JP2012173119A - Friction testing method and friction testing device - Google Patents
Friction testing method and friction testing device Download PDFInfo
- Publication number
- JP2012173119A JP2012173119A JP2011034999A JP2011034999A JP2012173119A JP 2012173119 A JP2012173119 A JP 2012173119A JP 2011034999 A JP2011034999 A JP 2011034999A JP 2011034999 A JP2011034999 A JP 2011034999A JP 2012173119 A JP2012173119 A JP 2012173119A
- Authority
- JP
- Japan
- Prior art keywords
- test
- test body
- friction
- rolling
- test piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Abstract
Description
本発明は、鉄鋼や非鉄金属などの圧延時に工具と被圧延材との間に生じる摩耗、焼付き、肌荒れなどの損傷を実際の圧延条件に近い状態で模擬する摩擦試験方法および摩擦試験装置に関し、特に、継目無鋼管の製造における工具と被圧延材との摩擦を模擬する摩擦試験方法および摩擦試験装置に関する。 The present invention relates to a friction test method and a friction test apparatus for simulating damages such as wear, seizure, and rough skin that occur between a tool and a material to be rolled during rolling of steel and non-ferrous metals in a state close to actual rolling conditions. In particular, the present invention relates to a friction test method and a friction test apparatus for simulating friction between a tool and a material to be rolled in the production of a seamless steel pipe.
継目無鋼管、鋼板、形鋼、条鋼、線材などの圧延に使用される工具は、圧延時に被圧延材と接触しながら激しく擦れ合うので、耐摩耗性や耐焼付き性や耐肌荒れ性を有することが要求される。そのため、圧延時の工具と被圧延材との摩擦を実際の圧延条件に近い状態で模擬する摩擦試験を行い、実際に使用する工具や潤滑剤の性能を評価することが必要である。 Tools used for rolling seamless steel pipes, steel plates, section steel, strip steel, wire rods, etc., rub against each other while being in contact with the material to be rolled during rolling. Required. Therefore, it is necessary to conduct a friction test that simulates the friction between the rolling tool and the material to be rolled in a state close to the actual rolling conditions, and to evaluate the performance of the actually used tool and lubricant.
このような摩擦試験に関する従来の技術は、下記のものがある。 Conventional techniques relating to such a friction test include the following.
従来の代表的な摩擦試験としては、例えば、特許文献1に開示されるように、いわゆる転動式摩擦試験がある。
As a conventional representative friction test, for example, as disclosed in
図1は、転動式摩擦試験で用いる試験装置の概要を模式的に示す斜視図である。同図に示すように、転動式摩擦試験では、被圧延材に相当する円板状の加熱片101と、圧延ロール材(工具)に相当する円板状の試験片102を準備し、各々の軸心101X、102Xが互いに平行となるように保持しつつ、各々の外周面を互いに接触させ押し付けた状態で、加熱片101と試験片102を各々の軸心101X、102Xを中心に回転させる。試験の際、加熱片101と試験片102の回転速度を個別に調整して、加熱片101と試験片102の間の接触部に適度なスリップを付与し、これにより、摩擦を発生させる。
FIG. 1 is a perspective view schematically showing an outline of a test apparatus used in a rolling friction test. As shown in the figure, in the rolling friction test, a disk-
さらに、上記の特許文献1には、被圧延材に相当するリングと、圧延ロール材に相当するリング状試験材を準備し、高温に加熱したリングの内面とリング状試験材の外面を接触させ、その接触部に摩擦その他の摩耗する条件を与える摩擦試験方法も開示されている。
Further, in
しかし、上記特許文献1に開示されるいずれの摩擦試験方法も、摩耗に対する性能を評価することは可能であるが、例えば、継目無鋼管の穿孔圧延で使用されるロールに生じる損傷や、鋼板の圧延で使用されるロールのエッジ部に生じる損傷、特に肌荒れについて、的確に模擬することは不可能である。
However, any of the friction test methods disclosed in
また、特許文献2には、一対のロールを用いて被圧延材を圧延することによりロール材の摩擦試験を行うに際し、被圧延材に圧延方向となる前方に向けて張力を負荷しながら、一方のロールのみを駆動して他方のロールを従動させることにより、非対称圧延を行う摩擦試験方法が開示されている。この試験方法を用いた場合、実際の鋼板の圧延に近い圧延条件で試験を行えるため、鋼板の圧延で使用するロールに生じる損傷を模擬することは可能である。
Further, in
しかし、上記特許文献2に開示される摩擦試験方法でも、継目無鋼管の製造で用いる工具、例えば、穿孔圧延で使用するロールに生じる肌荒れなどの損傷を的確に模擬することは不可能である。
However, even with the friction test method disclosed in
本発明は、上記の問題に鑑みてなされたものであり、その目的は、次の特性を有する摩擦試験方法および摩擦試験装置を提供することである:
継目無鋼管の製造で用いる工具に生じる損傷を模擬することができ、実際に使用する工具や潤滑剤の性能を評価できること。
The present invention has been made in view of the above problems, and an object thereof is to provide a friction test method and a friction test apparatus having the following characteristics:
It is possible to simulate the damage that occurs in tools used in the production of seamless steel pipes, and to evaluate the performance of tools and lubricants that are actually used.
