JP2012149365A - Warp feeding method and device in loom - Google Patents
Warp feeding method and device in loom Download PDFInfo
- Publication number
- JP2012149365A JP2012149365A JP2011010858A JP2011010858A JP2012149365A JP 2012149365 A JP2012149365 A JP 2012149365A JP 2011010858 A JP2011010858 A JP 2011010858A JP 2011010858 A JP2011010858 A JP 2011010858A JP 2012149365 A JP2012149365 A JP 2012149365A
- Authority
- JP
- Japan
- Prior art keywords
- warp
- motor
- tension
- feeding
- value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/002—Avoiding starting marks
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D49/00—Details or constructional features not specially adapted for looms of a particular type
- D03D49/04—Control of the tension in warp or cloth
- D03D49/06—Warp let-off mechanisms
- D03D49/10—Driving the warp beam to let the warp off
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D49/00—Details or constructional features not specially adapted for looms of a particular type
- D03D49/04—Control of the tension in warp or cloth
- D03D49/20—Take-up motions; Cloth beams
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D51/00—Driving, starting, or stopping arrangements; Automatic stop motions
- D03D51/005—Independent drive motors
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Abstract
Description
本発明は、織機停止時の経糸送りに関し、特に、経糸送り操作中に経糸の張力を所望の状態に維持する技術に関する。 The present invention relates to warp feeding when a loom stops, and more particularly to a technique for maintaining a warp tension in a desired state during a warp feeding operation.
一般に、製織時の織機は、経糸の送出装置(以下、単に「送出装置」ともいう。)により経糸を送り出すとともに、製織された織布を織布の巻取装置(以下、単に「巻取装置」ともいう。)により巻き取るが、製織時以外にも経糸を送る操作が行われる場合がある。なお、以下、経糸を送出装置側に送る操作のことを織機を「逆転」させるともいい、巻取装置側に送る操作のことを織機を「正転」させるともいう。 Generally, a loom during weaving sends out warp yarns with a warp sending device (hereinafter also simply referred to as “feeding device”), and the woven fabric is taken up with a weaving device (hereinafter simply referred to as “winding device”). In some cases, an operation of sending a warp may be performed other than during weaving. Hereinafter, the operation of sending the warp to the delivery device side is also referred to as “reversing” the loom, and the operation of sending the warp to the winding device side is also referred to as “forward rotation” of the loom.
例えば、緯入れミスの修復時等に行われる織機の寸動逆転のように、緯糸1〜2本分程度だけ織前位置(経糸)を送出装置側に戻す操作がある。また、その操作とは別に、送出装置及び巻取装置を駆動して経糸を数十cmあるいは数mに亘って送る操作(以下、このような操作を「経糸送り(操作)」という。)が行われる場合がある。 For example, there is an operation of returning the pre-weaving position (warp) to the delivery device side by about one or two wefts, such as inversion of the weaving of the loom performed at the time of repairing a weft insertion error. In addition to the operation, there is an operation of driving the feeding device and the winding device to feed the warp over several tens of centimeters or several meters (hereinafter, such an operation is referred to as “warp feed (operation)”). It may be done.
このような経糸送り操作の一つとして、例えば、タイヤコード織物におけるスダレ織り部分のような緯糸密度の粗い織物を製織する織機における疵戻し操作がある。疵戻し操作とは、製織された織布中に品質上許容できない織り疵が発見された場合、修復のために織機を逆転させてその織り疵部分を織前位置まで戻す操作である。 As one of such warp feeding operations, for example, there is a rewinding operation in a loom for weaving a woven fabric having a coarse weft density such as a stale weaving portion in a tire cord fabric. The rewinding operation is an operation in which when a weaving wad unacceptable in quality is found in the woven fabric, the loom is reversed to restore the weaving portion to a pre-weaving position for repair.
前記緯糸密度の粗い織物は、経糸による緯糸の保持が弱いため、織機の逆転をともなう経糸の開口動作を行うこと無く製織された織布部分から緯糸を抜くことができる。したがって、緯糸密度の粗い織物を製織する織機の疵戻し操作の場合では、織り疵部分までの緯糸を事前に織布部分から抜いて除去した後、送出装置及び巻取装置のみを逆転方向へ連続駆動して経糸を送出装置側へ送る操作、すなわち経糸送り操作が行われる。なお、通常の織機の疵戻し操作では、織機を寸動逆転させつつ開口装置によって経糸を開口させて緯糸を織布部分から抜く作業を複数回行う。 Since the woven fabric having a low weft density is weak in holding the weft by the warp, the weft can be pulled out from the woven fabric portion without performing the opening operation of the warp with the reverse of the loom. Therefore, in the case of a weaving operation of a loom that weaves a fabric with a coarse weft density, after removing the weft yarn up to the weaving portion from the weaving portion in advance, only the feeding device and the winding device are continued in the reverse direction. An operation of driving and sending the warp to the delivery device side, that is, a warp feeding operation is performed. In a normal weaving operation of the loom, the operation of opening the warp yarn by the opening device and removing the weft yarn from the woven fabric portion is performed a plurality of times while reversing the loom.
また、他の経糸送り操作としては、例えば、織機の機掛け時等において、送出装置及び巻取装置のみを正転方向へ連続駆動して経糸を連続的に巻取装置側へ送る操作がある。このように、経糸送り操作には、経糸を送出装置側へ送る場合と、巻取装置側へ送る場合とがある。 In addition, as another warp feeding operation, for example, when the loom is running, there is an operation of continuously driving only the feeding device and the winding device in the normal rotation direction to continuously send the warp to the winding device side. . Thus, the warp feeding operation includes a case where the warp is sent to the feeding device side and a case where the warp is sent to the winding device side.
さて、織機における経糸送り操作に関する従来技術として、特許文献1に開示されたものがある。その従来技術は、機(仕)掛け時における織成装置側(巻取装置側)への経糸の移送(経糸送り操作)に関し、織機の主駆動モータとは独立した送り出しモータ及び巻き取りモータを正転駆動して経糸の移送を行うと共に、張力制御を行い、一定張力で経糸の移送を行っている。更に、経糸の移送中に経糸の張力が設定張力を超えた場合は、送り出しモータ及び巻き取りモータを停止している。
As a conventional technique related to a warp feeding operation in a loom, there is one disclosed in
なお、上記従来技術では、経糸送り操作時において、巻き取りモータは予め設定された一定の回転速度で駆動され、上記張力制御は、検出された経糸の検出張力と設定された基準張力との偏差(張力偏差)に基づいて送り出しモータが速度制御されることにより行われている。すなわち、従来技術では、送り出しモータのみを制御することにより、経糸の張力を一定に維持しようと試みている。 In the above prior art, during the warp feeding operation, the take-up motor is driven at a preset constant rotational speed, and the tension control is performed by the deviation between the detected detected tension of the warp and the set reference tension. This is done by controlling the speed of the feed motor based on (tension deviation). That is, in the prior art, an attempt is made to keep the warp tension constant by controlling only the feeding motor.
しかし、この従来技術の場合、送り出しモータの速度が発生した張力偏差に応じて制御されるため、一時的に大きな張力偏差が発生したとき、特に、検出張力値が基準張力値を大きく上回る張力偏差が生じたとき、それに応じて送り出しモータが大きく増速制御されることになる。その為、その制御の結果として張力が低下して張力偏差は解消されるが、偏差発生時における速度変化量(増速量)が大きいため、偏差が解消された後に送り出しモータの回転速度を巻取モータの回転速度に応じた回転速度に戻す制御が間に合わず、逆に経糸の張力が基準張力値を超えて高まる方向に変化してしまう。その結果、制御にハンチングが生じて張力が基準張力値に安定するまでに時間を要してしまう。 However, in the case of this prior art, the speed of the feed motor is controlled according to the generated tension deviation, so when a large tension deviation occurs temporarily, especially when the detected tension value greatly exceeds the reference tension value. When this occurs, the feed motor is controlled to greatly increase the speed accordingly. Therefore, as a result of the control, the tension decreases and the tension deviation is eliminated. However, since the speed change amount (acceleration quantity) is large when the deviation occurs, the rotational speed of the feed motor is wound after the deviation is eliminated. Control to return to the rotational speed corresponding to the rotational speed of the take-up motor is not in time, and conversely, the warp tension changes in a direction of increasing beyond the reference tension value. As a result, hunting occurs in the control, and time is required until the tension is stabilized at the reference tension value.
そこで、本発明の課題は、織機が停止した状態で行われる経糸を連続的に送る経糸送り操作時において、経糸の張力を所望の状態に維持する制御が安定して行われるようにすることである。 Accordingly, an object of the present invention is to stably perform control for maintaining the tension of the warp in a desired state during the warp feeding operation in which the warp is continuously sent while the loom is stopped. is there.
前記課題のもとに、本発明は、織機における経糸送り方法および装置を以下のように構成した。すなわち、本発明の経糸送り方法は、送出装置及び巻取装置が織機の主駆動モータとは独立した送出モータ及び巻取モータを駆動源とする織機において、前記主駆動モータを停止した状態で前記送出モータ及び前記巻取モータを駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ及び前記巻取モータを制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行する。 Based on the above-mentioned problems, the present invention has a warp feeding method and apparatus in a loom configured as follows. That is, the warp feeding method of the present invention is a loom in which the feeding device and the winding device are driven by the feeding motor and the winding motor independent of the main driving motor of the weaving machine, while the main driving motor is stopped. The warp feeding operation is performed by driving the feeding motor and the winding motor, and the warp tension is detected during the warp feeding operation, and the warp tension value based on the detection is compared with a preset reference value of the warp tension. When the warp tension value deviates from the reference value, the tension control for returning the warp tension to the reference value is executed according to a control mode set in advance with the feeding motor and the winding motor as control targets. To do.
なお、「(検出に基づく)経糸張力値」は、検出値そのものに限らず、検出値から求められた平均値等も含む。また、「経糸張力の基準値」は、特定の値に限らず、上限値と下限値とを有する範囲(許容範囲)を含む。 The “warp tension value (based on detection)” is not limited to the detection value itself, but also includes an average value obtained from the detection value. The “reference value for warp tension” is not limited to a specific value, but includes a range (allowable range) having an upper limit value and a lower limit value.
そして、前記制御態様は、経糸を前記送出装置側へ送る場合にあっては、前記経糸張力値が前記基準値を超えたときは前記送出モータを減速又は停止し、前記経糸張力値が前記基準値を下回ったときは前記巻取モータを減速又は停止するように設定され、経糸を前記巻取装置側へ送る場合にあっては、前記経糸張力値が前記基準値を超えたときは前記巻取モータを減速又は停止し、前記経糸張力値が前記基準値を下回ったときは前記送出モータを減速又は停止するように設定されてもよい。 In the control mode, when the warp is sent to the delivery device, the delivery motor is decelerated or stopped when the warp tension value exceeds the reference value, and the warp tension value is set to the reference value. When the value is below the value, the winding motor is set to decelerate or stop, and when the warp is sent to the winding device side, when the warp tension value exceeds the reference value, the winding The take-up motor may be decelerated or stopped, and the feeding motor may be set to decelerate or stop when the warp tension value falls below the reference value.
また、前記制御態様は、前記経糸張力値と前記基準値との偏差を予め設定された割合で分けて前記送出モータ及び前記巻取モータの制御に割り当て、各々に割り当てられた偏差を解消するように前記送出モータ及び前記巻取モータの駆動を制御するように設定されてもよい。 Further, in the control mode, the deviation between the warp tension value and the reference value is divided by a preset ratio and assigned to the control of the feeding motor and the winding motor, and the deviation assigned to each is eliminated. It may be set to control the driving of the feed motor and the winding motor.
さらに、前記制御態様は、前記経糸張力値と前記基準値との偏差の許容閾値を予め設定し、前記偏差が前記許容閾値以下の場合は前記送出モータ又は前記巻取モータの一方で前記張力制御を実行し、前記偏差が前記許容閾値を超えた場合は前記送出モータ及び前記巻取モータの両方で前記張力制御を実行するように設定されてもよい。 Further, in the control mode, a permissible threshold value for the deviation between the warp tension value and the reference value is set in advance, and when the deviation is equal to or less than the permissible threshold value, the tension control is performed on one of the feeding motor or the winding motor. When the deviation exceeds the allowable threshold, the tension control may be set to be executed by both the feeding motor and the winding motor.
また、本発明の経糸送り装置は、送出装置及び巻取装置が織機の主駆動モータとは独立した送出モータ及び巻取モータを駆動源とする織機を前提とし、作業者が手動で操作可能な操作スイッチであって、織機の停止状態で前記送出モータ及び前記巻取モータを駆動して経糸送り操作を実行するための操作スイッチと、前記経糸送り操作中に経糸の張力を検出する張力検出器と、前記操作スイッチの操作にともなって前記送出モータ及び前記巻取モータの駆動を制御する経糸送り制御装置とを備え、更に、前記経糸送り制御装置は、前記経糸送り操作中の経糸張力の基準値、及び経糸送り操作中の前記送出モータ及び前記巻取モータの制御態様が設定され記憶された記憶器と、前記張力検出器による検出値に基づく経糸張力値と前記基準値とを比較すると共に、前記経糸張力値が前記基準値から外れて偏差が生じた場合に偏差方向を含む偏差信号を出力する比較器と、前記比較器からの前記偏差信号に基づき、前記記憶器に設定された前記制御態様に従って前記送出モータ及び前記巻取モータの駆動を制御する制御器とを含むことを特徴とする。 The warp feeding device of the present invention is based on a loom having a feeding motor and a winding motor as a driving source, the feeding device and the winding device being independent from the main drive motor of the loom, and can be manually operated by an operator. An operation switch for driving the warp feeding operation by driving the feeding motor and the winding motor when the loom is stopped, and a tension detector for detecting the warp tension during the warp feeding operation And a warp feed control device that controls driving of the feed motor and the take-up motor in accordance with the operation of the operation switch, and the warp feed control device further comprises a reference for warp tension during the warp feed operation. A storage device in which the control mode of the feeding motor and the winding motor during the warp feeding operation is set and stored, the warp tension value based on the detection value by the tension detector, and the reference value And a comparator that outputs a deviation signal including a deviation direction when the warp tension value deviates from the reference value and a deviation occurs, and is set in the storage unit based on the deviation signal from the comparator. And a controller for controlling driving of the feed motor and the take-up motor in accordance with the control mode.
なお、上記でいう「偏差信号」とは、偏差の大きさ(値)を示すものに限らず、偏差が生じたか否かを示すものであってもよい。また、上記でいう「偏差方向」とは、「+」(プラス)の偏差か「−」(マイナス)の偏差であるかを示すものである。本発明では、+方向の偏差とは、経糸張力値が基準値(許容範囲の下限値)よりも小さい場合の偏差をいい、また、−方向の偏差とは、検出値が基準値(許容範囲の上限値)よりも大きい場合の偏差をいう。 The “deviation signal” referred to above is not limited to indicating the magnitude (value) of the deviation but may indicate whether or not a deviation has occurred. The “deviation direction” mentioned above indicates whether the deviation is “+” (plus) or “−” (minus). In the present invention, the deviation in the + direction means a deviation when the warp tension value is smaller than the reference value (lower limit of the allowable range), and the deviation in the − direction means that the detected value is the reference value (allowable range). The upper limit value).
張力偏差に基づいて送出モータのみを制御する従来の経糸送り操作中の経糸の張力制御と比べ、本発明は、送出モータと巻取モータとを制御対象として経糸送り操作中における張力制御を実行するため、一時的に大きな張力偏差が発生した場合、特に、経糸張力値が基準値を大きく下回る張力偏差が生じた場合でも、速やかに張力を安定させることができる。 Compared with the conventional warp tension control during the warp feeding operation in which only the feeding motor is controlled based on the tension deviation, the present invention executes the tension control during the warp feeding operation with the feeding motor and the winding motor as control targets. Therefore, when a large tension deviation occurs temporarily, in particular, even when a tension deviation in which the warp tension value is significantly lower than the reference value occurs, the tension can be quickly stabilized.
また、前記張力の制御態様を偏差の方向に応じて送出モータ又は巻取モータを減速または停止制御するものとし、増速制御は行わないものとすれば、経糸張力の制御が容易に行えるものとなる。 Further, if the control mode of the tension is controlled to decelerate or stop the feeding motor or the take-up motor according to the direction of the deviation and the speed increase control is not performed, the warp tension can be easily controlled. Become.
解消すべき張力偏差を二つに分け、一方の偏差を送出モータの制御により解消し、他方の偏差を巻取モータの制御により解消するものとすれば、送出モータ及び巻取モータの速度変化を小さくすることができ、ハンチングを抑制できるとともに、経糸張力が基準張力値へ収束するまでの時間を短縮することができる。 If the tension deviation to be eliminated is divided into two parts, one deviation is eliminated by controlling the delivery motor, and the other deviation is eliminated by controlling the take-up motor, the speed change of the delivery motor and take-up motor can be reduced. It can be reduced, hunting can be suppressed, and the time until the warp tension converges to the reference tension value can be shortened.
偏差が設定された閾値以下の場合は送出モータ又は巻取モータの一方で張力制御を実行し、偏差が前記閾値を超えた場合は送出モータ及び巻取モータの両方で張力制御を実行するようにしたので、例えば、張力偏差が大きいとき、まず送出モータ及び巻取モータの両方を制御して一方のモータを増速させ、他方を減速させることにより大きな偏差を速やかに小さくできる。そして、偏差が設定された閾値以下となったら張力制御を切り換えて、送出モータ又は巻取モータの一方のみで張力制御を実行すれば、経糸張力を基準張力値へ収束させる際に、送出モータの制御と巻取モータの制御とが互いに影響しあうことを回避でき、安定した制御で偏差を解消することができる。 When the deviation is less than the set threshold value, the tension control is executed by one of the sending motor and the winding motor, and when the deviation exceeds the threshold value, the tension control is executed by both the sending motor and the winding motor. Therefore, for example, when the tension deviation is large, the large deviation can be quickly reduced by first controlling both the sending motor and the winding motor to increase the speed of one motor and decelerating the other. When the deviation is less than the set threshold value, the tension control is switched, and the tension control is executed by only one of the delivery motor and the take-up motor. When the warp tension is converged to the reference tension value, The control and the control of the winding motor can be prevented from affecting each other, and the deviation can be eliminated by stable control.
図1を参照して、本発明が適用されるタイヤコード織物製織用の織機(以下、「タイヤコード織機」又は単に「織機」ともいう。)を説明する。なお、タイヤコード織物とは、ゴムタイヤの骨格となるカーカス層の製造に用いられるゴム補強用織布の一種であり、緯糸密度が非常に荒いスダレ織り部分と緯糸密度が密なタビー織り部分とを含んでいる。また、スダレ織り部分がタイヤコード織物の本体となる部分であるのに対し、タビー織り部分は、スダレ織り部分の織り始めの前と織り終りの後とに経糸方向に所定の長さ形成される部分であり、緯糸密度が粗いスダレ織り部分が崩れることを防止して、タイヤコード織物の織物形態を保持するための部分である。 With reference to FIG. 1, a loom for weaving a tire cord fabric to which the present invention is applied (hereinafter also referred to as “tire cord loom” or simply “loom”) will be described. The tire cord fabric is a type of woven fabric for rubber reinforcement used for the production of the carcass layer that is the skeleton of a rubber tire.The tire cord fabric includes a weave portion with a very low weft density and a tabby weave portion with a dense weft density. Contains. Further, the suede woven portion is a portion that becomes a main body of the tire cord fabric, whereas the tabby woven portion is formed with a predetermined length in the warp direction before and after the weaving of the suede woven portion. This is a portion for preventing the collapsed weave portion having a coarse weft density from being broken and maintaining the woven form of the tire cord fabric.
さて、図1において、タイヤコード織機には、主要な構成として、多数本の経糸1aを横一列の経糸列1bとして給糸する給糸部分1と、経糸列1bに図示しない緯糸を緯入れして織布2aとする製織部分としての製織装置2と、織布2aを巻き取る巻き取り部分としての別巻き取り装置3とが独立して設けられている。
In FIG. 1, the tire cord loom mainly includes a
給糸部分1は、図示しないクリール装置と、テンション装置4とを含んでいる。図示しないクリール装置には、多数の支持部材(ペグ)が多段多列状に設けられており、これらの支持部材に対して多数個の給糸体が整然と仕掛けられている。経糸1aは、このクリール装置上の多数個の給糸体から一斉に引き出され、テンション装置4に導かれている。
The
テンション装置4は、クリール装置から引き出された多数本の経糸1aを横一列に整列させるとともに、それぞれ異なる給糸体から引き出された各経糸1aの張力をほぼ均一化させるために、複数本のガイドローラ4a及びダンサーロール4bによって経糸列1bに張力を付与している。張力を均一化された経糸列1bは、製織装置2へ供給される。
The tension device 4 aligns a large number of warps 1a pulled out from the creel device in a horizontal row, and a plurality of guides in order to make the tension of the warps 1a pulled out from different yarn feeders substantially uniform. Tension is applied to the
製織装置2は、通常の織機における織機本体に相当する部分であり、その構成は、通常の織機と基本的には同じである。ただし、通常の織機では、経糸列1bは織機本体に搭載された送出ビームに巻かれており、当該送出ビームを回転駆動することにより送出ビームに巻かれた経糸列1bを織布製織部7へ供給するが、それに対し、図示のタイヤコード織機では、前述のテンション装置4から供給される経糸列1bを製織装置2内の送出装置5によって送り出すことにより経糸列1bを織布製織部7へ供給している。
The
図2を参照して製織装置2を説明する。製織装置2は、主要な構成として、経糸列1bを送り出す送出装置5と、経糸列1bの張力(以下、「経糸張力」ともいう。)を検出する張力検出器6と、開口装置の綜絖枠7aや図示しない緯入れ装置及び筬等を含み織布2aを製織する織布製織部7と、製織した織布2aを巻き取る巻取装置8とを備えている。
The
送出装置5は、ニップロール5a、送出ロール5b及び送出ロール5bを回転駆動する送出モータ5cを含む。経糸列1bは、ニップロール5a及び送出ロール5bに巻き掛けられるとともに両者によって挟持されており、製織時には送出ロール5bが正転方向に回転することによって巻取装置8側へ送り出される。送出モータ5cは、織機の主駆動モータとは独立したモータであり、その回転駆動は送出制御装置10によって制御されている。送出制御装置10は、経糸列1bの張力が所望の張力となるように経糸列1bの送り出し量すなわち送出モータ5cの回転速度を調整している。なお、送出制御装置10の詳細については後述する。
The
送出装置5から送り出された経糸列1bは、ガイドロール6aを経由してテンションロール6bに巻き掛けられ、織布製織部7へ導かれる。テンションロール6bには、張力検出器6が接続されており、張力検出器6は、製織中に経糸列1bの張力を検出する。なお、本実施例では、この張力検出器6は、後述の経糸送り操作中に経糸張力を検出する本発明の構成要件としての張力検出器を兼ねている。もちろん、張力検出器6とは別に経糸送り操作中の経糸張力を検出する専用の張力検出器を設けることも可能である。
The
織布製織部7において、経糸列1bは綜絖枠7aにより開口させられ、図示しない緯入れ装置や筬等により緯糸が織り込まれ、織布2aが製織される。製織された織布2aは、巻取装置8により、図1に示す別巻き取り装置3側へ送り出される。
In the woven
巻取装置8は、二つのプレスロール8aと、これらプレスロール8aが押し付けられている服巻ロール8bと、服巻ロール8bを駆動する巻取モータ8cとを備えている。織布製織部7で製織された織布2aは、ガイドロール7bを経由して巻取装置8側へ案内され、プレスロール8a、服巻きロール8b、プレスロール8aの順に巻き掛けられるとともにこれらの間で挟持されており、製織時には、服巻きロール8bが正転方向に回転することにより別巻き取り装置3側へ送り出される。巻取モータ8cは、織機の主駆動モータとは独立したモータであり、その回転駆動は巻取制御装置20によって制御されている。製織時、巻取制御装置20は、織機制御装置30に設定されている緯糸密度に応じた回転量で、織機の主軸9の回転に同期させて巻取モータ8cを回転駆動させている。なお、巻取制御装置20の詳細については後述する。
The winding device 8 includes two
図1に示すとおり、巻取装置8から送り出された織布2aは、別巻き取り装置3によって巻き取られる。別巻き取り装置3は、回転駆動させられる駆動ローラ3aと、回転自在な従動ローラ3bとを備え、これらローラ上には織布2aの一端が巻き付けられた布巻ロール3cが載置されている。製織中、布巻ロール3cを駆動ローラ3aに接触させて回転させることにより、織布2aは、ガイドローラ3d、従動ローラ3bを経て布巻ロール3cに巻き取られる。
As shown in FIG. 1, the
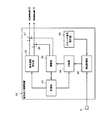
次に、図3を参照して、送出制御装置10及び巻取制御装置20の構成及びそれらの製織時における動作を説明し、あわせて本発明の特徴部分であり、織機停止時の経糸送り操作時に動作する経糸送り制御装置40についても説明する。
Next, with reference to FIG. 3, the configurations of the
前述したとおり、送出制御装置10は、製織時、経糸列1bの張力が所望の張力となるように経糸列1bの送り出し量すなわち送出モータ5cの回転速度を調整している。送出制御装置10の平均張力演算器13には、張力検出器6で検出した経糸列1bの張力値の信号と、エンコーダ9aで検出した主軸9の回転角の信号とが入力されており、平均張力演算器13は、主軸9の所定の回転角度等に基づきあらかじめ設定されたサンプリング周期毎に前記張力値をサンプリングし、所定期間内にサンプリングした前記張力値の平均値(以下、「平均張力」という。)を算出する。算出された平均張力の信号は張力用の加え合せ点12の減算端子に出力される。
As described above, the
張力用の加え合せ点12の加算端子には、目標張力設定器11にあらかじめ設定された目標張力の信号が入力されている。張力用の加え合せ点12は、入力された平均張力の信号と目標張力の信号とからそれらの張力偏差を算出し、その張力偏差の信号を補正速度演算器14へ出力する。
A target tension signal set in advance in the target
補正速度演算器14は、例えば比例、積分、微分の各制御要素を有し、所定のクロック信号に従って周期的に作動することにより、前記張力偏差に基づいて速度補正値を算出し、その速度補正値の信号を指令速度演算器16に出力する。また、指令速度演算器16に対しては、基本速度演算器15からも基本速度の信号が出力されている。
The corrected
基本速度演算器15には、織機制御装置30から織機の設定回転数及び製織される織布の緯糸密度(いずれも設定値)に関する信号が入力されており、基本速度演算器15は、入力された設定回転数及び緯糸密度から基本速度を算出し、その基本速度の信号を指令速度演算器16に対し出力する。
The
指令速度演算器16は、基本速度演算器15から得た基本速度を補正速度演算器14から得た速度補正値で補正し、基本速度を補正した補正速度の信号を速度用の加え合せ点17の加算端子に出力する。なお、切換器19は、製織時と、後述する織機停止時の経糸送り操作時とで送出モータ5cの制御手段を切り換えるためのものである。図3では、切換器19は製織時の状態となっている。
The
速度用の加え合せ点17の減算端子には、送出モータ5cの回転速度を検出するタコジェネレータ5dが接続されている。このタコジェネレータ5dの出力に基づいて、速度用の加え合せ点17は、送出モータ5cの回転速度を算出し、算出した送出モータ5cの回転速度と、指令速度演算器16からの補正速度との回転速度偏差を制御増幅器18へ出力する。
A
制御増幅器18は、前記回転速度偏差を解消するような駆動信号を送出モータ5cへ出力し、送出モータ5cの回転速度を増減させる。以前述べたとおり、製織時、送出制御装置10は、張力検出器6で検出した経糸張力と目標張力とを比較して張力偏差を算出し、その張力偏差を解消するように送出モータ5cの回転速度を増減させて経糸列1bの送り出し量を制御することにより、経糸列1bの張力を所望の張力に維持する。
The
一方、巻取制御装置20は、主軸9の回転速度に応じて巻取モータ8cの回転速度を制御する。巻取制御装置20の倍周器21には、エンコーダ9aで検出された主軸9の回転角度に基づくパルス列信号と、織機制御装置30からの緯糸密度に関する信号とが入力されており、倍周器21は、入力された緯糸密度に対応するように前記パルス列信号のパルスレートを変換し、主軸9の一回転あたりの巻取モータ8cの目標回転量を算出する。算出された目標回転量のパルス列信号は回転量用の加え合せ点25の加算端子に出力される。なお、切換器24は、製織時と、後述する織機停止時の経糸送り操作時とで巻取モータ8cの制御手段を切り換えるためのものである。図3では、切換器24は製織時の状態となっている。
On the other hand, the winding
回転量用の加え合せ点25の減算端子には、巻取モータ8cの回転量を検出するパルスジェネレータ8dが分周期23を介して接続されている。分周期23は、パルスジェネレータ8dのパルス列信号のパルスレートを変更し、パルスジェネレータ8dのパルス列信号のパルスレートと、目標回転量のパルス列信号のパルスレートとを整合させている。回転量用の加え合せ点25は、目標回転量のパルス列信号と、パルスジェネレータ8dのパルス列信号とから回転量偏差を算出し、制御増幅器22へ出力する。
A
制御増幅器22は、前記回転量偏差を解消するような駆動信号を巻取モータ8cへ出力し、巻取モータ8cの回転速度を増減させる。以前述べたとおり、製織時、巻取制御装置20は、織機制御装置30に設定されている緯糸密度に応じた回転量で、織機の主軸9の回転に同期させて巻取モータ8cを回転駆動させる。
The
さて、本発明の特徴部分であり、織機停止時の経糸送り操作時に動作する経糸送り制御装置40は、送出装置5、巻取装置8、操作スイッチA,B及び張力検出器6とともに経糸送り装置を構成している。また、経糸送り制御装置40は、織機制御装置30、送出制御装置10及び巻取制御装置20に接続されている。
Now, the warp
経糸送り操作を実行するための操作スイッチA,Bは、織機制御装置30に接続されており、図示の例では、操作スイッチAは、経糸列1bを送出装置5側へ連続的に送るための逆転経糸送り操作用として機能し、操作スイッチBは、経糸列1bを巻取装置8側へ連続的に送るための正転経糸送り操作用として機能する。織機の停止状態において、操作スイッチA又はBが作業者により手動で操作されると、織機制御装置30は、経糸送り制御装置40に対し、経糸送り操作を実行させるための操作指令信号を出力する。
The operation switches A and B for executing the warp feeding operation are connected to the loom
送出制御装置10及び巻取制御装置20の各々には、前述した切換器19,24が設けられており、経糸送り制御装置40は、この切換器19,24を介して送出制御装置10及び巻取制御装置20に接続される。各切換器19,24は、織機制御装置30によって制御され、操作スイッチA又はBが操作されたことにともなって、経糸送り制御装置40側に切り換えられる。
Each of the
図4を参照して、経糸送り制御装置40の構成を説明する。図示の例おいて、経糸送り制御装置40は、基本速度発生器41、記憶器42、検出制御器43、比較器44及び制御器45を備えている。
The configuration of the warp
基本速度発生器41は、経糸列1bを所定の速度で経糸送りするにあたり基本となる回転速度、すなわち基本速度で送出モータ5c及び巻取モータ8cを回転駆動するための速度指令値を発生するものである。そして、その速度指令値の信号は、加え合せ点47,48へ出力され、その加え合せ点47,48を介して送出制御装置10の加え合せ点17及び巻取制御装置20の加え合せ点25の加算端子へ出力される。
The
記憶器42には、上記基本速度発生器41の速度指令値の基となる送出モータ5c及び巻取モータ8cの回転速度に加え、経糸送り操作中における経糸張力の基準値、経糸送り操作中の送出モータ5c及び巻取モータ8cの制御態様が設定されている。なお、経糸張力の基準値は特定の値ではなく範囲(許容範囲)として設定されるものとする。
In the
また、本実施例では、上記の経糸送り操作中の送出モータ5c及び巻取モータ8cの制御態様として、送出モータ5c及び巻取モータ8cの一方を所定の減速量だけ減速する制御態様が設定されるものとする。より詳しくは、経糸を送出装置5側へ送る場合(逆転経糸送り時)にあっては、経糸張力値が基準値を超えた場合は送出モータ5cの回転速度を所定量だけ減速し、経糸張力値が基準値を下回った場合は巻取モータ8cの回転速度を所定量だけ減速するように設定される。また、経糸を巻取装置8側へ送る場合(正転経糸送り時)にあっては、経糸張力値が基準値を超えた場合は巻取モータ8cの回転速度を所定量だけ減速し、経糸張力値が基準値を下回った場合は送出モータ5cの回転速度を所定量だけ減速するように設定される。そして、減速の対象とならないモータは、基本速度で一定駆動される。なお、上記減速制御に用いられる所定の減速量は、制御態様と共に記憶器42に設定されているものとする。
Further, in this embodiment, as a control mode of the feeding
検出制御器43は、張力検出器6に接続されており、張力検出器6から経糸張力の検出値に応じた検出信号が入力されている。さらに、検出制御器43には、クロック信号発生器46が接続されており、クロック信号発生器46から一定周波数のクロックパルス信号が入力されている。検出制御器43は、クロックパルスを計数し、予め設定された計数値毎(サンプリング周期毎)に、その時点での張力検出器6からの検出値を経糸張力値として比較器44に出力する。
The
なお、張力検出器6によって検出されて比較器44に出力される経糸張力値は、上記のようにサンプリング周期毎に検出された検出値そのものに限らず、サンプリング周期間で複数検出された検出値の平均値でもよい。その場合、サンプリング周期よりも短い検出期間(例えば、前述のクロックパルス発生毎)を設定しておき、サンプリング周期中に複数の検出値が得られるものとして、そのサンプリング周期中に得られた複数の検出値を平均化する機能を検出制御器43に持たせればよい。また、上記のサンプリング周期や検出期間は、織機の主軸回転角度で設定されるものとしてもよい。
The warp tension value detected by the
比較器44は、記憶器42及び検出制御器43に接続されており、記憶器42から経糸張力の基準値の信号が入力され、検出制御器43から経糸張力値の信号が入力されている。そして、比較器44は、入力された上記経糸張力値と上記基準値とを比較し、経糸張力値が基準値(許容範囲)から逸脱した場合(偏差が生じた場合)、偏差の発生を示す偏差信号(偏差の方向に関する情報を含む)を制御器45に対し出力する。具体的には、経糸張力値が基準値(許容範囲)の下限値よりも小さい場合、+方向の偏差が発生したことを示す偏差信号が制御器45に対し出力される。また、検出値が基準値(許容範囲)の上限値よりも大きい場合は、−方向の偏差が発生したことを示す偏差信号が制御器45に対し出力される。
The
制御器45は、比較器44に接続され、比較器44から前記偏差信号が入力される。制御器45は、前記偏差信号が入力されると、前述した制御態様に従い、記憶器42に設定された減速量に応じた補正速度信号を基本速度発生器41の下流側に設けられた送出制御装置10側又は巻取制御装置20側の加え合せ点47,48の減算端子へ出力する。
The
次に、経糸送り制御装置40の動作について説明する。なお、以下の説明では、疵戻し操作すなわち逆転経糸送り操作を行う場合について述べる。前述したが、疵戻し操作とは、製織された織布中に品質上許容できない織り疵が発見された場合、修復のためにその織り疵部分を織前位置まで戻す操作である。なお、正転経糸送り操作の場合は、偏差の方向と制御対象となるモータとの関係が逆となる。
Next, the operation of the warp
タイヤコード織物の製織中、製織された織布のスダレ織り部分に許容できない織り疵等が発見された場合、作業者は、織機の停止ボタン(図示せず)を操作して織機を停止させる。 During the weaving of the tire cord fabric, when an unacceptable weave or the like is found in the woven portion of the woven fabric, the operator operates the stop button (not shown) of the loom to stop the loom.
次いで、織り疵が発生した位置から製織を再度やり直すべく、疵戻し操作を行う。なお、タイヤコード織物のスダレ織り部分の場合、緯糸密度が非常に粗いため、通常の織物のように経糸を開口状態にしなくても、緯糸を経糸列から抜くことができる。従って、タイヤコード織機の疵戻し操作では、先ず、織り疵等が発生している部分までの緯糸を全て経糸列から抜き、それに続いて、織前位置を戻すために図3に示す操作スイッチAを操作する。 Next, a rewinding operation is performed in order to start the weaving again from the position where the weaving occurs. In the case of the woven portion of the tire cord fabric, the weft density is very coarse, so that the weft yarn can be pulled out from the warp row without opening the warp yarn as in a normal fabric. Therefore, in the rewinding operation of the tire cord loom, first, all the wefts up to the portion where the weaving or the like is generated are removed from the warp row, and then the operation switch A shown in FIG. To operate.
操作スイッチAがオンになると、切換器19によって、送出モータ5cの制御主体が指令速度演算器16等から経糸送り制御装置40へ切り替わる。同様に、巻取モータ8cの制御主体が倍周期21等から経糸送り制御装置40へ切り替わる。経糸送り制御装置40は、基本速度による送出モータ5c及び巻取モータ8cの逆転駆動を開始し、送出モータ5c及び巻取モータ8cは、図2に示す送出装置5の送出ロール5b及び巻取装置8の服巻ロール8bを逆転駆動し、経糸列1bが連続的に送出装置5側へ送られる経糸送り操作が開始される。
When the operation switch A is turned on, the control unit of the
この経糸送り操作中においても、製織中と同様に、張力検出器6により経糸張力が検出されている。経糸送り制御装置40の検出制御器43は、張力検出器6の検出値を示す検出信号を予め設定された計数値毎(サンプリング周期毎)にサンプリングし、サンプリングした検出値を経糸張力値として比較器44に出力する。
Even during the warp feeding operation, the warp tension is detected by the
検出制御器43から経糸張力値が入力された比較器44は、入力された経糸張力値と、記憶器42に設定された経糸張力の基準値(許容範囲)との比較を行う。その比較の結果、経糸張力値が基準値として示された許容範囲から逸脱して偏差が発生した場合、その偏差の方向を示す偏差信号を制御器45に対し出力する。具体的には、経糸張力値が基準値(許容範囲)の下限値よりも小さい場合、+方向の偏差が発生したことを示す偏差信号が制御器45に対し出力される。また、検出値が基準値(許容範囲)の上限値よりも大きい場合は、−方向の偏差が発生したことを示す偏差信号が制御器45に対し出力される。
The
制御器45は、+方向又は−方向の偏差信号を比較器44から受けると、巻取制御装置20側又は送出制御装置10側の加え合せ点48,47に対し、速度を減速させるための補正速度信号を出力する。具体的には以下のとおりである。
When the
比較器44からの偏差信号が+方向の偏差を示すものである場合、すなわち、実際の張力が低くなって経糸張力値が基準値(許容範囲)の下限値よりも小さくなった場合、巻取制御装置20側の加え合せ点48に対し、記憶器42に設定された減速量に相当する補正速度信号を出力する。その結果、基本速度発生器41からの速度指令値がその補正速度信号によって補正され、基本速度で回転駆動されていた巻取モータ8cの回転速度が上記減速量分だけ減速される。そして、それにより、巻取装置8による経糸の送り量(=単位時間当りの服巻ロール8bによる経糸の送り量)が減少して経糸の張力が上昇する傾向となり、偏差が解消される。
When the deviation signal from the
一方、比較器44からの偏差信号が−方向の偏差を示すものである場合、すなわち、実際の張力が高くなって経糸張力値が基準値(許容範囲)の上限値よりも大きくなった場合、送出制御装置10側の加え合せ点47に対し、記憶器42に設定された減速量に相当する補正速度信号を出力する。その結果、基本速度で回転駆動されていた送出モータ5cが、上記減速量分だけ減速される。そして、それにより、送出装置5による経糸の巻き取り量(=単位時間当りの送出ロール5bによる経糸の送り量)が減少して経糸の張力が下降する傾向となり、偏差が解消される。
On the other hand, when the deviation signal from the
比較器44は、検出制御器43から経糸張力値が入力される毎に前述の比較動作を行い、前記制御の結果、偏差が解消された場合には偏差信号の出力を停止する。それにより、制御器45は補正速度信号の出力を停止し、送出モータ5c及び巻取モータ8cの両方が再び基本速度で回転駆動される状態となる。また、比較動作の結果、依然として偏差が解消されていない場合には、比較器44は偏差信号の出力を継続し、それによって設定された制御態様に従った送出モータ5c又は巻取モータ8cの減速制御、すなわち、送出モータ5c又は巻取モータ8cの回転速度が設定された所定の減速量だけ減速された状態で駆動される制御が継続される。
The
なお、前記制御態様では、偏差の方向に応じて送出モータ5c又は巻取モータ8cの一方を所定の減速量だけ減速するものとしたが、この制御態様では、減速に代えて、送出モータ5c又は巻取モータ8cを停止させるものとしてもよい。その場合、記憶器42に対する減速量の設定は不要となる。
In the control mode, one of the
また、前記制御態様において、所定の減速量だけ減速するものに代え、偏差の大きさに応じて減速量を変更するものとしてもよい。その場合、偏差信号が偏差の大きさに関する情報をも含むものとすると共に、記憶器42に対し偏差の大きさ(大きさの範囲)に応じた複数の減速量を設定しておき、制御器45が比較器44から出力される偏差信号に基づいて減速量を選択するものとすればよい。
Moreover, in the said control aspect, it is good also as what changes a deceleration amount according to the magnitude | size of deviation instead of what decelerates only by predetermined deceleration amount. In this case, the deviation signal also includes information on the magnitude of the deviation, and a plurality of deceleration amounts corresponding to the magnitude of deviation (size range) are set in the
さらには、前記の減速制御及び停止制御のいずれか一方のみを行うものに限らず、偏差の大きさに応じて減速と停止とを切り換えるように制御することも可能である。その場合は、記憶器42に対し減速制御が行われる偏差の許容値を設定しておき、偏差の大きさがその許容値以下であれば前記減速制御を行い、偏差の大きさが許容値を超えた場合に前記停止制御を行う制御態様とすればよい。なお、その場合において、減速制御は、前記の所定の減速量だけ減速するものであってもよいし、偏差の大きさに応じて減速量を変更するものであってもよい。
Furthermore, the present invention is not limited to performing only one of the deceleration control and the stop control, and it is also possible to perform control so as to switch between deceleration and stop according to the magnitude of the deviation. In that case, an allowable value of deviation for which deceleration control is performed is set in the
以上、本発明の好適な一実施例を説明したが、本発明の経糸送り方法に用いられる制御態様は前記実施例のものに限らず、以下の変形例1、2で述べる制御態様でも本発明を実施することも可能である。
The preferred embodiment of the present invention has been described above. However, the control mode used in the warp feeding method of the present invention is not limited to that of the above-described embodiment, and the control mode described in the following
〔変形例1〕
前記実施例では、経糸送りの方向と偏差の方向とに基づいて送出モータ5c又は巻取モータ8cの一方の駆動を制御するものとしたが、これに代えて、偏差を解消するための制御態様を、送出モータ5c及び巻取モータ8cの駆動を同時に制御するものとすることが考えられる。具体的には、経糸張力の偏差が発生した場合において、比較器44が制御器45に対し出力する偏差信号を、偏差の方向だけでなく、偏差の大きさに関する情報をも含むものとし、発生した偏差に対し、その解消を送出モータ5c及び巻取モータ8cの一方の制御のみで行うのではなく、両モータの制御で協働して行うべく、発生した偏差のうちのある割合を送出モータ5cの制御で解消を図り、残りを巻取モータ8cの制御で解消を図るようにする。
[Modification 1]
In the above embodiment, the driving of one of the feeding
例えば、前記割合を送出側50%:巻取側50%に設定したとすると、発生した偏差Dを解消するため、送出制御装置10はD/2の偏差を解消するように送出モータ5cの制御を実行し、巻取制御装置20はD/2の偏差を解消するように巻取モータ8cの制御を実行する。この場合、経糸送り制御装置40における制御器45は、それぞれの偏差を解消するような速度補正量を算出し、その補正速度信号を送出制御装置10側及び巻取制御装置20側のそれぞれの加え合せ点47,48に出力する。
For example, if the ratio is set to 50% on the sending side and 50% on the winding side, the sending
〔変形例2〕
また、他の変形例として、偏差の許容閾値を記憶器42に予め設定しておき、偏差が許容閾値以下の小さいものであれば、送出モータ5c又は巻取モータ8cの一方の制御で偏差の解消を図り、偏差が許容閾値を超える大きいものであれば、上記変形例1の制御(送出モータ5c及び巻取モータ8cの両モータの制御による張力制御)を実行するようにする制御態様としてもよい。この場合、経糸送り制御装置40における記憶器42には、その許容閾値が設定されると共に、偏差が許容閾値以下の場合の制御について、制御対象を送出装置10側、巻取装置20側のいずれにするか等が設定される。
[Modification 2]
As another modified example, an allowable threshold value of deviation is set in the
なお、この場合、偏差が許容閾値以下の場合において、前述の実施例の制御態様を実行するようにし、偏差が許容閾値を超えた場合には上記変形例1の制御態様とするようにしてもよい。また、偏差が許容閾値を超えた場合の制御として、上記変形例1の制御に代えて、例えば、送出モータ5c及び巻取モータ8cの一方のモータを偏差方向に応じて所定量だけ増速又は減速し、他方のモータを検出した経糸張力に基づいて駆動制御するようにしてもよい。
In this case, when the deviation is equal to or smaller than the allowable threshold value, the control mode of the above-described embodiment is executed, and when the deviation exceeds the allowable threshold value, the control mode of the first modification example is used. Good. Further, as a control when the deviation exceeds the allowable threshold, instead of the control of the first modification, for example, one of the feeding
本発明は、本実施例に示したタイヤコード織機の疵戻し操作に限らず、製織される織布の緯糸密度が粗く、経糸を開口させなくても緯糸を織布から抜くことができる織物(例えば、ガムテープ用基布、ガーゼ等)を製織する織機における疵戻し操作にも適用できる。また、機掛け時等に行われる経糸送り操作(この場合は、送出モータ及び巻取モータは正転駆動される)にも適用できる。 The present invention is not limited to the rewinding operation of the tire cord loom shown in the present embodiment, and the weft density of the woven fabric to be woven is coarse and the weft can be removed from the woven fabric without opening the warp ( For example, the present invention can also be applied to a rewinding operation in a loom for weaving gum tape base fabric, gauze and the like. Further, the present invention can also be applied to a warp feeding operation performed when the machine is hooked (in this case, the feeding motor and the winding motor are driven to rotate forward).
1 給糸部分
1a 経糸
1b 経糸列
2 製織装置(製織部分)
2a 織布
3 別巻き取り装置(巻き取り部分)
3a 駆動ローラ
3b 従動ローラ
3c 布巻ロール
3d ガイドローラ
4 テンション装置
4a ガイドローラ
4b ダンサーロール
5 送出装置
5a ニップロール
5b 送出ロール
5c 送出モータ
5d タコジェネレータ
6 張力検出器
6a ガイドロール
6b テンションロール
7 織布製織部
7a 綜絖枠
7b ガイドロール
8 巻取装置
8a プレスロール
8b 服巻ロール
8c 巻取モータ
8d パルスジェネレータ
9 主軸
9a エンコーダ
10 送出制御装置
11 目標張力設定器
12 張力用の加え合せ点
13 平均張力演算器
14 補正速度演算器
15 基本速度演算器
16 指令速度演算器
17 加え合せ点
18 制御増幅器
19 切換器
20 巻取制御装置
21 倍周器
22 制御増幅器
23 分周器
24 切換器
25 加え合せ点
30 織機制御装置
40 経糸送り制御装置
41 基本速度発生器
42 記憶器
43 検出制御器
44 比較器
45 制御器
46 クロック信号発生器
47 加え合せ点
48 加え合せ点
A 操作スイッチ
B 操作スイッチ
DESCRIPTION OF
2a
Claims (5)
前記主駆動モータを停止した状態で前記送出モータ(5c)及び前記巻取モータ(8c)を駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ(5c)及び前記巻取モータ(8c)を制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行することを特徴とする織機における経糸送り方法。 In the loom using the feeding motor (5c) and the winding motor (8c) as driving sources, the feeding device (5) and the winding device (8) are independent of the main drive motor of the loom,
While the main drive motor is stopped, the feeding motor (5c) and the winding motor (8c) are driven to perform the warp feeding operation, and the warp tension is detected during the warp feeding operation. The warp tension value based on this is compared with a preset reference value of warp tension, and when the warp tension value deviates from the reference value, the feeding motor (5c) and the winding motor (8c) are controlled in advance. A warp feeding method in a loom, wherein tension control for returning the warp tension to the reference value is executed according to a set control mode.
作業者が手動で操作可能な操作スイッチ(A,B)であって、織機の停止状態で前記送出モータ(5c)及び前記巻取モータ(8c)を駆動して経糸送り操作を実行するための操作スイッチ(A,B)と、前記経糸送り操作中に経糸の張力を検出する張力検出器(6)と、前記操作スイッチ(A,B)の操作にともなって前記送出モータ(5c)及び前記巻取モータ(8c)の駆動を制御する経糸送り制御装置(40)とを備え、
更に、前記経糸送り制御装置(40)は、前記経糸送り操作中の経糸張力の基準値、及び経糸送り操作中の前記送出モータ(5c)及び前記巻取モータ(8c)の制御態様が設定され記憶された記憶器(42)と、前記張力検出器(6)による検出値に基づく経糸張力値と前記基準値とを比較すると共に、前記経糸張力値が前記基準値から外れて偏差が生じた場合に偏差方向を含む偏差信号を出力する比較器(44)と、前記比較器(44)からの前記偏差信号に基づき、前記記憶器(42)に設定された前記制御態様に従って前記送出モータ(5c)及び前記巻取モータ(8c)の駆動を制御する制御器(45)とを含むことを特徴とする織機における経糸送り装置。 In the loom using the feeding motor (5c) and the winding motor (8c) as driving sources, the feeding device (5) and the winding device (8) are independent of the main drive motor of the loom,
An operation switch (A, B) that can be manually operated by an operator for driving the feeding motor (5c) and the winding motor (8c) while the loom is stopped to execute a warp feeding operation. An operation switch (A, B), a tension detector (6) that detects the tension of the warp during the warp feeding operation, and the operation of the operation switch (A, B), the feeding motor (5c) and the A warp feed control device (40) for controlling the drive of the winding motor (8c),
Further, the warp feed control device (40) is set with a reference value of the warp tension during the warp feed operation and control modes of the feed motor (5c) and the take-up motor (8c) during the warp feed operation. The stored memory (42) and the warp tension value based on the value detected by the tension detector (6) were compared with the reference value, and the warp tension value deviated from the reference value, resulting in a deviation. A comparator (44) that outputs a deviation signal including a deviation direction, and the delivery motor (44) according to the control mode set in the memory (42) based on the deviation signal from the comparator (44). 5c) and a controller (45) for controlling the driving of the winding motor (8c).
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010858A JP5909042B2 (en) | 2011-01-21 | 2011-01-21 | Method and apparatus for feeding warp in loom |
| CN201110412855.1A CN102605518B (en) | 2011-01-21 | 2011-12-13 | Warp feeding method and warp feeding device in loom |
| EP12000037.7A EP2479326B1 (en) | 2011-01-21 | 2012-01-04 | Loom with warp feeding device and warp feeding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011010858A JP5909042B2 (en) | 2011-01-21 | 2011-01-21 | Method and apparatus for feeding warp in loom |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012149365A true JP2012149365A (en) | 2012-08-09 |
| JP5909042B2 JP5909042B2 (en) | 2016-04-26 |
Family
ID=45476400
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011010858A Active JP5909042B2 (en) | 2011-01-21 | 2011-01-21 | Method and apparatus for feeding warp in loom |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2479326B1 (en) |
| JP (1) | JP5909042B2 (en) |
| CN (1) | CN102605518B (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057512A (en) * | 2015-09-15 | 2017-03-23 | 津田駒工業株式会社 | Weaving management method and weaving management apparatus in loom for weaving tire cord woven fabric |
| JP2021123024A (en) * | 2020-02-05 | 2021-08-30 | 津田駒工業株式会社 | Automatic fiber bundle placement device |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104762736A (en) * | 2015-04-03 | 2015-07-08 | 苏州科明纺织有限公司 | Electronic warp conveying device |
| CN105624892B (en) * | 2015-04-08 | 2017-07-28 | 杭州创兴云智能设备科技股份有限公司 | A kind of fixed-quantity yarn feeding device |
| CN105350164B (en) * | 2015-12-10 | 2017-04-19 | 河北英凯模金属网有限公司 | Servo control system of netting machine |
| CN107557975A (en) * | 2017-09-30 | 2018-01-09 | 江苏浩泰毛纺织染有限公司 | A kind of let-off motion for rapier loom |
| CN108360126A (en) * | 2017-12-27 | 2018-08-03 | 安徽普惠织物股份有限公司 | A kind of dry selvage line let-off motion and warp let-off method |
| CN109775405B (en) * | 2019-02-18 | 2020-06-09 | 平顶山神马帘子布发展有限公司 | Method for correcting pressure of double-roller friction type passive winding device for winding impregnated cord fabric |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62104945A (en) * | 1985-10-28 | 1987-05-15 | 株式会社豊田自動織機製作所 | Treatment of weft yarn in shuttleless loom |
| JPH02269841A (en) * | 1989-04-12 | 1990-11-05 | Toyota Autom Loom Works Ltd | Warp transfer method in loom |
| JP2009062637A (en) * | 2007-09-05 | 2009-03-26 | Toshiba Mach Co Ltd | Loom and driving device of loom |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE905314A (en) * | 1986-08-22 | 1987-02-23 | Picanol Nv | METHOD FOR CONTROLLING THE CHAIN LATE AND CLOTH WRAPPING IN WEAVING MACHINES. |
| JP2894709B2 (en) * | 1988-12-28 | 1999-05-24 | 株式会社豊田中央研究所 | Warp speed controller |
| DE4123671A1 (en) * | 1991-07-17 | 1993-01-21 | Berger Lahr Gmbh | WEAVING MACHINE |
| IT1283231B1 (en) * | 1996-03-12 | 1998-04-16 | Nuovo Pignone Spa | CONTROL SYSTEM PERFECTED FOR A TEXTILE FRAME WITHOUT SHUTTLE |
| CN1274893C (en) * | 2001-12-27 | 2006-09-13 | 东华大学 | Control system for eliminating crack marks and heavy bars caused by loom stop by parameter setting method and its application method |
| JP4189249B2 (en) * | 2003-03-31 | 2008-12-03 | 津田駒工業株式会社 | Weaving step prevention device in loom |
| CN1456723A (en) * | 2003-05-13 | 2003-11-19 | 上海大学 | Electronic let-off controlling system and method |
| CN201217731Y (en) * | 2008-05-15 | 2009-04-08 | 上海武建通讯设备有限公司 | Intelligent control system for jet loom |
-
2011
- 2011-01-21 JP JP2011010858A patent/JP5909042B2/en active Active
- 2011-12-13 CN CN201110412855.1A patent/CN102605518B/en active Active
-
2012
- 2012-01-04 EP EP12000037.7A patent/EP2479326B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62104945A (en) * | 1985-10-28 | 1987-05-15 | 株式会社豊田自動織機製作所 | Treatment of weft yarn in shuttleless loom |
| JPH02269841A (en) * | 1989-04-12 | 1990-11-05 | Toyota Autom Loom Works Ltd | Warp transfer method in loom |
| JP2009062637A (en) * | 2007-09-05 | 2009-03-26 | Toshiba Mach Co Ltd | Loom and driving device of loom |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057512A (en) * | 2015-09-15 | 2017-03-23 | 津田駒工業株式会社 | Weaving management method and weaving management apparatus in loom for weaving tire cord woven fabric |
| EP3147397A1 (en) | 2015-09-15 | 2017-03-29 | Tsudakoma Kogyo Kabushiki Kaisha | Weaving management method and weaving management apparatus for tire cord fabric weaving loom |
| JP2021123024A (en) * | 2020-02-05 | 2021-08-30 | 津田駒工業株式会社 | Automatic fiber bundle placement device |
| JP7437173B2 (en) | 2020-02-05 | 2024-02-22 | 津田駒工業株式会社 | Automatic fiber bundle placement device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102605518A (en) | 2012-07-25 |
| EP2479326B1 (en) | 2015-06-10 |
| EP2479326A2 (en) | 2012-07-25 |
| EP2479326A3 (en) | 2013-05-22 |
| JP5909042B2 (en) | 2016-04-26 |
| CN102605518B (en) | 2015-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5909042B2 (en) | Method and apparatus for feeding warp in loom | |
| JP6953452B2 (en) | Weaving thread supply device, control method of weaving thread supply device, and computer program products | |
| JP3973608B2 (en) | Bias setting value setting method for warp winding device and warp winding device | |
| US11859318B2 (en) | Yarn feeding device with learning procedure | |
| KR20150106844A (en) | Method for controlling winding a woven cloth and apparatus for winding a woven cloth in loom | |
| JP2010255149A (en) | Winding diameter detecting method for warp beam in weaving machine | |
| JP2007126784A (en) | Tape-like weft yarn feed device for loom | |
| JP5564329B2 (en) | Delivery control method and apparatus in loom equipped with temple device having temple position automatic switching mechanism | |
| EP3736363B1 (en) | Weft insertion method and device in water jet loom | |
| JP6513000B2 (en) | Method and apparatus for managing weaving in a tire cord woven fabric loom | |
| JP4189249B2 (en) | Weaving step prevention device in loom | |
| JP5154612B2 (en) | How to prevent weft density unevenness in looms | |
| JP2003221759A (en) | Method and apparatus for preventing weaving bar at weaving machine | |
| JP2005042230A (en) | Method and apparatus for controlling data of take-up/take-off length | |
| JP2003213546A (en) | Method and equipment for driving warp transfer device | |
| JP2013028870A (en) | Weaving method and weaving device for loom | |
| JP4718213B2 (en) | Method and apparatus for controlling warp tension of loom | |
| EP1101852A1 (en) | Method for controlling tension of warp | |
| JP2006037272A (en) | Apparatus for controlling delivery of warp in loom and method for controlling delivery of warp | |
| CN117622945A (en) | Method for controlled winding of textile product on textile machine and textile machine | |
| JPH0327154A (en) | Prevention of occurrence of weaving bar in multi-color weaving machine | |
| KR101131457B1 (en) | Flat yarn weft let - off motion controler for loom | |
| JP2003221762A (en) | Method for controlling loom operation | |
| JP2006028710A (en) | Method for controlling warp yarn delivery in loom | |
| JP2003041457A (en) | Method for movement control of cloth fell |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130418 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130423 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130423 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130418 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140805 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140924 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150310 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5909042 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |