JP2010082639A - 中空押出材の製造方法 - Google Patents
中空押出材の製造方法 Download PDFInfo
- Publication number
- JP2010082639A JP2010082639A JP2008252491A JP2008252491A JP2010082639A JP 2010082639 A JP2010082639 A JP 2010082639A JP 2008252491 A JP2008252491 A JP 2008252491A JP 2008252491 A JP2008252491 A JP 2008252491A JP 2010082639 A JP2010082639 A JP 2010082639A
- Authority
- JP
- Japan
- Prior art keywords
- extruded material
- refrigerant
- hollow
- cooling
- extrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 claims abstract description 196
- 238000001125 extrusion Methods 0.000 claims abstract description 85
- 238000004519 manufacturing process Methods 0.000 claims abstract description 43
- 239000002826 coolant Substances 0.000 claims abstract description 8
- 229910052751 metal Inorganic materials 0.000 claims abstract description 6
- 239000002184 metal Substances 0.000 claims abstract description 6
- 239000003507 refrigerant Substances 0.000 claims description 159
- 238000001816 cooling Methods 0.000 description 140
- 238000011144 upstream manufacturing Methods 0.000 description 24
- 230000000694 effects Effects 0.000 description 13
- 238000000034 method Methods 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 9
- 230000000171 quenching effect Effects 0.000 description 9
- 239000007788 liquid Substances 0.000 description 8
- 239000007789 gas Substances 0.000 description 7
- 238000005192 partition Methods 0.000 description 6
- 230000001629 suppression Effects 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 230000001737 promoting effect Effects 0.000 description 5
- 238000010791 quenching Methods 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 239000003595 mist Substances 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 239000011796 hollow space material Substances 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910018464 Al—Mg—Si Inorganic materials 0.000 description 1
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 description 1
- 229910017818 Cu—Mg Inorganic materials 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 235000019628 coolness Nutrition 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images
















Landscapes
- Extrusion Of Metal (AREA)
Abstract
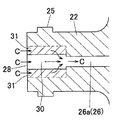
【解決手段】 押出材(1)の中空部(2)を成形するマンドレル(22)の下流側端面に、吸引口(28)が開口する冷媒用通路(26)を備える押出ダイス(20)を用い、金属を押し出しながら、押し出された押出材(1)の中空部(2)内の冷媒(C)を前記マンドレル(22)の吸引口(28)から吸引することにより、外部の冷媒(C)をその押出材(1)の開口部から中空部(2)内に引き込んで該中空部(2)内に流通させる。
【選択図】図2
Description
前記吸引口から冷媒用通路を介して冷媒を吸引する吸引手段と
を備えることを特徴とする押出装置。
2、73、82、83、91、92、93、94…中空部
10、75…ポートホールダイス
20、76…雄型(押出ダイス)
21…ダイス基盤
22,77…マンドレル
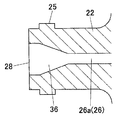
25…ベアリング部
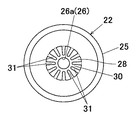
26…冷媒用通路
26a…上流側部分
27…接続部
28…吸引口
29,30,32,34,36,38…冷却促進部
39…冷却促進部材
40…冷却抑制部材(冷却抑制部)
60…吸引装置(吸引手段)
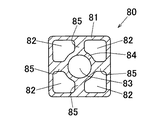
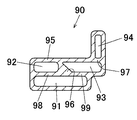
71、81、95、101…外壁
72、97、98、99…内壁
85…隔壁(内壁)
84…円形内壁(内壁)
C…冷媒
Claims (13)
- 押出材の中空部を成形するマンドレルの下流側端面に、吸引口が開口する冷媒用通路を備える押出ダイスを用い、金属を押し出しながら、押し出された押出材の中空部内の冷媒を前記マンドレルの吸引口から吸引することにより、外部の冷媒をその押出材の開口部から中空部内に引き込んで該中空部内に流通させることを特徴とする中空押出材の製造方法。
- 前記押出材を押し出しながら、該押出材に新たな冷媒引き込み用の開口部を形成する請求項1に記載の中空押出材の製造方法。
- 前記押出材の複数の中空部において、これらの中空部を成形するマンドレルに冷媒用通路を設けるとともに、それぞれの中空部における冷媒吸引量を独立して制御する請求項1または2に記載の中空押出材の製造方法。
- 前記押出材の外壁の肉厚が該押出材の断面における外接円の直径の0.5%以下である請求項1〜3のいずれかに記載の中空押出材の製造方法。
- 前記押出材は外壁に臨まない中空部を有し、その中空部を成形するマンドレルに前記冷媒用通路を設けて該中空部内に冷媒を流通させる請求項1〜4のいずれかに記載の中空押出材の製造方法。
- 前記押出材は外壁よりも肉厚の厚い内壁を有し、その内壁に臨む中空部を成形するマンドレルに前記冷媒用通路を設けて該中空部内に冷媒を流通させる請求項1〜5のいずれかに記載の中空押出材の製造方法。
- 前記前記押出材の単重が2kg/m以上である請求項1〜6のいずれかに記載の中空押出材の製造方法。
- 前記押出材は断面における外接円の直径が100mm以上である請求項1〜7のいずれかに記載の中空押出材の製造方法。
- 前記押出材は非対称断面形状を有する請求項1〜8のいずれかに記載の中空押出材の製造方法。
- 前記押出材を外側から冷却する請求項1〜9のいずれかに記載の中空押出材の製造方法。
- 押出材の中空部を成形するマンドレルの下流側端面に、吸引口が開口する冷媒用通路を備える押出ダイスと、
前記吸引口から冷媒用通路を介して冷媒を吸引する吸引手段と
を備えることを特徴とする押出装置。 - 前記押出ダイスの下流側に配置される冷媒供給手段を備える請求項11に記載の押出装置。
- 押出材の中空部を成形するマンドレルの下流側端面に、吸引口が開口する冷媒用通路を備え、前記冷媒用通路の他端に吸引手段との接続部が形成されていることを特徴とする押出ダイス。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008252491A JP5180756B2 (ja) | 2008-09-30 | 2008-09-30 | 中空押出材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008252491A JP5180756B2 (ja) | 2008-09-30 | 2008-09-30 | 中空押出材の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010082639A true JP2010082639A (ja) | 2010-04-15 |
| JP5180756B2 JP5180756B2 (ja) | 2013-04-10 |
Family
ID=42247119
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008252491A Expired - Fee Related JP5180756B2 (ja) | 2008-09-30 | 2008-09-30 | 中空押出材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5180756B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107755449A (zh) * | 2017-11-02 | 2018-03-06 | 安徽盛达前亮铝业有限公司 | 一种铝型材挤压模具 |
| CN115255061A (zh) * | 2022-07-19 | 2022-11-01 | 山东大学 | 一种铝合金超高强度弯曲型材的生产工艺 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5577925A (en) * | 1978-12-06 | 1980-06-12 | Nippon Sanso Kk | Extrusion forming method for aluminum alloy |
| JPS57146907U (ja) * | 1981-03-05 | 1982-09-16 | ||
| JPS59130625A (ja) * | 1981-11-04 | 1984-07-27 | Showa Alum Corp | 真空用アルミニウム製中空押出形材の製造法 |
| JPH01241323A (ja) * | 1988-03-23 | 1989-09-26 | Furukawa Electric Co Ltd:The | 複合線および管の連続押出装置 |
| JPH0481218A (ja) * | 1990-07-19 | 1992-03-13 | Showa Alum Corp | アルミニウム押出型材の冷却方法 |
| JPH08206729A (ja) * | 1995-01-31 | 1996-08-13 | Showa Alum Corp | 押出設備 |
| JP2000506802A (ja) * | 1996-03-01 | 2000-06-06 | ディミトリ フォテイ | 軽金属リムリング及びその構成方法 |
-
2008
- 2008-09-30 JP JP2008252491A patent/JP5180756B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5577925A (en) * | 1978-12-06 | 1980-06-12 | Nippon Sanso Kk | Extrusion forming method for aluminum alloy |
| JPS57146907U (ja) * | 1981-03-05 | 1982-09-16 | ||
| JPS59130625A (ja) * | 1981-11-04 | 1984-07-27 | Showa Alum Corp | 真空用アルミニウム製中空押出形材の製造法 |
| JPH01241323A (ja) * | 1988-03-23 | 1989-09-26 | Furukawa Electric Co Ltd:The | 複合線および管の連続押出装置 |
| JPH0481218A (ja) * | 1990-07-19 | 1992-03-13 | Showa Alum Corp | アルミニウム押出型材の冷却方法 |
| JPH08206729A (ja) * | 1995-01-31 | 1996-08-13 | Showa Alum Corp | 押出設備 |
| JP2000506802A (ja) * | 1996-03-01 | 2000-06-06 | ディミトリ フォテイ | 軽金属リムリング及びその構成方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107755449A (zh) * | 2017-11-02 | 2018-03-06 | 安徽盛达前亮铝业有限公司 | 一种铝型材挤压模具 |
| CN115255061A (zh) * | 2022-07-19 | 2022-11-01 | 山东大学 | 一种铝合金超高强度弯曲型材的生产工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5180756B2 (ja) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4216540B2 (ja) | タービュレータ付き冷却通路の内側の熱伝達を強化するための方法 | |
| TWI430856B (zh) | 多管道銅管的製造方法及製造設備 | |
| JP2020506057A (ja) | ワークピースにチャネルを作成するための方法及び装置 | |
| JP2012082830A (ja) | タービン翼形部用の湾曲フィルム冷却孔 | |
| JP5180756B2 (ja) | 中空押出材の製造方法 | |
| WO2010001459A1 (ja) | 気体圧制御式鋳造用鋳型 | |
| US20090229807A1 (en) | Evaporator tube with optimized undercuts on the groove base | |
| CN103492105B (zh) | 铸销 | |
| CN219599170U (zh) | 一种锥形刃口钻头 | |
| JP5180719B2 (ja) | 押出装置および押出材の製造方法 | |
| JP2010017747A (ja) | 押出ダイスおよび押出材の製造方法 | |
| JP2010082684A (ja) | 鋳造方法及び鋳造装置 | |
| BRPI0821872B1 (pt) | método para produzir tubo de metal sem costura | |
| KR100955491B1 (ko) | 간접 압출기용 냉각장치 및 냉각방법 | |
| CN102146810A (zh) | 利用工质的超临界特性对高温涡轮叶片进行冷却的方法 | |
| JP3616616B2 (ja) | シリンダブロック鋳造用ボアピン | |
| BRPI0617225A2 (pt) | aparelho e método para extrusão de alta pressão com alumìnio fundido | |
| KR20080089341A (ko) | 쌍롤식 주조기와 그 작동장치 및 방법 | |
| CN115213546A (zh) | 用于金属内部散热孔道成形加工的工具及搅拌摩擦焊设备 | |
| JP2010099727A (ja) | 中空押出材の製造方法 | |
| CN106624186B (zh) | 一种倒角加工方法 | |
| CN222957462U (zh) | 开孔式高效结晶器铜管 | |
| RU2650218C1 (ru) | Оправочный узел стана винтовой прокатки | |
| RU2353463C2 (ru) | Система бесслиткового литья металла | |
| ITBO20070361A1 (it) | Dispositivo a torcia al plasma e metodo per realizzarne l'elettrodo |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120516 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5180756 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160118 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| LAPS | Cancellation because of no payment of annual fees |