本発明の要旨は、次の通りである。 The gist of the present invention is as follows.
(I)継目無鋼管の製造における工具と被圧延材との摩擦を模擬する摩擦試験方法であって、
当該摩擦試験方法は、
円柱状の第1試験体の端面に、円柱状の第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させること、
を特徴とする摩擦試験方法。
(I) A friction test method for simulating friction between a tool and a material to be rolled in the production of a seamless steel pipe,
The friction test method is
While the outer peripheral surface of the columnar second test body is brought into contact with the end surface of the columnar first test body and both are pressed against each other, the axes of the first test body and the second test body do not cross each other. Rotating the first test body and the second test body around the respective axis centers in a state of being held in
A friction test method characterized by
この試験方法においては、第1試験体と第2試験体を回転させる前に、第1試験体および第2試験体のうちの少なくとも第1試験体を加熱する構成とすることが好ましい。 In this test method, it is preferable that at least the first test body of the first test body and the second test body is heated before rotating the first test body and the second test body.
また、上記の試験方法では、第1試験体および第2試験体のうちの少なくとも一方に回転の駆動力を与えることにより、第1試験体と第2試験体を回転させる構成とすることができる。 In the above test method, the first test body and the second test body can be rotated by applying a rotational driving force to at least one of the first test body and the second test body. .
(II)継目無鋼管の製造における工具と被圧延材との摩擦を模擬する摩擦試験装置であって、
当該摩擦試験装置は、
円柱状の第1試験体と、
円柱状の第2試験体と、を備え、
第1試験体の端面に第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させる駆動機構を備えること、
を特徴とする摩擦試験装置。
(II) A friction test apparatus that simulates friction between a tool and a material to be rolled in the production of seamless steel pipes,
The friction test apparatus
A cylindrical first specimen;
A cylindrical second test body,
In a state where the outer peripheral surface of the second test body is brought into contact with the end surface of the first test body and both are pressed against each other, the first test body and the second test body are held so that the respective axis centers do not cross each other. A driving mechanism for rotating the first test body and the second test body around the respective axes;
Friction testing device characterized by
本発明の摩擦試験方法および摩擦試験装置は、下記の顕著な効果を有する:
継目無鋼管の製造で用いる工具に生じる損傷を模擬することができ、実際に使用する工具や潤滑剤の性能を評価できること。
The friction test method and friction test apparatus of the present invention have the following significant effects:
It is possible to simulate the damage that occurs in tools used in the production of seamless steel pipes, and to evaluate the performance of tools and lubricants that are actually used.
本発明者らは、上記目的を達成するため、継目無鋼管の製造工程のうちの穿孔圧延で使用したロール、および熱間で転動式摩擦試験を行った試験片を詳細に観察したところ、それぞれの損傷形態が相違することから、その原因について鋭意検討を重ねた。その結果、下記の知見を得た。 In order to achieve the above object, the present inventors have observed in detail the rolls used in piercing and rolling in the production process of seamless steel pipes, and test pieces that have been subjected to hot rolling friction test. Since each form of damage is different, we have intensively studied the cause. As a result, the following knowledge was obtained.
(A)転動式摩擦試験の場合、工具としてのロール材に相当する試験片の回転方向と、被圧延材に相当する加熱片の回転方向が一致する。そのため、例えば、試験片(ロール)上に生成した焼付き物によって加熱片(被圧延材)上に生じる疵は、同一円周上に繰り返し生じることになる。これにより、加熱片上および試験片上の疵は、線状に繋がったような形態になるか、または先の周回で生じた疵が次の周回で生じる疵により掻き消される形態となる。 (A) In the case of a rolling friction test, the rotation direction of a test piece corresponding to a roll material as a tool matches the rotation direction of a heating piece corresponding to a material to be rolled. Therefore, for example, wrinkles generated on the heated piece (rolled material) due to the seizure generated on the test piece (roll) are repeatedly generated on the same circumference. Thereby, the wrinkles on the heating piece and the test piece are in a form that is connected linearly, or the wrinkles generated in the previous round are scraped off by the wrinkles generated in the next round.
これに対し、穿孔圧延の場合は、ロールの回転方向と被圧延材の延伸方向が異なる。そのため、例えば、ロール上に生成した焼付き物によって被圧延材上に疵が生じ、この疵の箇所が次の周回で擦れ合う確率は極めて低くなり、被圧延材上およびロール上に生じる疵の方向は、ロールの回転方向と大きくずれる。これにより、実際のロールでは、疵は一つ一つ独立した形態で生じる。 On the other hand, in the case of piercing and rolling, the rotating direction of the roll and the extending direction of the material to be rolled are different. Therefore, for example, wrinkles are generated on the material to be rolled due to seizures generated on the roll, and the probability that the portions of the wrinkles will rub in the next round becomes extremely low, , Greatly deviate from the rotation direction of the roll. Thereby, in an actual roll, wrinkles occur in an independent form.
図2は、実際の穿孔圧延で使用したロールの外周面を拡大して示す外観図である。同図に示すように、穿孔圧延で使用したロールの外周面には、被圧延材との著しい接触によって肌荒れの損傷が生じている。この損傷(肌荒れ)は、ロールの回転方向(図2では上下方向)より傾斜して一つ一つが独立したすじ状の疵の集合である。 FIG. 2 is an external view showing an enlarged outer peripheral surface of a roll used in actual piercing and rolling. As shown in the drawing, rough skin damage is caused on the outer peripheral surface of the roll used in piercing and rolling due to remarkable contact with the material to be rolled. This damage (rough skin) is a set of streak-like wrinkles that are inclined one by one from the rotation direction of the roll (vertical direction in FIG. 2).
これらのことから、穿孔圧延で使用するロールのように、工具の回転方向が被圧延材の延伸方向と異なる場合に生じる損傷は、転動式摩擦試験のように、各試験片の回転方向が一致する場合に生じる損傷とは異なった形態となる。 From these facts, the damage that occurs when the rotation direction of the tool is different from the stretching direction of the material to be rolled, such as the roll used in piercing and rolling, is the rotation direction of each test piece as in the rolling friction test. It will have a different form than the damage that occurs when they match.
(B)実際の穿孔圧延では、被圧延材とロールの接触時間が長いため、ロールの表面温度が高温になる。そのため、ロール表層の強度および硬度が低下し、損傷を受けやすい状態になる。これに対し、摩擦試験の場合、評価対象の試験片の寸法が小さく接触時間が短いため、ロールに相当する試験片の温度は実際のロールほど上昇しない。このことから、摩擦試験でロールに相当する試験片の表面に生成する損傷は、実際の場合と比較して軽微になりやすく、実際のロールの損傷を模擬しているとは言い難い。 (B) In actual piercing and rolling, since the contact time between the material to be rolled and the roll is long, the surface temperature of the roll becomes high. Therefore, the strength and hardness of the roll surface layer are lowered, and the roll is easily damaged. On the other hand, in the friction test, since the dimension of the test piece to be evaluated is small and the contact time is short, the temperature of the test piece corresponding to the roll does not rise as much as the actual roll. For this reason, the damage generated on the surface of the test piece corresponding to the roll in the friction test tends to be minor compared to the actual case, and it is difficult to say that the damage of the actual roll is simulated.
本発明は、上記の(A)および(B)の知見に基づき完成させたものである。すなわち、本発明の摩擦試験方法は、継目無鋼管の製造を前提とし、穿孔圧延、延伸圧延、定径圧延などで用いるロールのような工具の損傷を模擬するため、上記の通り、被圧延材を想定した円柱状の第1試験体の端面に、工具を想定した円柱状の第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させることを特徴とする。 The present invention has been completed based on the above findings (A) and (B). That is, the friction test method of the present invention presupposes the production of seamless steel pipes, and simulates damage to tools such as rolls used in piercing rolling, stretching rolling, constant diameter rolling, etc. The first test body and the second test body are brought into contact with the outer peripheral surface of the cylindrical second test body assuming the tool and pressed against each other with the end face of the cylindrical first test body assuming The first test body and the second test body are rotated around the respective axis centers in a state where the axis centers are held so as not to cross each other.
また、本発明の摩擦試験装置は、同じく継目無鋼管の製造を前提とし、その製造工程で用いる工具の損傷を模擬するため、被圧延材を想定した円柱状の第1試験体と、工具を想定した円柱状の第2試験体と、を備え、第1試験体の端面に第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させる駆動機構を備えることを特徴とする。 In addition, the friction test apparatus of the present invention is premised on the production of seamless steel pipes, and in order to simulate the damage of the tool used in the production process, a cylindrical first test body assuming a material to be rolled and a tool An assumed cylindrical second test body, the outer peripheral surface of the second test body is brought into contact with the end face of the first test body and the two are pressed against each other, and the first test body and the second test body are moved to each other. A drive mechanism is provided for rotating the first test body and the second test body around the respective axis centers while holding the axes so as not to cross each other.
以下に、本発明の摩擦試験方法および摩擦試験装置の好ましい態様について説明する。 Below, the preferable aspect of the friction test method and friction test apparatus of this invention is demonstrated.
図3は、本発明の摩擦試験方法を適用できる摩擦試験装置の概要を模式的に示す図であり、同図(a)は斜視図を、同図(b)は平面図をそれぞれ示す。同図に示すように、摩擦試験装置は、いずれも円柱状に形成された第1試験体1と第2試験体2を評価対象とする。第1試験体1は、継目無鋼管の製造で圧延される被圧延材、例えば穿孔圧延で圧延されるビレットを想定したものである。第2試験体2は、継目無鋼管の製造で用いる工具、例えば、穿孔圧延でビレットの外周面を拘束するロールを想定したものである。
FIG. 3 is a diagram schematically showing an outline of a friction test apparatus to which the friction test method of the present invention can be applied. FIG. 3A is a perspective view and FIG. 3B is a plan view. As shown in the figure, the friction test apparatus uses a
摩擦試験装置は、第1試験体1の端面に第2試験体2の外周面を接触させた状態に保持し、さらに、第1試験体1の軸心1Xと第2試験体2の軸心2Xが互いに交差しないように、第1試験体1の径方向に対し、第2試験体2の軸心2Xを所定の角度θで傾けた状態に保持する。なお、ここでいう軸心1X、2Xとは、それぞれの試験体1、2の存在領域のみならず、試験体1、2からの延長線上も含む概念である。そして、摩擦試験装置は、第1試験体1と第2試験体2を互いに接触する方向に押し付け、この状態で、第1試験体1を自身の軸心1Xを中心に回転させ、第2試験体2を自身の軸心2Xを中心に回転させる。これにより、第1試験体1と第2試験体2は互いの接触部で摺動し、摩擦が発生する。このとき、第1試験体1と第2試験体2との接触部においては、第2試験体2の軸心2Xが第1試験体1の径方向に対し傾斜して配置されていることに伴って、第1試験体1と第2試験体2は、各々の回転方向がずれた状態で摺動するようになる。
The friction test device holds the outer peripheral surface of the
このような摩擦試験装置を用いた摩擦試験方法によれば、第1試験体1(被圧延材)と第2試験体2(工具)との接触部で各々の回転方向がずれていることから、工具としてのロールの回転方向と被圧延材の延伸方向が異なる穿孔圧延の場合と同様に、接触部に生じる疵は、一つ一つ独立した形態で生じるようになる。このため、継目無鋼管の製造で用いる工具に生じる損傷を模擬することができ、その結果として、実際の圧延条件に近い状態で、実際に使用する工具や潤滑剤の性能を評価することが可能になる。 According to the friction test method using such a friction test apparatus, each rotation direction is shifted at the contact portion between the first test body 1 (rolled material) and the second test body 2 (tool). As in the case of piercing and rolling in which the rotation direction of the roll as the tool and the drawing direction of the material to be rolled are different, wrinkles generated in the contact portion are generated in an independent form one by one. For this reason, it is possible to simulate the damage that occurs in tools used in the production of seamless steel pipes, and as a result, it is possible to evaluate the performance of tools and lubricants that are actually used under conditions close to actual rolling conditions. become.
本発明では、第1試験体1の径方向に対する第2試験体2の軸心2Xの傾斜角度θは、実際の圧延条件を考慮して、自由に設定することができる。ただし、傾斜角度θが0°の場合は、第1試験体1の軸心1Xと第2試験体2の軸心2Xが互いに交差し、第1試験体1と第2試験体2との接触部で各々の回転方向が一致することから、接触部に生じる疵は、従来の転動式摩擦試験の場合と同様の形態で生じる。このため、傾斜角度θは、0°に設定するのは適当でなく、好ましくは、5〜90°の範囲内に設定する。傾斜角度を5°未満に設定すると、0°に設定した場合と同様、疵の形態が独立したものとならない場合があるためである。一方、上限は規定する理由はないが、90°を超える傾斜角度に設定しても摺動方向が変わるだけなのでロールの回転方向を変更すれば同じ結果となることから、装置が大きくなるだけで無意味である。
In the present invention, the inclination angle θ of the
また、摩擦試験に際し、第1試験体1と第2試験体2を互いに押し付けるためには、いずれか一方に外力を加えてもよいし、両方に外力を加えてもよい。この押し付け荷重も、実際の圧延条件を考慮して、自由に設定することができ、試験中に増減させることもできる。さらに、摩擦試験に際し、第1試験体1と第2試験体2を回転させるためには、いずれか一方に回転の駆動力を与えて他方を従動させてもよいし、両方に回転の駆動力を与えてもよい。
Further, in the friction test, in order to press the
また、本発明では、実際の圧延条件を考慮し、第1試験体1と第2試験体2を回転させる試験を実施する前に、第1試験体1(被圧延材)を所定の温度に加熱しておくことが好ましい。実際の圧延条件に近づくからである。これに加え、第2試験体2(工具)も加熱しておくことが好ましい。より一層、実際の圧延条件に近づくからである。
Further, in the present invention, in consideration of actual rolling conditions, the first test body 1 (rolled material) is brought to a predetermined temperature before the test for rotating the
その他に、上記の実施形態では、第1試験体は被圧延材を想定し、第2試験体は工具を想定したものとして説明したが、逆に第1試験体が工具を想定し、第2試験体が被圧延材を想定したものであっても構わない。 In addition, in the above embodiment, the first test body is assumed to be a material to be rolled and the second test body is assumed to be a tool, but conversely the first test body is assumed to be a tool, The specimen may be a material that assumes a material to be rolled.
本発明による効果を確認するため、前記図3に示す摩擦試験装置を用いて摩擦試験を行った。また、比較のために、下記の図4に示す摩擦試験装置を用いて摩擦試験を行った。 In order to confirm the effect of the present invention, a friction test was performed using the friction test apparatus shown in FIG. For comparison, a friction test was performed using a friction test apparatus shown in FIG.
図4は、実施例で比較のために用いた摩擦試験装置の概要を模式的に示す図であり、同図(a)は斜視図を、同図(b)は平面図をそれぞれ示す。同図に示す比較例で用いた摩擦試験装置は、前記図3に示す本発明例で用いた摩擦試験装置と比較し、第1試験体1の端面に第2試験体2の外周面を接触させて両者を互いに押し付けつつ、第1試験体1と第2試験体2を各々の軸心1X、2Xを中心に回転させる点で共通するが、第1試験体1の軸心1Xと第2試験体2の軸心2Xが互いに交差する点、すなわち第1試験体1の径方向に対する第2試験体2の軸心2Xの傾斜角度が0°である点で相違する。
4A and 4B are diagrams schematically showing an outline of a friction test apparatus used for comparison in the examples. FIG. 4A is a perspective view and FIG. 4B is a plan view. The friction test apparatus used in the comparative example shown in the figure is in contact with the outer peripheral surface of the
[試験体]
第1試験体の材質および寸法形状は、下記の通りである。
・材質:SUS304
・寸法:直径100mm、厚さ30mm
第2試験体の材質および寸法形状は、下記の通りである。
・材質:特開平10−81937号公報に記載された鍛造ロール用高炭素合金
・寸法:直径70mm、厚さ20mm
[Specimen]
The material and dimensions of the first test specimen are as follows.
・ Material: SUS304
・ Dimensions: Diameter 100mm, thickness 30mm
The material and dimensions of the second specimen are as follows.
-Material: High carbon alloy for forging rolls described in JP-A-10-81937-Dimensions: 70 mm diameter, 20 mm thickness
[試験条件]
下記の表1に試験条件を示す。
[Test conditions]
The test conditions are shown in Table 1 below.
同表に示すように、第1試験体は、予め高周波加熱により1000℃に加熱して試験に供した。第2試験体は、予め高周波加熱により800℃に加熱して試験に供するか、または加熱することなく室温状態のままで試験に供した。また、第1試験体と第2試験体との押し付け荷重は、200Nから始めて30秒毎に200Nずつ増加させ、最終的に最大で3000Nまで増加させた場合と、初期から3000Nを一定に負荷する場合の2条件とした。第1試験体の径方向に対する第2試験体の軸心の傾斜角度は、本発明例1〜4では30°とし、比較例1、2では上記の通りに0°とした。 As shown in the same table, the first specimen was preliminarily heated to 1000 ° C. by high-frequency heating and used for the test. The second specimen was preliminarily heated to 800 ° C. by high-frequency heating and subjected to the test, or was subjected to the test while being kept at room temperature without being heated. In addition, the pressing load between the first test body and the second test body is increased by 200N every 30 seconds starting from 200N, and finally increased to 3000N at the maximum, and 3000N is constantly applied from the initial stage. Two conditions were used. The inclination angle of the axis of the second test body with respect to the radial direction of the first test body was 30 ° in Examples 1-4 of the present invention, and 0 ° as described above in Comparative Examples 1 and 2.
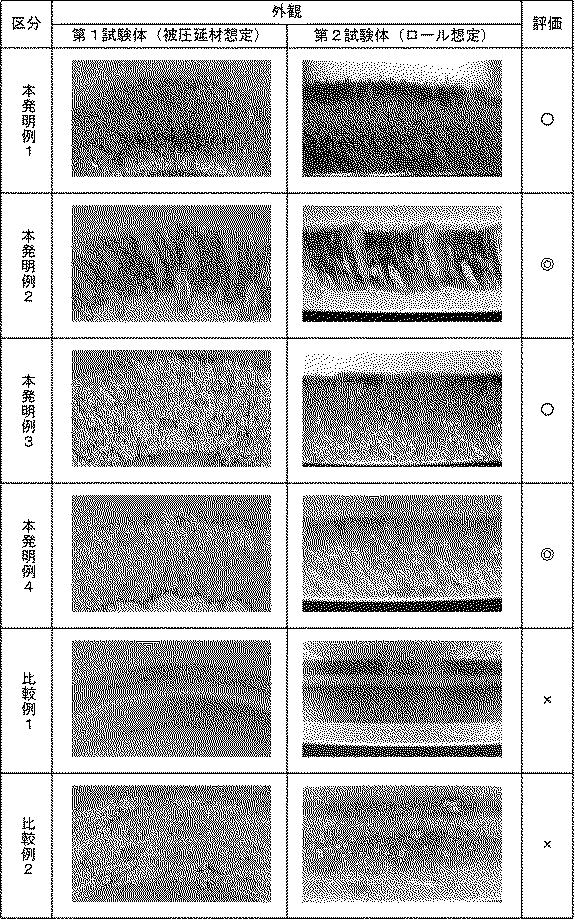
そして、本発明例1〜4および比較例1、2の各条件での摩擦試験後に、それぞれの第1試験体と第2試験体の接触部を観察し、その外観から損傷の状況を調査した。 And after the friction test in each conditions of this invention examples 1-4 and comparative examples 1 and 2, the contact part of each 1st test body and a 2nd test body was observed, and the condition of damage was investigated from the appearance. .
[試験結果]
図5は、実施例での摩擦試験結果をまとめた図である。同図では、本発明例1〜4および比較例1、2の各試験条件に区分し、それぞれ試験後における第1試験体と第2試験体の接触部の外観を拡大して示している。同図中で、「評価」の欄の記号の意味は次の通りである。
◎:優。継目無鋼管の圧延で実際に生じる損傷と似た大きな損傷が認められたことを示す。
○:良。継目無鋼管の圧延で実際に生じる損傷と似た軽微な損傷が認められたことを示す。
×:不可。継目無鋼管の圧延で実際に生じる損傷と似た損傷が認められなかったことを示す。
[Test results]
FIG. 5 is a table summarizing the friction test results in the examples. In the same figure, the test conditions of Invention Examples 1 to 4 and Comparative Examples 1 and 2 are classified, and the appearance of the contact portion between the first test body and the second test body after the test is shown enlarged. In the figure, the meanings of the symbols in the “evaluation” column are as follows.
A: Excellent. It shows that large damage similar to that actually caused by rolling seamless steel pipes was observed.
○: Good. This shows that minor damage similar to that actually caused by rolling seamless steel pipes was observed.
×: Impossible. This shows that no damage similar to that actually caused by rolling seamless steel pipes was found.
図5に示す結果から次のことが示される。比較例1の場合は、試験中に、第1試験体と第2試験体との接触部で各々の回転方向が一致し、さらに、第1試験体と第2試験体の相対速度差が小さいこともあいまって、焼付きが発生することなく、損傷が生じなかった。 The following is shown from the results shown in FIG. In the case of Comparative Example 1, during the test, the respective rotation directions coincide at the contact portion between the first test body and the second test body, and the relative speed difference between the first test body and the second test body is small. In addition, no seizure occurred and no damage occurred.
比較例2の場合は、比較例1の場合よりも第1試験体と第2試験体の相対速度差が大いため、焼付きが発生し、第1試験体の接触部が摩耗したものの、第2試験体は接触部に材料が凝着しただけであり、損傷が生じなかった。 In the case of Comparative Example 2, since the relative speed difference between the first test body and the second test body was larger than that in Comparative Example 1, seizure occurred and the contact portion of the first test body was worn. Two specimens had only material adhered to the contact area and no damage occurred.
これに対し、本発明例1〜4の場合は、いずれも第2試験体の接触部に、実際のロールに生じる肌荒れと似た損傷が生じた。特に、本発明例1〜4のうちで、第2試験体を加熱した実施例2、4の場合は、それを加熱しなかった本発明例1、3の場合よりも、第2試験体の接触部に生じた損傷が大きく、より実際の圧延に近い損傷状態であった。 On the other hand, in the case of each of the inventive examples 1 to 4, damage similar to rough skin occurring in the actual roll occurred in the contact portion of the second test body. In particular, among Examples 1 to 4 of the present invention, in the case of Examples 2 and 4 in which the second test body was heated, the second test body was compared to the cases of Inventive Examples 1 and 3 in which it was not heated. The damage that occurred in the contact area was large, and the damage state was closer to that of actual rolling.
本発明は、継目無鋼管の製造で実際に使用する工具や潤滑剤の性能を評価することに有効に利用できる。 The present invention can be effectively used for evaluating the performance of tools and lubricants actually used in the production of seamless steel pipes.
1:第1試験体、 1X:第1試験体の軸心、
2:第2試験体、 2X:第2試験体の軸心
1: the first specimen, 1X: the axis of the first specimen,
2: Second specimen, 2X: Axis of second specimen
Claims (4)
当該摩擦試験方法は、
円柱状の第1試験体の端面に、円柱状の第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させること、
を特徴とする摩擦試験方法。 A friction test method for simulating friction between a tool and a material to be rolled in the production of a seamless steel pipe,
The friction test method is
While the outer peripheral surface of the columnar second test body is brought into contact with the end surface of the columnar first test body and both are pressed against each other, the axes of the first test body and the second test body do not cross each other. Rotating the first test body and the second test body around the respective axis centers in a state of being held in
A friction test method characterized by
を特徴とする請求項1に記載の摩擦試験方法。 Heating at least the first specimen of the first specimen and the second specimen before rotating the first specimen and the second specimen;
The friction test method according to claim 1, wherein:
を特徴とする請求項1または2に記載の摩擦試験方法。 Rotating the first test body and the second test body by applying a rotational driving force to at least one of the first test body and the second test body;
The friction test method according to claim 1 or 2.
当該摩擦試験装置は、
円柱状の第1試験体と、
円柱状の第2試験体と、を備え、
第1試験体の端面に第2試験体の外周面を接触させて両者を互いに押し付けつつ、第1試験体と第2試験体を各々の軸心が互いに交差しないように保持した状態で、第1試験体と第2試験体を各々の軸心を中心に回転させる駆動機構を備えること、
を特徴とする摩擦試験装置。 A friction test apparatus for simulating friction between a tool and a material to be rolled in the production of a seamless steel pipe,
The friction test apparatus
A cylindrical first specimen;
A cylindrical second test body,
In a state where the outer peripheral surface of the second test body is brought into contact with the end surface of the first test body and both are pressed against each other, the first test body and the second test body are held so that the respective axis centers do not cross each other. A driving mechanism for rotating the first test body and the second test body around the respective axes;
Friction testing device characterized by
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034999A JP2012173119A (en) | 2011-02-21 | 2011-02-21 | Friction testing method and friction testing device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011034999A JP2012173119A (en) | 2011-02-21 | 2011-02-21 | Friction testing method and friction testing device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012173119A true JP2012173119A (en) | 2012-09-10 |
Family
ID=46976160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011034999A Pending JP2012173119A (en) | 2011-02-21 | 2011-02-21 | Friction testing method and friction testing device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012173119A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677764A (en) * | 2015-03-04 | 2015-06-03 | 中国石油大学(北京) | Friction wear test device |
| CN108267376A (en) * | 2017-12-15 | 2018-07-10 | 江苏师范大学 | A kind of skid twisting experimental device |
| CN108827811A (en) * | 2018-06-14 | 2018-11-16 | 江苏师范大学 | Four bar skid twisting experimental devices |
| CN109883873A (en) * | 2019-03-27 | 2019-06-14 | 辽宁科技大学 | A kind of side seal board fretting wear Detecting data and experimental method |
| CN111929234A (en) * | 2020-09-24 | 2020-11-13 | 成都理工大学 | Device for measuring friction coefficient of drilling plugging material |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034333A (en) * | 1958-06-30 | 1962-05-15 | Marsh Wall Products Inc | Gauging device |
| JPS56150326A (en) * | 1980-04-22 | 1981-11-20 | Kubota Ltd | Method and device for high-temperature abrasion test |
| JPH01210848A (en) * | 1988-02-18 | 1989-08-24 | Hitachi Metals Ltd | Method and device for abrasion test of rolled material |
| JPH0555045U (en) * | 1991-12-25 | 1993-07-23 | 三井造船株式会社 | Rolling wear tester |
| JPH0634507A (en) * | 1992-07-17 | 1994-02-08 | Yokohama Rubber Co Ltd:The | Wear test device |
| JPH08233715A (en) * | 1995-02-28 | 1996-09-13 | Isuzu Motors Ltd | Method and apparatus for testing abrasion |
| JPH1081937A (en) * | 1996-06-28 | 1998-03-31 | Taiheiyo Seiko Kk | Forging roll for seamless steel tube and its production |
| JP2000002640A (en) * | 1998-06-15 | 2000-01-07 | Hitachi Ltd | Abrasion testing method and machine and abrasion evaluation facility |
| JP2004053482A (en) * | 2002-07-22 | 2004-02-19 | Sumitomo Rubber Ind Ltd | Abrasion testing method of tire |
| JP2006300725A (en) * | 2005-04-20 | 2006-11-02 | Yokohama Rubber Co Ltd:The | Method of testing tire wear |
-
2011
- 2011-02-21 JP JP2011034999A patent/JP2012173119A/en active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034333A (en) * | 1958-06-30 | 1962-05-15 | Marsh Wall Products Inc | Gauging device |
| JPS56150326A (en) * | 1980-04-22 | 1981-11-20 | Kubota Ltd | Method and device for high-temperature abrasion test |
| JPH01210848A (en) * | 1988-02-18 | 1989-08-24 | Hitachi Metals Ltd | Method and device for abrasion test of rolled material |
| JPH0555045U (en) * | 1991-12-25 | 1993-07-23 | 三井造船株式会社 | Rolling wear tester |
| JPH0634507A (en) * | 1992-07-17 | 1994-02-08 | Yokohama Rubber Co Ltd:The | Wear test device |
| JPH08233715A (en) * | 1995-02-28 | 1996-09-13 | Isuzu Motors Ltd | Method and apparatus for testing abrasion |
| JPH1081937A (en) * | 1996-06-28 | 1998-03-31 | Taiheiyo Seiko Kk | Forging roll for seamless steel tube and its production |
| JP2000002640A (en) * | 1998-06-15 | 2000-01-07 | Hitachi Ltd | Abrasion testing method and machine and abrasion evaluation facility |
| JP2004053482A (en) * | 2002-07-22 | 2004-02-19 | Sumitomo Rubber Ind Ltd | Abrasion testing method of tire |
| JP2006300725A (en) * | 2005-04-20 | 2006-11-02 | Yokohama Rubber Co Ltd:The | Method of testing tire wear |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104677764A (en) * | 2015-03-04 | 2015-06-03 | 中国石油大学(北京) | Friction wear test device |
| CN108267376A (en) * | 2017-12-15 | 2018-07-10 | 江苏师范大学 | A kind of skid twisting experimental device |
| CN108827811A (en) * | 2018-06-14 | 2018-11-16 | 江苏师范大学 | Four bar skid twisting experimental devices |
| CN108827811B (en) * | 2018-06-14 | 2021-02-19 | 江苏师范大学 | Four-rod rolling sliding-twisting experimental device |
| CN109883873A (en) * | 2019-03-27 | 2019-06-14 | 辽宁科技大学 | A kind of side seal board fretting wear Detecting data and experimental method |
| CN111929234A (en) * | 2020-09-24 | 2020-11-13 | 成都理工大学 | Device for measuring friction coefficient of drilling plugging material |
| CN111929234B (en) * | 2020-09-24 | 2020-12-15 | 成都理工大学 | Device for measuring friction coefficient of drilling plugging material |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012173119A (en) | Friction testing method and friction testing device | |
| CN109366090B (en) | Remanufacturing and repairing process for heavy-duty universal shaft roller end shaft sleeve | |
| JP6701675B2 (en) | Ring-shaped member roundness correction method, ring-shaped member manufacturing method, and mechanical device manufacturing method | |
| CN100406144C (en) | Cold rolling process for metal tubes | |
| JP2013169563A (en) | Ring rolling method | |
| DS et al. | Preparation of plasticine material for analogue modelling | |
| JP5803606B2 (en) | Manufacturing method of electric sewing tube and knurl processing jig | |
| JP5459347B2 (en) | Round billet for seamless metal pipe and method for producing seamless metal pipe | |
| CN108080886A (en) | A kind of processing method of bearing washer | |
| JP2009233732A (en) | Ring rolling method of ring-shaped product having complicated surface shape of axial cross section | |
| CN100393433C (en) | Cold rolling process for metal tubes | |
| JP2009108995A (en) | Method for manufacturing outer ring for two-split bearing | |
| JPS63220939A (en) | Forging method | |
| PL223468B1 (en) | Method for reducing hollow forgings | |
| JP3082678B2 (en) | Manufacturing method of small diameter seamless metal pipe | |
| JP2006315054A (en) | Method for hot-manufacturing seamless metallic tube by elongation rolling | |
| JP2008105062A (en) | Manufacturing method of electric welded tube having excellent characteristic of weld zone | |
| CN108568461A (en) | The Thermal expansion method of cobalt base superalloy conical ring rolled piece | |
| JP2014024179A (en) | Method of manufacturing bar steel product | |
| JPH06269842A (en) | Drawing method for coil shaped steel tube | |
| RU2531077C2 (en) | Production of mandrels for pipe rolling mills | |
| JP5907961B2 (en) | Bearing ring manufacturing method, bearing ring, and bearing | |
| CN104624753B (en) | For manufacturing the round steel thermal flexure device and its using method of ship's outfit | |
| PL238842B1 (en) | Method for rolling of shaft forgings | |
| JP4453082B2 (en) | Piercing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20121011 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20140425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140805 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141202 |