JP2010012924A - Door frame structure of vehicle - Google Patents
Door frame structure of vehicle Download PDFInfo
- Publication number
- JP2010012924A JP2010012924A JP2008174412A JP2008174412A JP2010012924A JP 2010012924 A JP2010012924 A JP 2010012924A JP 2008174412 A JP2008174412 A JP 2008174412A JP 2008174412 A JP2008174412 A JP 2008174412A JP 2010012924 A JP2010012924 A JP 2010012924A
- Authority
- JP
- Japan
- Prior art keywords
- vehicle
- sash
- space
- plate material
- door frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Seal Device For Vehicle (AREA)
Abstract
Description
本発明は車両のドアフレーム構造に関する。 The present invention relates to a vehicle door frame structure.
従来の車両用ドアフレームとして、特許文献1のように、ドアの上下方向に延びる立柱サッシュ(サイドサッシュ)とドア上縁部を形成するアッパサッシュとを、立柱サッシュの上端部のドアコーナー部において互いの端面を突き合わせて接合させた構造が知られている。アッパサッシュと立柱サッシュは、その接合面に沿って溶接される。
車外側のアウタ板材と車内側のインナ板材を組み合わせて構成されるタイプの立柱サッシュでは、サッシュ上端部にてアウタ板材を車内側に折り返してインナ板材と密着固定させるヘミング加工が行われる。ヘミング部ではアウタ板材とインナ板材が密着しているため、アッパサッシュと立柱サッシュの接合面の溶接に際してサッシュ表面上のメッキが溶融、気化されて亜鉛蒸気が発生した場合、この蒸気の排出がヘミング部で妨げられ、溶接部から破裂的に噴出する爆飛という現象が生じたり、爆飛よりも小規模に亜鉛蒸気が噴出してピンホール(スポット孔)を形成したりするおそれがあった。爆飛やピンホールは、溶接部の外観不良や溶接不良の原因となり、これらの不具合が生じると、修正のために工数が増えて生産性やコスト性に悪影響を及ぼす。これを防ぐために、立柱サッシュを構成する板材をプレス加工する前に、溶接部位のメッキを予め剥ぐ手法がとられているが、メッキ剥ぎ自体に工数がかかるという問題がある。また、パウダープラズマ溶接工法やMIG溶接工法など、爆飛が起きにくい工法もあるが、メッキは溶接部の断面層に混在して存在しているため、これを完全に剥がすことは難しく、微細なピンホールの発生まで完全に回避できるものではなかった。 In a vertical pole sash of a type configured by combining an outer plate material on the outside of the vehicle and an inner plate material on the inside of the vehicle, hemming processing is performed in which the outer plate material is folded back to the vehicle inner side at the upper end of the sash and is closely fixed to the inner plate material. Since the outer plate and inner plate are in close contact with each other at the hemming section, when zinc vapor is generated when the plating on the sash surface is melted and vaporized during welding of the joint surface between the upper sash and the upright column sash, the discharge of this vapor is hemmed. There is a possibility that the phenomenon of explosion that bursts out from the welded portion may occur, or that the zinc vapor is ejected on a smaller scale than the explosion and a pinhole (spot hole) is formed. Explosions and pinholes cause poor appearance and poor welding of the welded parts, and when these defects occur, man-hours are increased for correction, which adversely affects productivity and cost. In order to prevent this, a technique of stripping the plating of the welded part in advance before pressing the plate material constituting the upright pillar sash is taken, but there is a problem that the stripping itself takes a lot of man-hours. Also, there are methods such as powder plasma welding method and MIG welding method that are difficult to cause explosion, but since plating exists in the cross-sectional layer of the welded part, it is difficult to completely remove this, and fine It was not possible to completely avoid pinholes.
本発明は、以上の問題点に鑑みてなされたものであり、作業工数が少なく生産性やコスト性に優れつつ、立柱サッシュとアッパサッシュの確実な溶接を可能とした車両のドアフレーム構造を提供することを目的とする。 The present invention has been made in view of the above problems, and provides a vehicle door frame structure that enables reliable welding of a vertical column sash and an upper sash while reducing the number of work steps and improving productivity and cost. The purpose is to do.
本発明は、ドア上下方向に延びる立柱サッシュと、ドアコーナー部で該立柱サッシュに接合されるアッパサッシュとを有する車両のドアフレーム構造において、立柱サッシュのヘミング部内に、溶接時に生じるメッキの亜鉛蒸気の逃げ空間を形成することに着目してなされたものである。すなわち本発明は、立柱サッシュが車外側に位置するアウタ板材と車内側に位置するインナ板材を組み合わせてなり、アウタ板材の上端部の車内側へのヘム加工でインナ板材と密着固定されてヘミング部が形成されるドアフレーム構造であって、該ヘミング部のうちアッパサッシュと接合される接合端面上に、ヘミング部を構成する板材が密着固定関係になく板間空間を形成しているヘム空間部を備えたことを特徴とする。 The present invention is a vehicle door frame structure having a vertical column sash extending in the vertical direction of a door and an upper sash joined to the vertical column sash at a door corner portion, and in the hemming portion of the vertical column sash, plating zinc vapor generated during welding It was made by paying attention to the formation of the escape space. That is, according to the present invention, the vertical plate sash is formed by combining the outer plate material positioned on the vehicle outer side and the inner plate material positioned on the vehicle inner side, and the hemming portion is firmly fixed to the inner plate material by hemming the upper end portion of the outer plate material toward the vehicle inner side. Hem space portion in which the plate material constituting the hemming portion forms a space between the plates without being in a tightly fixed relationship on the joint end surface to be joined to the upper sash of the hemming portion. It is provided with.
アッパサッシュは、立柱サッシュのヘム空間部との接合位置に、車外側の意匠面部と、該意匠面部に対して車内側に離間して位置する折り返し部に挟まれる板間空間を有し、アッパサッシュと立柱サッシュを接合させたとき、互いの上記板間空間が連通するように構成すると、メッキの亜鉛蒸気をより効率的に逃がすことができる。 The upper sash has an inter-plate space sandwiched between a design surface portion on the outside of the vehicle and a turn-back portion positioned away from the design surface portion on the vehicle inner side at a joint position with the hem space portion of the vertical pillar sash. When the sash and the vertical column sash are joined, the zinc space of the plating can be released more efficiently if the inter-plate space is configured to communicate with each other.
具体的には、立柱サッシュのヘミング部におけるアウタ板材は、車外側に位置しアッパサッシュの意匠面部と略面一に接合される意匠面部と、該意匠面部からインナ板材を跨いで車内側に折り返された折り返し部とを有する。ヘム空間部の一態様として、このインナ板材の一部を車内側にオフセットさせて、アウタ板材の意匠面部との間に板間空間を形成させることが可能である。この場合、立柱サッシュとアッパサッシュの接合状態では、インナ板材の車内側オフセット部が、アッパサッシュの折り返し部に当接されることが好ましい。 Specifically, the outer plate material in the hemming portion of the upright pillar sash is folded to the vehicle inner side across the inner plate material from the design surface portion, which is located on the vehicle outer side and joined substantially flush with the design surface portion of the upper sash. And a folded portion. As one mode of the hem space portion, it is possible to offset a part of the inner plate material toward the vehicle inner side to form an inter-plate space between the design surface portion of the outer plate material. In this case, it is preferable that the vehicle interior offset portion of the inner plate member is brought into contact with the folded portion of the upper sash when the vertical column sash and the upper sash are joined.
ヘム空間部の別の態様として、アウタ板材の意匠面部と折り返し部の間にインナ板材が存在せず、該アウタ板材の意匠面部と折り返し部が直接に対向してその間に板間空間が形成されるようにしてもよい。この場合、立柱サッシュとアッパサッシュの接合状態では、アウタ板材の折り返し部がアッパサッシュの折り返し部に当接されることが好ましい。 As another aspect of the hem space portion, there is no inner plate material between the design surface portion and the folded portion of the outer plate material, and the design surface portion and the folded portion of the outer plate material are directly opposed to form an inter-plate space therebetween. You may make it do. In this case, it is preferable that the folded-back portion of the outer plate member is brought into contact with the folded-up portion of the upper sash when the vertical pillar sash and the upper sash are joined.
以上の本発明のドアフレーム構造によれば、接合部の溶接によってメッキから亜鉛蒸気が生じた場合、ヘム空間部の板間空間が亜鉛蒸気の逃げスペースになるため、溶接部分における爆飛やピンホールを防ぐことができる。よって、準備工程としてのメッキ剥がしを省略でき、また溶接作業時の不具合修正作業も少なくでき、作業性の向上、生産コストの低減といった効果が得られる。 According to the above door frame structure of the present invention, when zinc vapor is generated from plating by welding of the joint portion, the space between the plates in the hem space portion becomes a escape space for zinc vapor. Holes can be prevented. Therefore, plating removal as a preparation process can be omitted, and defect correction work during welding work can be reduced, and the effects of improving workability and reducing production costs can be obtained.
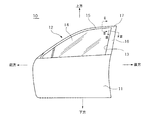
図1に示す自動車の側面ドア10は、ドアパネル11と、該ドアパネル11の上部に枠状に形成されたドアフレーム12とを有し、ドアパネル11の上縁部とドアフレーム12の内縁部とで囲まれる窓開口部13内にウインドガラス14が昇降する。ドアフレーム12は、車両ボディのルーフパネル(不図示)のドア開口部に沿ってドア上縁部を形成するアッパサッシュ15と、ドアパネル11の後部から車両ボディのセンターピラー(不図示)に沿って上下方向へ延設されたサイドサッシュ(立柱サッシュ)16を備えており、ドアコーナー部17でアッパサッシュ15とサイドサッシュ16が接合される。なお、本実施形態のドア10は前部座席用ドアであり、以下の説明における前後方向、上下方向、車内側、車外側といった表現は、この前部座席用ドア10が取り付けられる自動車のボディを基準とした方向を意味する。
A
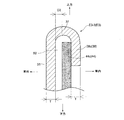
図2に断面形状を示すように、アッパサッシュ15は一枚の板材によって形成されており、車外側に臨む意匠面部20と、窓開口部13に臨むガラスラン収納部21と、ガラスラン収納部21の車内側に位置する箱状(袋状)断面のフレーム部22と、フレーム部22から延長された平面延設部23を挟んでガラスラン収納部21の裏面側に位置するウェザストリップ保持部24を有している。ガラスラン収納部21は窓開口部13側に向けて開口されたコ字状断面をなし、その内部に、図示しないガラスランが保持される。ウェザストリップ保持部24は上方に向けて開口されたコ字状断面をなし、その内部に、図示しないウェザストリップの基部が保持される。
As shown in FIG. 2, the
アッパサッシュ15における意匠面部20とウェザストリップ保持部24の間には、意匠面部20の背面側に沿う折り返し部25が形成されている。意匠面部20と折り返し部25は、アッパサッシュ15の上縁部を構成するU字状部26を介して、ドア厚み方向に僅かに離間した状態で接続されており、この意匠面部20と折り返し部25の間に板間空間S1(図5)が形成されている。本実施形態では、図5に示すサイドサッシュ16との接合部付近での、板間空間S1のドア厚み方向における幅D1は、0.2mmに設定されている。以下、この板間空間S1を有するアッパサッシュ15の上縁部分を、アッパエッジ部E1と呼ぶ。
Between the
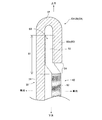
図3に断面形状を示すように、サイドサッシュ16は、アウタ板材30とインナ板材40を組み合わせて構成されている。アウタ板材30は、車外側に臨んでサイドサッシュ16の意匠面を構成する意匠面部31と、窓開口部13に臨むガラスラン収納部32と、ガラスラン収納部32の車内側に位置する箱状(袋状)断面のフレーム部33と、フレーム部33から延長されガラスラン収納部32の底部に沿う平面延設部34を有している。ガラスラン収納部32は窓開口部13に向けて開口されたコ字状断面をなし、その内部に、図示しないガラスランが保持される。
As shown in the sectional shape of FIG. 3, the
サイドサッシュ16のインナ板材40は、平面延設部34を挟んでガラスラン収納部32の裏面側に位置するウェザストリップ保持部41と、該ウェザストリップ保持部41に続いて意匠面部31の背面側に位置する意匠背面部42と、該意匠背面部42に続く被挟着部43とを有している。意匠背面部42とアウタ板材30の意匠面部31の間にはドア厚み方向に所定の空間が確保されているのに対し、被挟着部43は、意匠面部31と、該意匠面部31からU字状部35を介して車内側に折り返された折り返し部36との間に密着(挟着)保持されており、この意匠面部31と折り返し部36による被挟着部43の挟着部分が、サイドサッシュ16の後縁部においてアウタ板材30とインナ板材40を接合させる後縁ヘミング部E2となっている。アウタ板材30とインナ板材40はさらに、平面延設部34とウェザストリップ保持部41の間がスポット溶接で固定されている。
The
サイドサッシュ16では、その上端部においても、板材のエッジ部分(カット面)における錆び防止や危害防止のために、アウタ板材30とインナ板材40がヘミング接合されている。この上端ヘミング部E3の詳細構造を説明する。図5及び図6に示すように、上端ヘミング部E3では、アウタ板材30の意匠面部31の上端部がU字状部37を介して車内側に折り返されて折り返し部38が形成され、ドア厚み方向においてこの折り返し部38と意匠面部31の間に、インナ板材40の上端部44が位置される構造となっている。但し、上端ヘミング部E3では、後縁ヘミング部E2のように全体が均等に挟着されるのではなく、上端部44は、意匠面部31に密着する被挟着部44aと、該被挟着部44aから車両前方(アッパサッシュ15との接合面方向)へ進むにつれて徐々に意匠面部31から離れて車内側に突出するように傾斜された徐変部44bと、該徐変部44bから前方へ延設されて、意匠面部31との間に板間空間S2を空けて離間したオフセット部44cとを有している。そして、上端ヘミング部E3のヘミング接合を行うと、アウタ板材30側の折り返し部38は、インナ板材40の上端部44に沿った形状となる。すなわち、折り返し部38は、ドア厚み方向において意匠面部31に近く位置され、該意匠面部31との間に被挟着部44aを挟着保持する挟着部38aと、徐変部44bの背面に沿い、挟着部38aから車両前方(アッパサッシュ15との接合面方向)へ進むにつれて徐々に意匠面部31から離れて車内側に突出するように傾斜された徐変部38bと、オフセット部44cの背面に沿うオフセット部38cとを有している。
In the
すなわち、サイドサッシュ16の上端ヘミング部E3は、インナ板材40の被挟着部44aがアウタ板材30の意匠面部31と折り返し部38によって挟着固定される密着固定部分E3-1と、徐変部38b及び44bを含む徐変部分E3-2と、アウタ板材30側の意匠面部31とインナ板材40側のオフセット部44cの間に板間空間S2が形成されたヘム空間部E3-3とを有している。ヘム空間部E3-3では、アウタ板材30とインナ板材40が密着固定関係にないが、図6に示すようにヘム空間部E3-3における板間空間S2の上方もアウタ板材30のU字状部37で覆われているため、板間空間S2内への上方からの水滴の浸入は防がれる。ドア厚み方向における板間空間S2の幅(アウタ板材30の意匠面部31とインナ板材40のオフセット部44cの間隔)D2は、0.5mmに設定されていて、アッパサッシュ15のアッパエッジ部E1側の板間空間S1の幅D1よりも幅広になっている。
In other words, the upper end hemming portion E3 of the
図4に示すように、アッパサッシュ15とサイドサッシュ16は互いの接合端面G1、G2を突き合わせて接合される。アッパサッシュ15側の接合端面G1上における意匠面部20、ガラスラン収納部21、フレーム部22、平面延設部23、ウェザストリップ保持部24の形状はそれぞれ、サイドサッシュ16側の接合端面G2上における意匠面部31、ガラスラン収納部32、フレーム部33、平面延設部34、ウェザストリップ保持部41の形状と対応しており、接合端面G1、G2はほぼ隙間なく接合される。
As shown in FIG. 4, the
図5に示すように、アッパサッシュ15のアッパエッジ部E1と、サイドサッシュ16の上端ヘミング部E3も、接合端面G1、G2で接合されている。この接合状態で、アッパサッシュ15側の意匠面部20とサイドサッシュ16側の意匠面部31は車外側で略面一とされ、図5に溶接部W1として示すように、意匠面部20、31の接合部分に沿って溶接される。ここで、上端ヘミング部E3側においては、接合端面G2に臨む部分が前述のヘム空間部E3-3となっており、車外側の溶接部W1の内側には、アウタ板材30の意匠面部31とインナ板材40のオフセット部44cが離間する板間空間S2が形成されている。そのため、溶接部W1での溶接によりサッシュ表面のメッキが気化された場合、その亜鉛蒸気を板間空間S2に逃がすことができ、行き場を失った亜鉛蒸気が溶接部W1で噴出して爆飛を起こしたり、溶接部W1にピンホールを形成したりするおそれがない。さらに、図5から分かる通り、上端ヘミング部E3側の板間空間S2は、アッパエッジ部E1側の板間空間S1と連通した関係にあるので、板間空間S2に入った亜鉛蒸気は板間空間S1側にも逃がされ、溶接部W1における爆飛やピンホールの発生をより確実に防ぐことができるようになっている。
As shown in FIG. 5, the upper edge portion E1 of the
前述の通り、ドア厚み方向において、板間空間S1の幅D1は0.2mm、板間空間S2の幅D2は0.5mmに設定されている。この値に設定することで、アッパサッシュ15とサイドサッシュ16の溶接部付近におけるメッキ剥ぎ工程を省略しても、亜鉛蒸気を原因とする外観不良や溶接不良の防止に効果的であることが、実験の結果明らかとなった。
As described above, in the door thickness direction, the width D1 of the inter-plate space S1 is set to 0.2 mm, and the width D2 of the inter-plate space S2 is set to 0.5 mm. By setting this value, even if the plating stripping process in the vicinity of the welded portion of the
また、アッパサッシュ15を構成する板材の板厚T(図5、図6)は、サイドサッシュ16の上端ヘミング部E3の板間空間S2の幅D2よりも大きく設定されている。この関係によると、図5のように意匠面部20、31の外面を略面一にしてアッパエッジ部E1と上端ヘミング部E3を突合させた際に、上端ヘミング部E3におけるインナ板材40のオフセット部44cの前端部が、アッパサッシュ15側の折り返し部25の後端部に当接する。ドア外面側の意匠面部20、31のみならず、このようにドア内面側においてもアッパエッジ部E1と上端ヘミング部E3を互いに当接させることにより、板材のエッジ部分(カット面)における防錆効果や危害防止効果が高まり、接合面積の増大によって接合強度も向上させることができる。さらに、アッパサッシュ15とサイドサッシュ16を接合する際の接合端面G1、G2の位置合わせも容易になる。図5に示すように、前述した車外側の溶接部W1に加えて、この車内側のオフセット部44cと折り返し部25の当接部分も、接合面に沿う溶接部W2で溶接される。仮に溶接部W2でサッシュ表面のメッキが気化して亜鉛蒸気が発生しても、上端ヘミング部E3の逃げ空間S2とアッパエッジ部E1の板間空間S1によって蒸気を逃がすことができるので、亜鉛蒸気を原因とした溶接不良などの不具合を防ぐことができる。
Further, the plate thickness T (FIGS. 5 and 6) of the plate material constituting the
図7から図9は、第2の実施形態を示している。先の実施形態と共通する部分については、図中に同じ符号で示し、重複した説明は省略する。この実施形態のサイドサッシュ16の上端ヘミング部E4では、インナ板材40の上端部の被挟着部50が、接合端面G2から離れた後方の一部領域にのみ形成されており、接合端面G2上には、被挟着部50が存在しない切り欠き部51が臨んでいる。より詳しくは、図9に示すように、インナ板材40の意匠背面部42(図7)の上部には、アウタ板材30の意匠面部31に対して車内側に離間して位置する離間壁部52を有し、被挟着部50は、この離間壁部52から上方に突出され、かつ意匠面部31に接近する方向(車外側に)オフセットされた形状となっている。そして、被挟着部50が存在せずに離間壁部52の上縁部が露出している領域が切り欠き部51である。
7 to 9 show a second embodiment. Portions common to the previous embodiment are denoted by the same reference numerals in the drawings, and redundant description is omitted. In the upper end hemming portion E4 of the
アウタ板材30には、意匠面部31の上縁がU字状部37を介して車内側に折り返されて、折り返し部60が形成されている。上端ヘミング部E4は、この折り返し部60と意匠面部31によって被挟着部50が挟着された密着固定部分E4-1と、前述の切り欠き部51を挟んでアウタ板材30の意匠面部31と折り返し部60が直接に対向している(つまり、インナ板材40を挟着していない)空ヘミング部分E4-2とを有している。密着固定部分E4-1での折り返し部60は、車内側から被挟着部50に密着する挟着部60aとなっている。
In the
空ヘミング部分E4-2ではインナ板材40側の被挟着部位が存在しないため、ヘム加工によって、折り返し部60は密着固定部分E4-1での挟着部60aよりも意匠面部31に接近して位置される。具体的には、空ヘミング部分E4-2における折り返し部60は、挟着部60aから車両前方(アッパサッシュ15との接合面方向)へ進むにつれて徐々に意匠面部31に接近するように傾斜された徐変部60bと、該徐変部60bから前方へ延設されて、意匠面部31との間に板間空間S3を空けて離間したオフセット部60cとを有している。つまり、空ヘミング部分E4-2は、徐変部60bによる徐変部分E4-2aと、オフセット部60cによるヘム空間部E4-2bを含んでいる。そして、図8に示すように、車外側の意匠面部20、31の当接に加えて、車内側では、サイドサッシュ16の側のオフセット部60cの前端部が、アッパサッシュ15側の折り返し部25の後端部に当て付いている。この接合状態で、空ヘミング部分E4-2(ヘム空間部E4-2b)内の板間空間S3が、アッパエッジ部E1内の板間空間S1に連通される。板間空間S3の幅D3は、先の実施形態と同様に、アッパエッジ部E1側の板間空間S1の幅D1よりも大きく設定されており、具体的には、幅D1が0.2mmに対して、幅D3が0.5mm程度に設定されることが好ましい。
In the empty hemming portion E4-2, there is no sandwiched portion on the
空ヘミング部分E4-2ではさらに、図9に示すように、折り返し部60の下縁部と離間壁部52の上縁部の間に、車内側に向くスリット状の開口部S4が形成されていて、この開口部S4が板間空間S3に連通している。
In the empty hemming portion E4-2, as shown in FIG. 9, a slit-like opening S4 facing the vehicle interior is formed between the lower edge portion of the folded
以上の構造により、上端ヘミング部E4では、車外側(意匠面側)の溶接部W1や車外側の溶接部W3での溶接作業時に気化されたメッキによる亜鉛蒸気が生じた場合、これを板間空間S3内に逃がすことによって、溶接部位での爆飛やピンホールの発生を防ぐことができる。板間空間S3に流入した亜鉛蒸気は、先の実施形態と同様にアッパエッジ部E1側の板間空間S1へ逃がすことができるのみならず、開口部S4を通しても外部に排出させることができるので、爆飛やピンホールの防止に関してより高い効果が得られる。 With the above structure, in the upper end hemming portion E4, when zinc vapor is generated by plating that is vaporized during welding work at the welded portion W1 on the vehicle outer side (design surface side) or the welded portion W3 on the vehicle outer side, this is removed between the plates. By letting it escape into the space S3, it is possible to prevent explosions and pinholes from occurring at the welding site. Since the zinc vapor that has flowed into the inter-plate space S3 can not only escape to the inter-plate space S1 on the upper edge portion E1 side as in the previous embodiment, but can also be discharged outside through the opening S4. A higher effect is obtained with regard to prevention of explosions and pinholes.
また、この実施形態では、図8から分かるように、アッパエッジ部E1に対する上端ヘミング部E4の車内側の接合箇所を、意匠面部31に接近したオフセット部60cの前端部とすることによって、車内側でのアッパエッジ部E1と上端ヘミング部E4の接合部分の段差が小さくなっている。そのため、特に車内側の溶接部W3での溶接作業を行いやすくなっている。
Further, in this embodiment, as can be seen from FIG. 8, the joint portion on the inner side of the upper end hemming portion E4 with respect to the upper edge portion E1 is used as the front end portion of the offset
以上のように、本発明を適用したドアフレーム構造によれば、メッキ剥がし工程を省いても、亜鉛蒸気による溶接部分の爆飛やピンホールの発生を防ぐことが可能となり、生産性やコスト性が向上する。 As described above, according to the door frame structure to which the present invention is applied, it is possible to prevent the explosion of the welded portion and the generation of pinholes due to zinc vapor even if the plating stripping process is omitted. Will improve.
なお、アッパサッシュ15とサイドサッシュ16の接合時には、前述した溶接部W1、W2及びW3以外の任意の箇所を溶接してもよいことはもちろんである。例えば、図4及び図7で見えているフレーム部22、33の接合部からウェザストリップ保持部24、41の接合部までの箇所は、凸状の角部になっていて、溶接箇所として好適である。
Of course, when the
以上、図示実施形態に基づき本発明を説明したが、本発明は図示した実施形態に限定されるものではなく、発明の要旨を逸脱しない限りにおいて改良や改変が可能である。例えば、図示実施形態は自動車の前部座席用側面ドアに適用したものであるが、本発明は、立柱サッシュとアッパサッシュを備えたタイプのドアフレームであれば、前部座席用ドアに限らず、後部座席用ドアやその他のドアであっても適用が可能である。 Although the present invention has been described based on the illustrated embodiment, the present invention is not limited to the illustrated embodiment, and can be improved or modified without departing from the gist of the invention. For example, although the illustrated embodiment is applied to a side door for a front seat of an automobile, the present invention is not limited to a front seat door as long as it is a door frame of a type having a vertical pillar sash and an upper sash. Even a rear seat door or other doors can be applied.
10 自動車の側面ドア
12 ドアフレーム
15 アッパサッシュ
16 サイドサッシュ(立柱サッシュ)
17 ドアコーナー部
20 アッパサッシュの意匠面部
25 アッパサッシュの折り返し部
30 サイドサッシュのアウタ板材
31 アウタ板材の意匠面部
37 アウタ板材上端のU字状部
38 アウタ板材上端の折り返し部
38a 挟着部
38b 徐変部
38c オフセット部
40 サイドサッシュのインナ板材
44 インナ板材の上端部
44a 被挟着部
44b 徐変部
44c オフセット部
50 インナ板材の被挟着部
51 インナ板材の切り欠き部
52 インナ板材の離間壁部
60 アウタ板材上端の折り返し部
60a 挟着部
60b 徐変部
60c オフセット部
E1 アッパサッシュのアッパエッジ部
E2 サイドサッシュの後縁ヘミング部
E3 サイドサッシュの上端ヘミング部
E3-1 密着固定部分
E3-2 徐変部分
E3-3 ヘム空間部
E4 サイドサッシュの上端ヘミング部
E4-1 密着固定部分
E4-2 空ヘミング部分
E4-2a 徐変部分
E4-2b ヘム空間部
G1 アッパサッシュ側の接合端面
G2 サイドサッシュ側の接合端面
S1 アッパサッシュ内の板間空間
S2 S3 サイドサッシュの上端ヘミング部内の板間空間
S4 空ヘミング部分の車内側開口部
W1 W2 W3 溶接部
10
17
Claims (6)
立柱サッシュは、車外側に位置するアウタ板材と車内側に位置するインナ板材を組み合わせてなり、アウタ板材の上端部の車内側へのヘム加工でインナ板材と密着固定されるヘミング部を有し、
該ヘミング部のうちアッパサッシュと接合される接合端面上に、該ヘミング部を構成する板材が密着固定関係になく板間空間を形成しているヘム空間部を備えたことを特徴とする車両のドアフレーム構造。 In a vehicle door frame structure having a vertical pillar sash extending in the vertical direction of the door and an upper sash that forms a door upper edge and is joined to the vertical pillar sash at a door corner portion,
The vertical pillar sash is formed by combining an outer plate material positioned on the vehicle outer side and an inner plate material positioned on the vehicle inner side, and has a hemming portion that is firmly fixed to the inner plate material by hem processing of the upper end portion of the outer plate material to the vehicle inner side,
The vehicle includes: a hemm space portion on which a plate material constituting the hemming portion forms a space between plates without being in a tightly fixed relation on a joining end surface to be joined to the upper sash of the hemming portion. Door frame structure.
上記ヘム空間部では、インナ板材の一部が車内側にオフセットしてアウタ板材の意匠面部との間に上記板間空間が形成されている車両のドアフレーム構造。 The door frame structure for a vehicle according to claim 2, wherein the outer plate member is located outside the vehicle at the hemming portion of the vertical pillar sash and is joined to the design surface portion of the upper sash and substantially flush with the design surface portion. A folded portion that is folded back inside the vehicle across the inner plate material,
In the hem space portion, a vehicle door frame structure in which a part of the inner plate material is offset toward the inside of the vehicle and the inter-plate space is formed between the design surface portion of the outer plate material.
上記ヘム空間部では、インナ板材が存在せず、アウタ板材の意匠面部と折り返し部の間に上記板間空間が形成されている車両のドアフレーム構造。 The door frame structure for a vehicle according to claim 2, wherein the outer plate member is located at the hemming portion of the upright pillar sash and is located on the outer side of the vehicle and joined substantially flush with the design surface portion of the upper sash. Having a folded portion folded back inside the vehicle across the plate material,
In the hem space portion, there is no inner plate material, and the inter-plate space is formed between the design surface portion and the folded portion of the outer plate material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174412A JP5198955B2 (en) | 2008-07-03 | 2008-07-03 | Vehicle door frame structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008174412A JP5198955B2 (en) | 2008-07-03 | 2008-07-03 | Vehicle door frame structure |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010012924A true JP2010012924A (en) | 2010-01-21 |
| JP5198955B2 JP5198955B2 (en) | 2013-05-15 |
Family
ID=41699463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008174412A Expired - Fee Related JP5198955B2 (en) | 2008-07-03 | 2008-07-03 | Vehicle door frame structure |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5198955B2 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110308171A1 (en) * | 2010-06-18 | 2011-12-22 | Shiroki Corporation | Vehicle door frame and method of producing the same |
| JP2012236453A (en) * | 2011-05-10 | 2012-12-06 | Nishikawa Rubber Co Ltd | Assembling structure of door weather strip |
| JP2014094729A (en) * | 2012-11-12 | 2014-05-22 | Shiroki Corp | Vehicle door frame with vertical sash |
| JP2015098247A (en) * | 2013-11-19 | 2015-05-28 | シロキ工業株式会社 | Sash member |
| WO2015182495A1 (en) * | 2014-05-30 | 2015-12-03 | シロキ工業株式会社 | Sash connection structure and sash connection method |
| JPWO2014163133A1 (en) * | 2013-04-05 | 2017-02-16 | シロキ工業株式会社 | Door sash with sash for vehicle |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004034798A (en) * | 2002-07-02 | 2004-02-05 | Topre Corp | Hemming structure |
| JP2007137200A (en) * | 2005-11-16 | 2007-06-07 | Shiroki Corp | Support structure of glass |
-
2008
- 2008-07-03 JP JP2008174412A patent/JP5198955B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004034798A (en) * | 2002-07-02 | 2004-02-05 | Topre Corp | Hemming structure |
| JP2007137200A (en) * | 2005-11-16 | 2007-06-07 | Shiroki Corp | Support structure of glass |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110308171A1 (en) * | 2010-06-18 | 2011-12-22 | Shiroki Corporation | Vehicle door frame and method of producing the same |
| US8172125B2 (en) * | 2010-06-18 | 2012-05-08 | Shiroki Corporation | Vehicle door frame and method of producing the same |
| JP2012236453A (en) * | 2011-05-10 | 2012-12-06 | Nishikawa Rubber Co Ltd | Assembling structure of door weather strip |
| JP2014094729A (en) * | 2012-11-12 | 2014-05-22 | Shiroki Corp | Vehicle door frame with vertical sash |
| JPWO2014163133A1 (en) * | 2013-04-05 | 2017-02-16 | シロキ工業株式会社 | Door sash with sash for vehicle |
| JP2015098247A (en) * | 2013-11-19 | 2015-05-28 | シロキ工業株式会社 | Sash member |
| WO2015182495A1 (en) * | 2014-05-30 | 2015-12-03 | シロキ工業株式会社 | Sash connection structure and sash connection method |
| JP2015224014A (en) * | 2014-05-30 | 2015-12-14 | シロキ工業株式会社 | Sash connection structure and method for connection of sash |
| US10160296B2 (en) | 2014-05-30 | 2018-12-25 | Shiroki Corporation | Sash coupling structure and method for sash coupling |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5198955B2 (en) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5198955B2 (en) | Vehicle door frame structure | |
| US7121615B2 (en) | Joint construction in upper part of center pillar | |
| JP6076049B2 (en) | Vehicle door frame with vertical sash | |
| US7290831B2 (en) | Vehicle with layered roof build | |
| JP6368708B2 (en) | Door sash with sash for vehicle | |
| JP6151524B2 (en) | Vehicle door frame structure | |
| JP5859836B2 (en) | Temporary assembly structure of vehicle door frame | |
| JP6026091B2 (en) | Vehicle door frame | |
| US9783241B2 (en) | Vehicle body rear part structure | |
| US20080052908A1 (en) | Roll-formed structural member with internal web | |
| JP6731327B2 (en) | Door frame | |
| US10899393B2 (en) | Rear body structure | |
| KR20040044548A (en) | Lateral wall module for the body of a motor vehicle | |
| JP5326582B2 (en) | Body structure using laser welding and spot welding together, and manufacturing method thereof | |
| JP2009255800A (en) | Bonding structure of skeleton member for vehicle | |
| US10160296B2 (en) | Sash coupling structure and method for sash coupling | |
| US10745060B2 (en) | Vehicle pillar structure and method for manufacturing vehicle pillar | |
| JP2011143892A (en) | Vehicular opening/closing cover structure and method of manufacturing inner panel used for vehicular opening/closing cover | |
| JP2010058530A (en) | Frame structure body and its manufacturing method | |
| WO2015182401A1 (en) | Skeletal structural body and manufacturing method therefor | |
| JP7259730B2 (en) | Vehicle pillar structure and method for manufacturing vehicle pillar | |
| JP2014208377A (en) | Method for welding galvanized steel sheet and raw steel sheet, and method for welding vehicular door sash | |
| JP6538133B2 (en) | Body side structure | |
| JP3657851B2 (en) | Joining method of plate materials | |
| JP2003205856A (en) | Pillar structure of automobile |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121030 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130207 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5198955 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |