JP2010051973A - 連続鋳造設備の鋳片案内ロールの軸受構造 - Google Patents
連続鋳造設備の鋳片案内ロールの軸受構造 Download PDFInfo
- Publication number
- JP2010051973A JP2010051973A JP2008216498A JP2008216498A JP2010051973A JP 2010051973 A JP2010051973 A JP 2010051973A JP 2008216498 A JP2008216498 A JP 2008216498A JP 2008216498 A JP2008216498 A JP 2008216498A JP 2010051973 A JP2010051973 A JP 2010051973A
- Authority
- JP
- Japan
- Prior art keywords
- bearing
- guide roll
- thrust
- slab guide
- continuous casting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Sliding-Contact Bearings (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Rolling Contact Bearings (AREA)
Abstract
【解決手段】連続鋳造設備の鋳片案内ロール3の端面に開口する軸受孔10と、その軸受孔10に挿入される支持軸11との間に介装されて、鋳片案内ロール3を回転可能に支持する軸受の構造であり、軸受孔10と支持軸11との間にラジアル軸受である針状ころ軸受12が配置され、さらに、針状ころ軸受12の位置より軸受孔10の内部の位置にスラスト軸受であるスラストメタル軸受13が配置されている。
【選択図】図1
Description
前記軸受孔と前記支持軸との間にラジアル軸受が配置され、さらに、前記ラジアル軸受の位置より軸受孔の内部の位置にスラストメタル軸受が配置されていることを特徴とする連続鋳造設備の鋳片案内ロールの軸受構造。
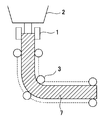
2 タンディッシュ
3 鋳片案内ロール
7 鋳片
8 フレーム
10 軸受孔
11 支持軸
12 針状ころ軸受(ラジアル軸受)
13 スラストメタル軸受(スラスト軸受)
14 摺動部材
16 シール
17 シール
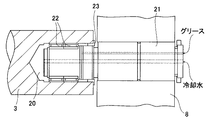
20 軸受孔
21 支持軸
22 針状ころ軸受(ラジアル軸受)
23 スラストメタル軸受(スラスト軸受)
30 軸受孔
31 支持軸
32 針状ころ軸受(ラジアル軸受)
33 スラスト円筒ころ軸受(スラスト軸受)
Claims (2)
- 連続鋳造設備の鋳片案内ロールの端面に開口する軸受孔と、該軸受孔に挿入される支持軸との間に介装されて、前記鋳片案内ロールを回転可能に支持する軸受の構造であって、
前記軸受孔と前記支持軸との間にラジアル軸受が配置され、さらに、前記ラジアル軸受の位置より軸受孔の内部の位置にスラストメタル軸受が配置されていることを特徴とする連続鋳造設備の鋳片案内ロールの軸受構造。 - 前記ラジアル軸受が針状ころ軸受であることを特徴とする請求項1に記載の連続鋳造設備の鋳片案内ロールの軸受構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008216498A JP5187072B2 (ja) | 2008-08-26 | 2008-08-26 | 連続鋳造設備の鋳片案内ロールの軸受構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008216498A JP5187072B2 (ja) | 2008-08-26 | 2008-08-26 | 連続鋳造設備の鋳片案内ロールの軸受構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010051973A true JP2010051973A (ja) | 2010-03-11 |
| JP5187072B2 JP5187072B2 (ja) | 2013-04-24 |
Family
ID=42068452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008216498A Active JP5187072B2 (ja) | 2008-08-26 | 2008-08-26 | 連続鋳造設備の鋳片案内ロールの軸受構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5187072B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011111677A1 (ja) | 2010-03-09 | 2011-09-15 | 国立大学法人東北大学 | ビス-リン酸化合物及びそれを用いる不斉反応 |
| CN106567886A (zh) * | 2015-10-13 | 2017-04-19 | 上海安莱德汽车零部件有限公司 | 一种四门滚轮轴结构 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0624228U (ja) * | 1991-02-14 | 1994-03-29 | 富士重工業株式会社 | 汎用エンジンの軸受構造 |
| JP2002021843A (ja) * | 2000-07-06 | 2002-01-23 | Mitsubishi Heavy Ind Ltd | スラスト軸受装置 |
| JP2002301538A (ja) * | 2001-04-03 | 2002-10-15 | Michihiro Yokoyama | ハスバ歯車素材加工方法 |
| JP2003156087A (ja) * | 2001-11-22 | 2003-05-30 | Nisshinbo Ind Inc | ブレーキシリンダ装置 |
| JP2003164950A (ja) * | 2001-11-28 | 2003-06-10 | Kawasaki Steel Corp | 連続鋳造設備の鋳片案内ロールの軸受構造 |
| JP2003311382A (ja) * | 2002-04-17 | 2003-11-05 | Jfe Steel Kk | 連続鋳造鋳片支持装置 |
-
2008
- 2008-08-26 JP JP2008216498A patent/JP5187072B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0624228U (ja) * | 1991-02-14 | 1994-03-29 | 富士重工業株式会社 | 汎用エンジンの軸受構造 |
| JP2002021843A (ja) * | 2000-07-06 | 2002-01-23 | Mitsubishi Heavy Ind Ltd | スラスト軸受装置 |
| JP2002301538A (ja) * | 2001-04-03 | 2002-10-15 | Michihiro Yokoyama | ハスバ歯車素材加工方法 |
| JP2003156087A (ja) * | 2001-11-22 | 2003-05-30 | Nisshinbo Ind Inc | ブレーキシリンダ装置 |
| JP2003164950A (ja) * | 2001-11-28 | 2003-06-10 | Kawasaki Steel Corp | 連続鋳造設備の鋳片案内ロールの軸受構造 |
| JP2003311382A (ja) * | 2002-04-17 | 2003-11-05 | Jfe Steel Kk | 連続鋳造鋳片支持装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011111677A1 (ja) | 2010-03-09 | 2011-09-15 | 国立大学法人東北大学 | ビス-リン酸化合物及びそれを用いる不斉反応 |
| CN106567886A (zh) * | 2015-10-13 | 2017-04-19 | 上海安莱德汽车零部件有限公司 | 一种四门滚轮轴结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5187072B2 (ja) | 2013-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3048318B1 (en) | Bearing structure | |
| CN205132375U (zh) | 一种小方坯连铸机铸坯导向装置支撑辊 | |
| US20040028305A1 (en) | Bearing apparatus of sealing type | |
| JP5187072B2 (ja) | 連続鋳造設備の鋳片案内ロールの軸受構造 | |
| JP6329198B2 (ja) | 円すいころ軸受 | |
| CN102425601A (zh) | 一种内、外组件均为圆柱滚子的三环轴承 | |
| CN201747789U (zh) | 一种改进的四列圆柱滚子轴承 | |
| CN101586605A (zh) | 无挡边双列滚子轴承 | |
| CN203879926U (zh) | 一种三列圆柱滚子轴承、轴承组件及轧机 | |
| CN202790095U (zh) | 一种三环双列组合调心球轴承 | |
| JP2009063099A (ja) | 転がり軸受用軌道輪および自動調心ころ軸受 | |
| CN204186793U (zh) | 一种双列角接触球轴承 | |
| CN204851271U (zh) | 一种免维护固体润滑盾构机滚刀组件 | |
| JP4127268B2 (ja) | 圧延ロール支持構造 | |
| JP2009168106A (ja) | ころ軸受及びころ軸受の固定構造 | |
| CN106151281B (zh) | 与滚动体滚动接触的轴承保持架 | |
| CN119737382B (zh) | 一种大直径掘进机主轴承及装配方法 | |
| CN110848247A (zh) | 高端百米轨梁立辊圆锥滚子轴承 | |
| CN201747770U (zh) | 四列圆柱滚子轴承 | |
| CN201196201Y (zh) | 双列圆锥滚子轴承 | |
| CN101586616A (zh) | 双列圆锥滚子轴承 | |
| JP2007255536A (ja) | 円錐ころ軸受、間座および風力発電機の主軸支持構造 | |
| JP2008196648A (ja) | 軸受用密封装置及び軸受ユニット | |
| JP2007198464A (ja) | 調心輪付き円筒ころ軸受 | |
| JP2009024833A (ja) | 転がり軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110421 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120905 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130107 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160201 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5187072 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |