JP2010073473A - Flat battery - Google Patents
Flat battery Download PDFInfo
- Publication number
- JP2010073473A JP2010073473A JP2008239353A JP2008239353A JP2010073473A JP 2010073473 A JP2010073473 A JP 2010073473A JP 2008239353 A JP2008239353 A JP 2008239353A JP 2008239353 A JP2008239353 A JP 2008239353A JP 2010073473 A JP2010073473 A JP 2010073473A
- Authority
- JP
- Japan
- Prior art keywords
- sealing
- peripheral wall
- flat battery
- vickers hardness
- gasket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007789 sealing Methods 0.000 claims abstract description 112
- 230000002093 peripheral effect Effects 0.000 claims abstract description 84
- 238000000034 method Methods 0.000 claims description 31
- 235000019589 hardness Nutrition 0.000 description 51
- 230000000052 comparative effect Effects 0.000 description 26
- 239000000463 material Substances 0.000 description 15
- 238000005482 strain hardening Methods 0.000 description 13
- 238000000465 moulding Methods 0.000 description 9
- 238000005452 bending Methods 0.000 description 8
- 239000007774 positive electrode material Substances 0.000 description 8
- 238000005259 measurement Methods 0.000 description 5
- 239000007773 negative electrode material Substances 0.000 description 5
- 238000010248 power generation Methods 0.000 description 5
- 238000010079 rubber tapping Methods 0.000 description 5
- 238000009413 insulation Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000011255 nonaqueous electrolyte Substances 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 230000000750 progressive effect Effects 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- NAWXUBYGYWOOIX-SFHVURJKSA-N (2s)-2-[[4-[2-(2,4-diaminoquinazolin-6-yl)ethyl]benzoyl]amino]-4-methylidenepentanedioic acid Chemical compound C1=CC2=NC(N)=NC(N)=C2C=C1CCC1=CC=C(C(=O)N[C@@H](CC(=C)C(O)=O)C(O)=O)C=C1 NAWXUBYGYWOOIX-SFHVURJKSA-N 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007772 electrode material Substances 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- NUJOXMJBOLGQSY-UHFFFAOYSA-N manganese dioxide Chemical compound O=[Mn]=O NUJOXMJBOLGQSY-UHFFFAOYSA-N 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- SBUOHGKIOVRDKY-UHFFFAOYSA-N 4-methyl-1,3-dioxolane Chemical compound CC1COCO1 SBUOHGKIOVRDKY-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 229910000733 Li alloy Inorganic materials 0.000 description 1
- 229910013684 LiClO 4 Inorganic materials 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 239000001989 lithium alloy Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- -1 polybutylene terephthalate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000032258 transport Effects 0.000 description 1
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Sealing Battery Cases Or Jackets (AREA)
Abstract
【課題】封止性を確保しつつ、高容量化に有利な扁平形電池を提供する。
【解決手段】外装缶2の開口を封口缶3で封口した扁平形電池1であって、外装缶及2及び封口缶3は、底部の外周に周壁を立設させ、一端が開口した円筒状であり、外装缶2の周壁12の先端部12aを、封口缶3の中心軸9側に湾曲させて、外装缶2を封口缶3にかしめ固定しており、封口缶3の中心軸9方向における断面形状において、封口缶3の周壁16は、折り返しの無い一重壁であり、封口缶3の周壁16は、コーナ部18を介して底部15とつながった直線部17を形成しており、直線部17のビッカース硬さは、コーナ部18のビッカース硬さより大きい。
【選択図】図2Provided is a flat battery that is advantageous for high capacity while ensuring sealing performance.
A flat battery 1 in which an opening of an outer can 2 is sealed with a sealing can 3. The outer can 2 and the sealing can 3 have a cylindrical shape in which a peripheral wall is erected on an outer periphery of a bottom portion and one end is opened. The end 12a of the peripheral wall 12 of the outer can 2 is curved toward the central axis 9 side of the sealing can 3, and the outer can 2 is caulked and fixed to the sealing can 3 in the direction of the central axis 9 of the sealing can 3 In the cross-sectional shape, the peripheral wall 16 of the sealing can 3 is a single wall that is not folded back, and the peripheral wall 16 of the sealing can 3 forms a straight portion 17 connected to the bottom portion 15 via a corner portion 18. The Vickers hardness of the part 17 is larger than the Vickers hardness of the corner part 18.
[Selection] Figure 2
Description
本発明は、コイン形電池やボタン形電池と呼ばれる扁平形電池に関する。 The present invention relates to a flat battery called a coin battery or a button battery.
コイン形電池やボタン形電池と呼ばれる扁平形電池は、情報機器や映像機器等のメモリバックアップ用を中心とした電源として利用されている。図14に従来の扁平形電池の一例の斜視図を示している。扁平形電池100は、正極缶である外装缶101と負極缶である封口缶102とを組み合わせたものである。
A flat battery called a coin battery or a button battery is used as a power source mainly for memory backup of information equipment and video equipment. FIG. 14 shows a perspective view of an example of a conventional flat battery. The
図15は、図14のCC線における断面図である。扁平形電池100内には、発電要素110を収納し、非水電解液を充填している。外装缶101の周壁104と、封口缶102の周壁105の折り返し部107との間には、ガスケット103を介在させている。封口缶102に折り返し部107を形成したことにより、ガスケット103との密着部分の強度を確保している。
15 is a cross-sectional view taken along line CC of FIG. In the
外装缶101の周壁104の先端部104aを、封口缶102の中心軸106側に湾曲させて、外装缶101を封口缶102にかしめ固定している。このことにより、外装缶101と封口缶102との間の隙間をガスケット103により封止し、かつ極性の異なる外装缶101と封口缶102とを絶縁している。
The
折り返し部107に相当する構成を備えた扁平形電池は、例えば下記特許文献1、2も記載されている。折り返し部107を形成した構成は、強度面では有利になるが、高容量化の点では不利になる。
For example, the following
具体的には、扁平形電池100の外形寸法は、所定寸法に規定されている。同一外形寸法の扁平形電池では、折り返し部107のある構成は、折り返し部107の無い構成と比較すると、封口缶102のコーナ部108が、中心軸106側に移動することになり、その分容量が小さくなる。
Specifically, the outer dimension of the
他方、下記特許文献3−6には、折り返し部107の無い構成が記載されており、これらの各構成では、高容量化の点では有利になる。
しかしながら、前記特許文献3−6に提案されているような折り返し部107の無い構成では、高容量化の点では有利になるが、強度面では不利になる。具体的には、図15において、外装缶101の周壁104の先端部104aを、中心軸106側に湾曲させて、かしめ加工する際に、封口缶102の周壁105も中心軸106側に変形する。すなわち、周壁105はガスケット103の内周面から離れる方向に変形する。この際、折り返し部107の無い構成では、周壁105とガスケット103との密着性が弱くなり、ガスケット103による封止が不十分になる場合があった。
However, the configuration without the folded
前記特許文献3には、このような不十分な封止を防止する構成が提案されているが、強度不足を補うことまでの提案はなく、周壁の板厚を変化させる加工も必要であった。
In
本発明は、前記のような従来の問題を解決するものであり、封止性を確保しつつ、高容量化に有利な扁平形電池を提供することを目的とする。 The present invention solves the above-described conventional problems, and an object of the present invention is to provide a flat battery that is advantageous for increasing the capacity while ensuring sealing performance.
前記目的を達成するために、本発明の扁平形電池は、外装缶の開口を封口缶で封口した扁平形電池であって、前記外装缶及び封口缶は、底部の外周に周壁を立設させ、一端が開口した円筒状であり、前記外装缶の周壁の先端部を、前記封口缶の中心軸側に湾曲させて、前記外装缶を前記封口缶にかしめ固定しており、
前記封口缶の中心軸方向における断面形状において、前記封口缶の周壁は、折り返しの無い一重壁であり、前記封口缶の周壁は、コーナ部を介して前記底部とつながった直線部を形成しており、前記直線部のビッカース硬さは、前記コーナ部のビッカース硬さより大きいことを特徴とする。
In order to achieve the above object, a flat battery of the present invention is a flat battery in which an opening of an outer can is sealed with a sealing can, and the outer can and the sealing can have a peripheral wall standing on the outer periphery of the bottom. A cylindrical shape with one end open, and the distal end of the peripheral wall of the outer can is curved toward the central axis of the sealed can, and the outer can is caulked and fixed to the sealed can,
In the cross-sectional shape in the central axis direction of the sealing can, the peripheral wall of the sealing can is a single wall that is not folded back, and the peripheral wall of the sealing can forms a straight portion connected to the bottom via a corner portion. The Vickers hardness of the straight portion is larger than the Vickers hardness of the corner portion.
本発明によれば、封止性を確保しつつ、高容量化にも有利になる。 According to the present invention, it is advantageous to increase the capacity while ensuring sealing performance.
本発明の扁平形電池によれば、封口缶は、直線部のビッカース硬さが、コーナ部のビッカース硬さより大きいので、かしめ加工時には、コーナ部及び直線部の双方の変形が抑えられ、ガスケットによる封止性が保たれることになる。 According to the flat battery of the present invention, the sealing can has a Vickers hardness of the straight portion larger than the Vickers hardness of the corner portion. Therefore, during caulking, deformation of both the corner portion and the straight portion is suppressed, and the gasket Sealability is maintained.
前記本発明の扁平形電池においては、前記コーナ部のビッカース硬さは、150以上であり、前記直線部のビッカース硬さは、200以上であることが好ましい。 In the flat battery of the present invention, it is preferable that the corner portion has a Vickers hardness of 150 or more, and the linear portion has a Vickers hardness of 200 or more.
また、前記直線部のビッカース硬さは、前記コーナ部のビッカース硬さの1.05倍以上であることが好ましい。 Moreover, it is preferable that the Vickers hardness of the said linear part is 1.05 times or more of the Vickers hardness of the said corner part.
また、前記直線部は、前記直線部を圧縮させる加工により加工硬化していることが好ましい。 Moreover, it is preferable that the said linear part is work-hardened by the process which compresses the said linear part.
また、前記ガスケットは、前記封口缶の周壁を前記中心軸側に押圧するように、前記封口缶の周壁に押し当てられていることが好ましい。この構成によれば、極性の異なる外装缶と封口缶との間の絶縁性及び封止性が良好になる。 The gasket is preferably pressed against the peripheral wall of the sealing can so as to press the peripheral wall of the sealing can toward the central axis. According to this configuration, the insulation and sealing properties between the outer can and the sealed can with different polarities are improved.
また、前記封口缶の周壁は、肩部を介して段差を形成しており、前記肩部と前記外装缶の周壁との間に前記ガスケットを介在させており、前記封口缶の高さ方向に前記ガスケットが押圧されていることが好ましい。この構成によっても、極性の異なる外装缶と封口缶との間の絶縁性及び封止性が良好になる。 Further, the peripheral wall of the sealing can forms a step through a shoulder portion, the gasket is interposed between the shoulder portion and the peripheral wall of the exterior can, and in the height direction of the sealing can It is preferable that the gasket is pressed. Also with this configuration, the insulation and sealing properties between the outer can and the sealed can with different polarities are improved.
以下、本発明の一実施の形態について、図面を参照しながら詳細に説明する。図1は、本発明の一実施の形態に係る扁平形電池の斜視図を示している。扁平形電池1は、正極缶である外装缶2と負極缶である封口缶3とを組み合わせたものである。扁平形電池1の一例として、外径寸法(図2のD寸法)を20.0mmとし、厚さを5mmとしたものが挙げられる。
Hereinafter, an embodiment of the present invention will be described in detail with reference to the drawings. FIG. 1 shows a perspective view of a flat battery according to an embodiment of the present invention. The
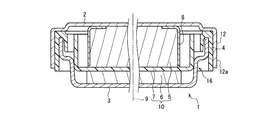
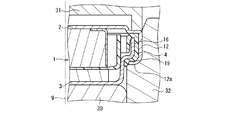
図2は、図1のAA線における断面図である。外装缶2は、底部11の外周に周壁12を立設させ、一端が開口した円筒状である。封口缶3は、底部15の外周に周壁16を立設させ、一端が開口した円筒状である。外装缶2の周壁12の内周面と封口缶3の周壁16の外周面との間には、ガスケット4を介在させている。
2 is a cross-sectional view taken along line AA in FIG. The
外装缶2の周壁12の先端部12aを、封口缶3の中心軸9側に湾曲させて、外装缶2を封口缶3にかしめ固定している。このことにより、外装缶2と封口缶3との間の隙間をガスケット4により封止し、かつ極性の異なる外装缶2と封口缶3とを絶縁している。
The
扁平形電池1内には、発電要素10を収納し、非水電解液を充填している。発電要素10は、正極活物質等を円盤形状に固めた正極材(電極材)5と、負極活物質の金属リチウム又はリチウム合金を円盤形状に形成した負極材(電極材)6と、不織布製のセパレータ7とを含んでいる。セパレータ7を介して正極材5と負極材6とが配置されている。正極材5に外面には、ステンレス鋼等で形成した正極リング8を装着している。
In the
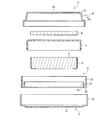
図3は、図2に示した扁平形電池1の分解図を示している。前記の通り、外装缶2及び封口缶3は、一端が開口した円筒状である。これらは、例えばステンレス材をプレス成形して成形することができる。封口缶3の周壁部16は直線部17を含んでおり、底部15と直線部17との交差部にコーナ部18を形成している。さらに、周壁部16は肩部19を介して段差を形成している。
FIG. 3 shows an exploded view of the
ガスケット4は樹脂成形品であり、例えばポリフェニレンサルファイド(PPS)を主成分とし、オレフィン系エラストマーを含有した樹脂組成物で成形する。ガスケット4はリング状部材であり、ベース部20から内壁21と外壁22とが立ち上がっている。内壁21と外壁22との間には、隙間23を形成している。この隙間23に封口缶3の周壁16を挿入することができる。
The
正極材5は、正極リング8と一体に正極活物質を円盤状に成形したものである。正極活物質としては、例えば二酸化マンガンに、黒鉛、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体およびヒドロキシプロピルセルロースを混合して調整した正極合剤を成形したものが挙げられる。
The
セパレータ7は不織布で形成しており、例えばポリブチレンテレフタレート製の繊維を素材とする不織布である。
The
セパレータ7には非水電解液が含浸する。非水電解液としては、例えば、プロピレンカーボナイトと、1,2−ジメトキシエタンとを混合した溶媒にLiClO4を溶解した溶液を用いることができる。セパレータ7の厚さは、例えば0.3−0.4mm程度である。
The
以上、扁平形電池1の概略構成について説明したが、本実施の形態に係る扁平形電池1は、封口缶3の硬さの分布に特徴がある。具体的には、図3の封口缶3において、直線部17のビッカース硬さを、コーナ部18のビッカース硬さより大きくしている。これは、詳細は後に説明するように、外装缶2の周壁12の先端部12aを湾曲させるかしめ加工の際に、封口缶3の直線部17の変形を抑えてガスケット4による封止性を確保するためである。
Although the schematic configuration of the
ここで、ビッカース硬さは、JISZ2244に準拠した測定による硬さである。測定の際には、対角面が136度のダイヤモンド四角すい圧子を用いて、試験面にくぼみを付け、永久くぼみの対角線長さから永久くぼみの表面積を求める。ビッカース硬さは、くぼみを付けた試験荷重を、永久くぼみの表面積で除した値から得られる。 Here, the Vickers hardness is a hardness measured according to JISZ2244. At the time of measurement, a diamond square conical indenter having a diagonal surface of 136 degrees is used to form a dent on the test surface, and the surface area of the permanent dent is obtained from the diagonal length of the permanent dent. The Vickers hardness is obtained from the value obtained by dividing the indented test load by the surface area of the permanent indentation.
以下、前記のような封口缶3の硬さ分布を得るための成形方法について、図4、5を参照しながら説明する。図4は、封口缶3の原材料である板材40から円盤状部材41を打ち抜いた状態を示している。円盤状部材41は、トランスファープレスにより加工される。トランスファープレスは、多工程の各工程に対応した金型と、加工物を次工程に搬送するトランスファー機構とを備えたプレス機械である。円盤状部材41は、各工程に対応した金型により加工されて、図3に示した形状に成形される。
Hereinafter, a molding method for obtaining the hardness distribution of the sealed can 3 will be described with reference to FIGS. FIG. 4 shows a state in which the disk-
図5は、各工程を経た加工物の形状の変化を示している。(a)−(e)の各図には、平面図と断面図とを図示している。図5(a)は、円盤状部材41を示している。前記の通り、円盤状部材41は図4に示したように、板材40から打ち抜いたものである。円盤状部材41は、図5(b)では、絞り加工により、底部42の外周に周壁43を立設させた円筒状に加工されている。
FIG. 5 shows the change in the shape of the workpiece after each step. Each figure of (a)-(e) has shown the top view and sectional drawing. FIG. 5A shows a disk-
図5(c)は、叩き工程を経た状態を示している。図5(c)の状態は、円筒状であることには変りないが、周壁43を叩いて周壁43の高さ調整をしている。
FIG. 5C shows a state after the hitting process. Although the state of FIG. 5C does not change to being cylindrical, the height of the
この高さ調整により、周壁43は圧縮変形し加工硬化する。前記のように、本実施の形態に係る封口缶3は、直線部17のビッカース硬さを、コーナ部18のビッカース硬さより大きくしている。これは、この叩き工程における加工硬化によるものである。図5(d)は、図5(c)の加工品のコーナ部44を加工して肩部45を形成した状態を示している。図5(e)は、仕上げを経た完成状態を示している。
By this height adjustment, the
この完成した封口缶は、図3に示した封口缶3と同一形状である。前記の通り、叩き工程を経たことにより、直線部17のビッカース硬さは、コーナ部18のビッカース硬さより大きくしている。
The completed sealing can has the same shape as the sealing can 3 shown in FIG. As described above, the Vickers hardness of the
一方、図3に示した封口缶3は、順送金型によるプレス加工によっても成形することができる。しかしながら、この加工方法では、叩き工程を含ませることができず、直線部17のビッカース硬さを、コーナ部18のビッカース硬さより大きくした封口缶3を得ることができない。
On the other hand, the sealing can 3 shown in FIG. 3 can also be formed by press working with a progressive die. However, in this processing method, a tapping step cannot be included, and the sealed can 3 in which the Vickers hardness of the
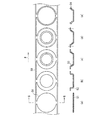
以下、順送金型による封口缶の成形方法を比較例として説明する。図6は、順送金型により加工中のコイル材50の平面図を示している。図6には、加工物の断面図も示している。各断面図は、コイル材50の幅方向における断面図(BB線における断面図)であるが、図示の便宜上、横方向に配置した図示としている。
Hereinafter, a method for forming a sealed can with a progressive die will be described as a comparative example. FIG. 6 shows a plan view of the
図6において、コイル材50を1工程分送ることにより(矢印a方向)、(a)、(b)、(c)の各加工物は、それぞれ1工程先の(b)、(c)、(d)の位置に送られる。この状態で、1行程分のプレスを経て、各位置の断面図の形状に加工される。すなわち、コイル材50を1行程分送る毎に、多工程のプレスが同時に進行することになる。
In FIG. 6, by sending the
(a)の円盤状部材51は、(b)の絞り形状に加工される。(b)の絞り形状のコーナ部52は、(c)のように加工され、肩部53が形成される。(c)の状態に加工された加工物は、(d)において破線部分を打ち抜かれ、コイル材50から切り離される。コイル材50から切り離した加工物は、(e)のように上端部54を折り返して、図15の折り返し部107に相当する形状を形成する。(e)の工程を省いて、周壁を折り返し部の無い一重壁とすることもできる。
The disk-shaped
図6に示した成形方法では、加工物がコイル材50と一体になったまま加工が進むことになる。この成形では、曲げ加工によりコーナ部52に加工硬化が得られる点は、図5に示した成形方法と同様である。
In the forming method shown in FIG. 6, the processing proceeds while the workpiece is integrated with the
しかしながら、図6に示した成形方法では、円筒状部材の周壁を圧縮する工程が無い。このため、図6に示した成形方法により図3に示した封口缶3を成形すると、直線部17のビッカース硬さは、コーナ部18のビッカース硬さより小さくなる。このビッカース硬さの大小関係は、図5に示した成形方法で成形した封口缶3に比べ逆になる。
However, in the molding method shown in FIG. 6, there is no step of compressing the peripheral wall of the cylindrical member. For this reason, when the sealing can 3 shown in FIG. 3 is formed by the forming method shown in FIG. 6, the Vickers hardness of the
このことについて、以下実験結果を参照しながら説明する。図7は実施例1と比較例1のビッカース硬さの測定点を示している。図7(a)は、実施例1に係る封口缶3の要部を示している。実施例1は、直径20mm、高さ5mmのコイン形電池用の封口缶である。実施例1の封口缶3は、図3に示した封口缶3と同様の構成であり、側壁部16は折り返し部の無い一重壁である。また、実施例1は、図5に示した成形方法で成形したものであり、円盤状に打ち抜いた加工物に加工を進めて成形したものである。
This will be described below with reference to experimental results. FIG. 7 shows measurement points of Vickers hardness of Example 1 and Comparative Example 1. FIG. 7A shows a main part of the sealing can 3 according to the first embodiment. Example 1 is a sealing can for coin-shaped batteries having a diameter of 20 mm and a height of 5 mm. The sealing can 3 of Example 1 is the same structure as the sealing can 3 shown in FIG. 3, and the
図7(b)は、比較例1に係る封口缶102の要部を示している。比較例1は、直径24.5mm、高さ5mmのコイン形電池用の封口缶である。比較例1の封口缶102は、図15に示した封口缶102と同様の構成であり、側壁部105に折り返し部107を形成している。また、比較例1は図6に示した成形方法で成形したものであり、コイル材50と一体になった加工物に加工を進めて成形したものである。
FIG. 7B shows the main part of the sealing can 102 according to the comparative example 1. Comparative Example 1 is a sealing can for coin-shaped batteries having a diameter of 24.5 mm and a height of 5 mm. The sealing can 102 of Comparative Example 1 has the same configuration as the sealing can 102 shown in FIG. 15, and a folded
図8は、実施例1及び比較例1について、測定点とビッカース硬さとの関係を示している。実線60は実施例1を示しており、破線61は比較例1を示している。実施例1及び比較例1共に、A、A′点(底部)に比べ、B点(コーナ部)の硬さは高い値になっている。これは、コーナ部の曲げ加工による加工硬化によるものと考えられる。このことは、実施例1及び比較例1のコーナ部であるD、F点、及び折り曲げ部である比較例1のH点においても同様である。
FIG. 8 shows the relationship between measurement points and Vickers hardness for Example 1 and Comparative Example 1. A
ここで、加工硬化は、曲げ部分のみならず、その近傍にまで及ぶことになる。このため、実施例1において、コーナ部近傍であるC点、E点及びG点においても加工硬化が及ぶものと考えられる。また、実施例1では、周壁全体が叩き工程により加工硬化し、コーナ部から離れたH点においても加工硬化することになる。 Here, the work hardening extends not only to the bent portion but also to the vicinity thereof. For this reason, in Example 1, it is thought that work hardening reaches also in the C point, E point, and G point which are the corner vicinity. Further, in Example 1, the entire peripheral wall is work-hardened by the hitting process, and is work-hardened also at the point H away from the corner portion.
比較例1においては、コーナ部近傍であるC点及びE点においても加工硬化が及び、コーナ部(F点)及び折り曲げ部(H点)の双方の近傍であるG点においても加工硬化が及ぶことになる。 In Comparative Example 1, work hardening occurs at points C and E near the corner, and work hardening also occurs at point G near both the corner (F point) and the bent portion (H point). It will be.
したがって、実施例1及び比較例1共に、B点−H点の間では、硬さは高い値を維持している。 Therefore, both Example 1 and Comparative Example 1 maintain a high value between point B and point H.
一方、B点−H点の間において、実施例1と比較例1とを比較してみると、ほぼ全体に亘り、比較例1(破線61)の硬さより、実施例1(実線60)硬さが、大きくなっている。特に、比較例1(破線61)では、C点(直線部111)は、B点(コーナ部108)より硬さが低下しているの対し、実施例1(実線60)では、C点(直線部17)の硬さは、B点(コーナ部18)より高い値になっている。 On the other hand, when the Example 1 and the Comparative Example 1 are compared between the points B and H, the hardness of the Example 1 (solid line 60) is almost entirely over the hardness of the Comparative Example 1 (broken line 61). However, it is getting bigger. In particular, in Comparative Example 1 (broken line 61), point C (straight line portion 111) has a lower hardness than point B (corner portion 108), whereas in Example 1 (solid line 60), point C ( The hardness of the straight portion 17) is higher than that of the point B (corner portion 18).
これは、両者の成形方法の差異によるものと考えられる。すなわち、実施例1と比較例1とにおける、B点とC点の硬さの大小関係の差異は、前記の通り、実施例1では、図5(c)の叩き工程による加工硬化が得られるのに対し、比較例1では叩き工程に相当する工程が無いためと考えられる。 This is considered to be due to the difference between the molding methods. That is, the difference in magnitude between the hardnesses of point B and point C in Example 1 and Comparative Example 1 is that, as described above, in Example 1, work hardening by the tapping process of FIG. 5C is obtained. On the other hand, in Comparative Example 1, it is considered that there is no process corresponding to the hitting process.
ここで、図2において、外装缶2の周壁12の先端部12aは、中心軸9方向に湾曲させている。このことにより、外装缶2を封口缶3にかしめ固定している。実施例1のように、C点(直線部17)の硬さが、B点(コーナ部18)に比べ高くなっていると、封口缶3の直線部17の変形が抑えられ、ガスケット4による封止性の確保に有利になる。このことの詳細については、以下図9−12を参照しながら製造工程を説明した上で、図2、13を参照しながら説明する。
Here, in FIG. 2, the
図3に示した構成部品を組み立てる際には、図3の上下を逆にした状態で組み立てを進める。図9に組み立て途中の状態の断面図を示している。図9(a)は、封口缶3にガスケット4を装着した状態を示す断面図である。ガスケット4の隙間23に、封口缶3の周壁16を挿入して、封口缶3にガスケット4を装着している。
When assembling the components shown in FIG. 3, the assembly is performed with the top and bottom of FIG. 3 turned upside down. FIG. 9 shows a cross-sectional view of the state during assembly. FIG. 9A is a cross-sectional view showing a state where the
図9(b)は、封口缶3内に発電要素10を収納した状態を示している。負極材6は封口缶3に導電性接着剤等で固定する。負極材6に、セパレータ7及び正極材5を重ねる。その後、封口缶3内に非水電解液を注入する。
FIG. 9B shows a state where the
図10は、図9(b)の組立体に、外装缶2を嵌合させた状態を示す断面図である。この状態では、ガスケット4の外周面と外装缶2の周壁12の内周面とが嵌合している。図10に示した状態からかしめ工程へ移行する。かしめ工程では、外装缶2の周壁12の先端部12aを、封口缶3の中心軸9側に曲げ加工する。
FIG. 10 is a cross-sectional view showing a state in which the
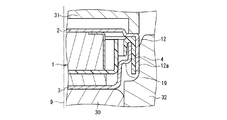
図11は、かしめ前の状態を示す断面図である。ノックアウトピン30とパンチ31との間に、図10に示した扁平形電池1を挟み込んでいる。外装缶2の周壁12を囲むように、周壁12の外周面に封口金型32の金型面が嵌合している。この状態でノックアウトピン30及びパンチ31とを下降させる。このことにより、外装缶2の周壁12の先端部12aは、封口金型32の曲面に沿って、封口缶3の中心軸9側に曲げ加工されることになる。
FIG. 11 is a cross-sectional view showing a state before caulking. The
図12は、ノックアウトピン30及びパンチ31の下降が完了した状態を示す断面図である。この状態では、外装缶2の周壁12の内周面と、封口缶3の周壁16の外周面との間にガスケット4が挟み込まれている。
FIG. 12 is a cross-sectional view showing a state in which the
さらに、ガスケット4の先端部は、周壁16を中心軸9側に押圧するように、封口缶3の周壁16に押し当てられている。このことにより、極性の異なる外装缶2と封口缶3との間の絶縁性及び封止性が良好になる。
Furthermore, the tip of the
また、封口缶3の肩部19と外装缶2の周壁12の先端部12aとの間において、封口缶3の高さ方向にガスケット4が押圧されている。このことによっても、外装缶2と封口缶3との間の絶縁及び封止性が良好になる。
Further, the
図2のかしめ加工後の完成品状態では、外装缶2の周壁12の先端部12aは、封口缶3の中心軸9側に曲げ加工されている。この曲げ加工の際、封口缶3の周壁16には、周壁16を中心軸9側に変形させようとする外力が加わることになる。周壁16が中心軸9側に変形すると、周壁16がガスケット4から離れるように変位する。このことにより、ガスケット4による封止性が低下することなる。
In the state of the finished product after the caulking process in FIG. 2, the
比較例1では、図15に示したように、折り返し部107を形成して強度を高めることにより、封止性の低下を防止している。一方、折り返し部107の無い一重壁の周壁では、周壁全体が中心軸側に変位し、封止性確保に不利になる。
In Comparative Example 1, as shown in FIG. 15, the folded
具体的には、図2の構成において、コーナ部18は、曲げ加工により加工硬化が得られる。かしめ加工時に、硬度の高められたコーナ部18が変形しなくても、直線部17が変形すれば、一重壁である周壁16全体が中心軸9側に変位し、ガスケット4による封止性確保に不利になる。
Specifically, in the configuration of FIG. 2, the
一方、図2の構成において、封口缶3のコーナ部18のみならず、周壁16の直線部17の硬度も高められていれば、周壁16が一重壁であっても、周壁16全体の中心軸9側への変位は抑えられ、封止性の低下も防止できることになる。
On the other hand, in the configuration of FIG. 2, if not only the
前記の通り実施例1では、直線部17の硬さは、コーナ部18の硬さより大きくなっている。すなわち、封口缶3のコーナ部18のビッカース硬さをHv1、直線部17のビッカース硬さをHv2とすると、本実施の形態に係る封口缶3は、下記の式(1)の関係を満足している。
As described above, in Example 1, the hardness of the
式(1) Hv1<Hv2
この構成によれば、コーナ部18は、曲げ加工を経た加工硬化により硬度が高められているとともに、直線部17はコーナ部18よりさらに硬度が高められていることになる。したがって、かしめ加工時には、コーナ部18及び直線部17の双方の変形が抑えられ、封止性の低下も防止できることになる。
Formula (1) Hv1 <Hv2
According to this configuration, the hardness of the
式(1)による効果をより確実にするには、下記式(2)の関係を満足することが好ましい。図8の実施例1は、C点(直線部17)の値は、B点(コーナ部18)の値の1.15倍程度であり、封止性は確保されている。この点を考慮すれば、下記式(3)の範囲がより好ましい。 In order to ensure the effect of the formula (1), it is preferable to satisfy the relationship of the following formula (2). In Example 1 of FIG. 8, the value of the point C (straight line portion 17) is about 1.15 times the value of the point B (corner portion 18), and the sealing performance is ensured. Considering this point, the range of the following formula (3) is more preferable.
式(2) 1.05≦Hv2/Hv1
式(3) 1.10≦Hv2/Hv1
一方、叩き加工による加工硬化の限界を考慮すれば、Hv2/Hv1は、下記式(4)の範囲内とすることが好ましい。
Formula (2) 1.05 <= Hv2 / Hv1
Formula (3) 1.10 ≦ Hv2 / Hv1
On the other hand, in consideration of the limit of work hardening by tapping, Hv2 / Hv1 is preferably within the range of the following formula (4).
式(4) Hv2/Hv1≦1.6
以上、Hv1とHv2との比の数値例について説明したが、Hv1、Hv2の好ましい数値範囲は下記のようになる。封口缶3の材料は、SUS430等のステンレス材が通常であり、下記の数値範囲は、SUS430におけるコーナ部の曲げによる加工硬化の程度、叩き加工よる加工硬化の程度から導き出したものである。
Formula (4) Hv2 / Hv1 ≦ 1.6
The numerical example of the ratio between Hv1 and Hv2 has been described above. Preferred numerical ranges of Hv1 and Hv2 are as follows. The material of the sealing can 3 is usually a stainless material such as SUS430, and the following numerical range is derived from the degree of work hardening by bending of the corner portion in SUS430 and the degree of work hardening by tapping.
コーナ部18のビッカース硬さHv1は、下記の式(5)の範囲が好ましく、下記の式(6)の範囲がより好ましく、下記の式(7)の範囲がさらに好ましい。
The Vickers hardness Hv1 of the
式(5) 150≦Hv1
式(6) 170≦Hv1
式(7) 190≦Hv1
直線部17のビッカース硬さHv2は、下記の式(8)の範囲が好ましく、下記の式(9)の範囲がより好ましく、下記の式(10)の範囲がさらに好ましい。
Formula (5) 150 <= Hv1
Formula (6) 170 <= Hv1
Formula (7) 190 <= Hv1
The Vickers hardness Hv2 of the
式(8) 200≦Hv2
式(9) 210≦Hv2
式(10) 220≦Hv2
一方、コーナ部18の硬度を高める加工は困難であり、コーナ部18の硬度が高過ぎると、直線部17の硬度をコーナ部18より大きくすることも困難になる。このため、コーナ部18の硬さは、下記式(11)の範囲内とすることが好ましく、下記式(12)の範囲内とすることがより好ましい。
Formula (8) 200 <= Hv2
Formula (9) 210 <= Hv2
Formula (10) 220 <= Hv2
On the other hand, it is difficult to increase the hardness of the
式(11) Hv1≦210
式(12) Hv1≦200
次に、図13を参照しながら、本実施の形態と比較例とを比較してみる。図13(a)は、比較例に係る扁平電池100の要部断面図である。本図は図15に示した従来例と同一構成である。図13(b)は、本実施の形態に係る扁平電池1の要部断面図である。本図は、図2に示した扁平電池1と同一構成である。
Formula (11) Hv1 ≦ 210
Formula (12) Hv1 <= 200
Next, the present embodiment will be compared with a comparative example with reference to FIG. FIG. 13A is a cross-sectional view of a main part of a
扁平電池100、扁平電池1は共に外形寸法Dは同じである。扁平電池100が、封口缶102に折り返し部107を形成しているのに対し、扁平電池1の周壁16は、折り返しの無い一重壁である。
Both the
封口缶102から折り返し部107を省いても、周壁105の肩部109とガスケット103との掛り代は変らない。この場合、折り返し部107を省いた分、封口缶102の周壁105全体を、外装缶101の周壁104側に移動させることができる。
Even if the folded-
この移動後の状態が図13(b)に相当する。図13(b)の扁平電池1は、図13(a)の扁平電池100に比べ、封口缶3の内周面が寸法Aだけ外側に移動している。このことにより、扁平電池1は、扁平電池100と外形寸法Dが同じでありながら、容量を大きくすることができる。
The state after this movement corresponds to FIG. In the
また、直線部17を形成していることも、容量確保に有利になっている。図13(b)において、コーナ部18の半径を大きくすると、直線部17はコーナ部18の一部になってしまう。この構成では、コーナ部18が中心軸9側に変位するので、容量確保に不利になる。すなわち、コーナ部18の半径を小さくし、直線部17の長さを大きくするほど容量を大きくすることができる。
Also, the formation of the
一方、前記の通り、扁平電池1は、前記式(1)の関係を満足しており、コーナ部18は、曲げ加工を経た加工硬化により硬度が高められているとともに、直線部17はコーナ部18よりさらに硬度が高められていることになる。
On the other hand, as described above, the
したがって、本実施の形態は、封口缶3の周壁16を一重壁としながらも、かしめ加工時には、コーナ部18及び直線部17の双方の変形が抑えられ、ガスケット4による封止性を確保することができる。
Therefore, in the present embodiment, while the
すなわち、本実施の形態は、封口缶3の周壁16を、折り返しの無い一重壁とし高容量化に有利な構造としながらも、ガスケット4による封止性の確保にも有利な構成であるといえる。
That is, the present embodiment can be said to be a configuration that is advantageous for securing the sealing performance by the
なお、本実施の形態に係る封口缶3は、かしめ加工の前後の双方において、周壁16の断面形状には直線部17を形成している。一方、かしめ加工により周壁16には外力が加わる。このため、かしめ加工後は、直線部17は完全な直線形状を維持できない場合がある。このような構成であっても、ガスケット4による封止性を高める効果が得られることには変りない。
In addition, the sealing can 3 according to the present embodiment forms a
したがって、直線部17の形状は完全な直線だけでなく、曲率半径が大きく直線とみなすことができる曲線も含んでいる。より具体的には、直線部17の形状は、曲率半径が5mm以上の曲線、又はコーナ部18の半径の20倍以上の曲率半径の曲線も含むものとする。
Therefore, the shape of the
また、図1−3を用いて、扁平電池1の寸法や構成部品の材料について説明したが、これらは一例であり、他の寸法のものでもよく、他の材料を用いたものであってもよい。
Moreover, although the dimension of the
以上のように、本発明によれば、封止性を確保しつつ、高容量化に有利であるので、本発明の扁平形電池は、例えば情報機器や映像機器等のメモリバックアップ用を中心とした電源として有用である。 As described above, according to the present invention, the flat battery of the present invention is mainly used for memory backup such as information equipment and video equipment, because it is advantageous for high capacity while ensuring sealing performance. It is useful as a power source.
1 扁平形電池
2 外装缶
3 封口缶
4 ガスケット
11 外装缶の底部
12 外装缶の周壁
15 封口缶の底部
16 封口缶の周壁
17 封口缶の直線部
18 封口缶のコーナ部
19 封口缶の肩部
DESCRIPTION OF
Claims (6)
前記外装缶及び封口缶は、底部の外周に周壁を立設させ、一端が開口した円筒状であり、
前記外装缶の周壁の先端部を、前記封口缶の中心軸側に湾曲させて、前記外装缶を前記封口缶にかしめ固定しており、
前記封口缶の中心軸方向における断面形状において、
前記封口缶の周壁は、折り返しの無い一重壁であり、
前記封口缶の周壁は、コーナ部を介して前記底部とつながった直線部を形成しており、
前記直線部のビッカース硬さは、前記コーナ部のビッカース硬さより大きいことを特徴とする扁平形電池。 A flat battery in which the opening of the outer can is sealed with a sealing can,
The outer can and the sealing can have a cylindrical shape in which a peripheral wall is erected on the outer periphery of the bottom, and one end is opened,
The outer wall of the outer peripheral can be curved to the center axis side of the sealed can, and the outer can is caulked and fixed to the sealed can;
In the cross-sectional shape in the central axis direction of the sealing can,
The peripheral wall of the sealing can is a single wall without folding,
The peripheral wall of the sealing can forms a straight part connected to the bottom part through a corner part,
2. The flat battery according to claim 1, wherein the straight portion has a Vickers hardness greater than that of the corner portion.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239353A JP5420871B2 (en) | 2008-09-18 | 2008-09-18 | Flat battery |
| US12/548,287 US20100068614A1 (en) | 2008-09-18 | 2009-08-26 | Flat battery |
| US14/682,815 US20150228938A1 (en) | 2008-09-18 | 2015-04-09 | Flat battery |
| US16/113,945 US11201367B2 (en) | 2008-09-18 | 2018-08-27 | Flat battery |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008239353A JP5420871B2 (en) | 2008-09-18 | 2008-09-18 | Flat battery |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010073473A true JP2010073473A (en) | 2010-04-02 |
| JP5420871B2 JP5420871B2 (en) | 2014-02-19 |
Family
ID=42205066
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008239353A Active JP5420871B2 (en) | 2008-09-18 | 2008-09-18 | Flat battery |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5420871B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013037796A (en) * | 2011-08-04 | 2013-02-21 | Panasonic Corp | Nonaqueous electrolyte coin-shaped battery |
| WO2013046644A1 (en) * | 2011-09-30 | 2013-04-04 | パナソニック株式会社 | Coin-shaped battery |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5386433A (en) * | 1976-12-24 | 1978-07-29 | Citizen Watch Co Ltd | Structure of small size battery |
| JPS599466U (en) * | 1982-07-09 | 1984-01-21 | シチズン時計株式会社 | Ultra-thin sealed battery |
| JPS63264860A (en) * | 1988-04-12 | 1988-11-01 | Ishizaki Press Kogyo Kk | battery container lid |
| JPH10255733A (en) * | 1997-03-07 | 1998-09-25 | Toshiba Battery Co Ltd | Small-sized battery |
| JP2002134071A (en) * | 2000-10-30 | 2002-05-10 | Matsushita Electric Ind Co Ltd | Flattened square type battery |
-
2008
- 2008-09-18 JP JP2008239353A patent/JP5420871B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5386433A (en) * | 1976-12-24 | 1978-07-29 | Citizen Watch Co Ltd | Structure of small size battery |
| JPS599466U (en) * | 1982-07-09 | 1984-01-21 | シチズン時計株式会社 | Ultra-thin sealed battery |
| JPS63264860A (en) * | 1988-04-12 | 1988-11-01 | Ishizaki Press Kogyo Kk | battery container lid |
| JPH10255733A (en) * | 1997-03-07 | 1998-09-25 | Toshiba Battery Co Ltd | Small-sized battery |
| JP2002134071A (en) * | 2000-10-30 | 2002-05-10 | Matsushita Electric Ind Co Ltd | Flattened square type battery |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013037796A (en) * | 2011-08-04 | 2013-02-21 | Panasonic Corp | Nonaqueous electrolyte coin-shaped battery |
| WO2013046644A1 (en) * | 2011-09-30 | 2013-04-04 | パナソニック株式会社 | Coin-shaped battery |
| JPWO2013046644A1 (en) * | 2011-09-30 | 2015-03-26 | パナソニックIpマネジメント株式会社 | Coin battery |
| US9515301B2 (en) | 2011-09-30 | 2016-12-06 | Panasonic Intellectual Property Management Co., Ltd. | Coin battery having a sealing plate which suppresses deformation |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5420871B2 (en) | 2014-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9899640B2 (en) | Flat-shaped battery | |
| US11201367B2 (en) | Flat battery | |
| CN101752591B (en) | Battery | |
| JP5425526B2 (en) | Sealed battery | |
| US7029790B2 (en) | Closed type battery | |
| JP2012190758A (en) | Flat type battery | |
| CN112335100A (en) | Battery with a battery cell | |
| JP5420871B2 (en) | Flat battery | |
| JP4831625B2 (en) | Coin battery | |
| JP5305315B2 (en) | Flat battery | |
| JP5371347B2 (en) | Flat battery | |
| JP4070136B2 (en) | Coin battery | |
| JP2011187289A (en) | Flat battery | |
| JP2007273110A (en) | Flat battery | |
| JP6516197B2 (en) | Sealed battery and battery case | |
| JP5638748B2 (en) | Flat battery | |
| KR20020093567A (en) | Secondary battery, negative can of secondary battery and method for manufacture thereof | |
| WO2021199692A1 (en) | Hermetically sealed battery | |
| JP5551560B2 (en) | Cylindrical battery | |
| JP6361485B2 (en) | Sealed battery | |
| JP5336230B2 (en) | Flat battery | |
| JP2011192391A (en) | Flat battery | |
| JP2017174554A (en) | Secondary battery | |
| JP4848622B2 (en) | Coin-type lithium primary battery | |
| JP2010212207A (en) | Flat battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110218 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110519 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20110527 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130108 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20130123 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5420871 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |