JP2012103217A - 表面欠陥の検査装置 - Google Patents
表面欠陥の検査装置 Download PDFInfo
- Publication number
- JP2012103217A JP2012103217A JP2010254290A JP2010254290A JP2012103217A JP 2012103217 A JP2012103217 A JP 2012103217A JP 2010254290 A JP2010254290 A JP 2010254290A JP 2010254290 A JP2010254290 A JP 2010254290A JP 2012103217 A JP2012103217 A JP 2012103217A
- Authority
- JP
- Japan
- Prior art keywords
- inspected
- image processing
- defect
- workpiece
- surface defect
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
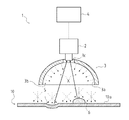
【解決手段】表面欠陥の検出対象たるワーク10の被検査面10aに対して照明光を照射する照明装置3と、被検査面10aを撮像するカメラ2と、該カメラ2により撮像した画像データを画像処理してワーク10の被検査面10aにおける表面欠陥5を検出する画像処理装置4と、を備える表面欠陥検査装置1であって、照明装置3は、被検査面10aに対して拡散反射させた照明光である拡散照明光Xを照射し、かつ、画像処理装置4は、照明装置3により拡散照明光Xが照射された被検査面10aをカメラ2により撮像した画像データに基づいて、ワーク10の被検査面10aにおける表面欠陥5を検出する。
【選択図】図1
Description
このような検査装置においては、表面欠陥の検出精度の向上が望まれている。
例えば、表面欠陥の検出精度を向上させるための技術としては、以下に示す特許文献1および特許文献2に開示された技術が公知となっている。
まず始めに、本発明の一実施形態に係る表面欠陥検査装置の全体構成について、図1を用いて説明をする。
図1に示す如く、本発明の一実施形態に係る表面欠陥検査装置1は、被検対象物たるワーク10の表面(被検査面10a)における表面欠陥5の有無を検査するための装置であり、カメラ2、照明装置3、画像処理装置4等を備えている。
本実施形態では、被検査面10aに水滴6が存在する場合を例示している。
カメラ2は、図示しないロボット等により支持されるワーク10の被検査面10aを撮像することができる所定の姿勢で固定される。
画像処理装置4は、カメラ2により撮像した画像データを取り込んで、画像データに画像処理を施したり、あるいは、画像処理を施した画像データに基づいて、表面欠陥の有無を判定したりすることが可能な装置であり、例えば、汎用的なパーソナルコンピュータに画像処理プログラムや欠陥判定プログラム等を組み込んだものにより実現することができる。
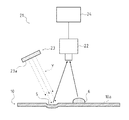
図2に示す如く、従来の表面欠陥検査装置21は、被検対象物たるワーク10の表面(被検査面10a)における表面欠陥の有無を検査するための装置であり、カメラ22、照明装置23、画像処理装置24等を備えている。
そして、カメラ22、画像処理装置24は、本発明に係る表面欠陥検査装置1におけるカメラ2、画像処理装置4と構成が共通している。
このような構成により、カメラ22は、ワーク10の被検査面10aにおいて直接反射した光(直接反射光)を撮像することができる。
従来の表面欠陥検査装置21を用いて表面欠陥5と水滴6が存在する被検査面10aを撮像し、撮像した画像データから画像処理装置24によって輝度プロファイルを生成すると、図4に示すような輝度プロファイルが生成される。
このような構成により、ワーク10の被検査面10aに存在する表面欠陥5と水滴6を判別して、精度良く表面欠陥5を検出することができる。
図5(a)に示す如く、表面欠陥検査装置1を用いて、棒状のワーク15の表面欠陥の検査を行う場合、照明装置3からワーク15に対して拡散照明光Xを照射すると、図5(a)中に示すような範囲Wに拡散照明光Xが照射される。
そこで、表面欠陥検査装置1を用いて、棒状のワーク15の表面欠陥の検査を行う場合には、範囲Aを除いた範囲を検出対象範囲Bとして、この検出対象範囲Bのみに限定して表面欠陥5の検出を行うようにしている。
尚、角度αは、棒状のワーク15の形状(太さ、曲率半径等)に応じて変化するため、検査対象となるワークごとに、角度αの値を設定する。
図11に従来の表面欠陥検査装置における欠陥検出のための画像処理のアルゴリズムを示している。
従来の画像処理のアルゴリズムでは、ワークの表面に存在する凹状の鋳巣や傷等の種類の欠陥を検出することが可能であったが、ワークの外周近傍に存在する欠けやバリ等の種類の欠陥を検出することができなかった。
そこで、表面欠陥検査装置1では、欠けやバリ等の種類の欠陥検出を可能にする画像処理のアルゴリズムを採用している。
図7および図8に示す如く、まず始めに、カメラ2の視野範囲Pにおける画像データを取得して、該画像データを画像処理装置4に入力する(STEP−101)。
そして、抽出した輪郭エッジSを直線近似することによって、直線近似した輪郭エッジ(以下、良品エッジTと呼ぶ)を生成する(STEP−104)。
また、画像データにおける輝度値の勾配から欠陥部のエッジの抽出を行う(STEP−106)。
そしてさらに、STEP−105における欠陥部の抽出結果とSTEP−106における欠陥部のエッジの抽出結果の論理積(即ち、STEP−105とSTEP−106のいずれにおいても抽出された部位)から欠陥候補を検出する(STEP−107)。
または、欠陥サイズと真円度のいずれかが閾値外であれば、検出した欠陥候補は欠陥であると判定し、当該ワークを不良品と判定する(STEP−110)。
尚、この欠けの種類の欠陥を検出可能にする画像処理のアルゴリズムによれば、従来から検出可能であった鋳巣や傷の種類の欠陥を検出することも可能である。
図9および図10に示す如く、まず始めに、カメラ2の視野範囲Pにおける画像データを取得して、該画像データを画像処理装置4に入力する(STEP−201)。
そして、抽出した輪郭エッジSを直線近似することによって、良品エッジTを生成する(STEP−204−1)。
また、この生成した良品エッジTの外側に一定幅Uの輪郭付近領域Vを設定する(STEP−204−2)。
また、輪郭付近領域Vの範囲内の画像データにおける輝度値の勾配から欠陥部のエッジの抽出を行う(STEP−206)。
そしてさらに、STEP−205における欠陥部の抽出結果とSTEP−206における欠陥部のエッジの抽出結果の論理積(即ち、STEP−205とSTEP−206のいずれにおいても抽出された部位)から欠陥候補を検出する(STEP−207)。
そして、欠陥サイズが閾値以内であれば、検出した欠陥候補はバリの種類の欠陥ではないと判定し、当該ワークを良品と判定する(STEP−209)。
または、欠陥サイズが閾値外であれば、検出した欠陥候補はバリの種類の欠陥であると判定し、当該ワークを不良品と判定する(STEP−210)。
2 カメラ
3 照明装置
4 画像処理装置
Claims (1)
- 表面欠陥の検出対象たるワークの被検査面に対して照明光を照射する照明と、
