JP2010027897A - Surface mounting method and device - Google Patents
Surface mounting method and device Download PDFInfo
- Publication number
- JP2010027897A JP2010027897A JP2008188366A JP2008188366A JP2010027897A JP 2010027897 A JP2010027897 A JP 2010027897A JP 2008188366 A JP2008188366 A JP 2008188366A JP 2008188366 A JP2008188366 A JP 2008188366A JP 2010027897 A JP2010027897 A JP 2010027897A
- Authority
- JP
- Japan
- Prior art keywords
- component
- center
- height
- laser
- electronic component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 10
- 239000000758 substrate Substances 0.000 claims abstract description 24
- 230000001678 irradiating effect Effects 0.000 claims abstract description 9
- 238000010586 diagram Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000004886 head movement Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
Images




Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【課題】電子部品に個体差がある場合でも、該部品を基板上に高精度に搭載可能にする。
【解決手段】吸着ノズル18により吸着された電子部品20を、搭載ヘッドに付設されているレーザ認識装置が有する光源と受光部の間に位置決めし、該電子部品にレーザ光を照射しながら回転させた際の受光部における遮光幅に基づいて吸着部品の中心の位置ずれ量を測定する部品認識を行なった後、測定された位置ずれ量に基づいて該電子部品を補正して基板上に搭載する際、前記レーザ認識装置による部品認識を、2以上の部品高さJ、Kでそれぞれレーザ光を照射して行い、各部品高さでの部品中心C、Dを算出し、各部品高さでの部品中心から、高さ方向の部品中心の傾斜角度αを算出し、傾斜角度に基づいて任意高さにおける部品中心を算出し、任意高さの部品中心を基に前記電子部品を基板上に搭載する。
【選択図】図7Even when there are individual differences in electronic components, the components can be mounted on a substrate with high accuracy.
An electronic component 20 sucked by a suction nozzle 18 is positioned between a light source and a light receiving portion of a laser recognition device attached to a mounting head, and rotated while irradiating the electronic component with laser light. After performing component recognition that measures the amount of misalignment of the center of the suction component based on the light-shielding width of the light receiving unit at the time, the electronic component is corrected based on the measured amount of misalignment and mounted on the substrate At this time, component recognition by the laser recognition device is performed by irradiating laser beams at two or more component heights J and K, respectively, and component centers C and D at the respective component heights are calculated. The tilt angle α of the component center in the height direction is calculated from the component center of the height, the component center at an arbitrary height is calculated based on the tilt angle, and the electronic component is placed on the board based on the component center of the arbitrary height. Mount.
[Selection] Figure 7
Description
本発明は、表面実装方法及び装置、特に電子部品をプリント基板等の基板上に高精度に搭載する際に適用して好適な表面実装方法及び装置に関する。 The present invention relates to a surface mounting method and apparatus, and more particularly to a surface mounting method and apparatus suitable for application when electronic components are mounted on a substrate such as a printed circuit board with high accuracy.
一般に、表面実装装置では、XY駆動機構により搭載ヘッドを平面方向に移動させ、位置決めされている基板上の目標位置に吸着ノズルに吸着保持されている電子部品を正確に搭載(実装)している。 Generally, in a surface mounting apparatus, an electronic component that is sucked and held by a suction nozzle is accurately mounted (mounted) by moving a mounting head in a planar direction by an XY drive mechanism and at a target position on a substrate that is positioned. .
現在、このような表面実装装置による電子部品の搭載精度は向上していることから、その駆動機構はほぼ確立されており、又、搭載ヘッドが有する吸着ノズルによる電子部品の吸着位置や吸着角度を検出する装置の精度もほぼ飽和しているといってよい。ところが、電子部品の小型化と、それを搭載する基板の小型化が進み、それに伴って狭い間隔で隣接するパッドへの搭載の要求が増大し、更なる搭載精度の向上が求められている。 Currently, since the mounting accuracy of electronic components by such surface mounting devices has been improved, the drive mechanism has been almost established, and the suction position and suction angle of electronic components by the suction nozzle of the mounting head can be determined. It can be said that the accuracy of the detecting device is almost saturated. However, downsizing of electronic components and downsizing of a substrate on which the electronic components are mounted have been progressed, and accordingly, the demand for mounting on adjacent pads at a narrow interval has increased, and further improvement in mounting accuracy is required.
表面実装装置では、これまでも高い精度で搭載を行うために、電子部品を吸着してから搭載するまでの間に該部品の吸着位置や吸着姿勢等をレーザによる部品認識(以下、レーザ認識ともいう)やカメラにより測定し、その結果を基に吸着姿勢等を補正して搭載している。 In order to perform mounting with high accuracy in the past, surface mounting devices use component recognition by laser (hereinafter, also referred to as laser recognition), such as the position and orientation of the electronic component during the period from when the electronic component is picked up to when it is mounted. It is measured with a camera and the suction posture is corrected based on the result.
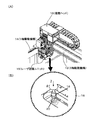
これを、表面実装装置の要部を示す図1を参照して説明する。図1(A)に示されているように、表面実装装置には、搭載ヘッド10が、X軸駆動機構12及びY軸駆動機構14により、X方向及びY方向にそれぞれ移動可能に配設されている。
This will be described with reference to FIG. 1 showing the main part of the surface mounting apparatus. As shown in FIG. 1A, in the surface mounting apparatus, the mounting head 10 is disposed so as to be movable in the X direction and the Y direction by the X
又、搭載ヘッド10の下端部には、同図(B)にその一部を抽出して拡大して示すように、レーザ認識装置16が備えられ、該レーザ認識装置16は図2にその要部を模式的に示すように光源16aとその対向位置に配置された受光部(素子)16bとを有している。
Further, a
又、搭載ヘッド10にはZ方向に上下動可能な1又は2以上の吸着ノズル18が装着され、各吸着ノズル18により電子部品20を吸着保持すると共に、該ノズル18を軸中心にθ回転することにより、該電子部品20を任意角度に回転できるようになっている。
The mounting head 10 is equipped with one or
上記レーザ認識装置16により電子部品をレーザ認識する際の動作を、図3のフローチャートに従って説明する。
The operation when the electronic component is recognized by the
まず、図示しない部品供給部へ搭載ヘッド10を移動させ、吸着ノズル18で電子部品20を吸着した後、該ノズル18を上昇させて図1(B)に示す測定位置に移動させる(ステップ1)。その際、電子部品20を高さ方向の中心(1/2)位置にレーザ光が照射される位置に一致させ、その高さで図2のように部品側面にレーザ光を照射しながら、吸着ノズル18の軸中心を中心に回転させ、レーザ認識を行う(ステップ2)。
First, the mounting head 10 is moved to a component supply unit (not shown), and the
この回転に伴って受光部16bで検出される遮光範囲の変化から、電子部品20の外形(縦横のサイズ)を決定し、吸着ノズル18の回転中心から見た該部品外形の中心及び角度、幅が算出される。
The external shape (vertical and horizontal sizes) of the
レーザ認識装置16は、これらの算出した値からノズルの吸着中心と部品中心のずれである吸着位置ずれ量、吸着時の基準位置からの角度ずれ量等を算出する(ステップ3)。
The
次いで、これらずれ量と部品サイズとから補正量を算出し、表面実装装置の制御部にその値を返信する(ステップ4)。 Next, a correction amount is calculated from the deviation amount and the component size, and the value is returned to the control unit of the surface mounting apparatus (step 4).
表面実装装置では、部品ごとに受信したヘッド移動量に補正をかけて基板上に搭載する(ステップ5)。 In the surface mounting apparatus, the amount of head movement received for each component is corrected and mounted on the substrate (step 5).
又、特許文献1には同様の技術として、レーザ光が当たる位置まで部品を持ち上げ、最小限の角度で回転させた時に受光部で検出される影(遮光部)の幅が1度目及び2度目に最小なったときの影の幅を測定し、部品の吸着時の傾き、X軸方向の中心位置ずれ、Y軸方向の中心位置ずれを測定することにより、測定された位置ずれ量を補正して該部品を基板上に搭載する技術が開示されている。
Also, in
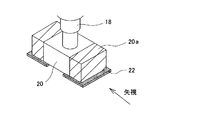
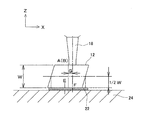
しかしながら、前述した従来のレーザ認識技術は、いずれも部品高さ方向の一箇所でしか行っていないため、図4に示すように吸着ノズル18により吸着した電子部品20を、その電極部20aが基板上のパッド22に一致するように搭載する場合を考えると、電子部品に形状のばらつきや変形などの個体差があると、横方向に傾斜した場合の例を図5に示すように電子部品20(電極部20a)がパッド22からずれてしまい、搭載精度が悪化してしまう可能性がある。
However, since all of the conventional laser recognition techniques described above are performed only at one location in the component height direction, the electrode portion 20a of the
因みに、図5でAは基板24上のパッド22の中心、Bは部品高さWの1/2の位置でのレーザ認識による部品中心、Eは部品底面の中心、Fは部品の回転中心(ノズル中心)であり、いずれもX方向について示してある。
Incidentally, in FIG. 5, A is the center of the
本発明は、前記従来の問題点を解決するためのもので、電子部品に形状のばらつきや変形等の個体差がある場合でも、該電子部品をその電極部を基板上のパッドに正確に位置決めして搭載することができる表面実装方法及び装置を提供することを課題とする。 The present invention is for solving the above-mentioned conventional problems, and even when there are individual differences such as variation in shape and deformation of electronic parts, the electronic parts are accurately positioned on the pads on the substrate. It is an object of the present invention to provide a surface mounting method and apparatus that can be mounted in the same manner.
本発明は、搭載ヘッドに上下動可能に装着されている吸着ノズルにより吸着された電子部品を、該搭載ヘッドに付設されているレーザ認識装置が有する光源と受光部の間に位置決めし、該電子部品にレーザ光を照射しながら回転させた際の受光部における遮光幅に基づいて吸着部品の部品中心と吸着中心との位置ずれ量を測定する部品認識を行なった後、該搭載ヘッドをXY移動させ、測定された位置ずれ量に基づいて該電子部品を補正して基板上に搭載する表面実装方法において、前記レーザ認識装置による部品認識を、2以上の部品高さでそれぞれレーザ光を照射して行うステップと、各部品高さでの部品中心を算出するステップと、各部品高さでの部品中心から、高さ方向の部品中心の傾斜角度を算出するステップと、算出された傾斜角度に基づいて任意高さにおける部品中心を算出するステップと、任意高さにおける部品中心を基に前記電子部品を基板上に搭載するステップとを有することにより、前記課題を解決したものである。 The present invention positions an electronic component sucked by a suction nozzle mounted on a mounting head so as to be movable up and down between a light source and a light receiving unit of a laser recognition device attached to the mounting head. After performing component recognition that measures the amount of misalignment between the center of the suction component and the suction center based on the light-shielding width of the light receiving unit when rotating while irradiating the component with laser light, the mounting head is moved XY In the surface mounting method in which the electronic component is corrected and mounted on the substrate based on the measured positional deviation amount, the component recognition by the laser recognition device is performed by irradiating laser light at two or more component heights, respectively. Performing steps, calculating a part center at each part height, calculating a tilt angle of the part center in the height direction from the part center at each part height, and calculating the tilt By having the step of calculating the component center at an arbitrary height based on the time, a step of mounting the electronic component based on component center on the substrate at any height is obtained by solving the above problems.
本発明は、又、搭載ヘッドに上下動可能に装着されている吸着ノズルにより吸着された電子部品を、該搭載ヘッドに付設されているレーザ認識装置が有する光源と受光部の間に位置決めし、該電子部品にレーザ光を照射しながら回転させた際の受光部における遮光幅に基づいて吸着部品の部品中心と吸着中心との位置ずれ量を測定する部品認識を行なった後、該搭載ヘッドをXY移動させ、測定された位置ずれ量に基づいて該電子部品を補正して基板上に搭載する表面実装装置において、前記レーザ認識装置による部品認識を、2以上の部品高さでそれぞれレーザ光を照射して行う手段と、各部品高さでの部品中心を算出する手段と、各部品高さでの部品中心から、高さ方向の部品中心の傾斜角度を算出する手段と、算出された傾斜角度に基づいて任意高さにおける部品中心を算出する手段と、任意高さにおける部品中心を基に前記電子部品を基板上に搭載する手段とを備えたことにより、同様に前記課題を解決したものである。 The present invention also positions an electronic component sucked by a suction nozzle that is mounted on the mounting head so as to be movable up and down, between a light source and a light receiving unit of a laser recognition device attached to the mounting head, After performing component recognition for measuring the amount of positional deviation between the component center of the suction component and the suction center based on the light shielding width when the electronic component is rotated while being irradiated with laser light, the mounting head is In a surface mount device that moves the XY and corrects the electronic component based on the measured displacement amount and mounts the electronic component on the substrate, the laser recognition device recognizes the component at two or more component heights. Means for performing irradiation, means for calculating a part center at each part height, means for calculating an inclination angle of a part center in the height direction from the part center at each part height, and calculated inclination Based on angle Means for calculating a component center at an arbitrary height have, by and means for mounting the electronic component based on component center on the substrate at any height is obtained by solving the above problems as well.
本発明によれば、吸着ノズルで吸着した電子部品を少なくとも2点の高さ位置でレーザ光を照射し、各高さ位置での部品中心を測定する部品認識を行ない、測定された各部品中心から部品中心の高さ方向の傾斜角度を求めることにより、任意高さでの部品の中心を算出可能としたので、例えば部品底面における部品中心を基板上のパッド中心に一致させて搭載することが可能となり、搭載制度の向上を実現することができる。 According to the present invention, the electronic component sucked by the suction nozzle is irradiated with laser light at at least two height positions, and component recognition is performed by measuring the component center at each height position. The center of the component at an arbitrary height can be calculated by obtaining the inclination angle in the height direction of the component center from, for example, the component center on the bottom surface of the component can be mounted so as to coincide with the pad center on the board. It becomes possible, and improvement of the loading system can be realized.
以下、図面を参照して、本発明の実施の形態について詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
本発明に係る一実施形態の表面実装装置は、前記図1及び図2に示したものと基本的な構成は同一である。 The surface mounting apparatus according to an embodiment of the present invention has the same basic configuration as that shown in FIGS.
この表面実装装置は、図6に概要を示す制御系を有しており、制御部(CPUユニット)30からモータドライバ40に制御信号が出力されると、Xモータドライバ、Yモータドライバ、Zモータドライバ、θモータドライバを介して、X軸駆動機構12、Y軸駆動機構14のモータを駆動して搭載ヘッド10のXY移動動作が行なわれると共に、Z軸モータ、θ軸モータを駆動して吸着ノズル18の上下動と回転動作が行われているようになっている。
This surface mounting apparatus has a control system as shown in FIG. 6. When a control signal is output from the control unit (CPU unit) 30 to the
本実施形態の表面実装装置においては、搭載ヘッド10に上下動可能に装着されている吸着ノズル18により吸着された電子部品20を、該搭載ヘッド10に付設されているレーザ認識装置16が有する光源16aと受光部16bの間に位置決めし、該電子部品20にレーザ光を照射しながら回転させた際の受光部16bにおける遮光幅に基づいて吸着部品20の部品中心と吸着中心との位置ずれ量を測定する部品認識を行なった後、該搭載ヘッド10をXY移動させ、測定された位置ずれ量に基づいて該電子部品を補正して基板上に搭載するようになっている。
In the surface mount device of this embodiment, the light source included in the
又、本実施形態においては、前記レーザ認識装置16による部品認識を、2以上の部品高さでそれぞれレーザ光を照射して行う手段と、各部品高さでの部品中心を算出する手段と、各部品高さでの部品中心から、高さ方向の部品中心の傾斜角度を算出する手段と、算出された傾斜角度に基づいて任意高さにおける部品中心を算出する手段と、任意高さにおける部品中心を基に前記電子部品を基板上に搭載する手段とが、前記制御部30においてソフトウェアにより実現されている。
Further, in this embodiment, means for performing component recognition by the
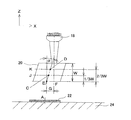
以下、本実施形態の作用をレーザ認識する部品高さが1/3と2/3の2点とする場合を例に、図7を参照しながら、図8のフローチャートに従って説明する。なお、便宜上、図7には前記図5と同様に、Y方向から見たX方向のみの関係を示す。 Hereinafter, the operation of the present embodiment will be described with reference to the flowchart of FIG. 8 with reference to FIG. 7, taking as an example the case where the component height for laser recognition is two points of 1/3 and 2/3. For convenience, FIG. 7 shows the relationship only in the X direction as seen from the Y direction, as in FIG.
まず、前記図3のステップ1と同様に電子部品を吸着し、Z軸モータにより吸着ノズル18を上昇させて第一の測定位置である部品の1/3高さJに移動させ、吸着ノズルの上昇動作停止する(ステップ11)。続けてθ軸モータにより吸着ノズルおよび電子部品を回転させ、その位置をレーザによって認識する(ステップ12)。そして、この部品高さでの部品中心Cを算出し(ステップ13)、さらに吸着ノズルの回転中心Fと部品中心Cとのずれ量を算出する(ステップ14)。
First, the electronic component is sucked in the same manner as in
次いで、吸着ノズル18を下降させ、第二の測定位置である部品の2/3高さKに一致させ、かつ吸着ノズルの下降動作後(ステップ15)、θ軸モータにより回転させ、その位置でのレーザによる認識を実行する(ステップ16)。ステップ13と同様にこの部品高さでの部品中心Dを算出し(ステップ17)、続けてステップ14と同様に吸着ノズルの回転中心Fと部品中心Dとのずれ量を算出する(ステップ18)。なお、ステップ11〜ステップ17におけるZ方向への移動量、θ方向の回転量は、各モータドライバから入力されるエンコーダ信号から計算される。
Next, the
その後、各部品高さでのずれ量より垂直線に対する部品高さ方向の傾きαを算出し(ステップ19)、高さ方向の傾きαより、部品底面における吸着ノズル回転中心Fから部品中心Eまでのずれ量を算出する(ステップ20)。 Thereafter, the inclination α in the component height direction with respect to the vertical line is calculated from the deviation amount at each component height (step 19). From the inclination α in the height direction, the suction nozzle rotation center F to the component center E on the component bottom surface. Is calculated (step 20).
レーザ認識装置16は、算出されたずれ量を補正値として表面実装装置の制御部30へ送信する(ステップ21)。
The
表面実装装置では、制御部30が搭載ヘッド10の移動量にその補正値に基づいて補正をかけ基板に搭載する(ステップ22)。これにより、部品底面の中心Eとパッド中心Aとを正確に一致させて搭載することができるため、狭ピッチで隣接搭載を行う場合にも高精度搭載を実現することができる。
In the surface mounting apparatus, the
以上詳述した本実施形態によれば、以下の効果が得られる。 According to the embodiment described above in detail, the following effects can be obtained.
(1)部品中心の傾きと部品形状をレーザ認識することにより、基板と接する電子部品の底面の中心位置を算出することができる。 (1) By recognizing the inclination of the component center and the component shape by laser, the center position of the bottom surface of the electronic component in contact with the substrate can be calculated.
(2)従って、電子部品とパッドの接合部との位置あわせに精度を要する場合には、認識した電子部品においてその部品底面の中心位置と部品上面の吸着位置とを比較することにより補正量が求まり、基板のパッド上に精度良く電子部品を搭載することができる。 (2) Therefore, when accuracy is required for alignment between the electronic component and the pad joint, the correction amount is determined by comparing the center position of the bottom surface of the electronic component with the suction position of the top surface of the component. As a result, electronic components can be accurately mounted on the pads of the substrate.
なお、本発明においては、任意の部品高さにおける部品の中心を求めることができるため、パッド中心Aに任意高さにおける部品中心が一致するように搭載することもできる。 In the present invention, since the center of a component at an arbitrary component height can be obtained, the component center at an arbitrary height can be mounted so as to coincide with the pad center A.
又、部品中心の傾きαを算出できるため、傾きαが異常に大きい場合にはエラーであるとする指標として利用することもできる。 Further, since the inclination α of the part center can be calculated, it can also be used as an indicator that an error occurs when the inclination α is abnormally large.
10…搭載ヘッド
12…X軸移動機構
14…Y軸移動機構
16…レーザ認識装置
18…吸着ノズル
20…電子部品
22…パッド
24…基板
30…制御部(CPUユニット)
DESCRIPTION OF SYMBOLS 10 ...
Claims (2)
前記レーザ認識装置による部品認識を、2以上の部品高さでそれぞれレーザ光を照射して行うステップと、
各部品高さでの部品中心を算出するステップと、
各部品高さでの部品中心から、高さ方向の部品中心の傾斜角度を算出するステップと、
算出された傾斜角度に基づいて任意高さにおける部品中心を算出するステップと、
任意高さにおける部品中心を基に前記電子部品を基板上に搭載するステップとを有することを特徴とする表面実装方法。 An electronic component sucked by a suction nozzle that is mounted on the mounting head so as to be movable up and down is positioned between a light source and a light receiving portion of a laser recognition device attached to the mounting head, and laser light is applied to the electronic component. After performing component recognition that measures the amount of positional deviation between the center of the suction component and the suction center based on the light-shielding width of the light receiving unit when rotated while irradiating, the mounting head is moved by XY and measured. In the surface mounting method of correcting the electronic component based on the amount of misalignment and mounting on the substrate,
Performing the component recognition by the laser recognition device by irradiating each of the laser beams at two or more component heights;
Calculating a part center at each part height;
Calculating the inclination angle of the component center in the height direction from the component center at each component height;
Calculating a part center at an arbitrary height based on the calculated inclination angle;
Mounting the electronic component on a substrate based on the center of the component at an arbitrary height.
前記レーザ認識装置による部品認識を、2以上の部品高さでそれぞれレーザ光を照射して行う手段と、
各部品高さでの部品中心を算出する手段と、
各部品高さでの部品中心から、高さ方向の部品中心の傾斜角度を算出する手段と、
算出された傾斜角度に基づいて任意高さにおける部品中心を算出する手段と、
任意高さにおける部品中心を基に前記電子部品を基板上に搭載する手段とを備えたことを特徴とする表面実装装置。 An electronic component sucked by a suction nozzle that is mounted on the mounting head so as to be movable up and down is positioned between a light source and a light receiving portion of a laser recognition device attached to the mounting head, and laser light is applied to the electronic component. After performing component recognition that measures the amount of positional deviation between the center of the suction component and the suction center based on the light-shielding width of the light receiving unit when rotated while irradiating, the mounting head is moved by XY and measured. In a surface mount device that corrects the electronic component based on the amount of misalignment and mounts it on the substrate,
Means for performing component recognition by the laser recognition device by irradiating each of the laser beams at two or more component heights;
Means for calculating the part center at each part height;
Means for calculating the inclination angle of the component center in the height direction from the component center at each component height;
Means for calculating a part center at an arbitrary height based on the calculated inclination angle;
A surface mounting apparatus comprising: means for mounting the electronic component on a substrate based on a component center at an arbitrary height.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188366A JP5113657B2 (en) | 2008-07-22 | 2008-07-22 | Surface mounting method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188366A JP5113657B2 (en) | 2008-07-22 | 2008-07-22 | Surface mounting method and apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010027897A true JP2010027897A (en) | 2010-02-04 |
| JP5113657B2 JP5113657B2 (en) | 2013-01-09 |
Family
ID=41733432
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008188366A Active JP5113657B2 (en) | 2008-07-22 | 2008-07-22 | Surface mounting method and apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5113657B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012063968A1 (en) * | 2010-11-10 | 2012-05-18 | Yazaki Corporation | Component position measurement method |
| US20230197670A1 (en) * | 2020-05-19 | 2023-06-22 | Shinkawa Ltd. | Bonding device and adjustment method for bonding head |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07193396A (en) * | 1993-12-27 | 1995-07-28 | Yamaha Motor Co Ltd | Part mounting device |
| JP2746810B2 (en) * | 1993-02-25 | 1998-05-06 | ジューキ株式会社 | Method for measuring the inclination and position of a component sucked by a suction nozzle |
| JP2002190698A (en) * | 2000-12-20 | 2002-07-05 | Juki Corp | Electronic component mounting equipment |
-
2008
- 2008-07-22 JP JP2008188366A patent/JP5113657B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2746810B2 (en) * | 1993-02-25 | 1998-05-06 | ジューキ株式会社 | Method for measuring the inclination and position of a component sucked by a suction nozzle |
| JPH07193396A (en) * | 1993-12-27 | 1995-07-28 | Yamaha Motor Co Ltd | Part mounting device |
| JP2002190698A (en) * | 2000-12-20 | 2002-07-05 | Juki Corp | Electronic component mounting equipment |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012063968A1 (en) * | 2010-11-10 | 2012-05-18 | Yazaki Corporation | Component position measurement method |
| JP2012103099A (en) * | 2010-11-10 | 2012-05-31 | Yazaki Corp | Component position measurement method |
| CN103221187A (en) * | 2010-11-10 | 2013-07-24 | 矢崎总业株式会社 | Component position measurement method |
| US8576411B2 (en) | 2010-11-10 | 2013-11-05 | Yazaki Corporation | Component position measurement method |
| US20230197670A1 (en) * | 2020-05-19 | 2023-06-22 | Shinkawa Ltd. | Bonding device and adjustment method for bonding head |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5113657B2 (en) | 2013-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2691789B2 (en) | Solder printing inspection device | |
| JP4128156B2 (en) | Component mounting method and apparatus | |
| JP5174583B2 (en) | Control method of electronic component mounting apparatus | |
| KR101404516B1 (en) | Calibration method of electronic device mounting apparatus | |
| US20090252400A1 (en) | Method for mounting electronic component | |
| JP5095164B2 (en) | Optical axis deviation detection method, component position correction method, and component position correction device for imaging apparatus | |
| JP6889778B2 (en) | Component mounting device | |
| JP5545737B2 (en) | Component mounter and image processing method | |
| CN111096102B (en) | Component mounting apparatus | |
| JP2010099597A (en) | Coating device and coating method | |
| JP3644846B2 (en) | Moving error detection apparatus and method for drawing apparatus | |
| JP2008072058A (en) | Method for detecting compensated quantity, compensated quantity detecting device and substrate processing device | |
| JP5113657B2 (en) | Surface mounting method and apparatus | |
| JP2009164276A (en) | Sucking position correcting method in component mounting device | |
| JP2010147401A (en) | Electronic component mounting apparatus and image distortion correcting method | |
| JP2009117488A (en) | Component mounting apparatus, component adsorption method and component mounting method | |
| JP3644848B2 (en) | Position calibration apparatus and method for alignment scope | |
| JP2008065034A (en) | Drawing device and alignment method | |
| KR20100104916A (en) | Chip mounter laser displacement sensor established head assembly and coordinate calibration method | |
| JP3265143B2 (en) | Component mounting method and device | |
| JP2004146776A (en) | Machine and method for mounting flip-chip | |
| US8576411B2 (en) | Component position measurement method | |
| JP7524127B2 (en) | Component Mounting Equipment | |
| JP5457069B2 (en) | Inter-camera calibration device for electronic component mounting equipment | |
| JP3891825B2 (en) | Electronic component mounting equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110629 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120925 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120928 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121012 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5113657 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |