JP2010052271A - 繊維強化樹脂成形体の製造装置及び製造方法 - Google Patents
繊維強化樹脂成形体の製造装置及び製造方法 Download PDFInfo
- Publication number
- JP2010052271A JP2010052271A JP2008219553A JP2008219553A JP2010052271A JP 2010052271 A JP2010052271 A JP 2010052271A JP 2008219553 A JP2008219553 A JP 2008219553A JP 2008219553 A JP2008219553 A JP 2008219553A JP 2010052271 A JP2010052271 A JP 2010052271A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- fiber
- reinforced resin
- resin
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
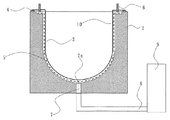
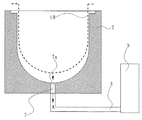
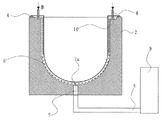
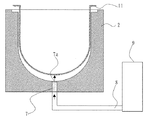
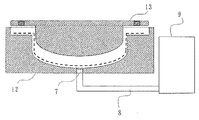
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
【選択図】 図2
Description
2 金型
3 吸引フィルム
5 キャビティ空間
7 入れ子
7a フッ化エチレンコーティング
9 吸引・流入装置
10 繊維クロス
11 繊維強化樹脂成形体
12 下金型
13 上金型
Claims (6)
- 成形体を製作する内部から外部に向けて貫通する穴を設けた金型と、この金型の上記穴に設けられ、通気性を有する入れ子と、繊維クロスを上記金型内部に保持する際に上記入れ子から上記金型内の空気を吸引し、上記金型から成形体を脱型する際に上記入れ子を通して上記金型内に空気を流入させる吸引流入装置とを備えたことを特徴とする繊維強化樹脂成形体の製造装置。
- 上記入れ子はポーラス金属であることを特徴とする請求項1に記載の繊維強化樹脂成形体の製造装置。
- 上記入れ子の上記金型内部に露出する面にフッ化エチレンコーティングを施したことを特徴とする請求項1又は請求項2に記載の繊維強化樹脂成形体の製造装置。
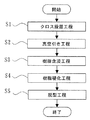
- 成形体を製作する内部から外部に向けて貫通する穴に通気性を有する入れ子を設けた金型内から、上記入れ子を介しての空気を吸引する真空引き工程と、真空引き後、上記金型内に樹脂を流入させて、金型内の繊維クロスに含浸させる樹脂含浸工程と、樹脂含浸後、樹脂を硬化させる樹脂硬化工程と、樹脂硬化後、上記入れ子を介して空気を金型内に流入し、成形体を金型から取り外す脱型工程とを備えたことを特徴とする繊維強化樹脂成形体の製造方法。
- 上記入れ子はポーラス金属であることを特徴とする請求項4に記載の繊維強化樹脂成形体の製造方法。
- 上記入れ子の上記金型内部に露出する面にフッ化エチレンコーティングを施したことを特徴とする請求項4又は請求項5に記載の繊維強化樹脂成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219553A JP5104662B2 (ja) | 2008-08-28 | 2008-08-28 | 繊維強化樹脂成形体の製造装置及び製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219553A JP5104662B2 (ja) | 2008-08-28 | 2008-08-28 | 繊維強化樹脂成形体の製造装置及び製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012219600A Division JP5360282B2 (ja) | 2012-10-01 | 2012-10-01 | 繊維強化樹脂成形体の製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052271A true JP2010052271A (ja) | 2010-03-11 |
| JP5104662B2 JP5104662B2 (ja) | 2012-12-19 |
Family
ID=42068705
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008219553A Expired - Fee Related JP5104662B2 (ja) | 2008-08-28 | 2008-08-28 | 繊維強化樹脂成形体の製造装置及び製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5104662B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245623A (ja) * | 2011-05-25 | 2012-12-13 | Univ Of Tokyo | 多孔質型を用いた複合材の成形方法および装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5319181Y2 (ja) * | 1975-05-19 | 1978-05-22 | ||
| JPS5410052A (en) * | 1977-06-23 | 1979-01-25 | Tatsuo Fukuoka | Metal mold with temporary fixing means |
| JPS5672431A (en) * | 1979-11-16 | 1981-06-16 | Mitsubishi Electric Corp | Manufacture of reflective type screen |
| JPH0614989Y2 (ja) * | 1988-07-15 | 1994-04-20 | いすゞ自動車株式会社 | シートモールディングコンパウンドの成形型 |
| JPH11348073A (ja) * | 1998-06-11 | 1999-12-21 | Polyplastics Co | 電子モジュール内蔵樹脂成形体及びその成形方法 |
-
2008
- 2008-08-28 JP JP2008219553A patent/JP5104662B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5319181Y2 (ja) * | 1975-05-19 | 1978-05-22 | ||
| JPS5410052A (en) * | 1977-06-23 | 1979-01-25 | Tatsuo Fukuoka | Metal mold with temporary fixing means |
| JPS5672431A (en) * | 1979-11-16 | 1981-06-16 | Mitsubishi Electric Corp | Manufacture of reflective type screen |
| JPH0614989Y2 (ja) * | 1988-07-15 | 1994-04-20 | いすゞ自動車株式会社 | シートモールディングコンパウンドの成形型 |
| JPH11348073A (ja) * | 1998-06-11 | 1999-12-21 | Polyplastics Co | 電子モジュール内蔵樹脂成形体及びその成形方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245623A (ja) * | 2011-05-25 | 2012-12-13 | Univ Of Tokyo | 多孔質型を用いた複合材の成形方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5104662B2 (ja) | 2012-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6140679B2 (ja) | 再使用可能なレジン分配ラインを具備する真空を利用したレジン注入成形プロセス | |
| EP1800825B1 (en) | A method of manufacturing an integral article comprising a fiber-reinforced composite material, and a tool assembly for making the same | |
| US8999216B2 (en) | Method of manufacturing an article by molding | |
| EP1859920B1 (en) | A method and a device for resin transfer moulding a component comprising at least partly of fibre-reinforced plastic laminate | |
| US8449804B2 (en) | Evacuation process for use in a method for producing a composite structure | |
| US20150283765A1 (en) | Supporting profiled element, method for producing a supporting profiled element, and use of said supporting profiled element in a method for producing a reinforced vehicle fuselage component | |
| JP2010115837A (ja) | 複合材製品製造方法 | |
| JP5104662B2 (ja) | 繊維強化樹脂成形体の製造装置及び製造方法 | |
| JP5223505B2 (ja) | Frpの製造方法 | |
| US20120289109A1 (en) | Method For Manufacturing A Part Of A Composite Material And Part Thus Obtained | |
| EP2327525B1 (en) | Mold core for fabricating a part out of composite material | |
| JP5360282B2 (ja) | 繊維強化樹脂成形体の製造装置 | |
| JP2008238566A (ja) | 繊維強化樹脂構造体の製造方法、及び繊維強化樹脂構造体 | |
| EP2799215B1 (en) | Perforated vacuum membrane for fibre reinforced laminates | |
| US10464743B2 (en) | Tank made of a composite material | |
| US20150014898A1 (en) | Device and method for producing a moulded part from a composite material | |
| KR20120115665A (ko) | 점증 압력 수지 이송 성형에 의한 중공 복합재료 구조재 및 그 제조 방법 | |
| JP2012228800A (ja) | Frpパネルの製造方法及び製造装置 | |
| JP2007176163A (ja) | 繊維強化プラスチックの製造方法 | |
| JP2009248552A (ja) | 繊維強化樹脂成形品の製造方法 | |
| JP2009172863A (ja) | 繊維強化樹脂構造体の製造方法 | |
| JP5388825B2 (ja) | 繊維強化プラスチック成形体の製造装置、及び繊維強化プラスチック成形体の製造方法 | |
| EP2873516A1 (en) | Method and arrangement for manufacturing a composite material component | |
| JP4371759B2 (ja) | 複合管状体の製造方法 | |
| JP6048967B2 (ja) | 繊維強化プラスチック成形体の製造方法及び製造装置、並びにエレベータの壁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110712 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120508 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120612 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120904 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120917 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151012 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |