極側においても同様に、未塗工部20bの積層体は、接続片(不図示)として形成された後に負極集電接続体3bと超音波接合により接続され、接合の際には、保護板(不図示)が使用されて負極集電箔2bの損傷が防止される。
The laminated body of the
[保護板]
保護板の構成について説明する。捲回電極群8と正極集電接続体3aとの接合に用いられる正極側の保護板は、アルミニウムにより形成され、捲回電極群8と負極集電接続体3bとの接合に用いられる負極側の保護板は、銅により形成される。なお、正極側の保護板と、負極側の保護板とは、同様の構造であるため、以下、正極側の保護板4aについてのみ説明し、負極側の保護板の説明を省略する。図6は、図3のB部を拡大した図であり、保護板4aを捲回電極群8の接続片201aに当接させる様子を示す斜視図である。図7は、本発明の実施の形態に係る二次電池1の捲回電極群8と正極集電接続体3aとの接合に用いられる保護板4aを示す斜視図と、D−D断面図である。本実施の形態に係る保護板4aは、図6に示すように、捲回電極群8の端部に形成される一対の接続片201aの内側にセットされる。
[Protective plate]
The configuration of the protection plate will be described. The protective plate on the positive electrode side used for joining the
保護板4aは、図6および図7に示すように、厚さが数十〜数百μm程度の矩形平板状の金属板であって、捲回電極群8の端部に形成される接続片201a(未塗工部20aの積層体)に当接される平坦な当接部40aと、当接部40aから延在する板を当接部40aに重ねるように折り返すことで形成される折り返し部41aとを有している。折り返し部41aは、たとえば、V曲げを行った後に平潰しを行うことにより形成することができる。あるいは、L曲げを行った後に斜面を持ったパンチでL曲げした部分を曲げ込み、最後に平潰しを行うことにより形成することもできる。
As shown in FIGS. 6 and 7, the
折り返し部41aは、保護板4aを接続片201aに当接させたときに、捲回電極群8の幅方向の内側に配置される(図3、図9参照)。図6に示すように、折り返し部41aは、金属板の長辺側端部を接続片201aとの当接面と反対となる側に折り返すことで形成されている。これにより、折り返された部分である保護板4aの縁が湾曲部411aとして形成されている(図7(b)参照)。湾曲部411aの表面は、当接部40aから折り返し部41aに向かって滑らかな曲面とされている。
The folded
なお、図6および図7に示すように、当接部40aにおける折り返し部41aが重なっていない一枚の金属板部分は、超音波発振ホーン51が押し当てられる押し当て領域401aを含んでいる。つまり、本実施の形態では、二枚の金属板部分が超音波発振ホーン51に押し当てられることなく、一枚の金属板部分が接続片201aに押し当てられて接合される(図9参照)。
As shown in FIGS. 6 and 7, the single metal plate portion where the folded
以下、図8および図9を参照して、捲回電極群8の両端部にそれぞれ一対の接続片を形成して、捲回電極群8の接続片と正負極集電接続体3a,3bとを超音波接合により接続する手順について説明する。なお、正極集電接続体3aと負極集電接続体3bは、捲回電極群8の接続片に対して同様に接合されるため、以下、代表して正極側について説明する。図8は捲回電極群8において接続片201aを形成する工程を説明する平面模式図であり、図9は超音波接合を説明する拡大図(図3のC−C断面図)である。
Hereinafter, with reference to FIG. 8 and FIG. 9, a pair of connection pieces are formed at both ends of the
[接続片の形成]
先ず、捲回電極群8の接続片201aの形成について、図8を参照して説明する。図8(a)は、捲回電極群8における未塗工部20aの積層体を二股接続体31aの間に挿入した状態を示す模式図であり、図8(b)は、挿入した捲回電極群8の未塗工部20aの積層体を2つに分離させるように内側から外側に向けて押し広げた状態を示す模式図である。
[Formation of connecting piece]
First, the formation of the
図8(a)に示すように、捲回電極群8と正極集電接続体3aを一体化するに先立って、捲回電極群8における未塗工部20aの積層体を厚み方向に押し潰して変形させておく。その後、押し潰した未塗工部20aの積層体を二股接続体31aの間に挿入して、未塗工部20aの積層体を二股接続体31aの平坦部311aの内側に配置させる。
As shown in FIG. 8A, prior to integrating the
正極集電接続体3aの二股接続体31aの間に捲回電極群8を挿入した後、図8(b)に示すように、未塗工部20aの積層体における外表面に正極集電接続体3aの二股接続体31aの内面が接するように、未塗工部20aの積層体をその内側から外側にV字状に押し広げる。V字状に押し広げることで、分離された積層体は、正極集電接続体3aの二股接続体31aと接合される一対の接続片201aとされ、一対の接続片201aの間には、超音波発振ホーン51を挿入させることのできる接合用空間Sが形成される。一対の接続片201aは、それぞれ外方に向けて広がるように傾斜しており、外側の面が正極集電接続体3aと当接する当接面とされ、内側の面が保護板4aと当接する当接面とされている。すなわち、一対の接続片201aは、外側の面に二股接続体31aの平坦部311aの内面と接合される接合領域202aを有し、内側の面に保護板4aと接合される接合領域203aを有している(図6参照)。
After the
[圧接]
図9に示すように、超音波接合の際、捲回電極群8の接続片201aは、アンビル50に載置された正極集電接続体3aの平坦部311aに保持され、正極集電接続体3aが当接される面の反対側から超音波発振ホーン51が押し当てられる。ここで、超音波発振ホーン51と接続片201aとの間には保護板4aが介在しており、超音波発振ホーン51は保護板4aの押し当て領域401a(図7参照)に押し当てられる。捲回電極群8の幅方向内側の保護板4aの端部には、折り返し部41aが配置されている。
[Pressure welding]
As shown in FIG. 9, at the time of ultrasonic bonding, the
図9に示すように、捲回電極群8の接続片201aは、正極集電接続体3aと保護板4aに挟まれた状態でアンビル50と超音波発振ホーン51とによって両側から圧接される。接続片201aが圧接されると、保護板4aの内側の端部である湾曲部411aが正極集電箔2aに押し当てられて、湾曲部411aに対応する部分に集電箔湾曲部208aが形成される。
As shown in FIG. 9, the
保護板4aの端部が滑らかな湾曲面とされているため、接続片201aをアンビル50と超音波発振ホーン51とで圧接する際に、保護板4aの端部によって正極集電箔2aが損傷することが防止される。
Since the end of the
[励振]
超音波発振ホーン51を保護板4aの押し当て領域401aに押し当て、保護板4aを接続片201aに押し当てた状態で超音波振動を付与すると、接続片201aを構成する集電箔同士と正極集電接続体3aおよび保護板4aとが接合して、図3に示したように、接合部55a,56aが形成される。これにより、捲回電極群8の正極集電箔2aが、正極集電接続体3aを介して正極外部端子7aと電気的に接続される。
[Excitation]
When the
なお、図9に示すように、保護板4aの端部は、正極集電箔2aに押し当てられた状態で超音波接合がなされることになる。しかし、保護板4aの端部は、平坦な当接部40aから連続する滑らかな曲面として形成された湾曲部411aとされているため、超音波接合時の高周波振動が加わっても捲回電極群8を損傷させることはない。
In addition, as shown in FIG. 9, the ultrasonic wave joining is made in a state where the end portion of the
なお、図示しないが、上記したように、負極集電接続体3bも同様に、捲回電極群8の接続片に接合される。
In addition, although not shown in figure, as above-mentioned, the negative electrode current
上述した本実施の形態によれば、以下のような作用効果を奏することができる。
(1)保護板の端部を折り返すことで形成される折り返し部を捲回電極群8の幅方向の内側に配置した。これにより、捲回電極群8を構成する集電箔を損傷させることなく、正負集電接続体3a,3bと捲回電極群8とを超音波接合により接続することができる。
According to this embodiment described above, the following operational effects can be achieved.
(1) The folded portion formed by folding the end portion of the protective plate is arranged inside the
(2)この結果、接合強度の低下が防止され、電池容量や電池出力の低下を抑制できる二次電池1を提供することができる。
(3)さらに、集電箔の損傷を起因とした異物の発生による短絡を防止することができる。
(2) As a result, it is possible to provide the
(3) Further, it is possible to prevent a short circuit due to the generation of a foreign substance due to the damage of the current collector foil.
(4)保護板の折り返し部を除く部分において、超音波発振ホーン51を押し当てた状態で超音波振動を付与したため、良好な接合を行うことができる。
(4) Since the ultrasonic vibration is applied in a state where the ultrasonic oscillating
(5)折り返し部は、金属板を折り返したシンプルな構成であるため、容易に保護板を製造することができる。 (5) Since the folded portion has a simple configuration in which the metal plate is folded, the protective plate can be easily manufactured.
―第2の実施の形態―
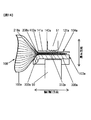
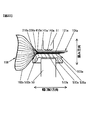
図10〜図15を参照して第2の実施の形態に係る二次電池を説明する。なお、第2の実施の形態の説明において、正極側の部材、部位の参照番号には記号aを付し、負極側の部材、部位の参照番号には記号bを付す。図10および図11は、本発明の第2の実施の形態に係る二次電池の電極群組立体112を示す斜視図である。なお、図11は、図10の反対側から見た斜視図である。図12(a)は図10のE部を拡大した図であり、図12(b)は正極集電接続体103aの接合面側を示す斜視図である。図13は、本発明の第2の実施の形態に係る二次電池の捲回電極群108と正極集電接続体103aとの接合に用いられる保護板104aを示す斜視図と、下面図である。図14は超音波接合を説明する拡大図(図10のF−F断面図)であり、図15は超音波接合を説明する側面図である。
-Second embodiment-
A secondary battery according to the second embodiment will be described with reference to FIGS. In the description of the second embodiment, the reference number “a” is attached to the reference number of the positive-side member and part, and the reference number “b” is attached to the reference number of the negative-side member and part. 10 and 11 are perspective views showing an
第2の実施の形態では、捲回電極群108の両端部のそれぞれにおいて、高さ方向の中央部が厚み方向に圧縮されるように押し潰されて接続片121a,121bが形成されている。図10に示すように、正極集電接続体103aおよび負極集電接続体103bは、それぞれ捲回電極群108の両端部の接続片121a,121bの一方の面に当接され、図11に示すように、反対側である他方の面に保護板104a,104bが当接されている。
In the second embodiment, the
電極群組立体112は、第1の実施の形態と同様に、蓋109と、捲回電極群108と、正極集電接続体103aおよび負極集電接続体103bとを含んで構成され、蓋109には、正極外部端子107aおよび負極外部端子107b、ガス排出弁110、注液部111が設けられている。
Similarly to the first embodiment, the
[正負極集電接続体]
正負極集電接続体103a,103bの構造について説明する。正極集電接続体103aと負極集電接続体103bは、同様の構造であるため、以下、代表して正極集電接続体103aの構造を説明する。
[Positive current collector connection]
The structure of the positive and negative
図10に示すように、正極集電接続体103aは、蓋109の内面に沿う取付部321aと、取付部321aから略直角に曲がって、缶体の幅広面に沿いながら缶体底面に向かい捲回電極群108の折り返し端部の未塗工部120aを覆うように延在する表面部322aと、表面部322aの下端に設けた傾斜部323aにより接続される平坦部330aとを備えている。
As shown in FIG. 10, the positive electrode current
平坦部330aは、捲回電極群108の接続片121aの一方の面に当接される部分である(図14および図15参照)。つまり、平坦部330aは、接続片121aに超音波接合される部分であって、図12(b)に示すように、接続片121aとの接合領域312aを含んでいる。
The
図12に示すように、平坦部330aの周囲には、3辺一体の絞り湾曲部331aがプレスによる絞り加工によって形成されている。絞り湾曲部331aは、捲回電極群108の幅方向の内側に形成される内側辺縁部332aと、捲回電極群108の高さ方向の両外側に形成される上部外側辺縁部333aおよび下部外側辺縁部334aとを有する。内側辺縁部332a、上部外側辺縁部333aおよび下部外側辺縁部334aは、接合領域312aから湾曲して捲回電極群108の厚み方向に立ち上がるように形成されている。
As shown in FIG. 12, a drawing
捲回電極群108と接合される側における内側辺縁部332aの表面は、平坦部330aから捲回電極群108の幅方向の内側に向かって滑らかに連続した湾曲面とされている。同様に、捲回電極群108と接合される側における上部外側辺縁部333aおよび下部外側辺縁部334aの表面は、平坦部330aから捲回電極群108の高さ方向の両外側に向かってそれぞれ滑らかに連続した湾曲面とされている。
The surface of the
内側辺縁部332aと上部外側辺縁部333aとが交わる部分、および、内側辺縁部332aと下部外側辺縁部334aとが交わる部分はそれぞれ曲面336a,337aとされている。これにより、捲回電極群108と接合される側における平坦部330aの面上において、内側辺縁部332aと上部外側辺縁部333aとが交差する部分および内側辺縁部332aと下部外側辺縁部334aとが交差する部分が角部(エッジ)ではなく、湾曲部として形成される。
A portion where the
なお、負極集電接続体103bは、上記したように、正極集電接続体103aと同様の構造であり、図10に示すように、蓋109の内面に沿う取付部321bと、取付部321bから略直角に曲がって、缶体の幅広面に沿いながら缶体底面に向かい捲回電極群108の折り返し端部の未塗工部120bを覆うように延在する表面部322bと、表面部322bの下端に設けた傾斜部323bにより接続される平坦部330bとを備え、平坦部330bの周囲には、3辺一体の絞り湾曲部331bがプレスによる絞り加工によって形成されている。
As described above, the negative electrode
[保護板]
捲回電極群108および正極集電接続体103aの接合に用いられる正極側の保護板104aは、アルミニウムにより形成され、捲回電極群108および負極集電接続体103bの接合に用いられる負極側の保護板104bは、銅により形成される。なお、正極側の保護板104aと、負極側の保護板104bとは、同様の構造である。このため、以下、正極側の保護板104aおよび負極側の保護板104bを代表して、正極側の保護板104aについて説明する。保護板104aは、図11に示すように、捲回電極群108の端部に形成される接続片121aにおける正極集電接続体103aが当接する面と反対側となる面に接合されている。
[Protective plate]
The
保護板104aは、図11および図13に示すように、矩形平板状の金属板であって、捲回電極群108の両端部に形成される接続片121a(未塗工部120aの積層体)に当接される平坦な当接部140aと、当接部140aから延在する板を当接部140aに重ねるように折り返すことで形成される内側折り返し部141a、上側折り返し部142aおよび下側折り返し部143aとを有している。
As shown in FIGS. 11 and 13, the
内側折り返し部141aは保護板104aを接続片121aに当接させたときに捲回電極群108の幅方向の内側に配置され、上側折り返し部142aおよび下側折り返し部143aは高さ方向の両外側にそれぞれ配置される(図11参照)。折り返し部141a,142a,143aは、当接部140aから延在する金属片を接続片121aとの当接面と反対となる側に折り返すことで形成されている。これにより、折り返された部分である保護板104aの縁が湾曲部412a,421a,431aとして形成されている(図13参照)。湾曲部412a,421a,431aの表面は、それぞれ当接部140aから折り返し部141a,142a,143aに向かって滑らかな曲面とされている。
The inner folded
さらに、図11および図13に示すように、保護板104aにおける内側周縁と上部周縁とが交差する部分および内側周縁と下部周縁とが交差する部分が角部(エッジ)ではなく、R状に形成されている。なお、負極側の保護板104bは、上記したように、正極側の保護板104aと同様の構造であり、図11に示すように、当接部140bと、内側折り返し部141b、上側折り返し部142bおよび下側折り返し部143bとを有している。
Further, as shown in FIG. 11 and FIG. 13, the portion where the inner periphery and the upper periphery intersect and the portion where the inner periphery and the lower periphery intersect in the
以下、保護板104a,104bを用いて捲回電極群108の接続片121a,121bと正負極集電接続体103a,103bとを超音波接合により接続する手順について説明する。なお、正極集電接続体103aと負極集電接続体103bは、捲回電極群108の接続片121a,121bに対して同様に接合されるため、以下、代表して正極側について説明する。
Hereinafter, a procedure for connecting the
[圧接]
図14および図15に示すように、超音波接合の際、捲回電極群108の接続片121aは、アンビル50に載置された正極集電接続体103aの平坦部330aに保持され、正極集電接続体103aが当接される面の反対側から超音波発振ホーン51が押し当てられる。ここで、超音波発振ホーン51と接続片121aとの間には保護板104aが介在しており、超音波発振ホーン51は保護板104aの押し当て領域401a(図13参照)に押し当てられる。捲回電極群108の幅方向の内側および高さ方向の両外側の保護板104aの端部には、折り返し部141a,142a,143aが配置されている。
[Pressure welding]
As shown in FIG. 14 and FIG. 15, during ultrasonic bonding, the
図14に示すように、正極集電接続体103aの平坦部330aによって接続片121aが圧接されると、正極集電接続体103aの内側辺縁部332aが正極集電箔102aに押し当てられて、内側辺縁部332aに対応する部分に集電箔湾曲部218aが形成される。保護板104a側においても、接続片121aが圧接されると、保護板104aの内側の端部である湾曲部412aが正極集電箔102aに押し当てられて、保護板104aの内側の端部である湾曲部412aに対応する部分に集電箔湾曲部208aが形成される。
As shown in FIG. 14, when the connecting
同様に、図15に示すように、正極集電接続体103aの平坦部330aが接続片121aに圧接されると、正極集電接続体103aの上部外側辺縁部333aおよび下部外側辺縁部334aが正極集電箔102aに押し当てられて、上部外側辺縁部333aおよび下部外側辺縁部334aのそれぞれに対応する部分に集電箔湾曲部219a,220aが形成される。保護板104a側では、超音波発振ホーン51により保護板104aが接続片121aに圧接された状態で保持される。このとき、保護板104aの湾曲部421a,431aは、接続片121aにおける上部近傍および下部近傍にそれぞれ配置されている。
Similarly, as shown in FIG. 15, when the
[励振]
超音波発振ホーン51を保護板104aの押し当て領域401aに押し当てた状態で超音波振動を付与すると、接続片121aを構成する集電箔同士と正極集電接続体103aおよび保護板104aとが接合して、図10および図11に示したように、正極集電接続体103aと保護板104aには接合部155a,156aが形成される。これにより、捲回電極群108の正極集電箔102aが、正極集電接続体103aを介して正極外部端子107aと電気的に接続される。
[Excitation]
When ultrasonic vibration is applied in a state where the ultrasonic oscillating
なお、上記したように、負極集電接続体103bも同様に、捲回電極群108の接続片121bに接合されて、図10および図11に示したように、負極集電接続体103bと保護板104bには接合部155b,156bが形成される。これにより、捲回電極群108の負極集電箔102bが、負極集電接続体103bを介して負極外部端子107bと電気的に接続される。
In addition, as described above, the negative electrode current
第2の実施の形態では、内側辺縁部、上部外側辺縁部および下部外側辺縁部の当接面や保護板104a,104bの端部が滑らかな湾曲面とされているため、平坦部と保護板104a,104bにより接続片121a,121bを挟んだ状態で圧接して接合する過程において正負極集電箔102a,102bの損傷を防止することができる。
In the second embodiment, the abutting surfaces of the inner edge portion, the upper outer edge portion, and the lower outer edge portion and the end portions of the
