JP2010010753A - Connection line for on-vehicle antenna, feeder circuit for on-vehicle antenna and manufacturing method therefor - Google Patents
Connection line for on-vehicle antenna, feeder circuit for on-vehicle antenna and manufacturing method therefor Download PDFInfo
- Publication number
- JP2010010753A JP2010010753A JP2008164354A JP2008164354A JP2010010753A JP 2010010753 A JP2010010753 A JP 2010010753A JP 2008164354 A JP2008164354 A JP 2008164354A JP 2008164354 A JP2008164354 A JP 2008164354A JP 2010010753 A JP2010010753 A JP 2010010753A
- Authority
- JP
- Japan
- Prior art keywords
- vehicle
- connection line
- antenna connection
- covering material
- mounted antenna
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Details Of Aerials (AREA)
Abstract
Description
本発明は、束ねられた上で被覆材によって被覆された複数の導線を備え、導線の先端が被覆材によって被覆されていない車両搭載用アンテナ接続線、車両搭載用アンテナ給電回路およびその製造方法に関する。 The present invention relates to a vehicle-mounted antenna connection line, a vehicle-mounted antenna power supply circuit, and a method of manufacturing the same, which are provided with a plurality of conductive wires that are bundled and covered with a covering material, and whose leading ends are not covered with a covering material. .
自動車には、ラジオ、テレビ、トランシーバ等の無線装置が搭載されることが多い。無線装置用のアンテナは、自動車外部に設けられたリアウイング、スポイラ、バンパ等のボデー付属品に取り付けられる。凹形状の板を接合して構成されたリアウイングにアンテナを取り付ける場合には、板で囲まれたリアウイングの内部空間にアンテナを取り付ける。また、板状のスポイラにアンテナを取り付ける場合には、その板面にアンテナを取り付ける。車室からは自動車の外部へとアンテナ接続線が引き出される。アンテナ接続線は、ボデー付属品に取り付けられたアンテナと車室に備えられた無線装置とを接続する。 Many automobiles are equipped with wireless devices such as radios, televisions, and transceivers. An antenna for a wireless device is attached to a body accessory such as a rear wing, a spoiler, and a bumper provided outside the automobile. When an antenna is attached to a rear wing configured by joining concave plates, the antenna is attached to the inner space of the rear wing surrounded by the plate. Moreover, when attaching an antenna to a plate-shaped spoiler, the antenna is attached to the plate surface. An antenna connection line is drawn from the passenger compartment to the outside of the automobile. The antenna connection line connects an antenna attached to the body accessory and a wireless device provided in the passenger compartment.
ボデー付属品が設けられる位置は、風雨にさらされ易い位置であることが多い。したがって、車両搭載用アンテナの接続線には雨水が付着することがある。この場合、アンテナ接続線の端から被覆材の内部に雨水が浸入することがある。これによって、アンテナ接続線の寿命が短くなる、アンテナ接続線を伝わって車室に雨水が侵入し車室を汚す等の問題が生じる。 The position where the body accessory is provided is often a position that is easily exposed to wind and rain. Therefore, rainwater may adhere to the connection line of the vehicle-mounted antenna. In this case, rainwater may enter the inside of the covering material from the end of the antenna connection line. As a result, problems such as shortening the lifetime of the antenna connection line, and rainwater entering the passenger compartment through the antenna connection line and contaminating the passenger compartment arise.
本発明はこのような課題に対してなされたものである。すなわち、車両搭載用アンテナの接続線において、被覆材の内部への浸水を防止することを目的とする。 The present invention has been made for such a problem. That is, it is an object to prevent water from entering the interior of the covering material in the connecting wire of the vehicle-mounted antenna.
本発明は、束ねられた複数本の導線と、先端から所定の長さまでの区間に被覆されない部分を残して複数本の導線を被覆する被覆材と、を含む車両搭載用アンテナ接続線において、複数本の導線の被覆材に覆われていない先端区間に浸透させたはんだと、複数本の導線の先端区間が突出する被覆材終端部を被覆するチューブと、を備えることを特徴とする。 The present invention relates to a vehicle-mounted antenna connection line that includes a plurality of bundled conductors and a covering material that covers a plurality of conductors while leaving a portion that is not covered in a section from the tip to a predetermined length. It is characterized by comprising solder that has penetrated into a tip section that is not covered with a covering material of a lead wire, and a tube that covers a coating material terminal portion from which the tip section of a plurality of lead wires protrudes.
また、本発明に係る車両搭載用アンテナ接続線においては、チューブの内壁と先端区間および被覆材との間に充填された熱可塑性樹脂を備えることが好適である。 In the vehicle-mounted antenna connection line according to the present invention, it is preferable that a thermoplastic resin filled between the inner wall of the tube, the tip section, and the covering material is provided.
また、本発明に係る車両搭載用アンテナ給電回路においては、前記車両搭載用アンテナ接続線と、車両ボデー付属品に設けられ、車両搭載用アンテナ接続線の先端区間と車両搭載用アンテナとを接続する分岐基板と、を備えることを特徴とする。 In the vehicle-mounted antenna power supply circuit according to the present invention, the vehicle-mounted antenna connection line and a vehicle body accessory are provided to connect a tip section of the vehicle-mounted antenna connection line and the vehicle-mounted antenna. And a branch substrate.
また、本発明は、束ねられた上で被覆材で被覆された複数の導線を含む車両搭載用アンテナ接続線の製造方法において、車両搭載用アンテナ接続線の先端から所定の長さまでの区間の被覆材を剥ぐステップと、被覆材を剥ぐことによって表れた導線区間にはんだを浸透させるステップと、複数の導線が突出する被覆材終端部を、内壁に熱可塑性樹脂が設けられた熱収縮チューブに挿入するステップと、熱収縮チューブおよび熱可塑性樹脂に熱を加えるステップと、を含むことを特徴とする。 Further, the present invention provides a method for manufacturing a vehicle-mounted antenna connection line including a plurality of conductive wires that are bundled and covered with a coating material, and covers a section from a tip of the vehicle-mounted antenna connection line to a predetermined length. The step of peeling the material, the step of infiltrating the solder into the conductor section that appears by peeling the coating material, and the coating material terminal part where multiple wires protrude are inserted into the heat shrinkable tube with thermoplastic resin on the inner wall And a step of applying heat to the heat-shrinkable tube and the thermoplastic resin.
本発明によれば、車両搭載用アンテナの接続線において、被覆材の内部への浸水を防止することができる ADVANTAGE OF THE INVENTION According to this invention, in the connection line of a vehicle-mounted antenna, the inundation to the inside of a coating | coated material can be prevented.
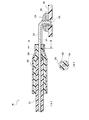
図1に本発明の実施形態に係る車両搭載用アンテナ10の構成を示す。車両搭載用アンテナ10は、ラジオ、テレビ、トランシーバ等のアンテナとして用いることができる。アンテナ基板12は、リアウイングの内部空間、スポイラの板面等に固定される。アンテナ基板12には、アンテナ素子14が配置される。各アンテナ素子14は、アンテナ基板12上に固定された分岐基板16のパターン導体(図示せず)に、アンテナ基板12に設けられたパターン導体(図示せず)によって接続される。分岐基板16のパターン導体には、さらに、車室から引き出されたアンテナ接続線18の一端が接続される。
FIG. 1 shows a configuration of a vehicle-mounted
図2(a)にアンテナ接続線18と分岐基板16とが接続される部分の断面図を示す。アンテナ接続線18は、複数の導線が束ねられた芯線20と、芯線20を被覆する被覆材22とを備える。アンテナ接続線18の先端から所定の長さまでの先端区間24は、芯線20を被覆材22で被覆しないものとする。先端区間24においては、芯線20をなす複数の導線の間にはんだが浸透する。
FIG. 2A shows a cross-sectional view of a portion where the
被覆材22の外周面の所定位置から被覆材22の終端に至り、先端区間24の中途の位置にまで及ぶ区間は、ホットメルト26を介して熱収縮チューブ28で覆われる。図2(b)はホットメルト26を介して熱収縮チューブ28で覆われた先端区間24の断面ABを示す。熱収縮チューブ28は、テフロン(登録商標)等の熱収縮樹脂で形成され、熱を加えることにより径が小さくなるよう変形するチューブである。また、ホットメルト26は、加熱によって溶融し常温で凝固する熱可塑性樹脂である。本実施形態では、ホットメルト入り熱収縮チューブを採用する。ホットメルト入り熱収縮チューブは、内側壁面にホットメルトが付着したものであり、加熱によってホットメルト26が溶融すると共に熱収縮チューブ28の径が収縮する。これによって、芯線20と熱収縮チューブ28との間および被覆材22と熱収縮チューブ28との間にホットメルト26を充填しつつ熱収縮チューブ28を固定することができる。芯線20の先端は分岐基板16の接続穴32に挿入される。接続穴32に挿入された芯線20は、接続穴32を取り囲むパターン導体30に、はんだ34によってろう付けされる。
A section extending from a predetermined position on the outer peripheral surface of the covering
アンテナ接続線18の製造方法について説明する。図3(a)は加工前のアンテナ接続線18を示す。初めに図3(b)のように先端区間24の被覆材22を剥ぎ、これによって表れた芯線20の部分に溶融したはんだを浸透させる。
A method for manufacturing the
次に、図3(c)に示すように、被覆材22の外周面の所定位置から被覆材22の終端に至り、先端区間24の中途の位置にまで及ぶ区間を、ホットメルト入り熱収縮チューブ36で覆い、ホットメルト入り熱収縮チューブ36を加熱する。これによって、図3(d)に示すようにホットメルト26が溶融すると共に熱収縮チューブ28の径が収縮し、芯線20と熱収縮チューブ28との間および被覆材22と熱収縮チューブ28との間にホットメルト26を充填しつつ熱収縮チューブ28が固定される。その後、図2(a)に示すように芯線20の先端を分岐基板16の接続穴32に挿入する。そして、接続穴32に挿入した芯線20をパターン導体30にはんだ付けする。
Next, as shown in FIG. 3C, a section extending from a predetermined position on the outer peripheral surface of the covering
このような構成および製造方法によれば、被覆材22を剥ぐことにより表れた芯線20の部分には、はんだが浸透する。さらに、芯線20が突出する被覆材終端部は、ホットメルト26および熱収縮チューブ28で覆われる。これによって、アンテナ接続線18の先端に水が付着したときに、複数本の撚り線の隙間から被覆材22の内部に水が侵入することを防ぐことができる。したがって、アンテナ接続線の寿命が短くなる、アンテナ接続線を伝わって車室に雨水が侵入し車室を汚す等の問題を解消することができる。また、ホットメルト入り熱収縮チューブを採用することにより、アンテナ接続線を容易に加工することができる。
According to such a configuration and manufacturing method, solder penetrates into the portion of the
なお、上記では、ホットメルト入り熱収縮チューブを用いた構成について説明した。このような構成の他、ホットメルトを有さない熱収縮チューブを用い、ホットメルトの代わりに一般的な絶縁性の接着剤、シリコン樹脂等を用いる構成としてもよい。また、上記では、アンテナ接続線をアンテナに接続する構成について説明した。本発明は、無線装置、電気機器等のアース線を自動車のボデー、または自動車に設けられた接地導体に接続する構成に用いることもできる。 In the above description, the configuration using the hot-melt heat-shrinkable tube has been described. In addition to such a configuration, a heat-shrinkable tube having no hot melt may be used, and a general insulating adhesive, a silicon resin, or the like may be used instead of the hot melt. In the above description, the configuration in which the antenna connection line is connected to the antenna has been described. The present invention can also be used in a configuration in which a ground wire of a wireless device, an electric device or the like is connected to a vehicle body or a ground conductor provided in the vehicle.
10 車両搭載用アンテナ、12 アンテナ基板、14 アンテナ素子、16 分岐基板、18 アンテナ接続線、20 芯線、22 被覆材、24 先端区間、26 ホットメルト、28 熱収縮チューブ、30 パターン導体、32 接続穴、34 はんだ、36 ホットメルト入り熱収縮チューブ。
DESCRIPTION OF
Claims (4)
先端から所定の長さまでの区間に被覆されない部分を残して複数本の導線を被覆する被覆材と、
を含む車両搭載用アンテナ接続線において、
複数本の導線の被覆材に覆われていない先端区間に浸透させたはんだと、
複数本の導線の先端区間が突出する被覆材終端部を被覆するチューブと、
を備えることを特徴とする車両搭載用アンテナ接続線。 A plurality of bundled wires,
A covering material that covers a plurality of conductive wires, leaving a portion that is not covered in a section from the tip to a predetermined length;
In-vehicle antenna connection lines including
Solder penetrated into the tip section not covered with the covering material of the plurality of conductive wires,
A tube covering a coating material terminal portion from which a tip section of a plurality of conductive wires projects;
A vehicle-mounted antenna connection line comprising:
チューブの内壁と先端区間および被覆材との間に充填された熱可塑性樹脂を備えることを特徴とする車両搭載用アンテナ接続線。 In the vehicle-mounted antenna connection line according to claim 1,
A vehicle-mounted antenna connection line comprising a thermoplastic resin filled between an inner wall of a tube, a tip section, and a covering material.
車両ボデー付属品に設けられ、車両搭載用アンテナ接続線の先端区間と車両搭載用アンテナとを接続する分岐基板と、
を備えることを特徴とする車両搭載用アンテナ給電回路。 The vehicle-mounted antenna connection line according to claim 1 or 2,
A branch board provided in the vehicle body accessory for connecting the tip section of the vehicle-mounted antenna connection line and the vehicle-mounted antenna;
A vehicle-mounted antenna feeding circuit comprising:
車両搭載用アンテナ接続線の先端から所定の長さまでの区間の被覆材を剥ぐステップと、
被覆材を剥ぐことによって表れた導線区間にはんだを浸透させるステップと、
複数の導線が突出する被覆材終端部を、内壁に熱可塑性樹脂が設けられた熱収縮チューブに挿入するステップと、
熱収縮チューブおよび熱可塑性樹脂に熱を加えるステップと、
を含むことを特徴とする製造方法。 In the method of manufacturing a vehicle-mounted antenna connection line including a plurality of conducting wires that are bundled and covered with a covering material,
Stripping the covering material in the section from the tip of the vehicle-mounted antenna connection line to a predetermined length;
Infiltrating the solder into the conductor section that appears by stripping the coating,
Inserting a coating material terminal portion from which a plurality of conductive wires protrude into a heat shrinkable tube provided with a thermoplastic resin on the inner wall; and
Applying heat to the heat shrink tube and the thermoplastic resin;
The manufacturing method characterized by including.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164354A JP5180700B2 (en) | 2008-06-24 | 2008-06-24 | Vehicle-mounted antenna connection line, vehicle-mounted antenna power supply circuit, and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008164354A JP5180700B2 (en) | 2008-06-24 | 2008-06-24 | Vehicle-mounted antenna connection line, vehicle-mounted antenna power supply circuit, and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010010753A true JP2010010753A (en) | 2010-01-14 |
| JP5180700B2 JP5180700B2 (en) | 2013-04-10 |
Family
ID=41590783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008164354A Expired - Fee Related JP5180700B2 (en) | 2008-06-24 | 2008-06-24 | Vehicle-mounted antenna connection line, vehicle-mounted antenna power supply circuit, and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5180700B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8853557B2 (en) * | 2009-09-30 | 2014-10-07 | Kyocera Corporation | Wiring board and mount structure |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003309420A (en) * | 2002-04-18 | 2003-10-31 | Kojima Press Co Ltd | On-vehicle antenna |
-
2008
- 2008-06-24 JP JP2008164354A patent/JP5180700B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003309420A (en) * | 2002-04-18 | 2003-10-31 | Kojima Press Co Ltd | On-vehicle antenna |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8853557B2 (en) * | 2009-09-30 | 2014-10-07 | Kyocera Corporation | Wiring board and mount structure |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5180700B2 (en) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5428722B2 (en) | Water stop structure of electric wire and method of forming the water stop structure | |
| JP2004071437A (en) | Grounding terminal for automobile and waterproof connection structure of wire | |
| JP2009230998A (en) | Electric wire with terminal fitting and method of manufacturing the same | |
| US20130269990A1 (en) | Contact making arrangement for conductors provided on flat structures, namely panes of glass | |
| CN106450807A (en) | Wire joint connection terminal and wire joint connection method | |
| EP2940799B1 (en) | Terminal connecting structure and terminal connecting method | |
| JP2006040624A (en) | Connection structure between different kinds of electric cables | |
| ES2687051T5 (en) | Plug-in connection with a plug-in connector and a cable connected to it | |
| US20170169919A1 (en) | Wire harness and method for manufacturing same | |
| JP2002044837A (en) | Water-proof structure of cable pull-in section | |
| JP2002008791A (en) | Shielded connector and its manufacturing method | |
| JP2000285983A (en) | Waterproof structure of ground terminal for automobile | |
| JP2021101463A (en) | Resistor | |
| JP4514661B2 (en) | Coaxial connector and manufacturing method of coaxial connector | |
| JP6996974B2 (en) | Manufacturing method of electric wire with terminal and electric wire with terminal | |
| JP5180700B2 (en) | Vehicle-mounted antenna connection line, vehicle-mounted antenna power supply circuit, and manufacturing method thereof | |
| CN112105528A (en) | Wiring member mounting structure | |
| JP2009021648A (en) | Vehicle antenna device and method for connecting antenna element thereof to cable | |
| US10566709B2 (en) | Electrical connector having an electrical device mounted to a flexible carrier | |
| JP2009277415A (en) | Flat cable and method of manufacturing the same | |
| JP2001307559A (en) | Wiring material and structure of its connection | |
| JP2017183042A (en) | Wire Harness | |
| JP2002043010A (en) | Manufacturing method for lead wire connecting part having waterproof structure | |
| KR101526179B1 (en) | Waterproofing apparatus of cable using wire holder | |
| JP2016127757A (en) | Cable covering tool, cable terminal part covering method, and cable connection part covering method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110307 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120522 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120719 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5180700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |