JP2011104983A - Thermosensitive ink roller and hot roller printer - Google Patents
Thermosensitive ink roller and hot roller printer Download PDFInfo
- Publication number
- JP2011104983A JP2011104983A JP2010090763A JP2010090763A JP2011104983A JP 2011104983 A JP2011104983 A JP 2011104983A JP 2010090763 A JP2010090763 A JP 2010090763A JP 2010090763 A JP2010090763 A JP 2010090763A JP 2011104983 A JP2011104983 A JP 2011104983A
- Authority
- JP
- Japan
- Prior art keywords
- roll
- printing
- ink
- hot
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Impression-Transfer Materials And Handling Thereof (AREA)
- Inks, Pencil-Leads, Or Crayons (AREA)
Abstract
Description
本発明は、高速印刷においてインクが飛散することを抑制すると共に印字持続性や材料の耐久性の向上が可能な感熱式インクロールと、この感熱式インクロールを用いて高速な印刷が可能なホットロールプリンタに関する。 The present invention provides a thermal ink roll capable of suppressing ink scattering in high-speed printing and improving printing durability and material durability, and hot printing capable of high-speed printing using the thermal ink roll. It relates to a roll printer.
医療包装等の軽包装への対応及び食品包装材料等の賞味期限表示義務強化に伴い、薬品、及び医療用品、並びに菓子、スナック、加工食品、レトルト食品、ボイル・水物等の食品の外装袋のみの表示から個装袋への表示も表示用途として対応を求められるようになった。これら外装袋、個装袋の包装資材などに文字や記号等を印刷(以下、印字という)するには従来からホットロールプリンタが用いられている。 Along with the light duty packaging such as medical packaging and the obligation to display the expiration date of food packaging materials, etc., outer packaging bags for medicines, medical supplies, confectionery, snacks, processed foods, retort foods, boiled food The display from the only display to the individual packaging is now required to be used for display purposes. Conventionally, a hot roll printer has been used to print characters, symbols and the like (hereinafter referred to as “printing”) on the packaging material of these outer packaging bags and individual packaging bags.
ホットロールプリンタは、活字体が設けられて回転する印字ロールと、この印字ロールと共に回転してインクを活字体に転写すべく、ロール状の連続気泡発泡体に熱溶融インクを含浸させた感熱式インクロールと、この感熱式インクロールの周面の一部に対面状に配置して該感熱式インクロールを熱するインクロール加熱部と、活字体により印字される基材を一定方向に搬送する搬送部とを備えている。 The hot roll printer has a printing roll that is rotated with a typeface, and a thermal type in which a roll-like open-cell foam is impregnated with hot-melt ink in order to rotate and transfer the ink to the typeface. An ink roll, an ink roll heating part that heats the heat-sensitive ink roll by being arranged face-to-face on a part of the peripheral surface of the heat-sensitive ink roll, and a substrate to be printed by a type body are conveyed in a certain direction. And a transport unit.
ホットロールプリンタによる包装資材への印字は、感熱式インクロールをインクロール加熱部で加熱して熱溶融インクを連続気泡発泡体表面に滲み出させる一方で印字ロールも活字体を加熱し、該活字体と該連続気泡発泡体を接触させつつ、該感熱式インクロールと該印字ロールを互いに回転させて熱溶融インクを活字体に転写し、該印字ロールの該感熱式インクロールと接触する箇所とは別の回転箇所において活字体を包装資材に接触させて行われる。 Printing on packaging materials by a hot roll printer is performed by heating a thermal ink roll with an ink roll heating section to ooze the hot melt ink onto the surface of the open cell foam, while the printing roll also heats the typeface. The thermal ink roll and the printing roll are rotated with each other while the font and the open-cell foam are in contact with each other, and the hot melt ink is transferred to the printed font, and the printing roll is in contact with the thermal ink roll. Is carried out by bringing the typeface into contact with the packaging material at another rotational location.
ホットロールプリンタは、印字時の印字ロールの回転数(以下、印字回転数という)が、現状、速いもので150rpm位であったが、上記のとおり個装袋への印字を行うとなると、効率面でさらなる印字の高回転化が望まれている。 The hot roll printer currently has a printing roll speed at the time of printing (hereinafter referred to as “printing speed”) as fast as about 150 rpm. However, as described above, when printing is performed on individual bags, the efficiency is high. It is desired to further increase the printing speed.
ところで、上記構成のホットロールプリンタは、印字回転数をさらに高速にしようとしても、感熱式インクロールから適切に熱溶融インクを活字体のみに転写させることができないという制約があり、現状ではどうしても150rpm程度に抑えなければならなかった。 By the way, the hot roll printer having the above-described configuration has a limitation that it is not possible to appropriately transfer the hot-melt ink from the thermal ink roll only to the typeface even if the printing rotation speed is further increased. I had to keep it to a certain extent.
ホットロールプリンタに現状用いられる感熱式インクロールは、例えば特許文献1に示すように、硬度5〜50度、孔径70〜300μmのポリウレタン、シリコーンスポンジでなるロール状の連続発泡体で構成されている。
A thermal ink roll currently used for a hot roll printer is composed of a roll-like continuous foam made of polyurethane or silicone sponge having a hardness of 5 to 50 degrees and a pore diameter of 70 to 300 μm, as shown in
上記特許文献1を含め、従来の感熱式インクロールは、熱溶融インクの印字に適切な溶融温度とされる80〜150℃に加熱した状態で、印字回転数を300rpm以上に上げると、連続気泡発泡体の表面に滲み出た熱溶融インクが著しく飛散し、インクロール加熱部や包装資材まで汚すことがあった。特に食品等の包装資材に熱溶融インクが付着することは、衛生上で致命的な欠陥となる。
When the conventional thermal ink roll including the above-mentioned
一方、印字回転数を300rpm以上に上げるということは、熱溶融インクの消費ペースも速くなることと、それに伴って熱溶融インクの著しい飛散も大きく影響して、感熱式インクロールの表面から適量で熱溶融インクを活字体に供給できなくなり、想定する印字可能な回数を満たさないうちに印字濃度の急激な低下が生じ、文字、記号等の印字像の判読が難しくなる。特に食品等の包装資材の印字の判読が困難となる場合は、賞味期限表示の義務を果たし得ないことになる。 On the other hand, increasing the printing speed to 300 rpm or more increases the consumption rate of the hot melt ink, and accordingly, the significant scattering of the hot melt ink greatly affects the amount from the surface of the thermal ink roll. The hot-melt ink cannot be supplied to the typeface, and the print density rapidly decreases before the expected number of prints is satisfied, making it difficult to interpret the print image of characters, symbols, and the like. In particular, when it becomes difficult to interpret the printing of packaging materials such as food, the expiration date display duty cannot be fulfilled.
さらには、感熱式インクロールと印字ロールの活字体との高速で多数回の接触により、感熱式インクロールの熱溶融インクを含浸させる材料の変形や摩耗劣化が速くなって熱溶融インクを適切に消費する前に使用不可能となることも想定される。 Furthermore, due to the high-speed contact between the thermal ink roll and the print roll typeface, the deformation of the material impregnated with the hot-melt ink of the thermal ink roll and the wear deterioration are accelerated, so that the hot-melt ink can be appropriately used. It is also assumed that it becomes unusable before consumption.
以上のことから、上記特許文献1を含め従来の感熱式インクロール及びこれを用いたホットロールプリンタは、印字量や効率をさらに向上させる旨の要望に対し、ホットロールプリンタでは感熱式インクロールの熱溶融インクの飛散及び印字持続性や該感熱式インクロールの材料の耐久性の制約上、150rpm程度が最高速度となっていたのである。
In view of the above, the conventional thermal ink roll including the above-mentioned
そこで、高速印字時の熱溶融インクの飛散を抑制させ、印字持続性を向上させるために、熱溶融インクの溶融粘度を高くすると、熱溶融インクが感熱式インクロールの表面に滲みにくく、印字品質上、著しい印字濃度の低下や印字かすれが生じる。この状態をホットロールプリンタ側で解消するため、感熱式インクロールと活字体との接触圧力を過剰に高くすると、該感熱式インクロールに変形が生じるおそれがある。 Therefore, if the melt viscosity of the hot melt ink is increased in order to suppress the scattering of the hot melt ink during high-speed printing and improve the printing sustainability, the hot melt ink is less likely to spread on the surface of the thermal ink roll, and the print quality In addition, a significant decrease in print density and blurring occur. In order to eliminate this state on the hot roll printer side, if the contact pressure between the thermal ink roll and the printed body is excessively increased, the thermal ink roll may be deformed.
一方、印字濃度を向上させるために、溶融粘度が低粘度の熱溶融インクを用いたり、加熱温度を高温にして熱溶融インクを低粘度化することが考えられるが、そうすると、インクが感熱式インクロールから滲み出やすくなって飛散が生じたり、インクが垂れたりして、無駄に消費量が増え、印字持続性が逆に悪化する。さらに、文字が判別できないほどつぶれてしまったりする問題が生じるおそれがある。 On the other hand, in order to improve the printing density, it is conceivable to use a hot-melt ink having a low melt viscosity or to reduce the viscosity of the hot-melt ink by increasing the heating temperature. It tends to ooze out from the roll, causing scattering or dripping of ink, resulting in a wasteful increase in consumption and a deterioration in printing sustainability. Furthermore, there is a possibility that a problem may occur in which characters are crushed so that they cannot be identified.
この状態をホットロールプリンタ側で解消するため、感熱式インクロールと活字体との接触圧力を調整することも考えられるが、活字体と感熱式インクロールとの接触圧力を丁度それらが接触する程度に調整しておかなければ鮮明な印字を得ることができず、少しでも接触圧力が強くなると活字体の周囲に熱溶融インクが逃げてしまい、包装資材に印字された文字が輪郭だけとなるいわゆる白抜きの様になってしまったりする問題が生じる。 In order to eliminate this state on the hot roll printer side, it is conceivable to adjust the contact pressure between the thermal ink roll and the typeface, but the contact pressure between the typeface and the thermal type ink roll is just about to contact them. If the contact pressure is too high, the hot-melt ink escapes around the typeface and the characters printed on the packaging material are only outlines. There is a problem of becoming white.
また、高速印字時の熱溶融インクの飛散を抑制すべく、インクロール加熱部の加熱温度を低温にして熱溶融インクを高粘度化することも考えられるが、これでは熱溶融インクを活字体へ適切に転写できない。 In order to suppress the scattering of hot melt ink during high-speed printing, it may be possible to increase the viscosity of the hot melt ink by lowering the heating temperature of the ink roll heating unit. Cannot transfer properly.
本発明で解決しようとする問題は、ホットロールプリンタの印字回転数を上げて高速印字を行うべく、従来の感熱式インクロールを用いると、熱溶融インクが飛散したり、消費ペースの不適性化で印字濃度の急激な低下が生じるといった印字持続性の低下、さらには該感熱式インクロールの材料の早期劣化、が生じ、これらを熱溶融インクの溶融粘度やホットロールプリンタ側での調整で解消しようとしても別の問題が生じ、全てをバランスよく改善できない点である。 The problem to be solved by the present invention is that when a conventional thermal ink roll is used to increase the printing speed of a hot roll printer to perform high-speed printing, hot-melt ink is scattered or the consumption pace becomes inadequate. This causes a decrease in print durability, such as a sudden drop in print density, and an early deterioration of the thermal ink roll material, which can be eliminated by adjusting the melt viscosity of the hot melt ink or the hot roll printer. Attempting to do so causes another problem and cannot improve everything in a balanced manner.
本発明者は、上記の問題点について種々検討を行った結果、熱溶融インクの粘度や加熱温度の調整によらず、感熱式インクロールを以下のようにすることで解決することを見出した。すなわち、本発明の感熱式インクロールは、50〜87.5%の圧縮率で圧縮することで気孔率を70〜90%で表面の硬度を16〜40度とした連続気泡発泡体に熱溶融インクを含浸させたものである。 As a result of various investigations on the above problems, the present inventor has found that the thermal ink roll can be solved as follows regardless of the adjustment of the viscosity and heating temperature of the hot melt ink. That is, the heat-sensitive ink roll of the present invention is thermally melted into an open-cell foam having a porosity of 70 to 90% and a surface hardness of 16 to 40 degrees by being compressed at a compression rate of 50 to 87.5%. It is impregnated with ink.
さらに、本発明のホットロールプリンタは、活字体が設けられ、平均300〜1200rpmで回転可能な印字ロールと、この印字ロールと共に回転してインクを活字体に転写する本発明の感熱式インクロールと、この感熱式インクロールの周面の一部に対面状に配置して該感熱式インクロールを熱するインクロール加熱部と、前記活字体により印字される基材を一定方向に搬送する搬送部と、印字される基材の搬送速度を検出する基材速度検出部と、印字する際に基材の搬送速度に印字ロールの回転速度が同期するように制御する制御部と、を備えたものである。 Furthermore, the hot roll printer of the present invention is provided with a print body, which can be rotated at an average of 300 to 1200 rpm, and the thermal ink roll of the present invention which rotates with the print roll and transfers ink to the print body. An ink roll heating unit that is arranged in a face-to-face configuration on a part of the peripheral surface of the thermal ink roll and heats the thermal ink roll, and a conveyance unit that conveys the substrate printed by the typeface in a certain direction And a substrate speed detection unit that detects the conveyance speed of the substrate to be printed, and a control unit that controls the rotation speed of the printing roll to synchronize with the conveyance speed of the substrate when printing is performed. It is.
本発明の感熱式インクロールは、熱溶融インクとして従来のものを採用して150rpm以上の高速印字を行うことが可能となると共に、そのように高速印字を行っても飛散やインク垂れを生じることなく、また、連続気泡発泡体の表面に適量の熱溶融インクを滲み出させて消費ペースを適性化させて印字持続性を向上させることができ、さらには感熱式インクロールの材料の早期劣化をも抑制することができる。 The heat-sensitive ink roll of the present invention adopts a conventional heat-melt ink and can perform high-speed printing at 150 rpm or more, and even when such high-speed printing is performed, scattering and ink dripping occur. In addition, an appropriate amount of hot-melt ink can be oozed out on the surface of the open-cell foam to optimize the consumption pace and improve printing sustainability. Can also be suppressed.
一方、本発明のホットロールプリンタは、本発明の感熱式インクロールを用いて平均300〜1200rpmで(感熱式インクロールと)印字ロールとを回転させることができるから、印字品質を低下させることなく従来に較べて印字効率が劇的に向上する。 On the other hand, since the hot roll printer of the present invention can rotate the printing roll (with the thermal ink roll) at an average of 300 to 1200 rpm using the thermal ink roll of the present invention, without deteriorating the printing quality. The printing efficiency is dramatically improved compared to the conventional case.
以下、本発明を実施するための形態を示す。本発明の感熱式インクロールにおける連続気泡発泡体の材料としては、50〜87.5%の圧縮率で圧縮することで、硬さが16〜40度、気孔率が70%〜90%となる、例えばポリウレタン等を採用できる。 Hereinafter, modes for carrying out the present invention will be described. As a material of the open-cell foam in the thermal ink roll of the present invention, the hardness becomes 16 to 40 degrees and the porosity becomes 70% to 90% by compressing at a compression rate of 50 to 87.5%. For example, polyurethane can be employed.
本発明の感熱式インクロールは、上記圧縮率を満たしても、上記硬さと気孔率の両者を満たさないと課題を解決することができない。例えば上記圧縮率で圧縮して、硬さを16〜40度としても、気孔率が70%より低いと活字体に十分に熱溶融インクを供給できないこととなり、印字が掠れたりすることとなる他、熱溶融インクの容量不足となり安定した印字品質を高速かつ多量の印字において維持できず、気孔率が90%より高いと熱溶融インクが飛散したり垂れることとなる。 Even if the heat-sensitive ink roll of the present invention satisfies the compression ratio, the problem cannot be solved unless both the hardness and the porosity are satisfied. For example, even if the compression is performed at the above compression ratio and the hardness is set to 16 to 40 degrees, if the porosity is lower than 70%, the hot melt ink cannot be sufficiently supplied to the typeface, and printing may be drowned. Therefore, the capacity of the hot melt ink becomes insufficient, and stable print quality cannot be maintained at a high speed and in a large amount of print, and if the porosity is higher than 90%, the hot melt ink is scattered or dripped.
一方、例えば上記圧縮率で圧縮して、気孔率を70〜90%としても、硬さが16度より低い(柔らかい)と、活字体との接触時にその弾力で過剰に熱溶融インクが滲み出て該活字体に供給されるために該熱溶融インクが飛散したり垂れたることとなり、硬さが40度より高い(硬い)と、活字体に十分に熱溶融インクを供給できないこととなり、印字が掠れたりすることとなる。 On the other hand, for example, even if the compression rate is set to 70 to 90% and the porosity is lower than 16 degrees (soft), excessively hot-melt ink oozes out due to its elasticity when contacting the typeface. Since the hot melt ink is scattered or dripped because it is supplied to the typeface, if the hardness is higher than 40 degrees (hard), the hot melt ink cannot be sufficiently supplied to the typeface. Will drown.
さらに、上記圧縮率を満たしても、硬さと気孔率の条件において、硬度が16度より低く気孔率が90%より高いと、感熱式インクロールから熱溶融インクが過剰に滲み出るため、インクの飛散及びインク垂れが生じたり、文字が滲んだようになるいわゆる潰れが生じて印字品質が低下する。 Further, even if the compression ratio is satisfied, if the hardness is lower than 16 degrees and the porosity is higher than 90% under the conditions of hardness and porosity, the hot melt ink exudes excessively from the thermal ink roll. Spattering and ink dripping occur, or so-called squeezed characters appear to be blurred, resulting in a decrease in print quality.
一方、上記圧縮率を満たしても、硬度が40度より高く気孔率が70%より低いと感熱式インクロールからのインク滲みが少なく、活字へインクを十分供給できないため、使用開始当初から印字濃度が低いままで印字が行われ、包装材料等に印字掠れ等が生じ、好ましい印字品位を得ることができない。 On the other hand, even if the compression rate is satisfied, if the hardness is higher than 40 degrees and the porosity is lower than 70%, there is little ink bleeding from the thermal ink roll, and sufficient ink cannot be supplied to the type. However, the printing is performed with the sheet being low, and printing wrapping or the like occurs in the packaging material or the like, and a preferable printing quality cannot be obtained.
また、本発明の感熱式インクロールにおける硬度と気孔率の条件は、元来の物性値の硬度と気孔率の条件を、50〜87.5%の圧縮率で圧縮することにより満たすようにしている。なお、本願で言う圧縮率とは、例えば、体積が100cm3 の元の材料を圧縮率85%で圧縮した場合、体積が15cm3 となるといったように体積の圧縮割合を意味することとする。 Moreover, the conditions of the hardness and the porosity in the heat-sensitive ink roll of the present invention should be satisfied by compressing the hardness and the porosity of the original physical property values at a compression rate of 50 to 87.5%. Yes. In addition, the compression rate said in this application shall mean the compression ratio of a volume so that a volume may be set to 15 cm < 3 >, when the original material whose volume is 100 cm < 3 > is compressed with a compression rate of 85%.
すなわち、連続気泡発泡体は、硬度と気孔率が元来的に上記範囲を満たしていても、個々の気泡の大きさに大小のばらつきがあり、厳密には該連続気泡発泡体の周面における活字体と接触する箇所毎に熱溶融インクの滲み量のばらつきがある。 That is, even if the hardness and porosity of the open cell foam originally satisfy the above range, there is a large and small variation in the size of each cell, strictly speaking, on the peripheral surface of the open cell foam. There is a variation in the amount of bleeding of the hot-melt ink at each location that comes into contact with the typeface.
したがって、連続気泡発泡体を50〜87.5%の圧縮率で圧縮することで、まず、元来の硬度と気孔率の物性値が上記範囲にはないものを上記範囲を満たすようにでき、さらには、圧縮によって気泡の大小の差が小さくなって気泡全体の大きさが平均化され、結果的に熱溶融インクの活字体への供給量を均一で適性にすることができる。 Therefore, by compressing the open-cell foam at a compression rate of 50 to 87.5%, first, the physical properties of the original hardness and porosity can be made to satisfy the above range, Further, the difference in size of the bubbles is reduced by the compression, and the size of the entire bubbles is averaged. As a result, the supply amount of the hot-melt ink to the typeface can be made uniform and appropriate.
連続気泡発泡体の圧縮率が50%より低い圧縮率であると、気泡の大小の差が平均化されにくく上記効果を得ることができず、一方、圧縮率が87.5%より高い圧縮率であると、例え気孔率、硬度が上記範囲を満たしていても、印字時の熱により、圧縮前の材料の性質が現れ、インクが滲み出過ぎることによる印字持続性不足、字の潰れ、ロール自体の耐久性が劣る結果となる。なお、圧縮率は82.5〜87.5%の範囲がより好ましい。 If the compression ratio of the open-cell foam is lower than 50%, the difference in the size of the bubbles is difficult to be averaged, and the above effect cannot be obtained. On the other hand, the compression ratio is higher than 87.5%. Even if the porosity and hardness satisfy the above ranges, the properties of the material before compression appear due to the heat during printing, and the printing is insufficiently sustained due to excessive bleeding, the characters are crushed, the roll itself This results in poor durability. The compression rate is more preferably in the range of 82.5 to 87.5%.
なお、本願で言う硬度は、アスカーCタイプのゴム硬度計を使用したJIS K 7312に準拠した測定による数値である。
また、気孔率は以下の数式1によって算出された数値である。
In addition, the hardness said by this application is a numerical value by the measurement based on JISK7312 using an Asker C type rubber hardness meter.
The porosity is a numerical value calculated by the following

さらに、本発明の感熱式インクロールにおいて採用される熱溶融インクは、従来の既存の組成のものを、連続気泡発泡体に加熱含浸させる。ここで、熱溶融インクの組成例を挙げると、熱溶融インクは熱可塑性樹脂及び着色剤を含み、必要に応じて、粘着性付与剤、ワックス、可塑剤、酸化防止剤、分散剤等を含む。そして、これらを加熱溶融し、ロールミル、アトライター、縦型ビーズミル、横型ビーズミル等の分散機を用いて加熱分散させることによって熱溶融インクを得る。 Furthermore, the hot-melt ink employed in the heat-sensitive ink roll of the present invention heats and impregnates an open-cell foam with a conventional existing composition. Here, as an example of the composition of the hot melt ink, the hot melt ink includes a thermoplastic resin and a colorant, and if necessary, includes a tackifier, a wax, a plasticizer, an antioxidant, a dispersant, and the like. . Then, these are heated and melted, and heated and dispersed using a dispersing machine such as a roll mill, an attritor, a vertical bead mill, a horizontal bead mill, etc. to obtain a hot melt ink.
熱可塑性樹脂としては、例えば、エチレン−酢酸ビニル共重合体、ポリエステル、ポリアミド、ポリエチレン、ポリウレタン、ポリビニルアルコール、アクリル酸エステル、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、アイオノマー、エポキシ、が使用できる。 Examples of the thermoplastic resin include ethylene-vinyl acetate copolymer, polyester, polyamide, polyethylene, polyurethane, polyvinyl alcohol, acrylic ester, ethylene-acrylic acid copolymer, ethylene-ethyl acrylate copolymer, ionomer, Epoxy can be used.
着色剤としては、例えば、カーボンブラック、オイルブラック、ニグロシン、酸化チタン、レーキレッド、シアニンブルー、といった顔料及び染料、が使用できる。 Examples of the colorant include pigments and dyes such as carbon black, oil black, nigrosine, titanium oxide, lake red, and cyanine blue.
粘着性付与剤としては、例えば、ロジン、ロジン誘導体、テルペン、変性テルペン樹脂、石油樹脂、クロマン−インデン樹脂、イソプレン系樹脂、が使用できる。 Examples of tackifiers include rosin, rosin derivatives, terpenes, modified terpene resins, petroleum resins, chroman-indene resins, and isoprene-based resins.
ワックスとしては、例えば、パラフィンワックス、マイクロクリスタリンワックス、フィッシャー・トロプシュワックス、低分子量ポリエチレンワックス、ポリプロピレン系ワックス、モンタンワックス、キャンデリラワックス及びカルナバワックス並びにモンタン誘導体、マイクロワックス誘導体、合成酸化ワックス等の変性ワックス、が使用できる。 Examples of the wax include, for example, paraffin wax, microcrystalline wax, Fischer-Tropsch wax, low molecular weight polyethylene wax, polypropylene wax, montan wax, candelilla wax and carnauba wax, and montan derivatives, microwax derivatives, synthetic oxidized wax, and the like. Wax can be used.
可塑剤としては、例えば、ポリブテン、DOP、DBP、DCHP、液状ロジンエステル、低分子スチレン樹脂、塩素化パラフィン、スルホンアミド系の可塑性剤、が使用できる。 Examples of the plasticizer include polybutene, DOP, DBP, DCHP, liquid rosin ester, low molecular weight styrene resin, chlorinated paraffin, and sulfonamide plasticizer.
酸化防止剤としては、例えば、フェノール系、硫黄系、ヒドラジン系、が使用でき、また、分散剤としては、種々の公知の分散剤を使用することができる。 As the antioxidant, for example, phenol, sulfur, and hydrazine can be used, and various known dispersants can be used as the dispersant.
溶融粘度は、60rpm 4000±2000cps(B型粘度計)が好ましく、4000±1000cpsがより好ましい。なお、TI値(6rpmの溶融粘度/60rpmの溶融粘度)は、1.0〜1.5、好ましく1.0〜1.3がよい。TI値は前記範囲を外れると印字が掠れる原因となる。 The melt viscosity is preferably 60 rpm 4000 ± 2000 cps (B type viscometer), more preferably 4000 ± 1000 cps. The TI value (6 rpm melt viscosity / 60 rpm melt viscosity) is 1.0 to 1.5, preferably 1.0 to 1.3. If the TI value is out of the above range, printing may be lost.
そして、本発明のホットロールプリンタは、構成上の特徴は上記本発明の感熱式インクロールを用いる点と、印字ローラとして該感熱式インクロールを平均して300〜1200rpmで回転可能とする点にあるが、高速で回転させるには、前記速度帯域の出力を満たすモータを用いればよい。 The hot roll printer of the present invention is characterized in that the thermal ink roll of the present invention is used and that the thermal ink roll can be rotated at 300 to 1200 rpm on average as a printing roller. However, in order to rotate at high speed, a motor satisfying the output of the speed band may be used.
当然のことながら平均300rpmより低い(遅い)回転数であれば印字効率は低く、平均1200rpmより高い(速い)回転数であると活字体を有する印字ローラの偏心回転によりがたつき及び感熱式インクロールや包装資材との接触状況の不安定化が生じて印字品質が低下する可能性がある。 Naturally, if the rotation speed is lower (slower) than 300 rpm on average, the printing efficiency is low, and if the rotation speed is higher (faster) than 1200 rpm on the average, rattling and thermal inks are caused by the eccentric rotation of the print roller having the typeface. There is a possibility that the contact state with the roll or the packaging material will become unstable, and the print quality may deteriorate.
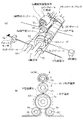
以下に、本発明の感熱式インクローラとホットロールプリンタの構成に関して図面を参照して説明する。図1に示す本発明のホットロールプリンタ1は、次の構成とされている。2は、印字ロールであり、この印字ロール2は、軸2Aにより回転され、周面の一部に例えば周方向と直交するように所定の文字等の活字体Pが該周面から突出するように配置されている。
Hereinafter, the configuration of the thermal ink roller and the hot roll printer of the present invention will be described with reference to the drawings. The
図1(b)に示す3は、印字ロール2の軸2Aと平行に設けられた軸3Aにより回転される本発明の感熱式インクロールである。感熱式インクロール3は、連続気泡発泡体3aと、熱溶融インク(図示及び参照番号無)からなる。
また、感熱式インクロール3は、印字ロール2の回転とは逆に回転し、この回転時に連続気泡発泡体3aの周面が活字体Pと適度の圧力をもって接触するように、周面間隔が設定されている。
Further, the
4は、感熱式インクロール3の周面の一部、図示では連続気泡発泡体3aの回転周面において活字体Pとの接触部位の除く周面域に対面状に配置したインクロール加熱部であり、このインクロール加熱部4により感熱式インクロール3の熱溶融インクを溶融させる。
Reference numeral 4 denotes an ink roll heating unit disposed in a face-to-face manner on a part of the peripheral surface of the
5は、印字ロール2の活字体Pにより印字される包装資材Hを、該印字ロール2による印字位置に活字体Pと該包装資材Hの印字位置とを、一定方向に搬送する搬送部である。
5 is a transport unit that transports the packaging material H printed by the typeface P of the
搬送部5は、包装資材Hを印字ロール2による印字位置まで送るべく軸5Aに回転可能に枢支された印字受ロール5aと、この印字受けロール5aの該印字ロール2の配置位置と径方向に反対側の位置に該包装資材Hの搬送方向に並べられた軸5B,5Cに各々回転可能に枢支されたガイドロール5b,5cとを有する。
The transport unit 5 includes a
包装資材Hは、図1(b)に示すように、上流から直線状に搬送されてガイドローラ5bと印字受ロール5aとの間、印字受ロール5aと印字ロール2との間を通ってここで印字され、印字受ロール5aとガイドロール5cとの間、を通って下流へ直線状に搬送される。
As shown in FIG. 1B, the packaging material H is conveyed linearly from upstream and passes between the
図1に示す本発明のホットロールプリンタ1は、通常、図示しない包装ラインに設置されており、包装資材Hの搬送速度は、包装ライン側で制御(決定)される。そして、ホットロールプリンタ1は、印字を鮮明にするために、後述のエンコーダ6にてその搬送速度を読み取り、印字する際には、包装資材Hの搬送速度に印字ロール2の回転速度が同期するように後述の制御部8により制御される。
The
本発明における印字する際における同期とは、印字を鮮明にするために、包装資材Hの搬送速度に対して、ホットロールプリンタ1側で、印字ロール2の回転角度のうち活字体Pの印字位置を中心とした直前と直後の所定角度θ範囲(以下、角度θと記す)における回転速度(周速度)を一致させることを意味する。
The synchronization at the time of printing in the present invention refers to the printing position of the type P in the rotation angle of the
6は、搬送部5の包装資材Hの搬送速度を検出するために、印字受ロール5aの回転量を検知するために設けたエンコーダ(基材速度検出部)である。エンコーダ6は、図1のロータリエンコーダであっても、公知の搬送速度検出手段の中から適宜のものを採用してもよい。このエンコーダ6の出力は後述する制御部8へ出力される。
Reference numeral 6 denotes an encoder (base material speed detection unit) provided to detect the rotation amount of the
7は、包装資材Hに設けられたマーク7aを検知するマークセンサである。このマークセンサ7は、包装資材Hの所定の位置、即ちマーク7aを検知した位置から所定の位置に正確に印字を行うことができるよう、制御部8へ出力される。
Reference numeral 7 denotes a mark sensor that detects a
8は、上記エンコーダ6の出力に基づいて印字ロール2の角度θにおける回転速度を制御する制御部である。すなわち、制御部8は、印字ピッチに応じて角度θにおける回転速度を包装資材Hの搬送速度に一致させるべく、印字ロール2の角度θ外における回転を、包装資材Hの搬送速度に対して、同速、速い、遅い、あるいは角度θの範囲に回転する前の所定位置で停止、などの制御を行う。
A control unit 8 controls the rotational speed of the
ゆえに本発明のホットロールプリンタ1の回転数(rpm)では1回転あたりの「平均」という表現を用いている。そして、このように制御部8が包装資材Hの搬送速度に対する印字ロール2の同期制御を行うので、高速に印字が行われても確実に鮮明な印字を行うことができる。
Therefore, the expression “average” per rotation is used in the rotation speed (rpm) of the
続いて、上記構成の本発明のホットロールプリンタ及び本発明の感熱式インクロールに関する実験結果を示す。 Then, the experimental result regarding the hot roll printer of this invention of the said structure and the thermal ink roll of this invention is shown.
(実験方法)
実験は、本発明の感熱式インクロールを取り付けたホットロールプリンタ(本発明)によるものを実施例1〜4、そうでない感熱式インクロールを取り付けたホットロールプリンタによるものを比較例1〜6、とし、25℃温度下で、各々包装資材Hの搬送速度40m/分、印字間隔50mmピッチ、印字ロールの回転速度を平均800rpmとして、OPP製の包装資材Hに50,000回の連続印字を行うというものである。なお、この実験における比較例1〜6の印字ロールの回転制御は、実施例1〜4と同様に本発明のホットロールプリンタの制御によって行った。この実験の条件と評価を図3に示す。
(experimental method)
Experiments were conducted using hot roll printers (present invention) equipped with the thermal ink rolls of the present invention in Examples 1 to 4, while those produced using hot roll printers fitted with other thermal ink rolls were compared with Comparative Examples 1 to 6. At a temperature of 25 ° C., 50,000 times of continuous printing is performed on the packaging material H made of OPP at a temperature of 25 ° C. with a conveyance speed of 40 m / min for each packaging material H, a printing interval of 50 mm pitch, and an average rotation speed of the printing roll of 800 rpm. That's it. Note that the rotation control of the printing rolls of Comparative Examples 1 to 6 in this experiment was performed by the control of the hot roll printer of the present invention as in Examples 1 to 4. The conditions and evaluation of this experiment are shown in FIG.
(共通事項:熱溶融インク)
各実施例、各比較例で、共通する事項は、カーボンブラックを10部、ポリアミド樹脂を90部をアトライターを用いて140℃で加熱分散し、140℃に加熱後のB型粘度計による測定値が、60rpmで4,000cPs、TI値が1.0の熱溶融インクを用いること、各感熱式インクロールの各連続気泡発泡体に30g含浸させること、である。
(Common items: Hot melt ink)
In each example and each comparative example, the common matter is that 10 parts of carbon black and 90 parts of polyamide resin are heated and dispersed at 140 ° C. using an attritor and measured with a B-type viscometer after heating to 140 ° C. This is to use a hot-melt ink having a value of 4,000 cPs at 60 rpm and a TI value of 1.0, and impregnating 30 g of each open-cell foam of each thermal ink roll.
(評価:印字持続性)
50,000回の連続印字で、得られた印字物の印字濃度を確認した。
○:50,000回印字後でも、感熱式インクロールからインクが適量滲み出ており、 印字濃度が印字初期と同レベルを維持しているもの。
△:50,000回印字後の印字濃度が若干低下するもの。
×:50,000回の印字に至らず、印字出来なくなる。初期から著しく印字濃度が低 いままであるもの、又は感熱式インクロールからの多量のインク飛散及びインク垂 れのため、印字濃度が著しく低下するもの。
(Evaluation: Printing durability)
The print density of the obtained printed matter was confirmed by continuous printing of 50,000 times.
○: Even after printing 50,000 times, an appropriate amount of ink oozes from the thermal ink roll, and the printing density is maintained at the same level as the initial printing.
(Triangle | delta): The printing density after printing 50,000 times falls a little.
X: Printing cannot be performed 50,000 times and printing cannot be performed. The print density is very low from the beginning, or the print density drops significantly due to a large amount of ink scattering and ink dripping from the thermal ink roll.
(評価:印字品質及び印字鮮明性)
50,000回の連続印字で得られた印字物の印字の潰れ又は掠れ及び欠けの有無を確認した。
○:潰れ、又は掠れ、欠けはない。
△:判読可能であるが、一部の文字にわずかな潰れ又は掠れ及び欠けがあるもの。
×:判読可不可に拘わらず、一部又は全部の文字に潰れ又は掠れ及び欠けがある。
(Evaluation: Print quality and print clarity)
The printed matter obtained by continuous printing of 50,000 times was checked for the presence or absence of crushing or wrinkling and chipping.
○: There is no crushing, curling or chipping.
Δ: Can be read, but some characters have slight crushing or curling and chipping.
X: Some or all of the characters are crushed or curled and missing, regardless of whether they are legible.
実施例1の感熱式インクロールは、真密度が1.3であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率87.5%で圧縮して、この圧縮によって硬度35度、気孔率82%としたものを用いる。 In the heat-sensitive ink roll of Example 1, a polyurethane foam made from polyurethane having a true density of 1.3 was compressed at a compression rate of 87.5%, and this compression resulted in a hardness of 35 degrees and a porosity of 82%. Use what you did.
実施例2の感熱式インクロールは、真密度が1.3であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率82.5%で圧縮して、この圧縮によって硬度20度、気孔率88%としたものを用いる。 In the heat-sensitive ink roll of Example 2, a polyurethane foam made from polyurethane having a true density of 1.3 was compressed at a compression rate of 82.5%, and this compression resulted in a hardness of 20 degrees and a porosity of 88%. Use what you did.
実施例3の感熱式インクロールは、真密度が1.3であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率85%で圧縮して、この圧縮によって硬度30度、気孔率86%としたものを用いる。 In the heat-sensitive ink roll of Example 3, a polyurethane foam made from polyurethane having a true density of 1.3 was compressed at a compression rate of 85%, and this compression resulted in a hardness of 30 degrees and a porosity of 86%. Is used.
実施例4の感熱式インクロールは、真密度が2.6であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率50%で圧縮して、この圧縮によって硬度32度、気孔率90%としたものを用いる。 The heat-sensitive ink roll of Example 4 was obtained by compressing a polyurethane foam made of polyurethane having a true density of 2.6 at a compression rate of 50%, and by this compression, the hardness was 32 degrees and the porosity was 90%. Is used.
(比較例1)
比較例1の感熱式インクロールは、真密度が1.3であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率80%で圧縮して、この圧縮によって硬度15度、気孔率90%としたものである。
(Comparative Example 1)
The heat-sensitive ink roll of Comparative Example 1 was obtained by compressing a polyurethane foam made from polyurethane having a true density of 1.3 at a compression rate of 80%, and by this compression, the hardness was 15 degrees and the porosity was 90%. It is.
(比較例2)
比較例2の感熱式インクロールは、真密度が2.6であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率82.5%で圧縮して、この圧縮によって硬度43度、気孔率70%としたものである。
(Comparative Example 2)
In the heat-sensitive ink roll of Comparative Example 2, a polyurethane foam made from polyurethane having a true density of 2.6 was compressed at a compression rate of 82.5%, and this compression resulted in a hardness of 43 degrees and a porosity of 70%. It is a thing.
(比較例3)
比較例3の感熱式インクロールは、真密度が1.6であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率87.5%で圧縮して、この圧縮によって硬度25度、気孔率56%としたものである。
(Comparative Example 3)
In the heat-sensitive ink roll of Comparative Example 3, a polyurethane foam made from polyurethane having a true density of 1.6 was compressed at a compression rate of 87.5%, and this compression resulted in a hardness of 25 degrees and a porosity of 56%. It is a thing.
(比較例4)
比較例4の感熱式インクロールは、真密度が2.6であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率55%で圧縮して、この圧縮によって硬度35度、気孔率92%としたものである。
(Comparative Example 4)
The heat-sensitive ink roll of Comparative Example 4 was obtained by compressing a polyurethane foam made from polyurethane having a true density of 2.6 at a compression rate of 55%, and by this compression, the hardness was 35 degrees and the porosity was 92%. It is.
(比較例5)
比較例5の感熱式インクロールは、真密度が1.3であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率90%で圧縮して、この圧縮によって硬度40度、気孔率79%としたものである。
(Comparative Example 5)
The heat-sensitive ink roll of Comparative Example 5 is a polyurethane foam made from polyurethane having a true density of 1.3 as a raw material, compressed at a compression rate of 90%, and this compression gives a hardness of 40 degrees and a porosity of 79%. It is.
(比較例6)
比較例6の感熱式インクロールは、真密度が2.6であるポリウレタンを原材料としたポリウレタンフォームを、圧縮率45%で圧縮して、この圧縮によって硬度28度、気孔率88%としたものである。
(Comparative Example 6)
The heat-sensitive ink roll of Comparative Example 6 was obtained by compressing a polyurethane foam made from polyurethane having a true density of 2.6 at a compression rate of 45%, and by this compression, the hardness was 28 degrees and the porosity was 88%. It is.
以上、図3に示す結果から各実施例、比較例は、次のことが判明した。
比較例1は、表面硬度だけが本願規定を低く外れるので、感熱式インクロールから熱溶融インクが滲み出すぎることにより、インク飛散や文字潰れが発生し、印字品質が「×」の評価となった。また、印字初期に熱溶融インクを消費し過ぎてしまうことにより、印字持続性が「×」の評価となった。
As described above, the results shown in FIG.
In Comparative Example 1, only the surface hardness deviates from the provisions of the present application. Therefore, when the hot melt ink exudes too much from the thermal ink roll, ink scattering and character collapse occur, and the print quality is evaluated as “x”. It was. Further, since the hot melt ink was consumed excessively at the initial stage of printing, the printing durability was evaluated as “x”.
比較例2は、表面硬度だけが本願規定を高く外れるので、感熱式インクロールからの熱溶融インクの滲みが過剰に抑えられることにより、印字かすれが発生し、印字品質が「×」の評価となった。また、印字初期より著しく印字濃度が低いままであるため、印字持続性が「×」の評価となった。 In Comparative Example 2, since only the surface hardness deviates from the provision of the present application, the bleeding of the hot melt ink from the thermal ink roll is suppressed excessively, so that the print fading occurs and the print quality is evaluated as “×”. became. Further, since the print density remained significantly lower than the initial printing, the print durability was evaluated as “x”.
比較例3は、気孔率だけが本願規定を低く外れるので、感熱式インクロールからの熱溶融インクの滲みが過剰に抑えられることにより、印字かすれが発生し、印字品質が「×」の評価となった。また、印字初期より著しく印字濃度が低いままであるため、印字持続性が「×」の評価となった。 In Comparative Example 3, since only the porosity deviates from the specification of the present application, the bleeding of the hot melt ink from the thermal ink roll is suppressed excessively, print fading occurs, and the print quality is evaluated as “x”. became. Further, since the print density remained significantly lower than the initial printing, the print durability was evaluated as “x”.
比較例4は、気孔率だけが本願規定を高く外れるので、感熱式インクロールから熱溶融インクが滲み出すぎることにより、インク飛散や文字潰れが発生し、印字品質が「×」の評価となった。また、印字初期に熱溶融インクを消費し過ぎてしまうことにより、印字持続性が「×」の評価となった。 In Comparative Example 4, only the porosity deviates from the provisions of the present application, so that the hot melt ink exudes excessively from the thermal ink roll, causing ink scattering and character collapse, and the print quality is evaluated as “x”. It was. Further, since the hot melt ink was consumed excessively at the initial stage of printing, the printing durability was evaluated as “x”.
比較例5は、圧縮率だけが本願規定を高く外れるので、印字時の熱により、圧縮前の材料の性質が現れ、感熱式インクロールからインクが滲み出すぎることにより、インク飛散や文字潰れが発生し、印字品質が「×」の評価となった。また、印字初期に熱溶融インクを消費し過ぎてしまうことにより、印字持続性が「×」の評価となった。 In Comparative Example 5, since only the compression rate is far from the provisions of the present application, the properties of the material before compression appear due to the heat at the time of printing, and the ink oozes out from the thermal ink roll, causing ink scattering and character collapse. The print quality was evaluated as “x”. Further, since the hot melt ink was consumed excessively at the initial stage of printing, the printing durability was evaluated as “x”.
比較例6は、圧縮率だけが本願規定を低く外れるので、気泡の大きさのばらつきが大きく、感熱式インクロールからの熱溶融インクの滲み量が安定せず、印字品質と印字持続性が共に「×」の評価となった。 In Comparative Example 6, since only the compression rate deviates from the provisions of the present application, there is a large variation in the size of the bubbles, the amount of bleeding of the hot melt ink from the thermal ink roll is not stable, and both the print quality and the print durability are both The evaluation was “x”.
これに対して、圧縮率、気孔率、表面硬度が共に本願規定範囲内にある実施例1〜4は、印字持続性及び印字品質が共に「○」又は「△」の評価結果が得られた。 On the other hand, in Examples 1 to 4 in which the compression ratio, porosity, and surface hardness are all within the specified range of the present application, the evaluation results of “◯” or “Δ” were obtained for both print durability and print quality. .
また、実施例1〜4は、本願範囲内の圧縮率で圧縮することで耐久性も向上し、活字体の接触による摩耗跡などの物理的な損耗もなかった。なお、前記の結果から、実施例1〜3についてのみ、印字ロールの回転速度を1200rpmとして、500,000回の連続印字を行うという追加実験を行ってみたところ、印字持続性は上記評価の「○」、印字印字品質は上記評価の「○」、という良好な結果を得ることができた。 Moreover, in Examples 1-4, durability was improved by compressing at a compression rate within the scope of the present application, and there was no physical wear such as wear marks due to contact of the typeface. From the above results, only in Examples 1 to 3, an additional experiment was performed in which the rotation speed of the printing roll was 1200 rpm and continuous printing was performed 500,000 times. Good results were obtained that “◯” and the print quality were “◯” in the above evaluation.
以上の実験により、本発明のホットロールプリンタは、800〜1200rpmの高速印字が可能であること、また、本発明の感熱式インクロールは、そのような高速印字用のプリンタに用いられて良好な印字持続性及び印字品質を得られること、が判明した。 From the above experiment, the hot roll printer of the present invention is capable of high-speed printing at 800 to 1200 rpm, and the thermal ink roll of the present invention is good for being used in such a printer for high-speed printing. It has been found that print durability and print quality can be obtained.
1 ホットロールプリンタ
2 印字ロール
3 感熱式インクロール
3a 連続気泡発泡体
4 インクロール加熱部
5 搬送部
6 エンコーダ
7 マークセンサ
8 制御部
DESCRIPTION OF
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010090763A JP2011104983A (en) | 2009-10-19 | 2010-04-09 | Thermosensitive ink roller and hot roller printer |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009240652 | 2009-10-19 | ||
| JP2009240652 | 2009-10-19 | ||
| JP2010090763A JP2011104983A (en) | 2009-10-19 | 2010-04-09 | Thermosensitive ink roller and hot roller printer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011104983A true JP2011104983A (en) | 2011-06-02 |
| JP2011104983A5 JP2011104983A5 (en) | 2013-04-11 |
Family
ID=44229026
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010090763A Pending JP2011104983A (en) | 2009-10-19 | 2010-04-09 | Thermosensitive ink roller and hot roller printer |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011104983A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114574039A (en) * | 2020-11-30 | 2022-06-03 | 北京梦之墨科技有限公司 | Cylindrical ink and printing ink tube |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5699686A (en) * | 1980-01-10 | 1981-08-11 | Bridgestone Corp | Ink roll and manufacturing thereof |
| JPS56155740A (en) * | 1980-05-06 | 1981-12-02 | Bando Chem Ind Ltd | Manufacture for ink roll |
| JPS59146884A (en) * | 1983-02-10 | 1984-08-22 | Fuji Kagakushi Kogyo Co Ltd | Printing base material and production thereof |
| JPS59196290A (en) * | 1983-04-22 | 1984-11-07 | General Kk | Heat sensitive ink roll and preparation thereof |
| JPS6153140U (en) * | 1984-09-13 | 1986-04-10 | ||
| JPH08156240A (en) * | 1994-12-06 | 1996-06-18 | Seikosha Co Ltd | Type unit of type printer |
-
2010
- 2010-04-09 JP JP2010090763A patent/JP2011104983A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5699686A (en) * | 1980-01-10 | 1981-08-11 | Bridgestone Corp | Ink roll and manufacturing thereof |
| JPS56155740A (en) * | 1980-05-06 | 1981-12-02 | Bando Chem Ind Ltd | Manufacture for ink roll |
| JPS59146884A (en) * | 1983-02-10 | 1984-08-22 | Fuji Kagakushi Kogyo Co Ltd | Printing base material and production thereof |
| JPS59196290A (en) * | 1983-04-22 | 1984-11-07 | General Kk | Heat sensitive ink roll and preparation thereof |
| JPS6153140U (en) * | 1984-09-13 | 1986-04-10 | ||
| JPH08156240A (en) * | 1994-12-06 | 1996-06-18 | Seikosha Co Ltd | Type unit of type printer |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114574039A (en) * | 2020-11-30 | 2022-06-03 | 北京梦之墨科技有限公司 | Cylindrical ink and printing ink tube |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2407310A2 (en) | Inkjet recording apparatus | |
| US6494570B1 (en) | Controlling gloss in an offset ink jet printer | |
| EP1717152A2 (en) | Thermosensitive adhesive label | |
| JP2001088814A (en) | Apparatus for thermal activation of thermally adhesive label, printer and method for thermal activation | |
| JP2007050315A (en) | Liquid coater and ink jet recording apparatus | |
| US5722322A (en) | Emulsion ink for stencil printing process | |
| CN105109212B (en) | print head and printer | |
| US11663930B2 (en) | Adhesive label and roll | |
| CN207140565U (en) | Printer | |
| JP2011104983A (en) | Thermosensitive ink roller and hot roller printer | |
| JP6079106B2 (en) | Liquid ejector | |
| JP4895245B2 (en) | Heat-sensitive activation device for heat-sensitive recording material having a heat-sensitive adhesive material layer on the back side | |
| JP6152526B2 (en) | Melt transfer type ink ribbon | |
| JP2005153524A (en) | Applicator assembly having foam oil donor roll and method of controlling oil level | |
| JP2004299377A (en) | Pressure roller for transfer, transfer device, and ink jet printing device | |
| US20210155015A1 (en) | Printer | |
| JPH0236998A (en) | Heat-sensitive transfer material | |
| KR20110011796A (en) | Photo printer with paper decurling device | |
| JP2005313458A (en) | Image recorder | |
| JP2005096271A (en) | Image recorder | |
| JP4846934B2 (en) | Stencil printing machine | |
| JP2011104983A5 (en) | ||
| JP2021130243A (en) | Inkjet recording device | |
| WO2021255324A1 (en) | Direct coating and drying patterned adhesive on direct thermal face | |
| JP2005125520A (en) | Thermal transfer sheet and printer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110603 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130221 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131219 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140107 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140924 |