―第3の実施の形態―
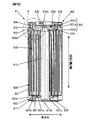
図16〜図19を参照して第3の実施の形態に係る二次電池61を説明する。図16は本発明の第3の実施の形態に係る二次電池61の側面断面図であり、図17は蓋ユニット600と電極群組立体620を示す分解斜視図である。図18は、捲回電極群610の構造の詳細を示すために一部を切断した状態の斜視図であり、図19は図16のG部を拡大した図である。
-Third embodiment-
A
第3の実施の形態では、円筒形の二次電池61における捲回電極群610と正極集電接続体631および負極集電接続体621との超音波接合の際に用いられる保護板632,652がリング状に形成され、捲回電極群610の軸方向内側に折り返し部632a,652aが形成されている。
In the third embodiment,
[電池容器および電極群組立体]
二次電池61は、図16に示すように、有底円筒形の缶体62と缶体62の開口部を封止する蓋ユニット600とからなる電池容器を備え、缶体62の内部に電極群組立体620を収容して構成されている。電極群組立体620は、捲回電極群610と、正極集電接続体631と、負極集電接続体621とを有し、捲回電極群610と正極集電接続体631および負極集電接続体621とは、超音波接合により接続されている。
[Battery container and electrode assembly]
As shown in FIG. 16, the
まず、ガス排出構造を有する蓋ユニット600について説明し、次に、捲回電極群610と正極集電接続体631および負極集電接続体621の構成ならびに捲回電極群610と正極集電接続体631および負極集電接続体621との接合に用いられる保護板632,652について説明する。
First, the
[蓋ユニット]
蓋ユニット600は、図17に示すように、開口部63cを有する蓋63と、蓋63に装着されるダイアフラム637と、ダイアフラム637の中央部裏面に接合される接続板635と、接続板635が嵌合される絶縁リング641とを備え、予め組み立てられている。
[Lid unit]
As shown in FIG. 17, the
蓋63は、炭素鋼等の鉄で形成され、外側および内側の表面全体にニッケル等のめっき層が施されている。蓋63は、ダイアフラム637に接触する円環状の周縁部63aと、この周縁部63aから上方に突出する筒状部およびこの筒状部の一端を塞ぐように配置される上面板からなる頭部63bとを有し、全体として帽子形状を呈している。頭部63bの上面板の中央には、開口部63cが形成されている。
The
ダイアフラム637は、アルミニウム合金で形成され、中心部に円形状の開裂溝637aが形成されている。開裂溝637aは、断面がV字状またはU字状となるようにプレスによりダイアフラム637の上面側を押圧成形して、溝底部を薄肉にしたものである。
The
ダイアフラム637は、周縁部において蓋63の周縁部に固定されている。具体的には、ダイアフラム637は、図17に示すように、当初、周縁から立ち上がる側部637bを有している。側部637bの内側に蓋63を収容した後、蓋63の周縁部63aの上面に沿って側部637bを屈曲することにより、ダイアフラム637が蓋63に固定される(図19参照)。
The
ダイアフラム637は、絶縁リング641を介して後述する正極集電接続体631の上端面に載置され(図19参照)、接続板635および接続部材633を介して正極集電接続体631と電気的に接続される。これにより、蓋ユニット600の蓋63が二次電池61の正極となる。
The
接続板635は、アルミニウム合金で形成されている。接続板635の厚さは、たとえば、1mm程度であり、中央部を除くほぼ全体が均一でかつ、中央側が少し低い位置に撓んだ、ほぼ皿形状を呈している。図17に示すように、接続板635の中心には、突起部635aが形成されており、突起部635aの周囲には、複数の開口部635bが形成されている。接続板635の突起部635aはダイアフラム637の中央部の底面に接合される。
[蓋ユニットと缶体の組立]
蓋ユニット600はガスケット643を介して缶体62に装着される。ガスケット643は、リング状の基部643aの周縁において上部方向に向けてほぼ垂直に起立して形成された外周壁部643bを有している。
[Assembly of lid unit and can body]
The
まず、缶体62に捲回電極群610を収容し、缶体62の上端部側の一部をグルービング(絞り加工)して内方に突出させ、外面にほぼU字状の溝62aを形成する(図19参照)。内方に突出した部分の上面にガスケット643を載置し、蓋ユニット600を後述する捲回電極群610の軸芯615の上端に配置される正極集電接続体631に載置して、接続部材633(図16および図17参照)を介して正極集電接続体631と電気的に接続する。プレス等により、ガスケット643の外周壁部643bを缶体62の開口縁近傍の周壁とともに折り曲げて、蓋ユニット600を軸方向に圧接するようにかしめ加工することで、蓋ユニット600をガスケット643を介して電池容器に固定する(図19参照)。
First, the
電池容器の内部にガスが発生して内部圧力が基準値を超えると、ダイアフラム637が上方に反り、接続板635の突起部635aとダイアフラム637とが剥離して導通が絶たれる。さらに電池容器の内部圧力が高くなると、開裂溝637aにおいて開裂し、内部のガスが接続板635の開口部635bを通過し、蓋63の開口部63cから排出されて電池容器内の圧力が低減される。
When gas is generated inside the battery container and the internal pressure exceeds the reference value, the
[捲回電極群]
捲回電極群610について説明する。捲回電極群610は、中央部に軸芯615を有し、図18に示すように、軸芯615の外周に、長尺状の正極板611および負極板612をセパレータ613を介在させて円筒状に捲回することで積層して構成されている。
[Wound electrode group]
The
なお、最外周にはセパレータ613が捲回されており、最外周のセパレータ613が接着テープ619で止められている(図17参照)。
A
正極板611は、正極集電箔611aと、正極集電箔611aの両面に正極活物質合剤が塗工されて形成される正極活物質合剤の層611bとを有している。負極板612は、負極集電箔612aと、負極集電箔612aの両面に負極活物質合剤が塗工されて形成される負極活物質合剤の層612bとを有している。正極集電箔611aは、厚さ20μm程度のアルミニウム箔もしくはアルミニウム合金箔であり、負極集電箔612aは、厚さ15μm程度の銅箔もしくは銅合金箔である。セパレータ613の素材は多孔質のポリエチレン樹脂である。
The
正極板611の長手方向に沿った上方側の側縁は、正極活物質合剤の層611bが形成されずに正極集電箔611aが露出した未塗工部611cとされ、負極板612の長手方向に沿った下方側の側縁は、負極活物質合剤の層612bが形成されずに負極集電箔612aが露出した未塗工部612cとされている。
The upper side edge along the longitudinal direction of the
正極板611の未塗工部611cには、軸芯615と平行に上方に突き出す多数の正極タブ616が等間隔に一体的に形成され、負極板612の未塗工部612cには、正極タブ616とは反対方向に延出された、多数の負極タブ617が等間隔に一体的に形成されている。つまり、正極タブ616は正極集電箔611aであり、負極タブ617は負極集電箔612aである。
A large number of
捲回電極群610に接続される集電接続体および超音波接合の際に用いられる保護板について説明する。
[正極集電接続体および正極側の保護板]
図16および図18に示すように、中空な円筒形状の軸芯615は軸方向(図面の上下方向)の上端部の内面に軸芯615の内径より大きな径の段部615aが形成され、この段部615aに正極集電接続体631が圧入されている。正極集電接続体631は、たとえば、アルミニウムにより形成され、図16および図17に示すように、円板状の基部631aと、基部631aの捲回電極群610に向いた面において軸芯615側に向かって突出し、段部615aの内面に圧入される下部筒部631bと、基部631aの外周縁において蓋ユニット600側に突き出す上部筒部631cとを有する。正極集電接続体631の基部631aには、電池内部で発生するガスを放出するための開口部631dが形成されている(図17参照)。なお、正極集電接続体631の基部631aの上面には、複数のアルミニウム箔が積層されて構成されたフレキシブルな接続部材633が、その一端部を接合されている。
A current collector connector connected to the
[Positive current collector connector and positive protective plate]
As shown in FIGS. 16 and 18, the hollow
正極板611の正極タブ616は、すべて、正極集電接続体631の上部筒部631cに接合される。この場合、図17に示されるように、正極タブ616は、正極集電接続体631の上部筒部631c上に重なり合って接合される。各正極タブ616は大変薄いため、1つでは大電流を取りだすことができない。このため、正極板611の軸芯615への巻き始めから巻き終わりまでの全長に亘り、多数の正極タブ616が所定間隔に形成されている。
All the
第3の実施の形態で使用する保護板632について説明する。第3の実施の形態では、図17に示すように、超音波接合に際してリング状の保護板632が用いられる。保護板632には、長尺状の金属板の長辺端部を折り返すことにより折り返し部632aを形成し、折り返し部632aを形成した後に曲げ加工によりリング状に形成することで、リング状の保護板632の中心軸方向における一端部にリング状の折り返し部632aが形成される。
The
図19に示すように、正極集電接続体631の上部筒部631cの外周には、正極タブ616が接合され、正極タブ616の外側にはリング状の保護板632が接合されている。多数の正極タブ616は、正極集電接続体631の上部筒部631cの外周に密着させておき、正極タブ616の外周に保護板632を巻き付けて仮固定し、保護板632の当接部を正極タブ616に当接させた状態で超音波振動を付与することで正極集電接続体631に接合される。なお、超音波接合の際に複数枚重なった正極タブ616から軸方向下側に延在する正極タブ616の湾曲部に保護板632が押し当てられることになるが、保護板632の下端には折り返し部632aが形成されているため、集電箔の損傷は防止される。
As shown in FIG. 19, a
[負極集電接続体および負極側の保護板]
同様に、負極板612の負極タブ617と負極集電接続体621とを保護板652を用いて超音波接合により接続する。図16および図17に示すように、負極側において用いられる保護板652は、上記した正極側に用いられる保護板632と同様の構成とされる。保護板652には、長尺状の金属板の長辺端部を折り返すことにより折り返し部652aを形成し、折り返し部652aを形成した後に曲げ加工によりリング状に形成することで、リング状の保護板652の中心軸方向における一端部にリング状の折り返し部652aが形成される。
[Negative electrode current collector connector and negative plate protection plate]
Similarly, the
図16に示すように、軸芯615の下端部の外周には、その外径が軸芯615の外径より小さな段部615bが形成され、この段部615bに負極集電接続体621が圧入されて固定されている。負極集電接続体621は、銅により形成され、円板状の基部621aに軸芯615の段部615bに圧入される開口部621bが形成され、基部621aの外周縁には電池容器の底部側に向かって突き出す外周筒部621cが形成されている。なお、負極集電接続体621の下面には、銅製の接続部材623が溶接されている。接続部材623は、缶体62の底部において、缶体62に溶接されている。
As shown in FIG. 16, a
負極板612の負極タブ617は、すべて、負極集電接続体621の外周筒部621cに超音波接合により接続される。この場合、負極タブ617は、負極集電接続体621の外周筒部621c上に重なり合って接合される。各負極タブ617は大変薄いため、1つでは大電流を取りだすことができない。このため、負極板612の軸芯615への巻き始めから巻き終わりまでの全長に亘り、多数の負極タブ617が所定間隔に形成されている。
All the
負極集電接続体621の外周筒部621cの外周には、負極タブ617が接合され、負極タブ617の外側にはリング状の保護板652が接合されている。多数の負極タブ617は、負極集電接続体621の外周筒部621cの外周に密着させておき、負極タブ617の外周に保護板652を巻き付けて仮固定し、保護板652の当接部を負極タブ617に当接させた状態で超音波振動を付与することで負極集電接続体621に接合される。超音波接合の際に複数枚重なった負極タブ617から軸方向上側に延在する負極タブ617の湾曲部に保護板652が押し当てられることになるが、保護板652の上端には折り返し部652aが形成されているため、集電箔の損傷は防止される。
A
以上説明したように、多数の正極タブ616が正極集電接続体631に接合され、多数の負極タブ617が負極集電接続体621に接合されることにより、正極集電接続体631、負極集電接続体621および捲回電極群610が一体的にユニット化された電極群組立体620が構成される。
As described above, a large number of
第3の実施の形態では、保護板632の端部が滑らかな湾曲面とされているため、正極集電接続体631の上部筒部631cと保護板632により正極タブ616を挟んだ状態で圧接して接合する過程において集電箔の損傷が防止され、負極集電接続体621の外周筒部621cと保護板652により負極タブ617を挟んだ状態で圧接して接合する過程において集電箔の損傷が防止される。
In the third embodiment, the end portion of the
なお、次のような変形も本発明の範囲内であり、変形例の一つ、もしくは複数を上述の実施形態と組み合わせることも可能である。
[変形例]
(1)第1の実施の形態および第2の実施の形態において、図20に示すように、捲回電極群の高さ方向の両外側にのみ折り返し部542,543を形成した保護板504を適用して、折り返し部542,543に接する集電箔の損傷を防止してもよい。なお、第1の実施の形態に用いた保護板4a(図7参照)を第2の実施の形態に係る二次電池に適用してもよいし、第2の実施の形態において用いた保護板104a,104b(図13参照)を第1の実施の形態に係る二次電池に適用してもよい。
The following modifications are also within the scope of the present invention, and one or a plurality of modifications can be combined with the above-described embodiment.
[Modification]
(1) In the first embodiment and the second embodiment, as shown in FIG. 20, a
(2)第2の実施の形態における二次電池の正負極集電接続体103a,103bに形成した絞り湾曲部331a,331bは、3辺一体とする場合に限定されない。図21および図22に示すように、正極集電接続体503aにおける平坦部530aの周囲に湾曲状の壁面を有した4辺一体の絞り湾曲部531aを形成してもよい。
(2) The diaphragm curved
この正極集電接続体503aの絞り湾曲部531aは、第2の実施の形態と同様に、捲回電極群108の幅方向の内側に形成される内側辺縁部532aと、捲回電極群108の高さ方向の両外側に形成される上部外側辺縁部533aおよび下部外側辺縁部534aとを有する。内側辺縁部532a、上部外側辺縁部533aおよび下部外側辺縁部534aは、接合領域512aから湾曲して捲回電極群108の厚み方向に立ち上がるように形成されている。
As in the second embodiment, the
さらに、この正極集電接続体503aの絞り湾曲部531aには、内側辺縁部532aと平行に側部外側辺縁部535aが設けられている。側部外側辺縁部535aは、接合領域512aから湾曲して捲回電極群108の厚み方向に立ち上がるように形成されている。内側辺縁部532aと上部外側辺縁部533aとが交わる部分、および、内側辺縁部532aと下部外側辺縁部534aとが交わる部分はそれぞれ曲面536a,537aとされている。側部外側辺縁部535aと上部外側辺縁部533aとが交わる部分、および、側部外側辺縁部535aと下部外側辺縁部534aとが交わる部分はそれぞれ曲面538a,539aとされている。
同様に、負極集電接続体における平坦部の周囲に湾曲状の壁面を有した4辺一体の絞り湾曲部を形成してもよい(不図示)。
Further, the diaphragm curved
Similarly, a four-sided integrated bending curved portion having a curved wall surface may be formed around a flat portion in the negative electrode current collector connection body (not shown).
(3)第1および第2の実施の形態において、電池容器の缶体に収容される電極群は、長尺状の正極板22aと負極板22bとをセパレータ15を介して捲回した捲回電極群とする場合に限定されることなく、矩形状の複数枚の正極板と負極板とをセパレータを介して積層した積層電極群としてもよい。
(4)リチウムイオン二次電池を一例として説明したが、ニッケル水素電池などその他の二次電池にも本発明を適用できる。
(3) In the first and second embodiments, the electrode group accommodated in the can of the battery container is formed by winding the long
(4) Although the lithium ion secondary battery has been described as an example, the present invention can also be applied to other secondary batteries such as nickel metal hydride batteries.
(5)保護板において超音波発振ホーンが押し当てられる部分は、折り返し部を除く当接部とする場合に限定されない。折り返し部と当接部との幅を等しくする、すなわち保護板を二層構造にするなどして超音波発振ホーンを当てる領域を確保してもよい。 (5) The portion of the protective plate against which the ultrasonic oscillating horn is pressed is not limited to the case where the contact portion excluding the folded portion is used. An area to which the ultrasonic horn is applied may be secured by making the widths of the folded portion and the contact portion equal, that is, the protective plate has a two-layer structure.
(6)保護板の形状、構造は上記した矩形状あるいはリング状に限定されない。集電箔の露出部分である未塗工部と接する当接部と、折り返し部とを有している限り、種々の形状、構造を採用することができる。さらに、正極および負極集電接続体の形状、構造についても、捲回電極群と接合される部分を有する限り、種々の形状、構造を採用できる。 (6) The shape and structure of the protective plate are not limited to the above-described rectangular shape or ring shape. Various shapes and structures can be adopted as long as it has an abutting portion in contact with an uncoated portion that is an exposed portion of the current collector foil and a folded portion. Furthermore, regarding the shape and structure of the positive electrode and negative electrode current collector connector, various shapes and structures can be adopted as long as it has a portion to be joined to the wound electrode group.
本発明は、上記した実施の形態に限定されるものでなく、発明の要旨を逸脱しない範囲で自由に変更、改良が可能である。 The present invention is not limited to the embodiment described above, and can be freely changed and improved without departing from the gist of the invention.
1 二次電池、2a 正極集電箔、2b 負極集電箔、3a 正極集電接続体、3b 負極集電接続体、4a 保護板、8 捲回電極群、12 電極群組立体、15 セパレータ、20a,20b 未塗工部、22a 正極板、22b 負極板、40a 当接部、41a 折り返し部、61 二次電池、102a 正極集電箔、102b 負極集電箔、103a 正極集電接続体、103b 負極集電接続体、104a,104b 保護板、108 捲回電極群、112 電極群組立体、120a,120b 未塗工部、610 捲回電極群、611 正極板、611a 正極集電箔、611c 未塗工部、612 負極板、612a 負極集電箔、612c 未塗工部、613 セパレータ、616 正極タブ、617 負極タブ、620 電極群組立体、621 負極集電接続体、631 正極集電接続体、632 保護板、632a 折り返し部、652 保護板、652a 折り返し部 1 secondary battery, 2a positive electrode current collector foil, 2b negative electrode current collector foil, 3a positive electrode current collector connector, 3b negative electrode current collector connector, 4a protective plate, 8 wound electrode group, 12 electrode group assembly, 15 separator, 20a, 20b uncoated part, 22a positive electrode plate, 22b negative electrode plate, 40a contact part, 41a folded part, 61 secondary battery, 102a positive electrode current collector foil, 102b negative electrode current collector foil, 103a positive electrode current collector connector, 103b Negative electrode current collector connector, 104a, 104b Protection plate, 108 wound electrode group, 112 electrode group assembly, 120a, 120b uncoated part, 610 wound electrode group, 611 positive electrode plate, 611a positive electrode current collector foil, 611c not yet Coating part, 612 Negative electrode plate, 612a Negative electrode current collector foil, 612c Uncoated part, 613 Separator, 616 Positive electrode tab, 617 Negative electrode tab, 620 Electrode group assembly, 621 Negative electrode current collector connector, 631 Positive electrode current collector connector, 632 Protective plate, 632a Folded portion, 652 Protective plate, 652a Folded portion
Claims (6)
前記電極群の幅方向の両端部にある前記集電箔の一方の面に接合されている集電接続体と、
前記集電箔の他方の面に接合されている保護板とを備え、
前記保護板は、前記集電箔に当接される当接部と、端部を前記集電箔と反対側に折り返すことで形成される折り返し部とを有していることを特徴とする二次電池。 A positive electrode plate having a positive electrode current collector foil and a positive electrode active material mixture, and an electrode group configured by laminating a negative electrode plate having a negative electrode current collector foil and a negative electrode active material mixture with a separator interposed therebetween;
A current collector connection joined to one surface of the current collector foil at both ends in the width direction of the electrode group;
A protective plate joined to the other surface of the current collector foil,
The protective plate has a contact portion that is in contact with the current collector foil, and a folded portion formed by folding an end portion back to the side opposite to the current collector foil. Next battery.
前記電極群は、前記正極板および前記負極板を前記セパレータを介在させて扁平状に捲回されてなり、
前記保護板は矩形状とされ、前記折り返し部が前記電極群の幅方向の内側に配置されていることを特徴とする二次電池。 The secondary battery according to claim 1,
The electrode group is formed by winding the positive electrode plate and the negative electrode plate in a flat shape with the separator interposed therebetween,
The secondary battery according to claim 1, wherein the protective plate has a rectangular shape, and the folded portion is disposed on the inner side in the width direction of the electrode group.
前記電極群は、前記正極板および前記負極板を前記セパレータを介在させて扁平状に捲回されてなり、
前記保護板は矩形状とされ、前記折り返し部が前記電極群の高さ方向の両外側に配置されていることを特徴とする二次電池。 The secondary battery according to claim 1,
The electrode group is formed by winding the positive electrode plate and the negative electrode plate in a flat shape with the separator interposed therebetween,
The secondary battery according to claim 1, wherein the protection plate has a rectangular shape, and the folded portion is disposed on both outer sides in the height direction of the electrode group.
前記電極群は、前記正極板および前記負極板を前記セパレータを介在させて扁平状に捲回されてなり、
前記保護板は矩形状とされ、前記電極群の幅方向の内側に第1の折り返し部が形成され、前記電極群の高さ方向の両外側のそれぞれに第2および第3の折り返し部が配置されていることを特徴とする二次電池。 The secondary battery according to claim 1,
The electrode group is formed by winding the positive electrode plate and the negative electrode plate in a flat shape with the separator interposed therebetween,
The protective plate has a rectangular shape, a first folded portion is formed on the inner side in the width direction of the electrode group, and second and third folded portions are disposed on both outer sides in the height direction of the electrode group. Secondary battery characterized by being made.
前記電極群は、前記正極板および前記負極板を前記セパレータを介在させて円筒状に捲回されてなり、
前記保護板は、円筒状とされ、前記折り返し部が前記電極群の軸方向の内側に配置されていることを特徴とする二次電池。 The secondary battery according to claim 1,
The electrode group is formed by winding the positive electrode plate and the negative electrode plate in a cylindrical shape with the separator interposed therebetween.
The secondary battery according to claim 1, wherein the protection plate has a cylindrical shape, and the folded portion is disposed on the inner side in the axial direction of the electrode group.
前記折り返し部を除く部分において、前記保護板が前記集電箔に接合されていることを特徴とする二次電池。 The secondary battery according to any one of claims 1 to 5,
The secondary battery, wherein the protective plate is joined to the current collector foil in a portion excluding the folded portion.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011109220A JP2012243403A (en) | 2011-05-16 | 2011-05-16 | Secondary battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011109220A JP2012243403A (en) | 2011-05-16 | 2011-05-16 | Secondary battery |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012243403A true JP2012243403A (en) | 2012-12-10 |
Family
ID=47464938
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011109220A Pending JP2012243403A (en) | 2011-05-16 | 2011-05-16 | Secondary battery |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012243403A (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013077464A (en) * | 2011-09-30 | 2013-04-25 | Gs Yuasa Corp | Power storage device |
| JP2013134893A (en) * | 2011-12-26 | 2013-07-08 | Toyota Industries Corp | Connection structure, secondary battery, and vehicle |
| JP2013161756A (en) * | 2012-02-08 | 2013-08-19 | Toyota Industries Corp | Electricity storage device and vehicle |
| JP2013206607A (en) * | 2012-03-27 | 2013-10-07 | Toyota Industries Corp | Power storage device, vehicle, and connection method |
| JP2014165073A (en) * | 2013-02-26 | 2014-09-08 | Gs Yuasa Corp | Power storage element and manufacturing method therefor |
| JP2017004775A (en) * | 2015-06-11 | 2017-01-05 | 日立オートモティブシステムズ株式会社 | Square secondary battery and method of manufacturing the same |
| WO2017149949A1 (en) * | 2016-02-29 | 2017-09-08 | パナソニックIpマネジメント株式会社 | Method for manufacturing electrode body, and method for manufacturing nonaqueous electrolyte secondary battery |
| JP2019153496A (en) * | 2018-03-05 | 2019-09-12 | 株式会社エンビジョンAescジャパン | Joint device of electrode collector and electrode tab |
| JP2019175784A (en) * | 2018-03-29 | 2019-10-10 | 三洋電機株式会社 | Power storage device |
| CN112563671A (en) * | 2020-12-16 | 2021-03-26 | 张家港华捷电子有限公司 | Connection structure of lithium electricity protection shield and group battery |
| EP4024543A4 (en) * | 2019-08-30 | 2022-10-26 | Panasonic Holdings Corporation | Rectangular secondary cell and method for manufacturing same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001038475A (en) * | 1999-07-29 | 2001-02-13 | Denso Corp | Laminate joining method and battery |
| JP2009026705A (en) * | 2007-07-23 | 2009-02-05 | Toyota Motor Corp | battery |
| JP2010080393A (en) * | 2008-09-29 | 2010-04-08 | Toshiba Corp | Nonaqueous electrolyte battery |
-
2011
- 2011-05-16 JP JP2011109220A patent/JP2012243403A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001038475A (en) * | 1999-07-29 | 2001-02-13 | Denso Corp | Laminate joining method and battery |
| JP2009026705A (en) * | 2007-07-23 | 2009-02-05 | Toyota Motor Corp | battery |
| JP2010080393A (en) * | 2008-09-29 | 2010-04-08 | Toshiba Corp | Nonaqueous electrolyte battery |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013077464A (en) * | 2011-09-30 | 2013-04-25 | Gs Yuasa Corp | Power storage device |
| JP2013134893A (en) * | 2011-12-26 | 2013-07-08 | Toyota Industries Corp | Connection structure, secondary battery, and vehicle |
| JP2013161756A (en) * | 2012-02-08 | 2013-08-19 | Toyota Industries Corp | Electricity storage device and vehicle |
| JP2013206607A (en) * | 2012-03-27 | 2013-10-07 | Toyota Industries Corp | Power storage device, vehicle, and connection method |
| JP2014165073A (en) * | 2013-02-26 | 2014-09-08 | Gs Yuasa Corp | Power storage element and manufacturing method therefor |
| JP2017004775A (en) * | 2015-06-11 | 2017-01-05 | 日立オートモティブシステムズ株式会社 | Square secondary battery and method of manufacturing the same |
| US11075374B2 (en) | 2016-02-29 | 2021-07-27 | Panasonic Intellectual Property Management Co., Ltd. | Method for producing electrode assembly and method for producing nonaqueous electrolyte secondary battery |
| WO2017149949A1 (en) * | 2016-02-29 | 2017-09-08 | パナソニックIpマネジメント株式会社 | Method for manufacturing electrode body, and method for manufacturing nonaqueous electrolyte secondary battery |
| JPWO2017149949A1 (en) * | 2016-02-29 | 2018-12-27 | パナソニックIpマネジメント株式会社 | Method for manufacturing electrode body and method for manufacturing non-aqueous electrolyte secondary battery |
| JP2019153496A (en) * | 2018-03-05 | 2019-09-12 | 株式会社エンビジョンAescジャパン | Joint device of electrode collector and electrode tab |
| JP7048356B2 (en) | 2018-03-05 | 2022-04-05 | 株式会社エンビジョンAescジャパン | Joining device between electrode current collector and electrode tab |
| JP2019175784A (en) * | 2018-03-29 | 2019-10-10 | 三洋電機株式会社 | Power storage device |
| JP7453740B2 (en) | 2018-03-29 | 2024-03-21 | 三洋電機株式会社 | Power storage device |
| EP4024543A4 (en) * | 2019-08-30 | 2022-10-26 | Panasonic Holdings Corporation | Rectangular secondary cell and method for manufacturing same |
| CN112563671A (en) * | 2020-12-16 | 2021-03-26 | 张家港华捷电子有限公司 | Connection structure of lithium electricity protection shield and group battery |
| CN112563671B (en) * | 2020-12-16 | 2024-06-11 | 张家港华捷电子有限公司 | Connection structure of lithium battery protection board and battery pack |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012243403A (en) | Secondary battery | |
| JP5135368B2 (en) | Square battery and method for manufacturing the same | |
| JP3334683B2 (en) | Non-aqueous electrolyte secondary battery and method of manufacturing the same | |
| TWI466356B (en) | Battery and its manufacturing method | |
| JP4588331B2 (en) | Square battery and manufacturing method thereof | |
| JP5594901B2 (en) | Secondary battery | |
| US10050299B2 (en) | Manufacturing method of electric storage apparatus, auxiliary plate for ultrasonic welding, and electric storage apparatus | |
| JP5337586B2 (en) | Sealed battery and method for manufacturing sealed battery | |
| US8530068B2 (en) | Square battery and manufacturing method of the same | |
| JP6915616B2 (en) | Secondary battery | |
| KR101675623B1 (en) | Secondary battery and manufacturing method thereof | |
| US12176580B2 (en) | Secondary battery and method for manufacturing same | |
| JP5342090B1 (en) | Electricity storage element | |
| EP3972043B1 (en) | Terminal for secondary battery and secondary battery provided with the terminal | |
| JP6476746B2 (en) | STORAGE DEVICE, POWER SUPPLY MODULE, AND METHOD FOR MANUFACTURING STORAGE DEVICE | |
| JP6156727B2 (en) | Power storage element and power storage device | |
| JP2006344572A (en) | Electric device module manufacturing method and electric device module | |
| US20230015845A1 (en) | Terminal component and method for manufacturing the same | |
| KR20220114486A (en) | Terminal component, secondary battery and battery pack provided therewith, and method for manufacturing terminal component | |
| JP5568512B2 (en) | Square battery | |
| JP6156728B2 (en) | Power storage element and power storage device | |
| JP6380866B2 (en) | Power storage element and power storage device | |
| JP7285817B2 (en) | SEALED BATTERY AND METHOD OF MANUFACTURING SEALED BATTERY | |
| JP7599967B2 (en) | Terminal parts, secondary batteries and battery packs | |
| JPWO2019116914A1 (en) | Power storage element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140507 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140909 |