JP2010095001A - フリースの製造方法並びに該方法を実施するための装置 - Google Patents
フリースの製造方法並びに該方法を実施するための装置 Download PDFInfo
- Publication number
- JP2010095001A JP2010095001A JP2009240371A JP2009240371A JP2010095001A JP 2010095001 A JP2010095001 A JP 2010095001A JP 2009240371 A JP2009240371 A JP 2009240371A JP 2009240371 A JP2009240371 A JP 2009240371A JP 2010095001 A JP2010095001 A JP 2010095001A
- Authority
- JP
- Japan
- Prior art keywords
- fleece
- elastic film
- adhesive
- layer
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
- B32B7/14—Interconnection of layers using interposed adhesives or interposed materials with bonding properties applied in spaced arrangements, e.g. in stripes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1798—Surface bonding means and/or assemblymeans with work feeding or handling means with liquid adhesive or adhesive activator applying means
Abstract
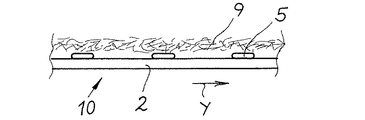
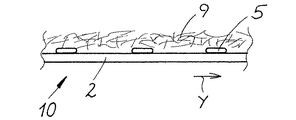
【解決手段】弾性フィルム2を送り込みそして部分的に接着剤を提供しそしてメルトブロイング装置8を用いてメルトブローフリースよりなる層9を製造しそして予めに強化することなく直接的に弾性フィルム2の上に載せそして接着剤によって部分的に弾性フィルム2に接合することを特徴とする、弾性フリース複合材料の製造方法。
【選択図】図1a
Description
弾性フィルムを送り込みそして部分的に接着剤を適用し、
メルトブロイング装置を用いてメルトブローフリースよりなる層を製造しそして予めに強化することなく直接的に搬送装置の上に載せそしてメルトブローフリースよりなる層を搬送装置によって、弾性フィルムの引張り力が全くかからない状態で送り込みそして接着剤によって部分的に弾性フィルムに接合することを特徴とする、上記製造方法によって解決される。この場合、搬送装置としての回転ローラー又は循環ベルトが予め用意されそしてメルトブローフリースよりなる層を該ローラー又はベルトから、接着剤が部分的に適用された弾性フィルムの上に直接的に貼り付ける。
図1aは本発明の方法を実施するための装置の概略図を図示している。
図1bは図1aに従う装置の詳細な斜視図を図示している。
図2は図1aに図示した装置の改変態様である。
図3は図2に従う装置の有利な別の態様である。
図4a〜4cは第一の延伸の前、間及び後の弾性フリース材料を図示している。
2・・・弾性フィルム
3・・・搬送装置
3’・・・搬送装置
4・・・装置
5・・・ストライプ
6・・・ホットメルト接着剤
7・・・出口ノズル
8・・・メルトブロイング装置
9・・・メルトブローフリースの層
10・・・フリース複合材料
11・・・ロール間隙
12・・・ロール
Claims (9)
- 弾性フリース複合材料の製造方法において、
弾性フィルム(2)を送り込みそして部分的に接着剤を適用しそして
メルトブロイング装置(8)を用いてメルトブローフリースよりなる層(9)を製造しそして予めに強化することなく直接的に弾性フィルム(2)の上に載せそして接着剤によって部分的に弾性フィルム(2)に接合することを特徴とする、上記製造方法。 - 弾性フリース複合材料の製造方法において、
弾性フィルム(2)を送り込みそして部分的に接着剤を適用し、
メルトブロイング装置(8)を用いてメルトブローフリースよりなる層(9)を製造しそして予めに強化することなく直接的に搬送装置(3’)の上に載せそしてメルトブローフリースよりなる層(9)を搬送装置(3’)によって、弾性フィルム(2)の引張り力が全くかからない状態で送り込みそして接着剤によって部分的に弾性フィルム(2)に接合することを特徴とする、上記製造方法。 - メルトブローフリースよりなる層(9)を搬送装置(3’)として回転ローラー又は循環ベルトの上に載せそしてメルトブローフリースよりなる層(9)をローラー又はベルトから、接着剤が部分的に適用された弾性フィルム(2)の上に直接的に貼り付ける、請求項2に記載の方法。
- 弾性フィルム(2)が平面シート押出成形機によって形成されそしてその直後に、前もって巻いたり巻き解いたりすることなく接着剤を適用する、請求項1〜3のいずれか一つに記載の方法。
- 接着剤としてホットメルト接着剤(6)を弾性フィルム(2)の上に適用される、請求項1〜4のいずれか一つに記載の方法。
- 弾性フィルム(2)の長手方向(X)に走るストライプ状に接着剤(5)を適用する請求項1〜5のいずれか一つに記載の方法。
- 弾性フィルム(2)が両面にメルトブローフリースよりなる層(9)を備えている、請求項1〜6のいずれか一つに記載の方法。
- 弾性フィルム(2)を形成するための平面シート押出成形機(1)、接着剤を部分的に適用するための装置(4)及び、メルトブローフリースよりなる層(9)が弾性フィルム(2)又は搬送装置(3’)の上に直接的に載せることができるように配置されているメルトブロイング装置(8)を有する、請求項1〜7のいずれか一つに記載の方法を実施するための装置。
- メルトブローフリースで形成された層(9)が弾性フィルム(2)の上に直接的に載せることができそしてメルトブロイング装置(8)の領域に搬送装置(3)が配置されるようにメルトブロイング装置(8)が配置されている、請求項8に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08018308.0A EP2177654B1 (de) | 2008-10-20 | 2008-10-20 | Verfahren zur Herstellung eines Vliesverbundmaterials sowie Vorrichtung zur Durchführung des Verfahrens |
| EP08018308.0 | 2008-10-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010095001A true JP2010095001A (ja) | 2010-04-30 |
| JP2010095001A5 JP2010095001A5 (ja) | 2012-12-06 |
| JP5431108B2 JP5431108B2 (ja) | 2014-03-05 |
Family
ID=40469482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009240371A Expired - Fee Related JP5431108B2 (ja) | 2008-10-20 | 2009-10-19 | フリースの製造方法並びに該方法を実施するための装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20100096074A1 (ja) |
| EP (1) | EP2177654B1 (ja) |
| JP (1) | JP5431108B2 (ja) |
| ES (1) | ES2432400T3 (ja) |
| PL (1) | PL2177654T3 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016064566A (ja) * | 2014-09-24 | 2016-04-28 | 花王株式会社 | 繊維積層体の製造方法及び繊維積層体 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2537110T3 (es) | 2010-12-17 | 2015-06-02 | Mondi Consumer Packaging Technologies Gmbh | Procedimiento para la fabricación de un material compuesto elástico con superficie textil |
| DK2720862T3 (en) | 2011-06-17 | 2016-09-19 | Fiberweb Inc | Vapor permeable, water impervious TOTAL MAJOR MULTI-LAYER ARTICLE |
| WO2012178027A2 (en) | 2011-06-23 | 2012-12-27 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| DK2723568T3 (en) | 2011-06-23 | 2017-10-23 | Fiberweb Llc | Vapor permeable, essentially all water impermeable, multilayer |
| US9765459B2 (en) | 2011-06-24 | 2017-09-19 | Fiberweb, Llc | Vapor-permeable, substantially water-impermeable multilayer article |
| CN102296425A (zh) * | 2011-08-09 | 2011-12-28 | 温州朝隆纺织机械有限公司 | 在线连续生产纺粘/熔喷复合非织造布的设备 |
| CN105586721A (zh) * | 2014-10-24 | 2016-05-18 | 张家港骏马无纺布有限公司 | 一种聚乳酸保暖材料及其制备方法 |
| EP3159387A1 (en) * | 2015-10-23 | 2017-04-26 | Bostik Sa | Hot-melt adhesive composition for elastic attachments |
| JP2020532377A (ja) * | 2017-09-01 | 2020-11-12 | アプリックスAplix | 成人用失禁用具 |
| CN108486770A (zh) * | 2018-03-29 | 2018-09-04 | 江苏盛纺纳米材料科技股份有限公司 | 熔喷多维复合非织造材料、制备方法及其应用 |
| WO2021089141A1 (de) | 2019-11-06 | 2021-05-14 | Mondi Ag | Verfahren zur herstellung eines elastischen laminates sowie nach dem verfahren erhältliches laminat |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018315A (ja) * | 1999-07-05 | 2001-01-23 | Uni Charm Corp | 弾性伸縮性複合シートの製造方法 |
| JP2002178427A (ja) * | 2000-12-11 | 2002-06-26 | Mitsui Chemicals Inc | 透湿性フィルム・不織布積層体及びその製造方法 |
| JP2006512491A (ja) * | 2002-12-31 | 2006-04-13 | キンバリー クラーク ワールドワイド インコーポレイテッド | 改善されたエラストマー材料 |
| JP2007530310A (ja) * | 2003-12-31 | 2007-11-01 | キンバリー クラーク ワールドワイド インコーポレイテッド | 片面表面材延伸結合積層体及びその製造方法 |
| JP2008114590A (ja) * | 2006-11-02 | 2008-05-22 | Nordenia Technologies Gmbh | 複合材ベルトとその製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4243012C2 (de) * | 1992-12-18 | 1997-09-11 | Corovin Gmbh | Mehrschichtiges elastisches Flächengebilde sowie Verfahren zur Herstellung eines mehrschichtigen elastischen Flächengebildes |
| IT1309973B1 (it) * | 1999-04-16 | 2002-02-05 | Unimac Srl | Sistema e relativa macchina automatica per assemblare e formare dellespazzole circolari |
| ES2239280T3 (es) | 2003-03-22 | 2005-09-16 | Nordenia Deutschland Gronau Gmbh | Procedimiento para fabricar una lamina compuesta elastica con superficie textil. |
| US7601657B2 (en) * | 2003-12-31 | 2009-10-13 | Kimberly-Clark Worldwide, Inc. | Single sided stretch bonded laminates, and methods of making same |
| ATE348209T1 (de) | 2005-01-26 | 2007-01-15 | Nordenia Deutschland Gronau | Verfahren zur herstellung eines vliesverbundmaterials |
| EP1712669B1 (de) * | 2005-04-11 | 2009-07-29 | Nordenia Deutschland Gronau GmbH | Verfahren zur Herstellung einer elastischen Verbundstoffbahn |
| US8716547B2 (en) * | 2005-05-13 | 2014-05-06 | The Procter & Gamble Company | Stretch laminates |
-
2008
- 2008-10-20 ES ES08018308T patent/ES2432400T3/es active Active
- 2008-10-20 EP EP08018308.0A patent/EP2177654B1/de not_active Not-in-force
- 2008-10-20 PL PL08018308T patent/PL2177654T3/pl unknown
-
2009
- 2009-10-19 JP JP2009240371A patent/JP5431108B2/ja not_active Expired - Fee Related
- 2009-10-19 US US12/581,361 patent/US20100096074A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001018315A (ja) * | 1999-07-05 | 2001-01-23 | Uni Charm Corp | 弾性伸縮性複合シートの製造方法 |
| JP2002178427A (ja) * | 2000-12-11 | 2002-06-26 | Mitsui Chemicals Inc | 透湿性フィルム・不織布積層体及びその製造方法 |
| JP2006512491A (ja) * | 2002-12-31 | 2006-04-13 | キンバリー クラーク ワールドワイド インコーポレイテッド | 改善されたエラストマー材料 |
| JP2007530310A (ja) * | 2003-12-31 | 2007-11-01 | キンバリー クラーク ワールドワイド インコーポレイテッド | 片面表面材延伸結合積層体及びその製造方法 |
| JP2008114590A (ja) * | 2006-11-02 | 2008-05-22 | Nordenia Technologies Gmbh | 複合材ベルトとその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016064566A (ja) * | 2014-09-24 | 2016-04-28 | 花王株式会社 | 繊維積層体の製造方法及び繊維積層体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2177654A1 (de) | 2010-04-21 |
| PL2177654T3 (pl) | 2014-01-31 |
| JP5431108B2 (ja) | 2014-03-05 |
| US20100096074A1 (en) | 2010-04-22 |
| ES2432400T3 (es) | 2013-12-03 |
| EP2177654B1 (de) | 2013-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5431108B2 (ja) | フリースの製造方法並びに該方法を実施するための装置 | |
| JP4210663B2 (ja) | フリース複合材料を製造するための方法 | |
| US20090047855A1 (en) | Stretchable elastic nonwoven laminates | |
| US7422991B2 (en) | Laminate material web having elastic and non-elastic regions | |
| JP6329571B2 (ja) | フック・ループ式クロージャのフック部、該フック部を得る方法、及びおむつ | |
| RU2405677C2 (ru) | Способы производства многослойных эластомерных ламинатов и ламинаты | |
| US6808789B2 (en) | Breathable elastic polymeric film laminates | |
| AU2008238347B2 (en) | Method for producing an elastic non-woven composite material | |
| EA021791B1 (ru) | Эластомерная пленка, многослойная эластомерная пленка, ламинат и способы их получения | |
| JP2007534528A (ja) | エラストマー不織布積層体の製造装置 | |
| MX2011002041A (es) | Precursor activable de trama laminada compuesta y trama laminada compuesta elastica. | |
| JP5921867B2 (ja) | 繊維表面を有する弾性的な複合材を製造するための方法 | |
| US20060288547A1 (en) | Zoned stretching of a web | |
| MXPA06012957A (es) | Estratificado no tejido- elastomero no tejido. | |
| JP4017346B2 (ja) | エラストマー系積層品の高強度貫通結合法 | |
| WO1996021760A1 (fr) | Corps elastique composite a caracteristiques d'elongation multietagees et son procede de fabrication | |
| JP2009006717A (ja) | 通気性の弾性ポリマーフィルム積層体 | |
| JP5771380B2 (ja) | 共押出フィルムおよび複合材料の製造方法 | |
| JP2003236964A (ja) | 強化延伸不織布 | |
| JP2009190235A (ja) | 複合シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121018 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131119 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131204 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |