JP2010036167A - 静電粉体塗装機 - Google Patents
静電粉体塗装機 Download PDFInfo
- Publication number
- JP2010036167A JP2010036167A JP2008205297A JP2008205297A JP2010036167A JP 2010036167 A JP2010036167 A JP 2010036167A JP 2008205297 A JP2008205297 A JP 2008205297A JP 2008205297 A JP2008205297 A JP 2008205297A JP 2010036167 A JP2010036167 A JP 2010036167A
- Authority
- JP
- Japan
- Prior art keywords
- resin tube
- powder coating
- insertion hole
- tube
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Electrostatic Spraying Apparatus (AREA)
Abstract
【解決手段】樹脂チューブの端部外周面と差込孔の内周面とをそれぞれ無ネジ状態に形成し、樹脂チューブの端部に薄肉部分が形成されないようにして、樹脂チューブの端部に亀裂が入り難いようにした。
【選択図】図2
Description
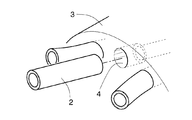
図1に示す静電粉体塗装ガン1は、ガン先のノズルネック部3に、12本の樹脂チューブ2を装着し、この12本の樹脂チューブ2から粉体塗料を吐出するようにしている。12本の樹脂チューブは、チューブサポート7によって扇形に配置されている。樹脂チューブ2は4弗化エチレン(テフロン)を使用している。この実施例では、樹脂チューブ2は、内径4φ×外径7φを使用した。
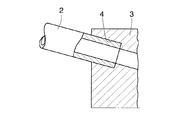
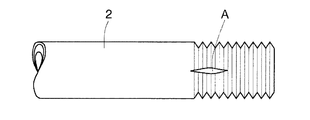
この樹脂チューブ2の端部を無ネジ部にして、差込孔4に差し入れた場合と、図6及び図7に示すように、樹脂チューブ2の端部にネジ部8を形成して、内周面にネジ部を形成した差込孔9にネジ固定した場合とについて、粉体塗料を通過させて樹脂チューブ2の端部の耐久試験を行ったところ、表1に示す通り、樹脂チューブ2の端部が無ネジ状態のものがネジ部8を形成したものよりも寿命が大きく伸びるということが確認できた。
(粉体塗料)
A:ポリエステル系(艶有)白
B:エポキシ系(つや消し)黒
C:エポキシ系(ジンクリッジ)茶
(評価方法)
◎:キズ無
△:キズ有
×:亀裂
(塗装条件)
吐出量:100g/min(定量供給装置使用)
搬送エアー:0.3Mpa
粉体塗料ホース:11m
塗装時間:連続8H/日
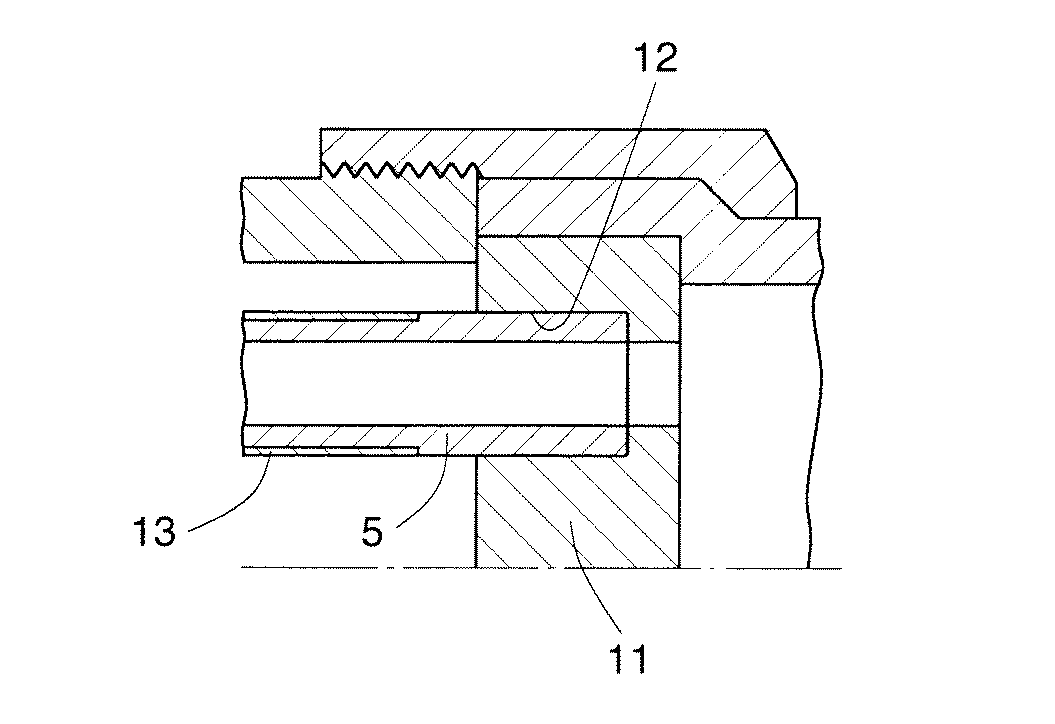
摩擦帯電式の塗装ガンは、ガン本体内に6本の非導電性の樹脂チューブ5を並列状態に設け、この非導電性の樹脂チューブ5内を粉体塗料を通過させ、摩擦によって粉体塗料に電荷を与える形式のものである。
(粉体塗料)
A:ポリエステル系(艶有)白
B:エポキシ系(つや消し)黒
C:エポキシ系(ジンクリッジ)茶
(評価方法)
◎:キズ無
△:キズ有
×:亀裂
(塗装条件)
吐出量:100g/min(定量供給装置使用)
搬送エアー:0.3Mpa
粉体塗料ホース:11m
塗装時間:連続8H/日
2 樹脂チューブ
3 ノズルネック部
4 差込孔
5 樹脂チューブ
6 チューブ装着部
7 チューブサポート
8 ネジ部
9 差込孔
10、11 チューブ装着部
12 差込孔
Claims (3)
- 静電粉体塗装ガンのガン先の吐出口に、複数本の樹脂チューブを装着し、この複数本の樹脂チューブから粉体塗料を吐出するようにした静電粉体塗装機において、複数本の樹脂チューブを装着するガン先のノズルネック部に、樹脂チューブの差込孔を設け、この差込孔の内周面を無ネジ状態に形成し、外周面が無ネジ状態に形成された樹脂チューブの端部を差込孔に差し入れてガン先のノズルネック部に樹脂チューブを装着したことを特徴とする静電粉体塗装機。
- 上記静電粉体塗装ガンがコロナ帯電式又は摩擦帯電式である請求項1記載の静電粉体塗装機。
- ガン本体内に複数本の非導電性の樹脂チューブを並列状態に設け、この非導電性の樹脂チューブ内を、粉体塗料を通過させ、摩擦によって粉体塗料に電荷を与える摩擦帯電式の静電粉体塗装機において、ガン本体に上記非導電性の樹脂チューブの端部を保持する装着部を設け、この装着部に、樹脂チューブの差込孔を設け、この差込孔の内周面を無ネジ状態に形成し、外周面が無ネジ状態に形成された樹脂チューブの端部を差込孔に差し入れて樹脂チューブの端部を装着部に装着したことを特徴とする静電粉体塗装機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205297A JP5484696B2 (ja) | 2008-08-08 | 2008-08-08 | 静電粉体塗装機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205297A JP5484696B2 (ja) | 2008-08-08 | 2008-08-08 | 静電粉体塗装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036167A true JP2010036167A (ja) | 2010-02-18 |
| JP5484696B2 JP5484696B2 (ja) | 2014-05-07 |
Family
ID=42009254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008205297A Active JP5484696B2 (ja) | 2008-08-08 | 2008-08-08 | 静電粉体塗装機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5484696B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012143664A (ja) * | 2011-01-07 | 2012-08-02 | Asahi Sunac Corp | 粉体塗装装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5590874U (ja) | 1978-12-18 | 1980-06-23 | ||
| JPS58140389U (ja) | 1982-03-16 | 1983-09-21 | 矢島 清 | ガス管の接合構造 |
| JPH0780362A (ja) | 1993-09-17 | 1995-03-28 | Matsuo Sangyo Kk | 静電塗装用摩擦帯電ガン |
| JPH10151376A (ja) | 1996-11-26 | 1998-06-09 | Kootemu:Kk | 粉体塗装ガン |
| JP2000176325A (ja) * | 1998-12-10 | 2000-06-27 | Nippon Parkerizing Co Ltd | 静電粉体塗装ガン及び静電粉体塗装方法 |
| JP2009119404A (ja) * | 2007-11-16 | 2009-06-04 | Asahi Sunac Corp | 静電粉体塗装装置 |
-
2008
- 2008-08-08 JP JP2008205297A patent/JP5484696B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5590874U (ja) | 1978-12-18 | 1980-06-23 | ||
| JPS58140389U (ja) | 1982-03-16 | 1983-09-21 | 矢島 清 | ガス管の接合構造 |
| JPH0780362A (ja) | 1993-09-17 | 1995-03-28 | Matsuo Sangyo Kk | 静電塗装用摩擦帯電ガン |
| JPH10151376A (ja) | 1996-11-26 | 1998-06-09 | Kootemu:Kk | 粉体塗装ガン |
| JP2000176325A (ja) * | 1998-12-10 | 2000-06-27 | Nippon Parkerizing Co Ltd | 静電粉体塗装ガン及び静電粉体塗装方法 |
| JP2009119404A (ja) * | 2007-11-16 | 2009-06-04 | Asahi Sunac Corp | 静電粉体塗装装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012143664A (ja) * | 2011-01-07 | 2012-08-02 | Asahi Sunac Corp | 粉体塗装装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5484696B2 (ja) | 2014-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11560910B2 (en) | Fastener using lubricated interference fit | |
| JP5215461B2 (ja) | 静電塗装装置 | |
| CN101132861A (zh) | 静电涂敷装置 | |
| JP5484696B2 (ja) | 静電粉体塗装機 | |
| US5400976A (en) | Frictional electrification gun | |
| CN206711680U (zh) | 滤漆装置及涂漆装置及涂漆系统 | |
| US20190099770A1 (en) | Thermal spraying torch | |
| US11571707B1 (en) | End-masking device | |
| JP7048937B2 (ja) | 伸線加工線材への粉末潤滑剤塗布装置 | |
| JP2016159249A (ja) | 粉体塗装ガンのガンカバー | |
| JP2025170986A (ja) | 静電塗装ガン | |
| JP4815422B2 (ja) | 静電粉体塗装装置 | |
| KR20170022358A (ko) | 분체정전도장용 건의 롱머즐 | |
| CN112867220B (zh) | 一种等离子喷嘴 | |
| KR840002239B1 (ko) | 소구경 장척관(長尺管) 내면의 도장방법 | |
| JP6475099B2 (ja) | 線材表面への粉末潤滑剤塗布装置 | |
| JP2012035231A (ja) | 粉体塗装方法 | |
| JP7153329B2 (ja) | 除電装置 | |
| KR101009520B1 (ko) | 선박도장용 정전 노즐장치 | |
| CN214065849U (zh) | 炮膛维护用喷液装置及维护系统 | |
| CN106269439A (zh) | 镀铬夹具的绝缘保护方法 | |
| JPH10235231A (ja) | 静電噴霧ガン | |
| JPS55111856A (en) | Rotary type electrostatic painting device | |
| JP2010012974A (ja) | 燃料給油管 | |
| JP2001162209A (ja) | 粉体塗料の塗布装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121204 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130108 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5484696 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |