JP2011125141A - Stator core and method of manufacturing the same - Google Patents
Stator core and method of manufacturing the same Download PDFInfo
- Publication number
- JP2011125141A JP2011125141A JP2009280716A JP2009280716A JP2011125141A JP 2011125141 A JP2011125141 A JP 2011125141A JP 2009280716 A JP2009280716 A JP 2009280716A JP 2009280716 A JP2009280716 A JP 2009280716A JP 2011125141 A JP2011125141 A JP 2011125141A
- Authority
- JP
- Japan
- Prior art keywords
- electromagnetic steel
- stator core
- caulking
- core
- laminated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
本発明は、モータのステータを構成するステータコアおよびその製造方法の技術に関する。 The present invention relates to a technology of a stator core constituting a stator of a motor and a manufacturing method thereof.
従来、モータのステータを構成し磁束通路を形成するステータコアは、該ステータコアにおいて渦電流が生じて発熱すると、エネルギー損失(鉄損)が生じることが知られており、この鉄損をいかにして低減するかということが、モータ効率の改善を図る上で重要な課題となっている。
そして、ステータコアにおける鉄損の低減を図るためには、電磁鋼板を積層してステータコアを形成するのが有効であることが一般的に知られている。
Conventionally, a stator core that constitutes a stator of a motor and forms a magnetic flux path is known to generate energy loss (iron loss) when eddy current is generated in the stator core and heat is generated. How to reduce this iron loss Whether to do so is an important issue in improving motor efficiency.
In order to reduce iron loss in the stator core, it is generally known that it is effective to form a stator core by laminating electromagnetic steel sheets.
ところで、電磁鋼板を積層してステータコアを形成する場合、電磁鋼板を打ち抜いて円環状の積層部材を生成すると電磁鋼板の材料歩留まりが良くないため、円環形状を周方向に対して所定の角度割で均等に分割した態様の電磁鋼板片を生成しておき、この電磁鋼板片を複数用いてステータコアを形成する方法が広く採用されている。 By the way, when forming a stator core by laminating electromagnetic steel sheets, if the magnetic steel sheets are punched to produce an annular laminated member, the material yield of the electromagnetic steel sheets is not good. A method of forming a stator core by using a plurality of electromagnetic steel sheet pieces in a manner in which the electromagnetic steel sheet pieces are uniformly divided by the above-described method is generated.
このような電磁鋼板片を複数用いてステータコアを形成する方法では、電磁鋼板片を所定枚数だけ板厚方向に積層してサブアッシー部品(以下、分割コアと呼ぶ)を生成しておく。この分割コアは、ステータコアを周方向に対して所定の角度割で均等に分割した態様となっている。また分割コアを生成する場合の電磁鋼板片の積層方法としては、かしめが一般的に広く採用されている。 In such a method of forming a stator core using a plurality of electromagnetic steel plate pieces, a predetermined number of electromagnetic steel plate pieces are laminated in the plate thickness direction to generate a sub-assembly component (hereinafter referred to as a divided core). This divided core has a mode in which the stator core is equally divided at a predetermined angle relative to the circumferential direction. In addition, caulking is generally widely used as a method of laminating electromagnetic steel sheet pieces when generating split cores.
そして、所定個数の分割コアを円環状に整列させることによって分割構造を有するステータコア(以下、分割ステータコアと呼ぶ)を形成することができる。このような分割ステータコアは、従来から知られており、例えば、以下に示す特許文献1にその技術が開示され公知となっている。
A stator core having a divided structure (hereinafter referred to as a divided stator core) can be formed by aligning a predetermined number of divided cores in an annular shape. Such a split stator core has been conventionally known. For example, the technique is disclosed in
特許文献1に開示されている従来技術では、抜きかしめ(第一凹凸部)をコアバック部のみに設け、トゥース部にはエッジ部分がない形状の第二凹凸部を設けて、第二凹凸部により、電磁鋼板片の絶縁層を破壊しない構成とした分割ステータコアが開示されている。
また、第二凹凸部の凹部の半径よりも第二凹凸部の凸部の半径を大きくすることにより、電磁鋼板片を積層したときに、各電磁鋼板片の間に適当な隙間を生じさせることができる構成としている。
In the prior art disclosed in
In addition, by making the radius of the convex portion of the second concave and convex portion larger than the radius of the concave portion of the second concave and convex portion, when the electromagnetic steel plate pieces are laminated, an appropriate gap is generated between the electromagnetic steel plate pieces. It is set as the structure which can do.
しかしながら、このような分割ステータコアでは、分割コアを円環状に保持するために、各分割コアに締結リングを外嵌する構成が一般的であるが、締結リングによる緊結度を高くすると、隣接する各分割コアのコアバック部同士が当接し合うため、分割コアの端部に積層されている電磁鋼板片が、座屈したり、めくれたり、浮いたりしてしまう場合があった。 However, in such a split stator core, in order to hold the split core in an annular shape, a configuration in which a fastening ring is externally fitted to each split core is generally used. Since the core back portions of the split cores come into contact with each other, the electromagnetic steel sheet pieces laminated on the end portions of the split core may be buckled, turned up, or floated.
このように分割ステータコアを構成している電磁鋼板片に座屈やめくれや浮きが生じると、モータ効率が低下する原因等となるため好ましくない。このため、締結リング等の拘束部材を用いて分割コアを円環状に保持して分割ステータコアを形成する場合には、かしめて積層されている電磁鋼板片の座屈やめくれや浮きを確実に防止する必要があった。 If the magnetic steel sheet pieces constituting the split stator core are thus buckled, turned up, or floated, it is not preferable because the motor efficiency is lowered. For this reason, when a split stator core is formed by holding the split core in an annular shape by using a restraining member such as a fastening ring, it is possible to reliably prevent buckling, turning and floating of the electromagnetic steel sheet pieces that are caulked and laminated. There was a need to do.
本発明は、係る現状の課題を鑑みてなされたものであり、ステータコアにおいて生じる鉄損を抑えつつ、分割コア端部の座屈・めくれ・浮き等を確実に防止することができる分割構造を有するステータコアおよびその製造方法を提供することを目的としている。 The present invention has been made in view of the current problems, and has a split structure that can reliably prevent buckling, turning, floating, and the like of the end of the split core while suppressing iron loss that occurs in the stator core. It aims at providing a stator core and its manufacturing method.
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。 The problem to be solved by the present invention is as described above. Next, means for solving the problem will be described.
即ち、請求項1においては、板状部材を所定の枚数だけ板厚方向に積層するとともに、積層方向において隣接する前記板状部材同士をかしめて形成する積層部品からなり、所定の個数の前記積層部品を前記板状部材の積層方向に対して垂直な方向に隣接させつつ円環状に整列させて形成する前記積層部品の集合体と、前記積層部品の集合体に外嵌するリング部材と、を備えるステータコアであって、前記積層部品は、積層方向において最も端部に位置する前記板状部材を基準として、所定の枚数以内の前記板状部材のかしめ箇所数が、それ以外の前記板状部材のかしめ箇所数に比して多いものである。
That is, in
請求項2においては、板状部材を所定の枚数だけ板厚方向に積層するとともに、積層方向において隣接する前記板状部材同士をかしめて形成する積層部品からなり、所定の個数の前記積層部品を前記板状部材の積層方向に対して垂直な方向に隣接させつつ円環状に整列させて形成する前記積層部品の集合体と、前記積層部品の集合体に外嵌するリング部材と、を備えるステータコアの製造方法であって、前記積層部品の、積層方向において最も端部に位置する前記板状部材を基準として、所定の枚数以内の前記板状部材のかしめ箇所数を、それ以外の前記板状部材のかしめ箇所数に比して多くするものである。
In
本発明の効果として、以下に示すような効果を奏する。 As effects of the present invention, the following effects can be obtained.
請求項1においては、分割ステータコアにおける鉄損の増大を抑えつつ、積層された板状部材の座屈・めくれ・浮き等を確実に防止することができる。 According to the first aspect of the present invention, it is possible to reliably prevent buckling, turning, floating and the like of the laminated plate-like members while suppressing an increase in iron loss in the divided stator core.
請求項2においては、分割ステータコアにおける鉄損の増大を抑えつつ、積層された板状部材の座屈・めくれ・浮き等を確実に防止することができる。 According to the second aspect of the present invention, it is possible to reliably prevent buckling, turning, floating and the like of the laminated plate-like members while suppressing an increase in iron loss in the divided stator core.
次に、発明の実施の形態を説明する。 Next, embodiments of the invention will be described.
まず始めに、本発明の一実施例に係るステータコアを備えるステータの全体構成について、図1を用いて説明をする。尚、図1はステータコアを構成する分割コアのかしめ部のかしめ箇所数が3箇所である部位におけるステータの平面断面を示す図である。 First, an overall configuration of a stator including a stator core according to an embodiment of the present invention will be described with reference to FIG. FIG. 1 is a view showing a planar cross section of the stator at a portion where the number of caulking portions of the caulking portions of the divided cores constituting the stator core is three.
図1に示す如く、ステータ(固定子)1は、モータを構成する部品の一つであり、図示しないロータ(回転子)と一対で用いられるものである。
本実施例で示すステータ1は、本発明の一実施例に係るステータコア2とステータコイル3等により構成されている。
As shown in FIG. 1, the stator (stator) 1 is one of the components constituting the motor, and is used as a pair with a rotor (rotor) (not shown).
A
ステータコア2は、複数の電磁鋼板片4・4・・・を積層してなる複数の分割コア5・5・・・によって形成する分割コア集合体6と、締結リング7により構成しており、分割コア集合体6に締結リング7を外嵌して一体化することによって、ステータコア2を形成する構成としている。つまり、本発明の一実施例に係るステータコア2は分割構造を有するステータコア(所謂分割ステータコア)である。
The
ここで、電磁鋼板片4について、図2を用いて説明をする。
図2(a)・(b)に示す如く、電磁鋼板片4は、電磁鋼板を打ち抜き等によって所定の形状に切り出して生成される板状部材であり、所定の曲率半径を有する円弧部4aに沿って形成される略扇形のコアバック部4bと、コアバック部4bから円弧部4aの半径方向内側に向けて突設されるトゥース部4cを備えている。また、コアバック部4bの円弧部4aの周方向端部には各当接部4d・4dを形成している。
そして、本実施例で示す電磁鋼板片4では、対面する各当接部4d・4dが成す角度θ1を20°としている。
Here, the electromagnetic
As shown in FIGS. 2 (a) and 2 (b), the electromagnetic
And in the electromagnetic
各当接部4d・4dの近傍のコアバック部4bには、かしめ部8・8を形成しており、また、トゥース部4cの端部近傍においても、かしめ部9を形成している。
本実施例に示すステータコア2では、図2(a)に示すような、各かしめ部8・8・9のかしめ箇所数をそれぞれ3箇所とする電磁鋼板片4や、図2(c)に示すような各かしめ部8・8・9のかしめ箇所数をそれぞれ1箇所とする電磁鋼板片4等を積層部位に応じて使い分けるようにしている。
尚、本実施例では、各かしめ部8・8・9のかしめ形状が略矩形状である場合を例示しているが、本発明に係る電磁鋼板片に形成するかしめ部のかしめ形状をこれに限定するものではなく、例えば、円形状や楕円形状等の種々のかしめ形状を採用することができる。
Caulking
In the
In the present embodiment, the case where the caulking shape of each
ここで、分割コア5について、図3を用いて説明をする。
図3に示す如く、分割コア5は、電磁鋼板片4を複数枚積層して形成される積層部材であり、電磁鋼板片4のコアバック部4b(図2参照)を積層して形成するコアバック部5aと、電磁鋼板片4のトゥース部4c(図2参照)を積層して形成するトゥース部5bを備えており、また、積層する各電磁鋼板片4・4・・・・の各当接部4d・4d・・・(図2参照)により、コアバック部5aの周方向両端部に各当接面5c・5cを形成している。
各当接面5c・5cは、電磁鋼板片4の各当接部4d・4dを連続させることにより形成する部位であるため、各当接面5c・5cが成す角度θ2は角度θ1と同じく20°となる。
Here, the
As shown in FIG. 3, the divided
Each
そして、本実施例で示す分割コア5では、各当接面5c・5cが成す角度θ2を20°としているため、18個の分割コア5・5・・・を用いて、各分割コア5・5・・・の各当接面5c・5c・・・を互いに当接させて配置することにより、円環状の分割コア集合体6を形成することができる。
Then, the divided
ここで、分割コア集合体6について、図4を用いて説明をする。
図4に示す如く、分割コア集合体6は、18個の分割コア5・5・・・を円環状に配置することによって形成されるものである。
分割コア集合体6は、18個の分割コア5・5・・・の各コアバック部5aを円環状に整列させることによってコアバック部6aを形成しており、コアバック部6aの外周部に締結リング7を外嵌する外周面6bを形成している。
また分割コア集合体6では、各分割コア5・5・・・の各トゥース部5b・5b・・・がそのまま分割コア集合体6のトゥース部となっており、各トゥース部5b・5b・・・の間に形成される空間を、ステータコイル3・3・・・を配置するための各スロット部としている。
Here, the
As shown in FIG. 4, the divided
The divided
In the
尚、本実施例では、各分割コア5・5・・・が、20°の角度割で均等に(即ち、18個に)分割した態様である場合を例示しているが、本発明に係るステータコアを構成する分割コアの分割態様をこれに限定するものではなく、各分割コアの角度割を何度にするか(即ち、周方向に均等に幾つに分割した態様とするか)は、モータの極数等に応じて適宜設定することができる。
In the present embodiment, the case where each of the divided
ここで、締結リング7について、図5および図6を用いて説明をする。
図5に示す如く、締結リング7は、円柱状の本体部7aと、該本体部7aの軸方向端部に形成する半径方向外側に突設される鍔部7bを備える円環状のリング部材であり、本体部7aの内径(即ち、内周面7cの直径)を、分割コア集合体6の外径(即ち、外周面6bの直径)に比して小さくしている。
そして、分割コア集合体6の外周面6bに締結リング7の内周面7cが接するように、分割コア集合体6に締結リング7を外嵌することによって、図6に示すようなステータコア2を形成する構成としている。
Here, the
As shown in FIG. 5, the
Then, by fitting the
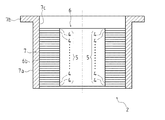
ここで、ステータコア2について、図6および図7を用いて説明をする。
図6および図7に示す如く、本発明の一実施例に係るステータコアであるステータコア2は、分割コア集合体6に締結リング7を外嵌することによって形成される。そして、ステータコア2においては、各分割コア5・5・・・の各当接面5c・5cには、各当接面5c・5c同士が押し合う応力を作用させている。
これにより、各分割コア5・5・・・同士の密着力を増大させて、ステータコア2における鉄損の低減を図るとともに、分割コア集合体6にモータの回転トルクに耐えうる緊結力を付与する構成としている。
分割コア集合体6に対して締結リング7を外嵌する方法としては、焼き嵌めや圧入等の方法を採用することができる。
Here, the
As shown in FIGS. 6 and 7, the
As a result, the adhesion between the
As a method of externally fitting the
そして、このようにして形成されるステータコア2において、分割コア集合体6が備える各トゥース部5b・5b・・・にステータコイル3を巻回することにより、図1に示すようなステータ1を構成する。
Then, in the
次に、本発明の一実施例に係るステータコアの製造方法について、図8〜図11を用いて説明をする。
図8に示す如く、本発明の一実施例に係るステータコア2の製造方法では、まず始めに、所定枚数の電磁鋼板片4・4・・・を、外形形状を合致させつつ積層するとともに、積層方向において隣接する各電磁鋼板片4・4の各かしめ部8・8・9をかしめて、分割コア5を生成する(STEP−1)。
分割コア5は、円環状の分割コア集合体6を生成するのに必要な個数を生成する。本実施例では、18個を一単位として複数の分割コア5・5・・・を生成する。
Next, a method for manufacturing a stator core according to an embodiment of the present invention will be described with reference to FIGS.
As shown in FIG. 8, in the manufacturing method of the
The divided
ここで、分割コア5における電磁鋼板片4の積層方法について説明をする。尚、ここではかしめ部8のかしめ状況を例示して積層方法を説明しているが、かしめ部9のかしめ状況も同様となる。
図9に示す如く、本発明の一実施例に係るステータコア2を構成する各電磁鋼板片4・4・・・は、かしめ部8の態様が異なる2種類の電磁鋼板片4(以下において説明する第一電磁鋼板片4A、第二電磁鋼板片4B)に分類することができる。
Here, the lamination | stacking method of the electromagnetic
As shown in FIG. 9, each of the electromagnetic
第一の態様の電磁鋼板片4である第一電磁鋼板片4Aは、一方の面(表面)に凸部8aが1個形成されるとともに、他方の面(裏面)の表面の凸部8aと同じ平面配置となる位置に凹部8bが1個形成される態様である第一の態様のかしめ部8Aが形成されるものである。
The first electromagnetic
ここで、凸部8aと凹部8bは互いに嵌合しあう形状を有しているため、隣接する各第一電磁鋼板片4A・4A・・・の各凸部8a・8a・・・および各凹部8b・8b・・・を嵌合させることによって、各第一電磁鋼板片4A・4A・・・をかしめて積層することができる。
そして、第一電磁鋼板片4Aを積層方向の上下に所定枚数だけかしめて積層することによって、分割コア5の積層方向に対する中央の部位である中央部5Aを形成している。
Here, since the
Then, a
本実施例で示す中央部5Aは、その中央の部位において積層方向を上下反転させており、この中央の反転位置では各第一電磁鋼板片4A・4Aをかしめていないが、締結リング7をステータコア2に外嵌することによって各第一電磁鋼板片4A・4Aの積層状態を保持する構成としている。
尚、ここで説明した中央部5Aの積層方法は例示であり、本発明に係るステータコアの構成を、中央部の積層構造および積層方法によって限定するものではない。
The
In addition, the lamination | stacking method of
第二の態様の電磁鋼板片4である第二電磁鋼板片4Bは、一方の面(表面)に凸部8aが3個形成されるとともに、他方の面(裏面)の表面の凸部8aと同じ平面配置となる位置に凹部8bが3個形成される態様である第二の態様のかしめ部8Bが形成されるものである。このため、隣接する各第二電磁鋼板片4B・4B・・・の各凸部8a・8a・・・および各凹部8b・8b・・・を嵌合させることによって、各第二電磁鋼板片4B・4B・・・をかしめて積層することができる。また、第二電磁鋼板片4Bは、第一電磁鋼板片4Aに連続してかしめて積層することもできる。
The second electromagnetic
そして、中央部5Aの両端部の各第一電磁鋼板片4A・4Aに第二電磁鋼板片4Bをそれぞれ3枚ずつ隣接させて、各凸部8a・8a・・・および各凹部8b・8b・・・を嵌合させることにより、中央部5Aを中心として、第二電磁鋼板片4Bを積層方向の上下にそれぞれ3枚ずつかしめて積層する。
これにより、各第二電磁鋼板片4B・4B・・・によって、分割コア5の積層方向に対する両端の部位である端部5B・5Cを形成している。
Then, each of the first electromagnetic
Thereby,
尚、本実施例では、分割コア5の中央部5Aを形成する第一電磁鋼板片4Aのかしめ部8Aは、凸部8aあるいは凹部8b(即ち、かしめ箇所)が1箇所ずつ形成されており、分割コア5の端部5B・5Cを形成する第二電磁鋼板片4Bのかしめ部8Bは、凸部8aあるいは凹部8b(即ち、かしめ箇所)が3箇所ずつ形成される場合を例示しているが、端部のかしめ部のかしめ箇所数が、それ以外の部位のかしめ部のかしめ箇所数に比して多い構成であればよく、本発明に係るステータコアにおいて、各電磁鋼板片に形成するかしめ部のかしめ箇所数を本実施例のかしめ箇所数(端部が3箇所に対してそれ以外が1箇所の場合)に限定するものではない。
In the present embodiment, the
そして、第一および第二の各電磁鋼板片4A・4Bを用いて、分割コア5をかしめて積層することにより、分割コア5の中央部5Aに比して、端部5B・5Cのかしめ箇所数を多くする構成としている。
これにより、分割コア5の中央部5Aに比して、端部5B・5Cにおける各電磁鋼板片4・4・・・の密着力を増大させている。
And, by using the first and second electromagnetic
Thereby, compared with the
次に、図8に示す如く、本発明の一実施例に係るステータコア2の製造方法では、所定個数の分割コア5・5・・・を円環状に整列させて、分割コア集合体6を生成する(STEP−2)。本実施例で示す分割コア集合体6は、18個の分割コア5・5・・・を円環状に整列させることにより生成している。
Next, as shown in FIG. 8, in the method for manufacturing the
次に、本発明の一実施例に係るステータコア2の製造方法では、分割コア集合体6に締結リング7を外嵌する(STEP−3)。
これにより、分割コア集合体6を精度良く円環状に保持するようにしている。
Next, in the method for manufacturing the
Thereby, the divided
ここで、図10に示すように、分割コア集合体6に締結リング7を外嵌する方法としては、図10(a)に示すような締結リング7を焼嵌めする方法や、あるいは、図10(b)に示すような締結リング7を圧入する方法等が採用できる。
Here, as shown in FIG. 10, as a method of externally fitting the
例えば、図10(a)に示すような焼嵌めする方法では、締結リング7を加熱することによって、締結リング7を膨張させて直径を大きくしておき、締結リング7に分割コア集合体6を挿通するとともに、その後締結リング7を冷却して、締結リング7を定常状態の直径に復元(収縮)することにより、分割コア集合体6に締結リング7を外嵌することができる。
For example, in the method of shrink fitting as shown in FIG. 10A, the
この場合、締結リング7の直径が定常状態に復元(収縮)するときに、各分割コア5・5・・・は締結リング7の内周面7cによって半径方向内側に押圧される。そしてこの結果、各分割コア5・5・・・には、隣接する各当接面5c・5c・・・が互いに押圧し合う力が作用する。この押圧力に起因して、分割コア5の特に端部5B・5Cに位置する各電磁鋼板片4・4・・・(各第二電磁鋼板片4B・4B・・・)の点X・Y近傍において、座屈・めくれ・浮き等が起こりやすい状況が生じる。
In this case, when the diameter of the
また例えば、図10(b)に示すような圧入する方法では、分割コア集合体6の直径に比して直径が小さい締結リング7に分割コア集合体6を軸方向に圧入して、分割コア集合体6に締結リング7を外嵌することができる。
Further, for example, in the method of press-fitting as shown in FIG. 10B, the
この場合、締結リング7を圧入することにより、焼嵌めの場合と同様に、各分割コア5・5・・・は締結リング7の内周面7cによって半径方向内側に押圧される。そしてこの結果、各分割コア5・5・・・には、隣接する各当接面5c・5c・・・が互いに押圧し合う力が作用する。この押圧力に起因して、分割コア5の特に端部5B・5Cに位置する各電磁鋼板片4・4・・・(各第二電磁鋼板片4B・4B・・・)の点X・Y近傍において、座屈・めくれ・浮き等が起こりやすい状況が生じる。
In this case, when the
また、締結リング7を圧入するときには、分割コア集合体6の圧入終端側に位置する各電磁鋼板片4・4・・・(各第二電磁鋼板片4B・4B・・・)は、締結リング7との間で生じる摩擦力により圧入方向(軸方向)に引きずられるため、点Y近傍において、座屈・めくれ・浮き等が起こりやすい状況が生じる。
Further, when the
しかしながら、このような座屈・めくれ・浮き等が生じやすい状況においても、本発明の一実施例に係るステータコア2では、図11(a)に示すように分割コア5の端部5B・5Cにおけるかしめ箇所数(本実施例では3箇所)を、図11(b)に示すように分割コア5の中央部5Aにおけるかしめ箇所数(本実施例では1箇所)に比して多くして、端部5B・5Cに位置する各電磁鋼板片4・4・・・(各第二電磁鋼板片4B・4B・・・)の密着力を増大させているため、座屈・めくれ・浮き等を確実に防止することができる。
However, even in a situation where such buckling, turning, floating, etc. are likely to occur, in the
また、本発明の一実施例に係るステータコア2では、図11(b)に示すように分割コア5の中央部5Aにおけるかしめ箇所数は増大させておらず、従来のかしめ状態と同様であるため、かしめ箇所数の増大に伴うステータコア2における鉄損の悪化を最小限に留めるようにしている。
このような構成により、ステータコア2における鉄損の悪化を最小限に抑えつつ、分割コア5の端部5B・5Cにおける各電磁鋼板片4・4・・・の座屈・めくれ・浮き等を確実に防止するようにしている。
Further, in the
With such a configuration, the deterioration of the iron loss in the
尚、本実施例では、分割コア5の端部5B・5Cを、最も端に積層される電磁鋼板片4を基準として3層目までの各電磁鋼板片4・4・4によって形成する場合を例示しているが、最も端から何層目までの電磁鋼板片を端部として扱うかについては、電磁鋼板片の仕様(厚さ・材質等)や締結リングの外嵌によって電磁鋼板片に生じる周方向や回転軸方向への応力の大きさ等に応じて適宜設定するべきものであり、本発明に係るステータコアにおいて、端部として扱う電磁鋼板片の積層数を、最も端に積層される電磁鋼板片を基準として3層目までとする場合に限定するものではない。
In this embodiment, the
即ち、本発明の一実施例に係るステータコア2は、板状部材である電磁鋼板片4を所定の枚数だけ板厚方向に積層するとともに、積層方向において隣接する各電磁鋼板片4・4同士をかしめて形成する積層部品である分割コア5からなり、所定の個数(本実施例では18個)の各分割コア5・5・・・を各電磁鋼板片4・4・・・の積層方向に対して垂直な方向に隣接させつつ円環状に整列させて形成する分割コア5の集合体である分割コア集合体6と、分割コア集合体6に外嵌するリング部材である締結リング7と、を備えるものであって、分割コア5は、積層方向において最も端部に位置する電磁鋼板片4を基準として、所定の枚数(本実施例では3枚)以内の電磁鋼板片4・4・・・(即ち、端部5B・5C)のかしめ箇所数(本実施例では3箇所)が、それ以外の各電磁鋼板片4・4・・・(即ち、中央部5A)のかしめ箇所数(本実施例では1箇所)に比して多いものである。
That is, the
また、本発明の一実施例に係るステータコアの製造方法は、板状部材である電磁鋼板片4を所定の枚数だけ板厚方向に積層するとともに、積層方向において隣接する各電磁鋼板片4・4同士をかしめて形成する積層部品である分割コア5からなり、所定の個数(本実施例では18個)の各分割コア5・5・・・を各電磁鋼板片4・4・・・の積層方向に対して垂直な方向に隣接させつつ円環状に整列させて形成する分割コア5の集合体である分割コア集合体6と、分割コア集合体6に外嵌するリング部材である締結リング7と、を備えるステータコア2の製造方法であって、分割コア5の、積層方向において最も端部に位置する電磁鋼板片4を基準として、所定の枚数(本実施例では3枚)以内の各電磁鋼板片4・4・・・(即ち、端部5B・5C)のかしめ箇所数(本実施例では3箇所)を、それ以外の各電磁鋼板片4・4・・・(即ち、中央部5A)のかしめ箇所数(本実施例では1箇所)に比して多くするものである。
In the stator core manufacturing method according to an embodiment of the present invention, a predetermined number of electromagnetic
このような構成により、分割構造を有するステータコア2における鉄損の増大を抑えつつ、積層された各電磁鋼板片4・4・・・の座屈・めくれ・浮き等を確実に防止することができる。
With such a configuration, it is possible to reliably prevent buckling, turning, floating, and the like of each of the laminated electromagnetic
1 ステータ
2 ステータコア
4 電磁鋼板片
5 分割コア
5c 当接面
5A 中央部
5B 端部
5C 端部
6 分割コア集合体
7 締結リング
8 かしめ部
DESCRIPTION OF
Claims (2)
前記積層部品の集合体に外嵌するリング部材と、
を備えるステータコアであって、
前記積層部品は、
積層方向において最も端部に位置する前記板状部材を基準として、所定の枚数以内の前記板状部材のかしめ箇所数が、
それ以外の前記板状部材のかしめ箇所数に比して多い、
ことを特徴とするステータコア。 A predetermined number of plate-like members are laminated in the plate thickness direction, and the plate-like members are laminated components formed by caulking the plate-like members adjacent in the lamination direction, and a predetermined number of the laminated components are laminated on the plate-like members. An assembly of the laminated parts formed to be arranged in an annular shape adjacent to each other in a direction perpendicular to the direction;
A ring member externally fitted to the assembly of the laminated parts;
A stator core comprising:
The laminated component is
Based on the plate-like member located at the end in the stacking direction, the number of caulking locations of the plate-like member within a predetermined number is
More than the number of caulking locations of the other plate-like members other than that,
A stator core characterized by that.
前記積層部品の集合体に外嵌するリング部材と、
を備えるステータコアの製造方法であって、
前記積層部品の、積層方向において最も端部に位置する前記板状部材を基準として、所定の枚数以内の前記板状部材のかしめ箇所数を、
それ以外の前記板状部材のかしめ箇所数に比して多くする、
ことを特徴とするステータコアの製造方法。 A predetermined number of plate-like members are laminated in the plate thickness direction, and the plate-like members are laminated components formed by caulking the plate-like members adjacent in the lamination direction, and a predetermined number of the laminated components are laminated on the plate-like members. An assembly of the laminated parts formed to be arranged in an annular shape adjacent to each other in a direction perpendicular to the direction;
A ring member externally fitted to the assembly of the laminated parts;
A stator core manufacturing method comprising:
Based on the plate-like member located at the end in the lamination direction of the laminated component, the number of caulking locations of the plate-like member within a predetermined number of sheets,
Increase compared to the number of caulking locations of the other plate-like members,
A stator core manufacturing method characterized by the above.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009280716A JP2011125141A (en) | 2009-12-10 | 2009-12-10 | Stator core and method of manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009280716A JP2011125141A (en) | 2009-12-10 | 2009-12-10 | Stator core and method of manufacturing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011125141A true JP2011125141A (en) | 2011-06-23 |
Family
ID=44288459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009280716A Pending JP2011125141A (en) | 2009-12-10 | 2009-12-10 | Stator core and method of manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011125141A (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013034285A (en) * | 2011-08-01 | 2013-02-14 | Denso Corp | Stator core for rotating electric machine |
| CN104901442A (en) * | 2014-03-06 | 2015-09-09 | 株式会社电装 | Stator for electric rotating machine |
| CN110138156A (en) * | 2019-05-22 | 2019-08-16 | 浙江信戈制冷设备科技有限公司 | It is a kind of to manufacture discrete piece electric machine iron core method in the way of waste paper self-clinching |
| CN110492630A (en) * | 2018-05-15 | 2019-11-22 | 三菱电机株式会社 | Rotating electric machine |
| CN112636554A (en) * | 2019-10-07 | 2021-04-09 | 三菱电机株式会社 | Rotating electrical machine |
| WO2022196359A1 (en) * | 2021-03-15 | 2022-09-22 | 日本発條株式会社 | Laminated iron core manufacturing method and laminated iron core |
-
2009
- 2009-12-10 JP JP2009280716A patent/JP2011125141A/en active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013034285A (en) * | 2011-08-01 | 2013-02-14 | Denso Corp | Stator core for rotating electric machine |
| CN104901442A (en) * | 2014-03-06 | 2015-09-09 | 株式会社电装 | Stator for electric rotating machine |
| JP2015171202A (en) * | 2014-03-06 | 2015-09-28 | 株式会社デンソー | Stator of rotary electric machine |
| US10158262B2 (en) | 2014-03-06 | 2018-12-18 | Denso Corporation | Stator for electric rotating machine |
| CN110492630A (en) * | 2018-05-15 | 2019-11-22 | 三菱电机株式会社 | Rotating electric machine |
| CN110138156A (en) * | 2019-05-22 | 2019-08-16 | 浙江信戈制冷设备科技有限公司 | It is a kind of to manufacture discrete piece electric machine iron core method in the way of waste paper self-clinching |
| CN112636554A (en) * | 2019-10-07 | 2021-04-09 | 三菱电机株式会社 | Rotating electrical machine |
| JP2021061677A (en) * | 2019-10-07 | 2021-04-15 | 三菱電機株式会社 | Rotary electric machine |
| WO2022196359A1 (en) * | 2021-03-15 | 2022-09-22 | 日本発條株式会社 | Laminated iron core manufacturing method and laminated iron core |
| JPWO2022196359A1 (en) * | 2021-03-15 | 2022-09-22 | ||
| JP7464740B2 (en) | 2021-03-15 | 2024-04-09 | 日本発條株式会社 | Manufacturing method of laminated iron core and laminated iron core |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5258190B2 (en) | Laminated iron core structure of stepping motor | |
| CN113169594A (en) | Laminated core and rotating electrical machine | |
| JP5239200B2 (en) | Permanent magnet rotating electric machine | |
| CN107408852B (en) | The manufacturing method of rotor, rotating electric machine and rotor | |
| JP2011125141A (en) | Stator core and method of manufacturing the same | |
| US20140009031A1 (en) | Motor stator and motor | |
| JP5326642B2 (en) | Rotating electric machine and method of manufacturing rotating electric machine | |
| US20110148246A1 (en) | Stator and motor provided with the stator | |
| JP2010148329A (en) | Stator core structure of rotating electric machine | |
| WO2017195498A1 (en) | Rotor and rotary electric machine | |
| JP2010017003A (en) | Stator core of rotating electric machine | |
| JP6997697B2 (en) | How to assemble a rotary machine, stator and stator | |
| JP2015220875A (en) | Stator of rotary electric machine | |
| EP2676353A2 (en) | Split core and stator core | |
| JP5900180B2 (en) | Rotor core of rotating electrical machine | |
| WO2014136145A1 (en) | Stator core of rotating machine, rotating machine and method for manufacturing same | |
| JP5659770B2 (en) | Rotating electric machine core and method of manufacturing rotating electric machine core | |
| WO2020071460A1 (en) | Wound core | |
| JP2018023232A (en) | Rotary electric machine and manufacturing method therefor | |
| JP2013143805A (en) | Rotor of rotary electric machine, and rotary electric machine with the same | |
| JP2013070494A (en) | Stator core and motor | |
| WO2019123513A1 (en) | Stator core and motor equipped with said stator core | |
| JP5181994B2 (en) | Split stator and motor | |
| JP2010016932A (en) | Stator structure of rotating electrical machine | |
| JP5462643B2 (en) | Laminated iron core and method for manufacturing the same |