前記被検査面を撮像するカメラと、
該カメラにより撮像した画像データを画像処理して前記ワークの被検査面における表面欠陥を検出する画像処理装置と、
を備える表面欠陥の検査装置であって、
前記照明は、
前記被検査面に対して拡散反射させた照明光を照射し、かつ、
前記画像処理装置は、
前記照明により拡散反射させた照明光が照射された前記被検査面を前記カメラにより撮像した画像データに基づいて、
前記ワークの被検査面における表面欠陥を検出する、
ことを特徴とする表面欠陥の検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254290A JP2012103217A (ja) | 2010-11-12 | 2010-11-12 | 表面欠陥の検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010254290A JP2012103217A (ja) | 2010-11-12 | 2010-11-12 | 表面欠陥の検査装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012103217A true JP2012103217A (ja) | 2012-05-31 |
Family
ID=46393774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010254290A Pending JP2012103217A (ja) | 2010-11-12 | 2010-11-12 | 表面欠陥の検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012103217A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9927367B2 (en) * | 2014-05-05 | 2018-03-27 | Arconic Inc. | Apparatus and methods for weld measurement |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05307007A (ja) * | 1992-04-30 | 1993-11-19 | Matsushita Electric Ind Co Ltd | 表面検査方法 |
| JPH0868765A (ja) * | 1994-08-29 | 1996-03-12 | Nireco Corp | 画像処理による異物検出方法 |
-
2010
- 2010-11-12 JP JP2010254290A patent/JP2012103217A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05307007A (ja) * | 1992-04-30 | 1993-11-19 | Matsushita Electric Ind Co Ltd | 表面検査方法 |
| JPH0868765A (ja) * | 1994-08-29 | 1996-03-12 | Nireco Corp | 画像処理による異物検出方法 |
Non-Patent Citations (1)
| Title |
|---|
| JPN6014021473; 高橋 哲生, 田代 慎太郎: '「金属業界における光学式表面欠陥検査技術」' 電気製鋼 Vol. 71,No. 3, 200008, p. 237-242, 電気製鋼研究会 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9927367B2 (en) * | 2014-05-05 | 2018-03-27 | Arconic Inc. | Apparatus and methods for weld measurement |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220084183A1 (en) | Defect detection device, defect detection method, and program | |
| JP6531579B2 (ja) | ウェーハ検査方法およびウェーハ検査装置 | |
| JP6486050B2 (ja) | 検査装置および検査方法 | |
| TWI603072B (zh) | 偵測晶圓上之缺陷 | |
| JP4879881B2 (ja) | 反射性および蛍光性の画像を利用した電気回路を検査するためのシステムおよび方法 | |
| US7505619B2 (en) | System and method for conducting adaptive fourier filtering to detect defects in dense logic areas of an inspection surface | |
| CN102396058A (zh) | 检测晶片上的缺陷 | |
| KR20210064365A (ko) | 결함 검사 장치, 결함 검사 방법 | |
| CN112639451A (zh) | 晶圆的检查方法及检查装置 | |
| JP2017040600A (ja) | 検査方法、検査装置、画像処理装置、プログラム及び記録媒体 | |
| JP6812118B2 (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| JP6387909B2 (ja) | 表面欠陥検出方法、表面欠陥検出装置、及び鋼材の製造方法 | |
| KR20140031392A (ko) | 용기 주둥이부 검사 방법 및 장치 | |
| JP2007078540A (ja) | 外観検査方法及び外観検査装置 | |
| JP2002257736A (ja) | ハニカム構造体の端面検査方法及び装置 | |
| CN113125343A (zh) | 光学检测设备与光学检测方法 | |
| JP6811540B2 (ja) | 欠陥検出装置、欠陥検出方法およびプログラム | |
| JP5622338B2 (ja) | 半導体デバイス製造過程における異物とキズ痕との判別検査方法 | |
| JP6826893B2 (ja) | 表面検査装置、および表面検査方法 | |
| JP2012103217A (ja) | 表面欠陥の検査装置 | |
| JP2002250700A (ja) | パターン検査方法およびその装置 | |
| JP2009047517A (ja) | 検査装置 | |
| JP2007248051A (ja) | 対象物表面の欠陥検査方法 | |
| JP4389761B2 (ja) | はんだ検査方法およびその方法を用いた基板検査装置 | |
| JP5784406B2 (ja) | 加工品の検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131011 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140527 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140819 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150324 |