JP2009297766A - Upper part structure of ladle, and method for lining refractory material on upper part structure of ladle - Google Patents
Upper part structure of ladle, and method for lining refractory material on upper part structure of ladle Download PDFInfo
- Publication number
- JP2009297766A JP2009297766A JP2008156775A JP2008156775A JP2009297766A JP 2009297766 A JP2009297766 A JP 2009297766A JP 2008156775 A JP2008156775 A JP 2008156775A JP 2008156775 A JP2008156775 A JP 2008156775A JP 2009297766 A JP2009297766 A JP 2009297766A
- Authority
- JP
- Japan
- Prior art keywords
- brick
- ladle
- work
- refractory
- uppermost
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Description
本発明は、例えば、取鍋の内側に定形のワーク煉瓦が設けられ、このワーク煉瓦の上部に押さえ部材が設けられている取鍋の上部構造に関する。 The present invention relates to an upper structure of a ladle in which, for example, a regular work brick is provided inside a ladle, and a pressing member is provided on the upper part of the work brick.
従来より、溶鋼の精錬や運搬等に用いられる取鍋の内壁(内面)には、定形や不定形の耐火物が施工されるのが一般的である。耐火物の施工性の向上や耐火物の脱落防止等の観点から取鍋内の構造を規定した様々な技術が開発されてきている。
特許文献1には、取鍋天端部に強制固定して側壁レンガの押え及び脱落防止をはかるようにした取付治具を埋設してなる取鍋天端部用プレキャストブロックが開示されている。この特許文献1の技術では、取付治具を埋設したプレキャストブロックを設置することによって、プレキャストブロックを取鍋鉄皮に強制的に固定できるようにしている。
Conventionally, a refractory having a regular shape or an irregular shape is generally applied to the inner wall (inner surface) of a ladle used for refining or transporting molten steel. Various techniques that define the structure of the ladle have been developed from the viewpoint of improving the workability of the refractory and preventing the refractory from falling off.
特許文献2には、溶融金属容器の鉄皮上部内方に設けた押さえ金具及びその上面に設けたリブならびにスタッドが不定形耐火物で埋設された溶融金属容器上部内張り構造において、最内側内張りれんがの上部に、吸水防止材を表面に被覆したL字切欠部を有する押さえれんがが該容器外側に向けて周設してなる溶融金属上部内張り張り構造が開示されている。
特許文献2の技術では、最内側内張りれんがの上部に、L字切欠部を有する押さえれんを配置することによって、泥漿状のキャスタブルを効率的にかつ完全に流し込みできるようにしている。
In
In the technique of
即ち、上述した特許文献1及び特許文献2では、耐火物の施工性の向上や耐火物の脱落防止等の観点から取鍋内の構造を規定したものである。このような耐火物の施工性の向上や耐火物の脱落防止の観点とは異なる観点で、取鍋の構造を規定したものとして特許文献3が開示されている。
特許文献3は、金属溶湯を収容する取鍋であって、最外側に設けられた鉄皮と、その内側に配設された内張耐火物と最上段の内張耐火物の脱落防止用の押さえ部材とを具備し、前記内張り耐火物は、最内側に設けられるワーク煉瓦とその外側に設けられる永久耐火物とを有し、最上段のワーク煉瓦の外周面が上方に向かって内側に傾斜するテーパーを有し、前記押さえ部材は、前記最上段のワーク煉瓦に対応した位置に周方向に沿って、前記テーパーと対応する傾斜で前記鉄皮から炉内側に延びる複数の支持部材を有し、前記鉄皮の上端近傍部分の外周面にフィンが設けられている取鍋が開示されている。
特許文献1のプレキャストブロックは、セット時加工等はできないので、施工での微妙な寸法合わせが難しく、隙間が出来やすい。その隙間には地金が浸入しやすく、脱落発生の原因となり得る。本件の場合、ナットを埋設したプレキャストブロックと本体鉄皮の穴を合わす必要があるため、更に位置決めが難しく、安定施工するのは困難。
特許文献2では、稼動中、鍋上部に強固に付着した地金や滓を鍋整備にて解体機で衝撃を加えて除去する際に、L字切欠れんがのコーナー部を起点に亀裂が入り、亀裂部より内面側のれんがが早期に脱落するため当部位の寿命が短くなる。
Since the precast block of
In
特許文献3では、最上段れんがをテーパー形状とした場合、このれんがが炉内側に倒れ込みやすく、稼動中、鍋上部に強固に付着した地金や滓を鍋整備にて解体機で衝撃を加えて除去する際に、れんがが緩むと一気に炉内側に脱落が発生する場合がある。
そこで、本発明では、取鍋の上部における耐火物の施工性も良く、上部の耐火物の脱落を防止することができる取鍋の上部構造と、取鍋の上部の耐火物施工方法を提供することを目的とする。
In
Therefore, in the present invention, the workability of the refractory in the upper portion of the ladle is good, and the upper structure of the ladle that can prevent the refractory in the upper portion from falling off and the refractory construction method for the upper portion of the ladle are provided. For the purpose.
前記目的を達成するために、本発明は、次の手段を講じた。
本発明の技術的手段は、取鍋の内側に定形のワーク煉瓦が設けられ、このワーク煉瓦の上部に押さえ部材が設けられた取鍋の上部構造において、前記ワーク煉瓦の上部から取鍋の上端側にかけては、不定形で且つアルミナマグネシア質のキャスタブルが設けられ、このキャスタブルは当該キャスタブルの内側に配置された前記押さえ部材の止め具により支持されており、前記押さえ部材とワーク煉瓦との隙間に、ワーク煉瓦の固定用のくさび煉瓦が設けられ、前記取鍋の鉄皮側を向く、くさび煉瓦の先端には耐火モルタルが塗布されている点にある。
In order to achieve the above object, the present invention has taken the following measures.
The technical means of the present invention is the upper structure of the ladle in which a fixed work brick is provided inside the ladle and a pressing member is provided on the upper part of the work brick. On the side, there is provided an amorphous magnesium magnesia castable, which is supported by a stopper of the pressing member arranged inside the castable, and in the gap between the pressing member and the work brick. A wedge brick for fixing the work brick is provided, and the refractory mortar is applied to the tip of the wedge brick facing the iron skin side of the ladle.
本発明の他の技術的手段は、上部に押さえ部材が設けられた取鍋の上部側に耐火物を施工するに際し、定形の耐火物から構成されたワーク煉瓦を前記押さえ部材の下側まで積み上げ、前記押さえ部材とワーク煉瓦との隙間にワーク煉瓦の固定用のくさび煉瓦を打ち込むと共に、前記取鍋の鉄皮側を向く、くさび煉瓦の先端に耐火モルタルを塗布し、ワーク煉瓦の上部に不定形の耐火物であるアルミナマグネシア質のキャスタブルを流し込み、当該キャスタブルを内側に配置された押さえ部材の止め具により支持する点にある。 The other technical means of the present invention is to stack a work brick made of a regular refractory to the lower side of the holding member when constructing the refractory on the upper side of the ladle provided with a holding member on the upper side. A wedge brick for fixing the work brick is driven into the gap between the holding member and the work brick, and a refractory mortar is applied to the tip of the wedge brick facing the iron skin side of the ladle so that the upper part of the work brick is improper. An aluminum magnesia castable that is a regular refractory is poured, and the castable is supported by a stopper of a pressing member disposed inside.
本発明によれば、取鍋の上部における耐火物の施工性も良く、上部の耐火物の脱落を防止することができる。 According to the present invention, the workability of the refractory at the top of the ladle is good, and the refractory at the top can be prevented from falling off.
以下、本発明の実施の形態を、図面に基づき説明する。
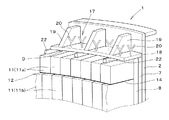
図1は、取鍋の全体断面図を示したものであり、図2は、取鍋の上部における内部斜視図を示したものであり、図3は、取鍋の上部における断面図を示したものである。以下説明する取鍋は、有底状であって円筒状に形成されたもので、説明の便宜上、取鍋の径内側を内側、取鍋の径外側を外側ということがある。
図1に示すように、取鍋1の本体を構成する鉄皮2の底壁3の内面には、定形の耐火物で構成された第1パーマ煉瓦4が施工されている。この第1パーマ煉瓦4の内面側に、不定形の耐火物で構成されたキャスタブル5が流し込みにより施工されている。
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
FIG. 1 shows an overall cross-sectional view of the ladle, FIG. 2 shows an internal perspective view of the upper portion of the ladle, and FIG. 3 shows a cross-sectional view of the upper portion of the ladle. Is. The ladle described below has a bottomed shape and is formed in a cylindrical shape. For convenience of explanation, the inner diameter of the ladle may be referred to as the inner side and the outer diameter of the ladle may be referred to as the outer side.
As shown in FIG. 1, a first
鉄皮2の側壁(胴部分)6の内面には、定形の耐火物で構成された一層目の第2パーマ煉瓦7が当該鉄皮2の底壁3側から上部側に亘って施工されている。この一層目の第2パーマ煉瓦7の内面側に、二層目となる第3パーマ煉瓦8が第2パーマ煉瓦7と同様に鉄皮2の底壁3側から上部側に亘って施工されている。
第3パーマ煉瓦8の内面であって、底壁3側から側壁6の中途部分にかけては、不定形の耐火物で構成されたキャスタブル10が流し込みにより施工されている。当該キャスタブル10の上部側であって、その第3パーマ煉瓦8の内面には、定形の耐火物で構成されたワーク煉瓦11が設けられている。
On the inner surface of the side wall (body portion) 6 of the
On the inner surface of the third
図1〜図3に示すように、ワーク煉瓦11は、キャスタブル10の上部から順に上方へ向けて積み上げられていて、上下の互いのワーク煉瓦11は、互いの合わせ面(目地)に設けられた耐火モルタル14により接合されている。即ち、このワーク煉瓦11は、側壁6の中途部から上部側に至る範囲に設けられていて、ワーク煉瓦11によって取鍋1のスラグラインを形成したものとなっている。なお、ワーク煉瓦11の外面と第3パーマ煉瓦8の内面とは、その間に設けられた別の耐火モルタル13により接合されている。
なお、キャスタブル及び耐火モルタルについては、「TAIKABUTSU入門、2章耐火物の種類と特性、p20〜21、2007年、岡山セラミックス技術振興財団」、TAIKABUTSU入門、不定形耐火物の基礎と応用、p60〜61、2007年、岡山セラミックス技術振興財団」に記載されている通りであり、JISR2001にも記載されている。
As shown in FIGS. 1 to 3, the
For castable and refractory mortar, “Introduction to TAIKABUTSU,
以下、取鍋の上部構造について詳しく説明する。
図2、図3に示すように、取鍋1の上部に着目すると、最上段のワーク煉瓦11a(最上ワーク煉瓦11aということがある)は鉄皮2に沿って周方向に並べられ、この最上ワーク煉瓦11aの一段下に位置するワーク煉瓦11b(下段ワーク煉瓦11bということがある)も、下段ワーク煉瓦11bも鉄皮2に沿って周方向に並べられている。また、最上ワーク煉瓦11aと下段ワーク煉瓦11bとは互いにその目地がずれるように並べられている。
Hereinafter, the upper structure of the ladle will be described in detail.
As shown in FIGS. 2 and 3, when attention is paid to the upper part of the
下段ワーク煉瓦11bは、最上ワーク煉瓦11aよりも径内側(内側)に少し突出するように配置され、最上ワーク煉瓦11aと下段ワーク煉瓦11bとの間には段差部12が形成されている。この段差部12には後述する型枠13の下部が嵌め込まれるものとなっている。
最上ワーク煉瓦11aの上方であって、当該最上ワーク煉瓦11aから少し離れた位置に押さえ部材17が設けられている。この押さえ部材17は、鉄皮2に溶接等により取り付けられた環状の押さえ板18と、この押さえ板18と鉄皮2との間に配置されたリブ19と、押さえ板18の上面に溶接等により固定された略Y字状のスタッド(止め具)20とを備えている。
The
A
押さえ板18の外端(外縁)は、鉄皮2に溶接されていて、外縁の下に第2パーマ煉瓦7が配置されたものとなっている。押さえ板18の内端(内縁)は、最上ワーク煉瓦11aの上方に位置している。リブ19は、側面視で台形に形成され、その下端は押さえ板18の上面に溶接され、外端は鉄皮2に溶接されている。このリブ19は、周方向に所定の間隔で押さえ板18と鉄皮2との間に配置され、各リブ19間に複数本(例えば、2本)のスタッド20が配置されている。
押さえ部材17と最上ワーク煉瓦11aとの間であって、押さえ板18の下面側と最上ワーク煉瓦11aの上面側との隙間Dには、定形の耐火物で構成されたくさび煉瓦22が打たれている。
The outer end (outer edge) of the
Between the
具体的には、先端(外側)から基端(内側)にいくに従ってその厚みが次第に大となる矩形状のくさび煉瓦22が、押さえ板18と最上ワーク煉瓦11aとの隙間Dに打ち込まれていて、当該くさび煉瓦22の下面で最上ワーク煉瓦11aを下方に押し付けている。
さらに詳しくは、周方向に並んだ5個の最上ワーク煉瓦11aを1組と考えると、一方側の2つの最上ワーク煉瓦11aの上面を跨ぐように、隣接する最上ワーク煉瓦11aの上面(目地上)に1つのくさび煉瓦22が打ち込まれ、他方側の2つの最上ワーク煉瓦11aの上面を跨ぐように、隣接する最上ワーク煉瓦11aの上面(目地上)に1つのくさび煉瓦22が打ち込まれている。言い換えれば、周方向に並んだ5個の最上ワーク煉瓦11aを1組と考えたとき、真ん中の最上ワーク煉瓦11aを除く、両側の最上ワーク煉瓦11aに対して、当該最上ワーク煉瓦11aを跨ぐようにくさび煉瓦22が打ち込まれ、1つのくさび煉瓦22で2つの最上ワーク煉瓦11aを下方に押し付ける構成となっている。
Specifically, a
More specifically, when the five
くさび煉瓦22を打つ際には、くさび煉瓦22の先端側(鉄皮2側を向く側)に耐火モルタル14を塗布した上で、当該くさび煉瓦22を押さえ板18と最上ワーク煉瓦11aとの隙間Dに打ち込んでいる。この耐火モルタル14により、くさび煉瓦22の先端と、第3パーマ煉瓦8の内面と、押さえ板18とで囲まれる空間部25を埋める構成となっている。
最上ワーク煉瓦11aの上部(上面)から鉄皮2の上端にかけては、不定形の耐火物で構成されたキャスタブル26が設けられている。詳しくは、このキャスタブル26はアルミナマグネシア質であって、押さえ部材17の露出部分を覆うと共に、最上ワーク煉瓦11aの上面を覆っている。このキャスタブル26によって、最上ワーク煉瓦11aの上面から鉄皮2の上端に至るまでの範囲を覆っている。なお、アルミナマグネシア質については、「耐火物手帳’99、p8〜p10、1999年、耐火物技術協会」に記載されている通りである。
When hitting the
From the upper part (upper surface) of the
このキャスタブル26は、当該キャスタブル26の内側に配置された押さえ部材17の止め具(スタッド)20により支持されていて、上下や内外側に移動しないものとなっている。
取鍋1の上部構造の施工にあたっては、まず、鉄皮2の側壁6の内面に第2パーマ煉瓦7及び第3パーマ煉瓦8を施工した後、第3パーマ煉瓦8の下側から中途部にかけてキャスタブル10を施工する。その後、当該キャスタブル10の上面側から順にワーク煉瓦11を積み上げる。押さえ板18の近傍までワーク煉瓦11を積み上げ、即ち、最上ワーク煉瓦11aと下段ワーク煉瓦11bとを積み上げた後、くさび煉瓦22の先端に耐火モルタル14を塗布し、当該くさび煉瓦22を押さえ板18と最上ワーク煉瓦11aとの隙間Dに打ち込む。これにより、最上ワーク煉瓦11aを下側に押し付けると共に、耐火モルタル14によって空間部25を埋める。
The castable 26 is supported by a stopper 20 (stud) 20 of the pressing
In constructing the upper structure of the
最上ワーク煉瓦11aと下段ワーク煉瓦11bとの段差部12に型枠13を嵌め込む。段差部12に嵌め込まれた型枠13において、最上ワーク煉瓦11aと重複している部分を、取鍋1内に設けられた作業用リフター30によって押さえる。
詳しくは、作業用リフター30は、施工時に取鍋1に配置されていて当該取鍋1内で上下移動可能なテーブル31と、このテーブル31から径方向(内外方向)に突出可能なスライド板32とを有している。
施工時においては、作業用リフター30のテーブル31の高さを下段ワーク煉瓦11bの位置に合わせ、作業用リフター30のスライド板32を径外方向に突出させて、当該スライド板32の先端部で型枠13を内側から押さえることによって、型枠13を支持する。なお、スライド板32の先端部で型枠13を押さえる場合は、スライド板32と型枠13との間に当て木33をすることが好ましい。
The
Specifically, the
At the time of construction, the height of the table 31 of the
型枠13を押さた状態で、型枠13と鉄皮2との間の空間部分にキャスタブル26を流し込み、当該キャスタブル26を硬化させる。キャスタブル26の硬化後、スライド板32を縮めて型枠13を取り、作業用リフター30のテーブル31を取鍋1から搬出して施工を終了する。
表1は、本発明の取鍋の上部構造におけるキャスタブル26、くさび煉瓦22、最上ワーク煉瓦11a、下段ワーク煉瓦11b(最上ワーク煉瓦11aから下側に位置するワーク煉瓦11)の主成分を示すと共に、強度等を示したものである。
In a state where the
Table 1 shows the main components of the castable 26, the

表1に示す嵩比重及び見掛気孔率は、JIS規格R2205に規定され、曲げ強度はJIS規格R2213に規定され、圧縮強度はJIS規格R2206に規定されている。
表2は、くさび煉瓦22の先端に設けた耐火モルタル14における主成分を示すと共に、粒度及び接着強さを示したものである。表2に示す粒度において、−0.75μm及び70%は、0.75μmの篩目を通過したものが70%存在することを示し、最大粒径は篩目を通過しなかった残りの30%うちで粒径が最大の値であるものを示している。
The bulk specific gravity and apparent porosity shown in Table 1 are defined in JIS standard R2205, the bending strength is defined in JIS standard R2213, and the compressive strength is defined in JIS standard R2206.
Table 2 shows the main components in the
図4は本発明の取鍋1の上部構造における実施例を示したもので、図5及び図6は本発明の以外の取鍋の上部構造における比較例を示したものである。
図4〜図6に示す内容について説明する。
図4〜図6に示す施工図とは、耐火物を施工した状態を示し、稼働中の損傷状況図とは、耐火物等が大きく損傷した場合の概念図を示したものである。
最上段耐火物の種類は、最上ワーク煉瓦11aの上部に設けた耐火物40の種類を示したもので、実施例や比較例では定形の煉瓦(定形煉瓦という)又はキャスタブルを用いた。
FIG. 4 shows an embodiment of the upper structure of the
The contents shown in FIGS. 4 to 6 will be described.
The construction diagrams shown in FIGS. 4 to 6 show a state in which a refractory is applied, and the damage state diagram during operation shows a conceptual diagram when the refractory or the like is greatly damaged.
The type of the uppermost refractory indicates the type of the refractory 40 provided on the upper part of the
最上段耐火物の施工前の養生時間は、ワーク煉瓦11同士を接合するために、最上段耐火物40を施工する前の段階でワーク煉瓦11を放置した時間である。施工前の養生時間が「なし」であると、ワーク煉瓦11を積み上げた後に、連続して最上ワーク煉瓦11aの上部に最上段耐火物40を施工したことを示している。
施工後の脱枠までの養生時間は、施工終了後に型枠13を放置した時間を示したもので、脱枠までの養生時間が「なし」であると、施工終了後に直ぐに型枠13を外したことを示している。施工時の最上ワーク煉瓦と下段ワーク煉瓦との開きとは、施工時において、最上ワーク煉瓦11aと下段ワーク煉瓦11bとの境界部の目地における開きの有無及び開き度合いを示したものである。
The curing time before construction of the uppermost refractory is the time when the
The curing time until the removal of the frame after the construction shows the time when the
稼働中の煉瓦の脱落比率は、N個の取鍋1に対して最上段耐火物40の脱落が発生した割合を示している。最上段耐火物起因の修理出し比率は、最上段耐火物40が割れや脱落を引き起こすことによって、修理をしなければならなくなった比率を示したものである。
平均寿命は、N個の取鍋1の寿命を平均したものである。
取鍋1の平均寿命が90ch以上であると良好とされており、取鍋1が当該平均寿命(90ch)をむかえるまでに、大きな耐火物の溶損や損傷(割れ等)がなく、耐火物の脱落(最上段耐火物40の脱落)が無いことが必要である。即ち、稼働中の煉瓦の脱落比率が0%、最上段耐火物起因の修理出し比率が0%であることが必要である。
The falling ratio of the bricks in operation indicates the ratio at which the uppermost refractory 40 is dropped with respect to the
The average life is an average of the lives of N ladles 1.
It is said that the average life of the
また、耐火物の施工にあたっては、最上段耐火物の施工前の養生時間が必要無く、施工後の脱枠までの養生時間が3時間(3hr)以内、施工時の最上ワーク煉瓦と下段ワーク煉瓦との開きが無いことが必要である。
なお、比較例における各種耐火物の主成分は、表3に示す通りである。また、実施例における各種耐火物の主成分は、表1に示す通りである。図7(a)に示すように、くさび煉瓦の先端側の高さH1は35mm、基端側の高さH2は65mm、奥行きD1は114mmである。また、図7(b)に示すように、くさび煉瓦の幅Wは、71.5mmである。
In addition, in the construction of refractory, there is no need for the curing time before construction of the top refractory, and the curing time until the removal of the frame after construction is within 3 hours (3 hours), the top work brick and the bottom work brick during construction. It is necessary that there is no opening.
The main components of various refractories in the comparative example are as shown in Table 3. The main components of various refractories in the examples are as shown in Table 1. As shown in FIG. 7A, the height H1 on the front end side of the wedge brick is 35 mm, the height H2 on the base end side is 65 mm, and the depth D1 is 114 mm. Moreover, as shown in FIG.7 (b), the width W of a wedge brick is 71.5 mm.
図4に示すように、実験番号1の本発明(実施例)では、最上ワーク煉瓦11aの上部に設けた最上段耐火物40をアルミナマグネシア質のキャスタブルとし、キャスタブルを押さえ部材17の止め具により支持し、押さえ部材17と最上ワーク煉瓦11aとの隙間Dに最上ワーク煉瓦11aのくさび煉瓦22を設け、くさび煉瓦22の先端に耐火モルタル14が塗布して、くさび煉瓦22と第3パーマ煉瓦8との空間部25を埋めている。
その結果、本発明の取鍋1の上部構造とした全ての取鍋1(N=5)において、取鍋1の平均寿命が90chとなるまで、最上段耐火物の脱落の発生は無く(稼働中の煉瓦の脱落比率が0%、溶損や損傷(割れ等)も無かった(最上段耐火物起因の修理出し比率が0%)。
As shown in FIG. 4, in the present invention (Example) of Experiment No. 1, the uppermost refractory 40 provided on the upper part of the
As a result, in all the ladles 1 (N = 5) having the upper structure of the
また、最上段耐火物の施工前の養生時間も必要なかった。施工時の最上ワーク煉瓦と下段ワーク煉瓦との開きも無く上部構造としては非常に良好であった。
図5の実験番号2の比較例では、最上段耐火物40を定形煉瓦とし、この定形煉瓦の形状をL形とし、当該L形の定形煉瓦と鉄皮2との間に高アルミナ質のキャスタブルを設けた場合を示している。なお、高アルミナ質については、「耐火物手帳’99、p111、1999年、耐火物技術協会」や「JIS2001R、P21、耐火物の種類」に記載されている通りである。
Also, no curing time was required before construction of the top refractory. There was no opening between the upper and lower work bricks during construction, and the superstructure was very good.
In the comparative example of
実験番号2に示すように、最上段耐火物40をL形の定形煉瓦にしているので、L形のコーナ部分に亀裂が入りやすく、L形の定形煉瓦(最上段耐火物40)が脱落することがあった。その結果、稼働中の煉瓦の脱落比率は30%となり、最上段耐火物起因の修理出し比率も10%となった。また、実験番号2における損傷する部分(損傷ライン)を見てみると、図示するようになり、上部構造としては良好と言えるものではなかった。
図5の実験番号3は、最上段耐火物40を高アルミナ質の定形煉瓦とし、その定形煉瓦の上面の形状をテーパー形とし、当該テーパー形の上に高アルミナ質のキャスタブルを設けた場合を示している。
As shown in Experiment No. 2, since the uppermost refractory 40 is formed into an L-shaped brick, the L-shaped corner portion is easily cracked, and the L-shaped brick (the uppermost refractory 40) falls off. There was a thing. As a result, the falling rate of bricks in operation was 30%, and the repairing rate due to the top refractory was also 10%. Further, looking at the damaged portion (damage line) in Experiment No. 2, it became as shown in the figure, and it could not be said that the upper structure was good.
Experiment No. 3 in FIG. 5 is a case where the uppermost refractory 40 is a high-alumina shaped brick, the shape of the upper surface of the shaped brick is a tapered shape, and a high-alumina castable is provided on the tapered shape. Show.
実験番号3に示すように、最上段耐火物40を高アルミナ質の定形煉瓦としていて比較的強度は有しているが、取鍋1使用中に取鍋1内の溶鋼が最上段耐火物40に達することが度々あり、高アルミナ質では最上段耐火物40の溶損が進行することがあった。その結果、稼働中の煉瓦の脱落比率は20%となり、最上段耐火物起因の修理出し比率も1%となり、上部構造としては良好と言えるものではなかった。
図5の実験番号4では、実験番号3の最上段耐火物40の材質を代えて耐溶損性があるマグクロ質(マグネシアクロム質)とした。そのため、溶損する度合いが向上し平均寿命が良くなったものの、マグクロ質は高アルミナ質に比べ強度が弱いために、稼働中の煉瓦の脱落比率は実験番号3と変わらなかった。
As shown in Experiment No. 3, the uppermost refractory 40 is a high-alumina shaped brick and has relatively high strength, but the molten steel in the
In Experiment No. 4 in FIG. 5, the material of the uppermost refractory 40 of Experiment No. 3 was changed to a magchromic material (magnesia chrome) having resistance to melting. Therefore, although the degree of erosion was improved and the average life was improved, the strength of falling off bricks during operation was not different from that of Experiment No. 3 because the strength of magchrom was weaker than that of high alumina.
図6の実験番号5では、最上段耐火物40の種類を代えてキャスタブルとすると共に、キャスタブルを高アルミナ質とした。最上段耐火物40をキャスタブルとするためには、施工時に型枠13を段差部12に嵌め込んで当該型枠13を作業用リフター30によって押すことになる。このような施工時には、型枠13を作業用リフター30で押した影響で最上ワーク煉瓦11aが下段ワーク煉瓦11bから離れないようにする必要がある(最上ワーク煉瓦と下段ワーク煉瓦との開きが無し)。
そこで、実験番号5では、最上ワーク煉瓦11aが下段ワーク煉瓦11bから離れないように強固に接合するために、最上段耐火物の施工前の養生時間を12時間(12hr)とったが、最上ワーク煉瓦11aと下段ワーク煉瓦11bとの接合部分の一部においては、最上ワーク煉瓦と下段ワーク煉瓦との開きが存在した。
In Experiment No. 5 in FIG. 6, the type of the uppermost refractory 40 was changed to be castable, and the castable was made of high alumina. In order to make the uppermost refractory 40 castable, the
Therefore, in Experiment No. 5, in order to firmly bond the
したがって、図5の取鍋1の構造では、最上段耐火物40をキャスタブルにするために、養生時間が非常に長い12時間もかかると共に、一部に最上ワーク煉瓦と下段ワーク煉瓦との開きが存在してしまう結果となった。また、キャスタブルを高アルミナ質としているために溶損も進行しやすいものとなり、上部構造としては良好と言えるものではなかった。
一方で、図6の実験番号6では、最上段耐火物40をアルミナマグネシア質のキャスタブルとした。この実験番号6では、最上段耐火物の施工前の養生時間を無しとして施工してみたが、施工時の最上ワーク煉瓦と下段ワーク煉瓦との開きが5〜10mm程度で大となったため、施工を中止した。
Therefore, in the structure of the
On the other hand, in the
図6の実験番号7では、実験番号6に比べ施工時の最上ワーク煉瓦と下段ワーク煉瓦との開きを防止するために、押さえ部材17と最上ワーク煉瓦11aとの間にくさび煉瓦22を設けて、最上ワーク煉瓦11aを下に押さえることとした。最上ワーク煉瓦11aの上側における最上段耐火物40の脱落もなく溶損状態もし難く良いが、くさび煉瓦22と鉄皮2(第3パーマ煉瓦8)との間に空洞が出来易く、空洞部分(空間部25)に地金の進入の危険性があり、上部構造としては最良と言えるものではなかった。
以上、比較例の実験番号2〜7の取鍋1の上部構造では、本発明の要件が少なくとも1つ具備されていないために、取鍋1の寿命を低下させることなく、施工日数を延ばすことなく、最上段耐火物40の脱落発生を抑制することは困難であった。
In Experiment No. 7 in FIG. 6, a
As mentioned above, in the upper structure of the
なお、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。 The embodiment disclosed this time should be considered as illustrative in all points and not restrictive. The scope of the present invention is defined by the terms of the claims, rather than the description above, and is intended to include any modifications within the scope and meaning equivalent to the terms of the claims.
1 取鍋
2 鉄皮
3 底壁
5 キャスタブル
6 側壁
7 第1パーマ煉瓦
8 第2パーマ煉瓦
10 キャスタブル
11 ワーク煉瓦
11a 最上ワーク煉瓦
11b 下段ワーク煉瓦
12 段差部
14 耐火モルタル
20 スタッド
26 キャスタブル
D 隙間
DESCRIPTION OF
Claims (2)
前記ワーク煉瓦の上部から取鍋の上端側にかけては、不定形で且つアルミナマグネシア質のキャスタブルが設けられ、このキャスタブルは当該キャスタブルの内側に配置された前記押さえ部材の止め具により支持されており、
前記押さえ部材とワーク煉瓦との隙間に、ワーク煉瓦の固定用のくさび煉瓦が設けられ、くさび煉瓦の先端であって前記取鍋の鉄皮側を向く側に耐火モルタルが塗布されていることを特徴とする取鍋の上部構造。 In the upper structure of the ladle where a regular work brick is provided inside the ladle and a pressing member is provided above the work brick,
From the upper part of the work brick to the upper end side of the ladle, an amorphous and alumina magnesia castable is provided, and this castable is supported by a stopper of the pressing member disposed inside the castable,
A wedge brick for fixing the work brick is provided in the gap between the pressing member and the work brick, and a refractory mortar is applied to the tip of the wedge brick and facing the iron skin side of the ladle. The upper structure of the ladle is a feature.
ワーク煉瓦の上部に不定形の耐火物であるアルミナマグネシア質のキャスタブルを流し込み、当該キャスタブルを内側に配置された押さえ部材の止め具により支持することを特徴とする取鍋の上部の耐火物施工方法。 When constructing a refractory on the upper side of a ladle provided with a holding member on the top, a work brick made of a regular refractory is stacked to the lower side of the holding member, and a wedge brick for fixing the work brick Applying fire-resistant mortar to the side facing the iron skin side of the ladle, and driving a wedge brick for fixing the work brick into the gap between the pressing member and the work brick,
A method for constructing a refractory at the top of a ladle, in which an alumina magnesia castable, which is an irregular refractory, is poured into the upper part of a work brick, and the castable is supported by a stopper of a pressing member disposed inside. .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008156775A JP2009297766A (en) | 2008-06-16 | 2008-06-16 | Upper part structure of ladle, and method for lining refractory material on upper part structure of ladle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008156775A JP2009297766A (en) | 2008-06-16 | 2008-06-16 | Upper part structure of ladle, and method for lining refractory material on upper part structure of ladle |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009297766A true JP2009297766A (en) | 2009-12-24 |
Family
ID=41545208
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008156775A Pending JP2009297766A (en) | 2008-06-16 | 2008-06-16 | Upper part structure of ladle, and method for lining refractory material on upper part structure of ladle |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009297766A (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102211180A (en) * | 2011-05-31 | 2011-10-12 | 莱芜钢铁集团有限公司 | Steel ladle |
| JP2012006053A (en) * | 2010-06-25 | 2012-01-12 | Kobe Steel Ltd | Ladle for conveying molten steel |
| CN102554201A (en) * | 2012-01-05 | 2012-07-11 | 济南钢铁集团耐火材料有限责任公司 | Large steel ladle and manufacturing method for same |
| CN104057261A (en) * | 2014-06-30 | 2014-09-24 | 广东韶钢工程技术有限公司 | 120-ton steel ladle manufacturing process |
| JP2014214881A (en) * | 2013-04-22 | 2014-11-17 | 新日鉄住金エンジニアリング株式会社 | Furnace structure, and construction method and dismantling method of the same |
| CN107282917A (en) * | 2017-07-25 | 2017-10-24 | 安阳钢铁股份有限公司 | Method is built by laying on a kind of new ladle and its bag edge |
| CN107297491A (en) * | 2017-07-20 | 2017-10-27 | 南京钢铁股份有限公司 | A kind of anti-asbestos come off ladle baking facility clad and its processing technology |
| JP6291479B2 (en) * | 2013-03-25 | 2018-03-14 | 山石金属株式会社 | Negative electrode active material, negative electrode sheet and power storage device using the same |
| KR20180061972A (en) * | 2016-11-30 | 2018-06-08 | 주식회사 포스코 | Molten material processing apparatus |
| CN108543940A (en) * | 2018-05-04 | 2018-09-18 | 武汉精鼎科技股份有限公司 | A kind of molten steel pot of non-bonnet (NB) plate is along masonry construction and construction method |
| CN114472873A (en) * | 2020-11-13 | 2022-05-13 | 宝山钢铁股份有限公司 | Slag ladle opening preventing adhesion of electric furnace ladle and construction method thereof |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5241319U (en) * | 1975-09-18 | 1977-03-24 | ||
| JPS52103304A (en) * | 1976-02-25 | 1977-08-30 | Maximilianshuette Eisenwerk | Fire brick lining structure for circularrtruncateddconeeshaped wall and process for construction thereof |
| JPS6390560U (en) * | 1986-12-02 | 1988-06-11 | ||
| JPH02144255U (en) * | 1989-04-27 | 1990-12-06 | ||
| JP2003065682A (en) * | 2001-08-22 | 2003-03-05 | Nkk Corp | Tap hole for waste gasifying melting furnace and exchanging method of tap hole refractory material |
| JP2004167533A (en) * | 2002-11-19 | 2004-06-17 | Shinagawa Refract Co Ltd | Structure of top end part of ladle |
| JP2005307003A (en) * | 2004-04-21 | 2005-11-04 | Nippon Steel Corp | Bricklayer structure of coke oven wall |
| JP2007260699A (en) * | 2006-03-27 | 2007-10-11 | Nippon Steel Corp | Deformation preventive structure in top part of ladle |
-
2008
- 2008-06-16 JP JP2008156775A patent/JP2009297766A/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5241319U (en) * | 1975-09-18 | 1977-03-24 | ||
| JPS52103304A (en) * | 1976-02-25 | 1977-08-30 | Maximilianshuette Eisenwerk | Fire brick lining structure for circularrtruncateddconeeshaped wall and process for construction thereof |
| JPS6390560U (en) * | 1986-12-02 | 1988-06-11 | ||
| JPH02144255U (en) * | 1989-04-27 | 1990-12-06 | ||
| JP2003065682A (en) * | 2001-08-22 | 2003-03-05 | Nkk Corp | Tap hole for waste gasifying melting furnace and exchanging method of tap hole refractory material |
| JP2004167533A (en) * | 2002-11-19 | 2004-06-17 | Shinagawa Refract Co Ltd | Structure of top end part of ladle |
| JP2005307003A (en) * | 2004-04-21 | 2005-11-04 | Nippon Steel Corp | Bricklayer structure of coke oven wall |
| JP2007260699A (en) * | 2006-03-27 | 2007-10-11 | Nippon Steel Corp | Deformation preventive structure in top part of ladle |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012006053A (en) * | 2010-06-25 | 2012-01-12 | Kobe Steel Ltd | Ladle for conveying molten steel |
| CN102211180A (en) * | 2011-05-31 | 2011-10-12 | 莱芜钢铁集团有限公司 | Steel ladle |
| CN102554201A (en) * | 2012-01-05 | 2012-07-11 | 济南钢铁集团耐火材料有限责任公司 | Large steel ladle and manufacturing method for same |
| JP6291479B2 (en) * | 2013-03-25 | 2018-03-14 | 山石金属株式会社 | Negative electrode active material, negative electrode sheet and power storage device using the same |
| JP2014214881A (en) * | 2013-04-22 | 2014-11-17 | 新日鉄住金エンジニアリング株式会社 | Furnace structure, and construction method and dismantling method of the same |
| CN104057261A (en) * | 2014-06-30 | 2014-09-24 | 广东韶钢工程技术有限公司 | 120-ton steel ladle manufacturing process |
| KR20180061972A (en) * | 2016-11-30 | 2018-06-08 | 주식회사 포스코 | Molten material processing apparatus |
| KR101914084B1 (en) * | 2016-11-30 | 2018-11-01 | 주식회사 포스코 | Molten material processing apparatus |
| CN107297491A (en) * | 2017-07-20 | 2017-10-27 | 南京钢铁股份有限公司 | A kind of anti-asbestos come off ladle baking facility clad and its processing technology |
| CN107282917A (en) * | 2017-07-25 | 2017-10-24 | 安阳钢铁股份有限公司 | Method is built by laying on a kind of new ladle and its bag edge |
| CN107282917B (en) * | 2017-07-25 | 2019-08-09 | 安阳钢铁股份有限公司 | A kind of novel ladle and its packet are along building by laying method |
| CN108543940A (en) * | 2018-05-04 | 2018-09-18 | 武汉精鼎科技股份有限公司 | A kind of molten steel pot of non-bonnet (NB) plate is along masonry construction and construction method |
| CN114472873A (en) * | 2020-11-13 | 2022-05-13 | 宝山钢铁股份有限公司 | Slag ladle opening preventing adhesion of electric furnace ladle and construction method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009297766A (en) | Upper part structure of ladle, and method for lining refractory material on upper part structure of ladle | |
| JP4658847B2 (en) | Cylindrical molten metal furnace furnace wall lining construction method and refractory block used therefor | |
| CN103298956B (en) | Industrial furnace cover | |
| JP5617672B2 (en) | How to install block bricks at the converter steel outlet | |
| JP5393231B2 (en) | Dip tube | |
| JP2003231910A (en) | Lining method for contraction section of converter | |
| US8411724B2 (en) | Sill and door jamb assembly for electric arc furnace | |
| JPH10156517A (en) | Method for working monolithic back up lining in molten metal vessel | |
| JP2544720Y2 (en) | Tuyere structure of gas injection nozzle for molten metal container | |
| KR101158877B1 (en) | Ladle structure | |
| WO2006077786A1 (en) | Reverse slant lining structure of furnace with reduced part structure | |
| JP5369701B2 (en) | Block refractory | |
| JPH08219659A (en) | Construction method for induction furnace lining refractory | |
| CN101358261B (en) | Masonry method of mixer | |
| JP3701056B2 (en) | Construction method of refractory for inner wall of high temperature container | |
| JP5367442B2 (en) | Furnace structure | |
| JP7575318B2 (en) | Repair structure and repair method for electric furnace taphole bricks | |
| JP2011191043A (en) | Method of extending service life of electric furnace tap hole | |
| JP2004218022A (en) | Method for repairing molten iron tapping hole in blast furnace, large-shaped block for repairing and repairing structure | |
| JP2005336515A (en) | Large furnace opening hole brick in converter and lining structure of furnace opening hole in converter using this | |
| KR101809999B1 (en) | Snorkel | |
| JP3044034B1 (en) | Method of repairing pot with spout and core used in the method | |
| JPS5922928Y2 (en) | Casting container bed structure | |
| JPH10280030A (en) | Repaired side wall of rh vacuum degassing furnace and method for repairing rh vacuum degassing furnace | |
| JP6003960B2 (en) | Casting method for lining refractories in molten metal containers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120522 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120720 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20121030 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130319 |