JP2009281181A - Manufacturing method for screw rotor - Google Patents
Manufacturing method for screw rotor Download PDFInfo
- Publication number
- JP2009281181A JP2009281181A JP2008131905A JP2008131905A JP2009281181A JP 2009281181 A JP2009281181 A JP 2009281181A JP 2008131905 A JP2008131905 A JP 2008131905A JP 2008131905 A JP2008131905 A JP 2008131905A JP 2009281181 A JP2009281181 A JP 2009281181A
- Authority
- JP
- Japan
- Prior art keywords
- screw rotor
- base material
- rotor base
- axis
- screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Landscapes
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
Description
本発明は、スクリュー圧縮機において軸部材に取り付けられて回転自在に支持されるスクリューロータを、スクリューロータ母材を加工して製造するスクリューロータ製造方法に関するものである。 The present invention relates to a screw rotor manufacturing method for manufacturing a screw rotor that is attached to a shaft member and supported rotatably in a screw compressor by processing a screw rotor base material.
従来より、冷媒や空気を圧縮する圧縮機として、シングルスクリュー圧縮機が用いられている。例えば、特許文献1には、1つのスクリューロータと2つのゲートロータとを備えたシングルスクリュー圧縮機が開示されている。
Conventionally, a single screw compressor has been used as a compressor for compressing refrigerant and air. For example,
このシングルスクリュー圧縮機において、スクリューロータは、概ね円柱状に形成されており、その外周部に複数条の螺旋溝が刻まれている。ゲートロータは、概ね平板状に形成され且つ複数の長方形板状のゲートが放射状に設けられている。ゲートロータは、その回転軸がスクリューロータの回転軸と直交する姿勢でスクリューロータの側方に設置され、ゲートがスクリューロータの螺旋溝と噛み合わされる。これらスクリューロータとゲートロータとは、ケーシングに収容されており、スクリューロータの螺旋溝と、ゲートロータのゲートと、ケーシングの内壁面とによって圧縮室が形成される。スクリューロータを電動機等で回転駆動すると、スクリューロータの回転に伴ってゲートロータが回転する。そして、ゲートロータのゲートが、噛み合った螺旋溝の上流端から下流端へ向かって相対的に移動し、閉じきり状態となった圧縮室の容積が次第に縮小する。その結果、圧縮室内の流体が圧縮される。 In this single screw compressor, the screw rotor is generally formed in a columnar shape, and a plurality of spiral grooves are carved on the outer peripheral portion thereof. The gate rotor is generally formed in a flat plate shape, and a plurality of rectangular plate gates are provided radially. The gate rotor is installed on the side of the screw rotor so that its rotation axis is orthogonal to the rotation axis of the screw rotor, and the gate is engaged with the spiral groove of the screw rotor. The screw rotor and the gate rotor are accommodated in a casing, and a compression chamber is formed by the spiral groove of the screw rotor, the gate of the gate rotor, and the inner wall surface of the casing. When the screw rotor is rotationally driven by an electric motor or the like, the gate rotor rotates as the screw rotor rotates. Then, the gate of the gate rotor relatively moves from the upstream end to the downstream end of the meshed spiral groove, and the volume of the compression chamber that is completely closed is gradually reduced. As a result, the fluid in the compression chamber is compressed.
前記スクリューロータは、前述の如く、螺旋溝が形成されていて、複雑な形状をしている。かかるスクリューロータは、特許文献2に示すような加工装置によって製造される。
As described above, the screw rotor has a spiral groove and has a complicated shape. Such a screw rotor is manufactured by a processing apparatus as shown in
特許文献2に開示された加工装置は、工具とスクリューロータ母材とを3軸に沿って相対的に変位させると共に2軸周りに相対的に回転させながら、該スクリューロータ母材を該工具で加工してスクリューロータを加工する。ここで、この加工装置で加工するスクリューロータ母材には、軸部材挿通用の孔が形成されており、該スクリューロータ母材は、加工装置の母材支持部に搭載する際に該孔の中心軸が母材支持部の回転軸と一致するようにして設置される。そして、このように設置されたスクリューロータ母材に対して螺旋溝の加工が行われる。
ところで、前記加工装置によって螺旋溝が加工されて完成したスクリューロータは、母材支持部から取り外され、軸部材挿通用の孔に軸部材が挿通され、スクリュー圧縮機のケーシング内に組み込まれる。 By the way, the screw rotor completed by processing the spiral groove by the processing device is removed from the base material support portion, the shaft member is inserted into the hole for inserting the shaft member, and incorporated into the casing of the screw compressor.
ここで、スクリューロータ母材の軸部材挿通用の孔には形状誤差があり、また、該スクリューロータ母材を母材支持部に設置する際には取付誤差が生じる。そのため、該孔の軸心と母材支持部の回転軸とが一致せず、該孔の軸心と該スクリューロータ母材に加工される螺旋溝の軸心とがずれる虞がある。そして、このようなスクリューロータをスクリュー圧縮機に組み込むと、該螺旋溝は、スクリューロータの回転軸に対して偏心した状態で回転することになる。その結果、スクリュー圧縮機においては、螺旋溝とゲートロータのゲートとの間の隙間分布が不均一となるため、圧縮途中に隙間が大きくなって冷媒が漏れたり、逆に隙間が小さくなってゲートと螺旋溝とが干渉したりすることによって、スクリュー圧縮機の性能低下を招いてしまう。 Here, there is a shape error in the hole for inserting the shaft member of the screw rotor base material, and an installation error occurs when the screw rotor base material is installed in the base material support portion. For this reason, the axial center of the hole and the rotation axis of the base material support portion do not coincide with each other, and the axial center of the hole and the axial center of the spiral groove processed in the screw rotor base material may be misaligned. When such a screw rotor is incorporated into a screw compressor, the spiral groove rotates in a state of being eccentric with respect to the rotation axis of the screw rotor. As a result, in the screw compressor, the gap distribution between the spiral groove and the gate of the gate rotor becomes non-uniform, so that the gap becomes larger during compression and refrigerant leaks, or conversely the gap becomes smaller and the gate becomes smaller. When the screw and the spiral groove interfere with each other, the performance of the screw compressor is deteriorated.
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、スクリューロータの回転軸に対する螺旋溝の軸ずれを抑制することにある。 The present invention has been made in view of such a point, and an object thereof is to suppress axial misalignment of the spiral groove with respect to the rotational axis of the screw rotor.
本発明は、スクリューロータ母材に螺旋溝と基準面とを同じ回転支持状態で加工した後、該スクリューロータ母材を該基準面を基準に支持し直して、スクリューロータ母材の軸部材挿通用の孔又は該孔に挿通させた軸部材を該基準面を基準にして仕上げ加工するようにしたものである。 In the present invention, after the screw rotor base material is processed with the spiral groove and the reference surface in the same rotational support state, the screw rotor base material is supported again with reference to the reference surface, and the screw rotor base material is inserted into the shaft member. A common hole or a shaft member inserted through the hole is finished with reference to the reference surface.
具体的には、第1の発明は、スクリュー圧縮機(1)において軸部材(21)に取り付けられて回転自在に支持されるスクリューロータ(40)を、スクリューロータ母材(120)を加工して製造するスクリューロータ製造方法が対象である。そして、スクリューロータ母材(120)を所定の回転軸(A)周りに回転自在に支持する支持工程と、前記支持工程で支持した前記スクリューロータ母材(120)を前記回転軸(A)周りに回転させながら、該スクリューロータ母材(120)に螺旋溝(41)及び該回転軸(A)を中心とする円柱面である基準面(48a,48b)を加工する第1加工工程と、前記スクリューロータ母材(120)を前記基準面(48a,48b)を基準に支持し直す再支持工程と、前記再支持工程で支持した前記スクリューロータ母材(120)に軸部材挿通用の孔(47)を、該孔(47)の軸心が前記基準面(48a,48b)の軸心と一致するように加工する第2加工工程とを含むものとする。 Specifically, in the first invention, the screw rotor (40) attached to the shaft member (21) and rotatably supported in the screw compressor (1) is processed into the screw rotor base material (120). The screw rotor manufacturing method manufactured in this way is the object. And a support step for rotatably supporting the screw rotor base material (120) around a predetermined rotation axis (A), and the screw rotor base material (120) supported in the support step around the rotation axis (A). A first processing step of processing a reference surface (48a, 48b) which is a cylindrical surface centered on the spiral groove (41) and the rotation axis (A) in the screw rotor base material (120), A re-supporting step for re-supporting the screw rotor base material (120) with reference to the reference surfaces (48a, 48b), and a hole for inserting a shaft member in the screw rotor base material (120) supported in the re-supporting step (47) includes a second machining step in which the axis of the hole (47) is machined so as to coincide with the axis of the reference plane (48a, 48b).
前記の構成の場合、所定の回転軸(A)周りに回転支持したスクリューロータ母材(120)に螺旋溝(41)を加工すると共に、該回転軸(A)を中心とする円柱面を基準面(48a,48b)として加工する。そして、該スクリューロータ母材(120)を該基準面(48a,48b)を基準に支持し直し、軸部材挿通用の孔(47)をその軸心が前記基準面(48a,48b)の軸心と一致するように加工する。 In the case of the above-described configuration, the spiral groove (41) is processed in the screw rotor base material (120) that is rotatably supported around the predetermined rotation axis (A), and the cylindrical surface centered on the rotation axis (A) is used as a reference Processed as surfaces (48a, 48b). Then, the screw rotor base material (120) is re-supported with reference to the reference plane (48a, 48b), and the shaft member insertion hole (47) has its axis as the axis of the reference plane (48a, 48b). Process to match your heart.
つまり、螺旋溝(41)の軸心と基準面(48a,48b)の軸心とが一致していると共に、軸部材挿通用の孔(47)の軸心は該基準面(48a,48b)の軸心と一致するため、螺旋溝(41)の軸心と該孔(47)の軸心とを高精度に一致させることができる。その結果、スクリューロータ(40)の回転軸に対する螺旋溝(41)の軸心の軸ずれを抑制することができる。 That is, the axis of the spiral groove (41) and the axis of the reference surface (48a, 48b) are coincident with each other, and the axis of the shaft member insertion hole (47) is the reference surface (48a, 48b). Therefore, the axial center of the spiral groove (41) and the axial center of the hole (47) can be matched with high accuracy. As a result, axial misalignment of the spiral groove (41) with respect to the rotational axis of the screw rotor (40) can be suppressed.
第2の発明は、第1の発明において、前記スクリューロータ母材(120)には、軸部材挿通用の孔(47)の下孔(121)が形成されており、前記支持工程では、前記所定の回転軸(A)周りに回転自在に設けられた軸状の治具(340)に、前記スクリューロータ母材(120)を前記下孔(121)を挿通させて取り付け、前記再支持工程では、前記スクリューロータ母材(120)を前記治具(340)から取り外して、該スクリューロータ母材(120)を前記基準面(48a,48b)を基準に支持し直し、前記第2加工工程では、前記スクリューロータ母材(120)の前記下孔(121)を加工して、前記軸部材挿通用の孔(47)の仕上げ加工を行うものとする。 According to a second invention, in the first invention, the screw rotor base material (120) is formed with a pilot hole (121) for a shaft member insertion hole (47). The screw rotor base material (120) is attached to a shaft-shaped jig (340) provided rotatably around a predetermined rotation axis (A) through the lower hole (121), and the re-supporting step Then, the screw rotor base material (120) is removed from the jig (340), and the screw rotor base material (120) is re-supported with reference to the reference surfaces (48a, 48b), and the second machining step Then, the said lower hole (121) of the said screw rotor base material (120) shall be processed, and the finishing process of the said hole (47) for shaft member insertion shall be performed.
前記の構成の場合、スクリューロータ母材(120)には軸部材挿通用の孔(47)の下孔(121)が前記支持工程前の段階で形成されている。そして、該下孔(121)に軸状の治具(340)を挿通させて、前記支持工程及び加工工程を行う。ここで、下孔(121)の軸心が支持工程における回転軸(A)と一致しているか否かは該下孔(121)の形状精度、治具(340)の形状精度及び治具(340)と下孔(121)との取付精度等に依り、下孔(121)の軸心と支持工程における回転軸(A)とがどの程度一致しているかは不明である。しかしながら、螺旋溝(41)と基準面(48a,48b)とを支持状態が同じスクリューロータ母材(120)に対して加工するため、少なくとも螺旋溝(41)の軸心と基準面(48a,48b)の軸心とは一致している。 In the case of the above configuration, the screw rotor base material (120) is formed with a pilot hole (121) for the shaft member insertion hole (47) at a stage before the support step. Then, the shaft-like jig (340) is inserted through the prepared hole (121), and the supporting step and the processing step are performed. Here, whether or not the axial center of the lower hole (121) coincides with the rotation axis (A) in the supporting process is determined according to the shape accuracy of the lower hole (121), the shape accuracy of the jig (340) and the jig ( 340) and the accuracy of the attachment of the lower hole (121), etc., it is unclear how much the axial center of the lower hole (121) matches the rotational axis (A) in the support process. However, since the spiral groove (41) and the reference surfaces (48a, 48b) are processed with respect to the screw rotor base material (120) having the same support state, at least the axial center of the spiral groove (41) and the reference surfaces (48a, 48b) It is consistent with the axis of 48b).
その後、該基準面(48a,48b)を基準にして該スクリューロータ母材(120)を支持し直して、スクリューロータ母材(120)の軸部材挿通用の孔(47)を該基準面(48a,48b)を基準に仕上げ加工することによって、該孔(47)の軸心と基準面(48a,48b)の軸心とを高い精度で一致させることができる。 Thereafter, the screw rotor base material (120) is supported again with reference to the reference surfaces (48a, 48b), and the shaft member insertion hole (47) of the screw rotor base material (120) is formed in the reference surface ( By finishing with reference to 48a, 48b), the axial center of the hole (47) and the axial center of the reference surface (48a, 48b) can be matched with high accuracy.
その結果、下孔(121)の形状精度等に関係なく、螺旋溝(41)の軸心と軸部材挿通用の孔(47)の軸心とを高精度に一致させることができる。 As a result, the axial center of the spiral groove (41) and the axial center of the shaft member insertion hole (47) can be made to coincide with each other with high accuracy regardless of the shape accuracy of the lower hole (121).
第3の発明は、スクリュー圧縮機(1)において軸部材(21)に取り付けられて回転自在に支持されるスクリューロータ(40)を、スクリューロータ母材(120)を加工して製造するスクリューロータ製造方法が対象である。そして、軸部材挿通用の孔(47)が形成されたスクリューロータ母材(120)を所定の回転軸(A)周りに回転自在に支持する支持工程と、前記支持工程で支持した前記スクリューロータ母材(120)を前記回転軸(A)周りに回転させながら、該スクリューロータ母材(120)に螺旋溝(41)及び該回転軸(A)を中心とする円柱面である基準面(48a,48b)を加工する第1加工工程と、前記スクリューロータ母材(120)の前記孔(47)に軸部材(21)を挿通させて、該スクリューロータ母材(120)を前記基準面(48a,48b)を基準に支持し直す再支持工程と、前記スクリューロータ母材(120)を再支持した状態で、前記軸部材(21)における、スクリュー圧縮機(1)への搭載時に軸受(14,61)に支持される被支持部(21a,21b)を、該被支持部(21a,21b)の軸心が前記基準面(48a,48b)の軸心と一致するように加工する第2加工工程とを含むものとする。 3rd invention is a screw rotor which manufactures the screw rotor (40) which is attached to the shaft member (21) in the screw compressor (1) and is rotatably supported by processing the screw rotor base material (120). The manufacturing method is the target. And a supporting step of supporting the screw rotor base material (120) formed with the shaft member insertion hole (47) rotatably around a predetermined rotation axis (A), and the screw rotor supported in the supporting step While rotating the base material (120) around the rotation axis (A), the screw rotor base material (120) has a spiral groove (41) and a reference surface which is a cylindrical surface centering on the rotation axis (A) ( 48a, 48b), a shaft member (21) is inserted into the hole (47) of the screw rotor base material (120), and the screw rotor base material (120) is moved to the reference plane. (48a, 48b) and the re-supporting step for re-supporting, and the shaft member (21) in the state of re-supporting the screw rotor base material (120), when the shaft member (21) is mounted on the screw compressor (1) (14, 61) The supported parts (21a, 21b) are supported by the axis of the supported parts (21a, 21b). Serial reference surface (48a, 48b) is intended to include a second processing step of processing to match the axis of the.
前記の構成の場合、所定の回転軸(A)周りに回転支持したスクリューロータ母材(120)に螺旋溝(41)を加工すると共に該回転軸(A)を中心とする円柱面を基準面(48a,48b)として加工する。そして、該スクリューロータ母材(120)の孔(47)に軸部材(21)を挿通させた後、該スクリューロータ母材(120)を該基準面(48a,48b)を基準に支持し直す。こうして、スクリューロータ母材(120)を再支持した状態で、前記軸部材(21)の被支持部(21a,21b)をその軸心が前記基準面(48a,48b)の軸心と一致するように加工する。 In the case of the above-described configuration, the spiral groove (41) is machined in the screw rotor base material (120) rotatably supported around the predetermined rotation axis (A), and the cylindrical surface centering on the rotation axis (A) is used as the reference plane. Process as (48a, 48b). Then, after the shaft member (21) is inserted into the hole (47) of the screw rotor base material (120), the screw rotor base material (120) is re-supported with reference to the reference surfaces (48a, 48b). . Thus, in the state where the screw rotor base material (120) is re-supported, the axis of the supported portion (21a, 21b) of the shaft member (21) coincides with the axis of the reference surface (48a, 48b). To be processed.
つまり、螺旋溝(41)の軸心と基準面(48a,48b)の軸心とは一致していると共に、軸部材(21)の被支持部(21a,21b)の軸心は該基準面(48a,48b)の軸心と一致するため、螺旋溝(41)の軸心と該軸部材(21)の被支持部(21a,21b)の軸心とを高精度に一致させることができる。その結果、スクリューロータ(40)の回転軸に対する螺旋溝(41)の軸心の軸ずれを抑制することができる。 That is, the axis of the spiral groove (41) and the axis of the reference surface (48a, 48b) coincide with each other, and the axis of the supported portion (21a, 21b) of the shaft member (21) is the reference surface. (48a, 48b) and the axial center of the spiral groove (41) and the axis of the supported portion (21a, 21b) of the shaft member (21) can be matched with high accuracy. . As a result, axial misalignment of the spiral groove (41) with respect to the rotational axis of the screw rotor (40) can be suppressed.
第4の発明は、第1〜第3の何れか1つの発明において、前記第2加工工程において、さらに、スクリューロータ母材(120)の外周形状を、該外周形状の軸心が前記基準面(48a,48b)の軸心と一致するように仕上げ加工するものとする。 According to a fourth invention, in any one of the first to third inventions, in the second processing step, the outer shape of the screw rotor base material (120) is further determined, and the axis of the outer shape is the reference plane. It shall be finished so as to coincide with the axis of (48a, 48b).
前記の構成の場合、前記第2加工工程において、さらに、スクリューロータ母材(120)の外周形状の仕上げ加工を前記基準面(48a,48b)を基準に行うことによって、スクリューロータ母材(120)の外周形状の軸心も前記孔(47)の軸心又は前記軸部材(21)の被支持部(21a,21b)の軸心と高精度に一致させることができる。 In the case of the above configuration, in the second processing step, the screw rotor base material (120) is further processed by finishing the outer peripheral shape of the screw rotor base material (120) with reference to the reference surfaces (48a, 48b). ) Of the outer peripheral shape can be matched with the axis of the hole (47) or the axis of the supported portion (21a, 21b) of the shaft member (21) with high accuracy.
第5の発明は、第1〜第4の何れか1つの発明において、前記スクリューロータ(40)は、前記螺旋溝(41)が形成されている部分(40a)よりも外径が小さくなった小径部(46)がその軸方向の一端部に設けられており、前記小径部(46)には、スクリューロータ(40)がスクリュー圧縮機(1)に搭載されたときに軸受ホルダ(60)が嵌って、該軸受ホルダ(60)と該スクリューロータ(40)との間に屈曲した隙間が形成されるように構成されており、前記第1加工工程では、前記基準面(48a)を該小径部(46)に加工するものとする。 According to a fifth invention, in any one of the first to fourth inventions, the screw rotor (40) has an outer diameter smaller than a portion (40a) in which the spiral groove (41) is formed. A small diameter portion (46) is provided at one end of the axial direction, and the small diameter portion (46) includes a bearing holder (60) when the screw rotor (40) is mounted on the screw compressor (1). And a bent gap is formed between the bearing holder (60) and the screw rotor (40). In the first processing step, the reference surface (48a) is The small diameter part (46) shall be processed.
前記の構成の場合、前記小径部(46)に基準面(48a)を加工することによって、完成品としてのスクリューロータ(40)において別の用途を有する部分に該基準面(48a)を加工することができ、基準面(48a)を加工する場所を別途設ける必要がない。 In the case of the above configuration, the reference surface (48a) is processed into the portion having another use in the screw rotor (40) as a finished product by processing the reference surface (48a) in the small diameter portion (46). It is not necessary to provide a place for processing the reference surface (48a).
第6の発明は、第1〜第4の何れか1つの発明において、前記第2加工工程に後に、前記スクリューロータ母材(120)の前記基準面(48b)が加工された部分を削除する削除工程をさらに含むものとする。 According to a sixth invention, in any one of the first to fourth inventions, a portion of the screw rotor base material (120) where the reference surface (48b) is processed is deleted after the second processing step. A deletion step is further included.
前記の構成の場合、完成品としてのスクリューロータ(40)において不要な部分に基準面(48b)を加工することになる。こうすることによって、完成品としてのスクリューロータ(40)の形状等からの制約を受けることなく、基準面(48b)を加工することができる。つまり、スクリューロータ母材(120)の作り易さや基準面(48b)の加工のし易さだけを考慮して、基準面(48b)の形状や加工する場所を決定することができる。 In the case of the above configuration, the reference surface (48b) is processed into an unnecessary portion in the screw rotor (40) as a finished product. By doing so, the reference surface (48b) can be processed without being restricted by the shape of the screw rotor (40) as a finished product. That is, the shape of the reference surface (48b) and the place to be processed can be determined in consideration of the ease of making the screw rotor base material (120) and the ease of processing of the reference surface (48b).
第7の発明は、第1〜第6の何れか1つの発明において、前記第1加工工程において、前記スクリューロータ母材(120)に前記螺旋溝(41)を加工した後に前記基準面(48a,48b)を加工するものとする。
According to a seventh invention, in any one of the first to sixth inventions, in the first machining step, after the spiral groove (41) is machined in the screw rotor base material (120), the reference surface (
前記の構成の場合、螺旋溝(41)の加工は切削抵抗が大きく、また、螺旋溝加工前のスクリューロータ母材(120)の重量は重いため、螺旋溝(41)の加工前と加工後でスクリューロータ母材(120)が支持工程における回転軸(A)に対してずれる可能性がある。ただし、螺旋溝(41)が概ね加工されて切削抵抗が減少し且つスクリューロータ母材(120)の重量が減少した、螺旋溝(41)の加工終盤においては、スクリューロータ母材(120)の回転軸(A)に対するずれはほとんどなくなる。そのため、螺旋溝(41)を加工した後に基準面(48a,48b)を加工することによって、螺旋溝加工時の回転軸と基準面(48a,48b)加工時の回転軸とを高精度に一致させることができ、その結果、螺旋溝(41)の軸心と基準面(48a,48b)の軸心とを高精度に一致させることができる。 In the case of the above configuration, the machining of the spiral groove (41) has a large cutting resistance, and the weight of the screw rotor base material (120) before the spiral groove processing is heavy, so that before and after the processing of the spiral groove (41) Therefore, there is a possibility that the screw rotor base material (120) is displaced from the rotation axis (A) in the supporting process. However, at the final stage of the processing of the spiral groove (41) in which the spiral groove (41) is substantially processed to reduce cutting resistance and the weight of the screw rotor base material (120) is reduced, the screw rotor base material (120) There is almost no deviation from the rotation axis (A). Therefore, by processing the reference surface (48a, 48b) after processing the spiral groove (41), the rotation axis when processing the spiral groove and the rotation axis when processing the reference surface (48a, 48b) are matched with high accuracy. As a result, the axial center of the spiral groove (41) and the axial center of the reference plane (48a, 48b) can be matched with high accuracy.
本発明によれば、スクリューロータ母材(120)を所定の回転軸(A)周りに回転自在に支持した状態で、螺旋溝(41)と基準面(48a,48b)とを加工し、その後、該基準面(48a,48b)を基準に該スクリューロータ母材(120)を支持し直し、再支持した状態で該基準面(48a,48b)を基準にして、スクリューロータ母材(120)に軸部材挿通用の孔(47)を加工することによって、螺旋溝(41)の軸心と軸部材挿通用の孔(47)の軸心とを高精度に一致させることができる。その結果、スクリュー圧縮機(1)において、スクリューロータ(40)の回転軸に対する螺旋溝(41)の軸ずれを抑制することができ、スクリュー圧縮機(1)の性能を向上させることができる。 According to the present invention, the spiral groove (41) and the reference surfaces (48a, 48b) are machined in a state where the screw rotor base material (120) is rotatably supported around the predetermined rotation axis (A). Then, the screw rotor base material (120) is re-supported with reference to the reference surfaces (48a, 48b), and the screw rotor base material (120) is re-supported with reference to the reference surfaces (48a, 48b). By machining the shaft member insertion hole (47), the axial center of the spiral groove (41) and the shaft center of the shaft member insertion hole (47) can be matched with high accuracy. As a result, in the screw compressor (1), the axial displacement of the spiral groove (41) with respect to the rotation shaft of the screw rotor (40) can be suppressed, and the performance of the screw compressor (1) can be improved.
第2の発明によれば、スクリューロータ母材(120)に軸部材挿通用の孔(47)の下孔(121)が予め形成され且つ該下孔(121)に治具(340)を挿通させて加工が行われる構成であっても、先ずは、第1加工工程においてスクリューロータ母材(120)に螺旋溝(41)と基準面(48a,48b)とを加工し、その後、スクリューロータ母材(120)を支持し直して、該基準面(48a,48b)を基準に該下孔(121)を加工して軸部材挿通用の孔(47)を仕上げ加工することによって、該下孔(121)や治具(340)の形状精度等にかかわらず、螺旋溝(41)の軸心と軸部材挿通用の孔(47)の軸心とを高精度に一致させることができる。 According to the second aspect of the present invention, the screw rotor base material (120) has the shaft member insertion hole (47) with the lower hole (121) formed in advance, and the lower hole (121) is inserted with the jig (340). Even in the configuration in which machining is performed, first, in the first machining step, the screw rotor base material (120) is machined with the spiral groove (41) and the reference surfaces (48a, 48b), and then the screw rotor By supporting the base material (120) again, machining the lower hole (121) with the reference surfaces (48a, 48b) as a reference, and finishing the hole (47) for inserting the shaft member, the lower Regardless of the shape accuracy of the hole (121) and the jig (340), the axial center of the spiral groove (41) and the axial center of the shaft member insertion hole (47) can be matched with high accuracy.
第3の発明によれば、スクリューロータ母材(120)を所定の回転軸(A)周りに回転自在に支持した状態で、螺旋溝(41)と基準面(48a,48b)とを加工し、その後、該スクリューロータ母材(120)の孔(47)に軸部材(21)を挿通させると共に該基準面(48a,48b)を基準に該スクリューロータ母材(120)を支持し直し、再支持した状態で該基準面(48a,48b)を基準に、軸部材(21)の被支持部(21a,21b)を加工することによって、螺旋溝(41)の軸心と軸部材(21)の被支持部(21a,21b)の軸心とを高精度に一致させることができる。その結果、スクリュー圧縮機(1)において、スクリューロータ(40)の回転軸に対する螺旋溝(41)の軸ずれを抑制することができ、スクリュー圧縮機(1)の性能を向上させることができる。 According to the third aspect of the present invention, the spiral groove (41) and the reference surfaces (48a, 48b) are processed while the screw rotor base material (120) is rotatably supported around the predetermined rotation axis (A). Then, the shaft member (21) is inserted into the hole (47) of the screw rotor base material (120) and the screw rotor base material (120) is supported again with reference to the reference surfaces (48a, 48b). By processing the supported portions (21a, 21b) of the shaft member (21) with the reference surfaces (48a, 48b) as a reference in the re-supported state, the shaft center of the spiral groove (41) and the shaft member (21 ) With the axis of the supported portion (21a, 21b) with high accuracy. As a result, in the screw compressor (1), the axial displacement of the spiral groove (41) with respect to the rotation shaft of the screw rotor (40) can be suppressed, and the performance of the screw compressor (1) can be improved.
第4の発明によれば、スクリューロータ母材(120)が基準面(48a,48b)を基準に支持された状態で、該基準面(48a,48b)を基準にスクリューロータ母材(120)の外周形状を仕上げ加工することによって、スクリューロータ(40)の外周形状の軸心も、軸部材挿通用の孔(47)の軸心又は軸部材(21)の被支持部(21a,21b)の軸心と高精度に一致させることができる。 According to the fourth invention, in a state where the screw rotor base material (120) is supported with reference to the reference surfaces (48a, 48b), the screw rotor base material (120) with reference to the reference surfaces (48a, 48b). By finishing the outer shape of the shaft, the shaft center of the outer shape of the screw rotor (40) is also the shaft center of the shaft member insertion hole (47) or the supported portion (21a, 21b) of the shaft member (21). It is possible to match with the axis of
第5の発明によれば、スクリューロータ(40)の軸方向一端部に設けられ且つスクリューロータ(40)がスクリュー圧縮機(1)に搭載されたときに軸受ホルダ(60)との間で屈曲した隙間を形成する小径部(46)に基準面(48a)を加工することによって、基準面(48a)を加工する専用の部分をスクリューロータ母材(120)に別途設ける必要がなく、小径部(46)を利用して基準面(48a)を加工することができる。 According to the fifth invention, the screw rotor (40) is provided at one end in the axial direction and is bent with respect to the bearing holder (60) when the screw rotor (40) is mounted on the screw compressor (1). By processing the reference surface (48a) in the small diameter part (46) that forms the gap, there is no need to provide a dedicated part for processing the reference surface (48a) in the screw rotor base material (120). The reference surface (48a) can be processed using (46).
第6の発明によれば、削除工程を設けることによって、完成したスクリューロータ(40)には基準面(48b)が残らないため、完成時のスクリューロータ(40)を考慮することなく、加工時のことだけを考慮して基準面(48b)を任意に加工することができる。 According to the sixth aspect of the invention, since the reference surface (48b) does not remain on the completed screw rotor (40) by providing a deletion step, the screw rotor (40) at the time of completion is not taken into consideration. The reference surface (48b) can be arbitrarily processed in consideration of only the above.
第7の発明によれば、前記第1加工工程において、先に螺旋溝(41)を加工し、後で基準面(48a,48b)を加工することによって、螺旋溝(41)の軸心と基準面(48a,48b)の軸心とをより高精度に一致させることができる。 According to the seventh invention, in the first machining step, the spiral groove (41) is first machined, and the reference surfaces (48a, 48b) are machined later, whereby the axial center of the spiral groove (41) The axis of the reference plane (48a, 48b) can be matched with higher accuracy.
以下、本発明の実施形態を図面に基づいて詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
《発明の実施形態1》
以下、本発明の実施形態を図面に基づいて詳細に説明する。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
本発明の実施形態に係るスクリューロータ製造方法によって製造されるスクリューロータ(40)は、シングルスクリュー圧縮機(以下、単にスクリュー圧縮機という)(1)に用いられる。そこで、まず、スクリュー圧縮機(1)について説明する。 A screw rotor (40) manufactured by a screw rotor manufacturing method according to an embodiment of the present invention is used for a single screw compressor (hereinafter simply referred to as a screw compressor) (1). First, the screw compressor (1) will be described.
このスクリュー圧縮機(1)は、冷凍サイクルを行う冷媒回路に設けられて冷媒を圧縮するためのものである。スクリュー圧縮機(1)は、図2,3に示すように、密閉型に構成されている。このスクリュー圧縮機(1)では、圧縮機構(20)とそれを駆動する電動機(11)とが1つのケーシング(10)に収容されている。圧縮機構(20)は、駆動軸(21)を介して電動機(11)と連結されている。また、ケーシング(10)内には、冷媒回路の蒸発器から低圧のガス冷媒が導入されると共に該低圧ガスを圧縮機構(20)へ案内する低圧空間(S1)と、圧縮機構(20)から吐出された高圧のガス冷媒が流入する高圧空間(S2)とが区画形成されている。 The screw compressor (1) is provided in a refrigerant circuit that performs a refrigeration cycle and compresses the refrigerant. As shown in FIGS. 2 and 3, the screw compressor (1) is configured in a hermetic type. In the screw compressor (1), the compression mechanism (20) and the electric motor (11) for driving the compression mechanism (20) are accommodated in one casing (10). The compression mechanism (20) is connected to the electric motor (11) via the drive shaft (21). Further, in the casing (10), a low-pressure gas refrigerant is introduced from the evaporator of the refrigerant circuit and the low-pressure space (S1) for guiding the low-pressure gas to the compression mechanism (20), and the compression mechanism (20) A high-pressure space (S2) into which the discharged high-pressure gas refrigerant flows is partitioned.
前記電動機(11)は、ステータ(12)とロータ(13)とを備えている。ステータ(12)は、低圧空間(S1)においてケーシング(10)の内周面に固定されている。ロータ(13)には駆動軸(21)の一端部が連結されていて、該駆動軸(21)がロータ(13)と共に回転軸(X)回りに回転するように構成されている。 The electric motor (11) includes a stator (12) and a rotor (13). The stator (12) is fixed to the inner peripheral surface of the casing (10) in the low-pressure space (S1). One end of a drive shaft (21) is connected to the rotor (13), and the drive shaft (21) is configured to rotate about the rotation axis (X) together with the rotor (13).
圧縮機構(20)は、ケーシング(10)内に形成された円筒壁(30)と、該円筒壁(30)の中に配置された1つのスクリューロータ(40)と、該スクリューロータ(40)に噛み合う2つのゲートロータ(50)(図1では省略)とを備えている。 The compression mechanism (20) includes a cylindrical wall (30) formed in the casing (10), a single screw rotor (40) disposed in the cylindrical wall (30), and the screw rotor (40). Two gate rotors (50) (not shown in FIG. 1).
図4,5に示すように、スクリューロータ(40)は、概ね円柱状に形成された金属製の部材である。スクリューロータ(40)の外径は、円筒壁(30)の内径よりも若干小さく設定されており、スクリューロータ(40)の外周面が円筒壁(30)の内周面と摺接するように構成されている。スクリューロータ(40)の外周部には、スクリューロータ(40)の軸方向一端から他端へ向かって螺旋状に延びる螺旋溝(41)が複数(本実施形態では、6本)形成されている。 As shown in FIGS. 4 and 5, the screw rotor (40) is a metal member formed in a substantially cylindrical shape. The outer diameter of the screw rotor (40) is set slightly smaller than the inner diameter of the cylindrical wall (30), and the outer peripheral surface of the screw rotor (40) is in sliding contact with the inner peripheral surface of the cylindrical wall (30). Has been. A plurality (six in this embodiment) of spiral grooves (41) extending spirally from one axial end to the other end of the screw rotor (40) are formed on the outer periphery of the screw rotor (40). .
複数の螺旋溝(41)のそれぞれは、円柱状のスクリューロータ(40)の軸心周りに対称な形状をしている(すなわち、スクリューロータ(40)の横断面において、螺旋溝(41)のそれぞれは、スクリューロータ(40)の中心に対して点対称な形状をしている)。そして、複数の螺旋溝(41)が或る軸周りに対称となるときのその軸を螺旋溝(41)の軸心という。スクリューロータ(40)に対して螺旋溝(41)が精度良く形成されているときには、螺旋溝(41)の軸心はスクリューロータ(40)の軸心と一致する。 Each of the plurality of spiral grooves (41) has a symmetric shape around the axial center of the cylindrical screw rotor (40) (that is, in the cross section of the screw rotor (40), Each has a point-symmetric shape with respect to the center of the screw rotor (40). The axis when the plurality of spiral grooves (41) are symmetric about a certain axis is referred to as the axis of the spiral groove (41). When the spiral groove (41) is accurately formed with respect to the screw rotor (40), the axis of the spiral groove (41) coincides with the axis of the screw rotor (40).
ここで、スクリューロータ(40)の軸方向一端側の周縁部にはテーパ面(45)が形成されていて、螺旋溝(41)の一端部はテーパ面(45)に開口している。各螺旋溝(41)は、テーパ面(45)に開口する一端部(図6における左端部)が始端部となり、他端部(同図における右端部)が終端部となっている。一方、螺旋溝(41)の終端部は、スクリューロータ(40)の軸方向他端側においてその側周面に開口している。螺旋溝(41)では、両側の側壁面(42,43)のうち、ゲート(51)の進行方向の前側に位置するものが第1側壁面(42)となり、ゲート(51)の進行方向の後側に位置するものが第2側壁面(43)となっている。 Here, the taper surface (45) is formed in the peripheral part of the axial direction one end side of the screw rotor (40), and the one end part of the spiral groove (41) is opened to the taper surface (45). Each spiral groove (41) has one end portion (left end portion in FIG. 6) opening in the tapered surface (45) as a start end portion, and the other end portion (right end portion in FIG. 6) is a termination portion. On the other hand, the terminal end of the spiral groove (41) is open to the side circumferential surface at the other axial end of the screw rotor (40). In the spiral groove (41), of the side wall surfaces (42, 43) on both sides, the one located on the front side in the traveling direction of the gate (51) is the first side wall surface (42), and the traveling direction of the gate (51) What is located on the rear side is the second side wall surface (43).
また、スクリューロータ(40)の他端部には、螺旋溝(41)が形成されている本体部(40a)よりも外径が小さな小径部(46)が形成されている。 Moreover, the small diameter part (46) whose outer diameter is smaller than the main-body part (40a) in which the spiral groove (41) is formed is formed in the other end part of the screw rotor (40).
さらに、スクリューロータ(40)には、図1に示すように、駆動軸(21)を挿通させるための挿通孔(47)が該スクリューロータ(40)の軸心を通って貫通形成されている。この挿通孔(47)が孔を構成する。 Furthermore, as shown in FIG. 1, the screw rotor (40) is formed with an insertion hole (47) through which the drive shaft (21) is inserted, through the axial center of the screw rotor (40). . This insertion hole (47) constitutes a hole.
このように構成されたスクリューロータ(40)には、駆動軸(21)が挿通されている。詳しくは、駆動軸(21)の一端部には、前述の如く、前記電動機(11)のロータ(13)が連結されており、該駆動軸(21)の他端部がスクリューロータ(40)の挿通孔(47)に挿通される。スクリューロータ(40)と駆動軸(21)は、キー(22)によって連結されている。駆動軸(21)は、スクリューロータ(40)と同軸上に配置されている。 The drive shaft (21) is inserted through the screw rotor (40) configured as described above. Specifically, as described above, the rotor (13) of the electric motor (11) is connected to one end of the drive shaft (21), and the other end of the drive shaft (21) is connected to the screw rotor (40). Is inserted into the insertion hole (47). The screw rotor (40) and the drive shaft (21) are connected by a key (22). The drive shaft (21) is arranged coaxially with the screw rotor (40).
このように、スクリューロータ(40)と電動機(11)のロータ(13)とが駆動軸(21)に連結された状態でケーシング(10)内に収容される。このとき、スクリューロータ(40)は、円筒壁(30)に回転可能に嵌合しており、その外周面が円筒壁(30)の内周面と摺接する。 Thus, the screw rotor (40) and the rotor (13) of the electric motor (11) are accommodated in the casing (10) in a state of being connected to the drive shaft (21). At this time, the screw rotor (40) is rotatably fitted to the cylindrical wall (30), and the outer peripheral surface thereof is in sliding contact with the inner peripheral surface of the cylindrical wall (30).
ここで、駆動軸(21)の一端部にはロータ(13)から突出する第1被支持部(21a)が形成されており、この第1被支持部(21a)がコロ軸受(14)に回転自在に支持されている。一方、駆動軸(21)の他端部にはスクリューロータ(40)から突出する第2被支持部(21b)が形成されており、この第2被支持部(21b)が圧縮機構(20)の高圧側に位置する玉軸受(61)に回転自在に支持されている。 Here, a first supported portion (21a) projecting from the rotor (13) is formed at one end of the drive shaft (21), and this first supported portion (21a) is formed on the roller bearing (14). It is supported rotatably. On the other hand, a second supported portion (21b) protruding from the screw rotor (40) is formed at the other end portion of the drive shaft (21), and this second supported portion (21b) is a compression mechanism (20). Is supported rotatably on a ball bearing (61) located on the high-pressure side.
前記玉軸受(61)は、ケーシング(10)の円筒壁(30)に嵌合された軸受ホルダ(60)に設置されている。軸受ホルダ(60)の、スクリューロータ(40)側の端面の周縁部には、スクリューロータ(40)側に突出した環状壁部(62)が設けられている。 The ball bearing (61) is installed in a bearing holder (60) fitted to the cylindrical wall (30) of the casing (10). An annular wall portion (62) protruding toward the screw rotor (40) is provided at the peripheral edge of the end surface of the bearing holder (60) on the screw rotor (40) side.
この環状壁部(62)は、スクリューロータ(40)が円筒壁(30)内に配置されたときに、該スクリューロータ(40)の小径部(46)が該環状壁部(62)の内周側に入り込むように構成されている。このとき、小径部(46)と環状壁部(62)との間には若干の隙間が形成されており、スクリューロータ(40)の小径部(46)と軸受ホルダ(60)の環状壁部(62)とは径方向にも軸方向にも接触していない。つまり、小径部(46)と環状壁部(62)との間には、スクリューロータ(40)の外周面から径方向内方に入り込んだ後、軸方向に屈曲し、その後、さらに径方向内側に屈曲した、即ち、縦断面がクランク状に屈曲した形状の隙間が形成されている。 When the screw rotor (40) is disposed in the cylindrical wall (30), the annular wall portion (62) is formed so that the small diameter portion (46) of the screw rotor (40) is within the annular wall portion (62). It is configured to enter the circumferential side. At this time, a slight gap is formed between the small diameter portion (46) and the annular wall portion (62), and the small diameter portion (46) of the screw rotor (40) and the annular wall portion of the bearing holder (60). (62) is not in radial or axial contact. That is, between the small diameter portion (46) and the annular wall portion (62), after entering the radially inward from the outer peripheral surface of the screw rotor (40), it is bent in the axial direction and then further radially inward. In other words, a gap having a shape in which the longitudinal section is bent in a crank shape is formed.
各ゲートロータ(50)は、長方形板状に形成された複数(本実施形態では、11枚)のゲート(51)が放射状に設けられた樹脂製の部材である。各ゲートロータ(50)は、円筒壁(30)の外側にスクリューロータ(40)を挟んで対称に配置され、軸心がスクリューロータ(40)の軸心と直交している。各ゲートロータ(50)は、ゲート(51)が円筒壁(30)の一部を貫通してスクリューロータ(40)の螺旋溝(41)に噛み合うように配置されている。 Each gate rotor (50) is a resin member in which a plurality (11 in this embodiment) of gates (51) formed in a rectangular plate shape are provided radially. Each gate rotor (50) is symmetrically disposed on the outside of the cylindrical wall (30) with the screw rotor (40) interposed therebetween, and the axis is perpendicular to the axis of the screw rotor (40). Each gate rotor (50) is arranged so that the gate (51) penetrates a part of the cylindrical wall (30) and meshes with the spiral groove (41) of the screw rotor (40).
ゲートロータ(50)は、金属製のロータ支持部材(55)に取り付けられている(図5を参照)。ロータ支持部材(55)は、基部(56)とアーム部(57)と軸部(58)とを備えている。基部(56)は、やや肉厚の円板状に形成されている。アーム部(57)は、ゲートロータ(50)のゲート(51)と同数だけ設けられており、基部(56)の外周面から外側へ向かって放射状に延びている。軸部(58)は、棒状に形成されて基部(56)に立設されている。軸部(58)の中心軸は、基部(56)の中心軸と一致している。ゲートロータ(50)は、基部(56)及びアーム部(57)における軸部(58)とは反対側の面に取り付けられている。各アーム部(57)は、ゲート(51)の背面に当接している。 The gate rotor (50) is attached to a metal rotor support member (55) (see FIG. 5). The rotor support member (55) includes a base portion (56), an arm portion (57), and a shaft portion (58). The base (56) is formed in a slightly thick disk shape. The same number of arms (57) as the gates (51) of the gate rotor (50) are provided and extend radially outward from the outer peripheral surface of the base (56). The shaft portion (58) is formed in a rod shape and is erected on the base portion (56). The central axis of the shaft portion (58) coincides with the central axis of the base portion (56). The gate rotor (50) is attached to a surface of the base portion (56) and the arm portion (57) opposite to the shaft portion (58). Each arm part (57) is in contact with the back surface of the gate (51).
ゲートロータ(50)が取り付けられたロータ支持部材(55)は、円筒壁(30)に隣接してケーシング(10)内に区画形成されたゲートロータ室(90)に収容されている(図3を参照)。図3におけるスクリューロータ(40)の右側に配置されたロータ支持部材(55)は、ゲートロータ(50)が下端側となる姿勢で設置されている。一方、同図におけるスクリューロータ(40)の左側に配置されたロータ支持部材(55)は、ゲートロータ(50)が上端側となる姿勢で設置されている。各ロータ支持部材(55)の軸部(58)は、ゲートロータ室(90)内の軸受ハウジング(91)に玉軸受(92,93)を介して回転自在に支持されている。なお、各ゲートロータ室(90)は、低圧空間(S1)に連通している。 The rotor support member (55) to which the gate rotor (50) is attached is accommodated in a gate rotor chamber (90) defined in the casing (10) adjacent to the cylindrical wall (30) (FIG. 3). See). The rotor support member (55) disposed on the right side of the screw rotor (40) in FIG. 3 is installed in such a posture that the gate rotor (50) is on the lower end side. On the other hand, the rotor support member (55) disposed on the left side of the screw rotor (40) in the figure is installed in such a posture that the gate rotor (50) is on the upper end side. The shaft portion (58) of each rotor support member (55) is rotatably supported by a bearing housing (91) in the gate rotor chamber (90) via ball bearings (92, 93). Each gate rotor chamber (90) communicates with the low pressure space (S1).
圧縮機構(20)では、円筒壁(30)の内周面と、スクリューロータ(40)の螺旋溝(41)と、ゲートロータ(50)のゲート(51)とによって囲まれた空間が圧縮室(23)になる。スクリューロータ(40)の螺旋溝(41)は、吸入側端部において低圧空間(S1)に開放しており、この開放部分が圧縮機構(20)の吸入口(24)になっている。 In the compression mechanism (20), a space surrounded by the inner peripheral surface of the cylindrical wall (30), the spiral groove (41) of the screw rotor (40), and the gate (51) of the gate rotor (50) is compressed. (23) The spiral groove (41) of the screw rotor (40) is open to the low pressure space (S1) at the suction side end, and this open part is the suction port (24) of the compression mechanism (20).
スクリュー圧縮機(1)には、容量制御機構としてスライドバルブ(70)が設けられている。このスライドバルブ(70)は、円筒壁(30)がその周方向の2カ所において径方向外側に膨出したスライドバルブ収納部(31)内に設けられている。スライドバルブ(70)は、内面が円筒壁(30)の内周面の一部を構成すると共に、円筒壁(30)の軸心方向にスライド可能に構成されている。 The screw compressor (1) is provided with a slide valve (70) as a capacity control mechanism. The slide valve (70) is provided in a slide valve housing portion (31) in which a cylindrical wall (30) bulges radially outward at two locations in the circumferential direction. The slide valve (70) is configured such that its inner surface forms part of the inner peripheral surface of the cylindrical wall (30) and is slidable in the axial direction of the cylindrical wall (30).
図示は省略するが、スライドバルブ(70)には、圧縮室(23)と高圧空間(S2)とを連通させるための吐出口が形成されている。つまり、圧縮室(23)で圧縮された冷媒は、スライドバルブ(70)の吐出口から高圧空間(S2)に吐出される。また、円筒壁(30)には、圧縮室(23)から低圧空間(S1)へ冷媒を戻すためのバイパス通路の上流端が開口しており、スライドバルブ(70)はこのバイパス通路の上流端を開閉して、圧縮機構(20)の容量を調整する。 Although not shown, the slide valve (70) has a discharge port for communicating the compression chamber (23) and the high-pressure space (S2). That is, the refrigerant compressed in the compression chamber (23) is discharged from the discharge port of the slide valve (70) to the high pressure space (S2). The cylindrical wall (30) has an upstream end of a bypass passage for returning the refrigerant from the compression chamber (23) to the low pressure space (S1), and the slide valve (70) is an upstream end of the bypass passage. Open and close to adjust the capacity of the compression mechanism (20).
−運転動作−
前記シングルスクリュー圧縮機(1)の運転動作について説明する。
-Driving action-
The operation of the single screw compressor (1) will be described.
シングルスクリュー圧縮機(1)において電動機を起動すると、駆動軸(21)が回転するのに伴ってスクリューロータ(40)が回転する。このスクリューロータ(40)の回転に伴ってゲートロータ(50)も回転し、圧縮機構(20)が吸入行程、圧縮行程および吐出行程を繰り返す。ここでは、図6において網掛けを付した圧縮室(23)に着目して説明する。 When the electric motor is started in the single screw compressor (1), the screw rotor (40) rotates as the drive shaft (21) rotates. As the screw rotor (40) rotates, the gate rotor (50) also rotates, and the compression mechanism (20) repeats the suction stroke, the compression stroke, and the discharge stroke. Here, the description will be given focusing on the compression chamber (23) shaded in FIG.
図6(A)において、網掛けを付した圧縮室(23)は、低圧空間(S1)に連通している。また、この圧縮室(23)が形成されている螺旋溝(41)は、同図の下側に位置するゲートロータ(50)のゲート(51)と噛み合わされている。スクリューロータ(40)が回転すると、このゲート(51)が螺旋溝(41)の終端へ向かって相対的に移動し、それに伴って圧縮室(23)の容積が拡大する。その結果、低圧空間(S1)の低圧ガス冷媒が吸入口(24)を通じて圧縮室(23)へ吸い込まれる。 In FIG. 6 (A), the compression chamber (23) with shading communicates with the low-pressure space (S1). Further, the spiral groove (41) in which the compression chamber (23) is formed meshes with the gate (51) of the gate rotor (50) located on the lower side of the figure. When the screw rotor (40) rotates, the gate (51) relatively moves toward the terminal end of the spiral groove (41), and the volume of the compression chamber (23) increases accordingly. As a result, the low-pressure gas refrigerant in the low-pressure space (S1) is sucked into the compression chamber (23) through the suction port (24).
スクリューロータ(40)が更に回転すると、図6(B)の状態となる。同図において、網掛けを付した圧縮室(23)は、閉じきり状態となっている。つまり、この圧縮室(23)が形成されている螺旋溝(41)は、同図の上側に位置するゲートロータ(50)のゲート(51)と噛み合わされ、このゲート(51)によって低圧空間(S1)から仕切られている。そして、スクリューロータ(40)の回転に伴ってゲート(51)が螺旋溝(41)の終端へ向かって移動すると、圧縮室(23)の容積が次第に縮小する。その結果、圧縮室(23)内のガス冷媒が圧縮される。 When the screw rotor (40) further rotates, the state shown in FIG. 6 (B) is obtained. In the figure, the compression chamber (23) with shading is completely closed. That is, the spiral groove (41) in which the compression chamber (23) is formed meshes with the gate (51) of the gate rotor (50) located on the upper side of the figure, and the low pressure space ( It is partitioned from S1). When the gate (51) moves toward the end of the spiral groove (41) as the screw rotor (40) rotates, the volume of the compression chamber (23) gradually decreases. As a result, the gas refrigerant in the compression chamber (23) is compressed.
スクリューロータ(40)が更に回転すると、図6(C)の状態となる。同図において、網掛けを付した圧縮室(23)は、吐出口(図示省略)を介して高圧空間(S2)と連通した状態となっている。そして、スクリューロータ(40)の回転に伴ってゲート(51)が螺旋溝(41)の終端へ向かって移動すると、圧縮された冷媒ガスが圧縮室(23)から高圧空間(S2)へ押し出されてゆく。 When the screw rotor (40) further rotates, the state shown in FIG. In the figure, the shaded compression chamber (23) is in communication with the high-pressure space (S2) via a discharge port (not shown). When the gate (51) moves toward the end of the spiral groove (41) as the screw rotor (40) rotates, the compressed refrigerant gas is pushed out from the compression chamber (23) to the high-pressure space (S2). Go.
尚、圧縮室(23)が閉じきり状態となったときには、ゲート(51)と螺旋溝(41)の壁面(42,43,44)とは物理的に擦れ合っている必要はなく、両者の間に微小な隙間があっても差し支えない。つまり、ゲート(51)と螺旋溝(41)の壁面(42,43,44)と間に微小な隙間があっても、この隙間が潤滑油からなる油膜でシールできる程度のものであれば、圧縮室(23)の気密性は保たれ、圧縮室(23)から漏れ出すガス冷媒の量は僅かな量に抑えられる。 When the compression chamber (23) is completely closed, the gate (51) and the wall surface (42, 43, 44) of the spiral groove (41) do not have to physically rub against each other. There is no problem even if there are minute gaps between them. In other words, even if there is a minute gap between the gate (51) and the wall surface (42, 43, 44) of the spiral groove (41), if this gap can be sealed with an oil film made of lubricating oil, The air tightness of the compression chamber (23) is maintained, and the amount of gas refrigerant leaking from the compression chamber (23) is suppressed to a small amount.
−スクリューロータ加工装置−
続いて、本実施形態のスクリューロータ加工装置(以下、単に加工装置という)(100)について説明する。この加工装置(100)は、後述する第1加工工程で用いられる。
-Screw rotor processing equipment-
Subsequently, a screw rotor processing apparatus (hereinafter simply referred to as a processing apparatus) (100) of the present embodiment will be described. This processing apparatus (100) is used in a first processing step described later.
加工装置(100)は、図7,8に示すように、エンドミル等の工具(110)を支持する工具支持ユニット(200)と、被削物であるスクリューロータ母材(120)を支持する母材支持ユニット(300)と、これら工具支持ユニット(200)及び母材支持ユニット(300)が配設された基台(130)とを備えている。 As shown in FIGS. 7 and 8, the machining apparatus (100) includes a tool support unit (200) that supports a tool (110) such as an end mill, and a mother that supports a screw rotor base material (120) that is a workpiece. A material support unit (300) and a base (130) on which the tool support unit (200) and the base material support unit (300) are disposed are provided.
工具支持ユニット(200)は、基台(130)に配設されたコラム(210)と、該コラム(210)に取り付けられたスピンドル部(220)とを有している。 The tool support unit (200) includes a column (210) disposed on the base (130) and a spindle part (220) attached to the column (210).
コラム(210)は、基台(130)の上面に設けられたZ軸ガイドレール(140,140)に対して摺動自在に取り付けられていて、該Z軸ガイドレール(140,140)が延びるZ軸方向に移動可能となっている。このコラム(210)の、母材支持ユニット(300)と対向する面には、Y軸に沿って延びるY軸ガイドレール(150,150)が延設されている。このY軸は、鉛直方向に延びている。 The column (210) is slidably attached to a Z-axis guide rail (140, 140) provided on the upper surface of the base (130), and extends in the Z-axis direction in which the Z-axis guide rail (140, 140) extends. It is movable. A Y-axis guide rail (150, 150) extending along the Y-axis extends on the surface of the column (210) facing the base material support unit (300). The Y axis extends in the vertical direction.
スピンドル部(220)は、エンドミル等の工具(110)が取り付けられる主軸(230)を有している。この主軸(230)は、コラム(210)のY軸ガイドレール(150,150)に摺動自在に取り付けられたベース部(240)に対して、その回転軸がZ軸方向に延びるようにして取り付けられている。すなわち、スピンドル部(220)は、Y軸ガイドレール(150,150)が延びるY軸方向に移動可能となっていると共に、工具(110)を前記Z軸ガイドレール(140,140)と平行に延びる回転軸回りに回転駆動する。 The spindle section (220) has a main shaft (230) to which a tool (110) such as an end mill is attached. The main shaft (230) is attached to the base portion (240) slidably attached to the Y-axis guide rails (150, 150) of the column (210) so that the rotation shaft extends in the Z-axis direction. ing. That is, the spindle portion (220) is movable in the Y-axis direction in which the Y-axis guide rail (150, 150) extends, and the tool (110) is rotated around the rotation axis extending in parallel with the Z-axis guide rail (140, 140). To rotate.
このように構成された工具支持ユニット(200)は、スピンドル部(220)で工具(110)を支持し且つ回転駆動すると共に、該工具(110)をY軸及びZ軸に沿って平行移動させる。 The tool support unit (200) thus configured supports the tool (110) by the spindle portion (220) and rotationally drives it, and translates the tool (110) along the Y axis and the Z axis. .
一方、母材支持ユニット(300)は、基台(130)に対して回転自在に配設された回転テーブル(310)と、該回転テーブル(310)上に設置されて被削物であるスクリューロータ母材(120)をクランプするクランプ部(320)と、該回転テーブル(310)上に設置されて該クランプ部(320)に支持されたスクリューロータ母材(120)の回転中心を支持するセンタ押し台(330)とを有している。この母材支持ユニット(300)が母材支持部を構成する。 On the other hand, the base material support unit (300) includes a rotary table (310) that is rotatably arranged with respect to the base (130), and a screw that is a work piece that is installed on the rotary table (310). A clamp part (320) for clamping the rotor base material (120), and a rotation center of the screw rotor base material (120) installed on the rotary table (310) and supported by the clamp part (320). And a center push stand (330). This base material support unit (300) constitutes a base material support.
回転テーブル(310)は、基台(130)の上面に設けられ且つX軸方向(Y軸及びZ軸に直交する)に延びるX軸ガイドレール(160,160)に対して摺動自在に取り付けられた基礎部(311)と、該基礎部(311)に対して鉛直方向に延びる鉛直軸(B)回りに回転自在に取り付けられた回転台(312)とを有している。すなわち、回転テーブル(310)は、基礎部(311)を介してX軸方向に移動可能に構成されていると共に、回転台(312)を介して鉛直軸(B)回りに回転可能に構成されている。 The rotary table (310) is slidably attached to an X-axis guide rail (160, 160) provided on the upper surface of the base (130) and extending in the X-axis direction (perpendicular to the Y-axis and Z-axis). It has a base part (311) and a turntable (312) attached to be rotatable about a vertical axis (B) extending in the vertical direction with respect to the base part (311). That is, the rotary table (310) is configured to be movable in the X-axis direction via the base portion (311), and is configured to be rotatable around the vertical axis (B) via the rotary table (312). ing.
クランプ部(320)は、水平方向に延びる水平軸(A)回りにスクリューロータ母材(120)を回転自在に支持する。詳しくは、クランプ部(320)には、図9に示すように、軸状の治具(340)がその軸心を中心にして水平軸(A)周りに回転するように設けられている。この治具(340)には、その先端側からスクリューロータ母材(120)が該スクリューロータ母材(120)の下孔(121)を該治具(340)に挿通させるようにして装着される。そして、治具(340)の先端側からスペーサ(350)を介してナット(360)を締結することで、スクリューロータ母材(120)が治具(340)に対して固定される。この治具(340)は、クランプ部(320)に対して取り外し可能であって、加工するスクリューロータ母材(120)の下孔径や軸方向長さ等に応じて取り替えられる。尚、前記水平軸(A)は、回転台(312)の回転中心となる鉛直軸(B)と交差している。 The clamp part (320) rotatably supports the screw rotor base material (120) around a horizontal axis (A) extending in the horizontal direction. Specifically, as shown in FIG. 9, the clamp (320) is provided with a shaft-shaped jig (340) that rotates around the horizontal axis (A) about the axis. The screw rotor base material (120) is attached to the jig (340) from the tip side so that the pilot hole (121) of the screw rotor base material (120) is inserted into the jig (340). The Then, the screw rotor base material (120) is fixed to the jig (340) by fastening the nut (360) through the spacer (350) from the tip side of the jig (340). The jig (340) can be removed from the clamp part (320), and can be replaced in accordance with the diameter of the prepared hole of the screw rotor base material (120) to be processed, the axial length, or the like. The horizontal axis (A) intersects the vertical axis (B) that is the rotation center of the turntable (312).
また、センタ押し台(330)は、回転テーブル(310)上に配設されており、センタ(331)が前記水平軸(A)に沿って進退自在に構成されている。このセンタ(331)の軸心は、クランプ部(320)の水平軸(A)と一致しており、クランプ部(320)側に進出したときには、クランプ部(320)に回転自在に設けられた治具(340)の回転中心に対して該治具(340)の先端側から当接するように構成されている。すなわち、センタ押し台(330)は、クランプ部(320)によって片持ち状に支持された治具(340)の自由端において、その回転中心をセンタ押しすることで、クランプ部(320)によって水平軸(A)回りに回転駆動される治具(340)、ひいてはスクリューロータ母材(120)の軸ブレを防止している。 The center pusher (330) is disposed on the rotary table (310), and the center (331) is configured to be able to advance and retract along the horizontal axis (A). The center of the center (331) coincides with the horizontal axis (A) of the clamp part (320), and is provided rotatably on the clamp part (320) when advanced to the clamp part (320) side. It is comprised so that it may contact | abut from the front end side of this jig | tool (340) with respect to the rotation center of a jig | tool (340). That is, the center push stand (330) is horizontally pushed by the clamp portion (320) by pushing the center of rotation at the free end of the jig (340) supported in a cantilevered manner by the clamp portion (320). The jig (340) that is driven to rotate around the axis (A), and thus the shaft rotor of the screw rotor base material (120) is prevented.
つまり、母材支持ユニット(300)は、クランプ部(320)でクランプしたスクリューロータ母材(120)をX軸に沿って平行移動させると共に、水平軸(A)及び鉛直軸(B)回りに回転させる。 That is, the base material support unit (300) translates the screw rotor base material (120) clamped by the clamp portion (320) along the X axis, and around the horizontal axis (A) and the vertical axis (B). Rotate.
ここで、母材支持ユニット(300)は、鉛直軸(B)がクランプ部(320)及びセンタ押し台(330)を含む回転台(312)の重心を通るように構成されている。こうすることで、回転台(312)の鉛直軸(B)回りの慣性モーメントが小さくなるため、回転台(312)の駆動トルクや制動トルクが小さくなり、スクリューロータ母材(120)を鉛直軸(B)回りに回転させ易くなる。また、回転台(312)を回転させるときの遠心力が小さくなるため、この点においても、スクリューロータ母材(120)を鉛直軸(B)回りに回転させ易くなる。 Here, the base material support unit (300) is configured such that the vertical axis (B) passes through the center of gravity of the turntable (312) including the clamp portion (320) and the center push stand (330). By doing this, the moment of inertia around the vertical axis (B) of the turntable (312) is reduced, so the drive torque and braking torque of the turntable (312) are reduced, and the screw rotor base material (120) is moved to the vertical axis. (B) It becomes easy to rotate around. Further, since the centrifugal force when rotating the turntable (312) is reduced, the screw rotor base material (120) can be easily rotated around the vertical axis (B) also in this respect.
さらに、母材支持ユニット(300)は、鉛直軸(B)がクランプ部(320)にクランプされたスクリューロータ母材(120)を通るように構成されている。換言すれば、スクリューロータ母材(120)が鉛直軸(B)上に位置するようにクランプ部(320)に取り付けられている。こうすることで、スクリューロータ母材(120)の姿勢を変化させるべく該スクリューロータ母材(120)を回転させたときに、回転の前後で、スクリューロータ母材(120)と工具(110)との相対位置関係があまり変わらず、回転したスクリューロータ母材(120)に応じて工具(110)を相対的に移動させる量(工具支持ユニット(200)をY軸方向及びZ軸方向に移動させる量や回転テーブル(310)をX軸方向に移動させる量)を抑制することができる。 Furthermore, the base material support unit (300) is configured so that the vertical axis (B) passes through the screw rotor base material (120) clamped by the clamp portion (320). In other words, the screw rotor base material (120) is attached to the clamp part (320) so as to be positioned on the vertical axis (B). In this way, when the screw rotor base material (120) is rotated to change the posture of the screw rotor base material (120), the screw rotor base material (120) and the tool (110) before and after the rotation. The relative position of the tool (110) is relatively moved in accordance with the rotated screw rotor base material (120) (the tool support unit (200) is moved in the Y-axis and Z-axis directions). And the amount by which the rotary table (310) is moved in the X-axis direction) can be suppressed.
また、前記母材支持ユニット(300)においては、鉛直軸(B)回りに回転可能な回転テーブル(310)を基台(130)上にまず配設し、スクリューロータ母材(120)を水平軸(A)回りに回転可能に支持するクランプ部(320)を該回転テーブル(310)上に配設することによって、回転テーブル(310)を鉛直軸(B)回りに回転させても、スクリューロータ母材(120)の姿勢はその軸(スクリューロータ(40)の軸)が水平方向を向いたままであり、また、クランプ部(320)によりスクリューロータ母材(120)を水平軸(A)回りに回転させても、当然ながら、スクリューロータ母材(120)の姿勢はその軸(スクリューロータ(40)の軸)が水平方向を向いたままであるため、クランプ部(320)や回転テーブル(310)へのスクリューロータ母材(120)の重力の影響は変わらない。その結果、スクリューロータ母材(120)の重力の影響の変化を考慮することなく、スクリューロータ母材(120)を回転移動させることができ、スクリューロータ母材(120)の姿勢及び位置を高精度に制御することができる。 In the base material support unit (300), a rotary table (310) that can rotate about the vertical axis (B) is first disposed on the base (130), and the screw rotor base material (120) is placed horizontally. Even if the rotary table (310) is rotated around the vertical axis (B) by arranging the clamp part (320) supported rotatably around the axis (A) on the rotary table (310), the screw The orientation of the rotor base material (120) is such that its axis (the axis of the screw rotor (40)) remains in the horizontal direction, and the screw rotor base material (120) is moved to the horizontal axis (A) by the clamp part (320). Of course, even if it is rotated around, the orientation of the screw rotor base material (120) remains the horizontal direction (the axis of the screw rotor (40)), so the clamp part (320) and the rotary table ( 310) the weight of screw rotor base material (120) to Of impact does not change. As a result, the screw rotor base material (120) can be rotated and moved without considering the influence of the gravity of the screw rotor base material (120), and the posture and position of the screw rotor base material (120) can be increased. The accuracy can be controlled.
このように構成された加工装置(100)は、制御部(図示省略)からの制御信号に応じて、工具支持ユニット(200)と母材支持ユニット(300)とを駆動することによって、図8に示すように、工具(110)及びスクリューロータ母材(120)を相対的に移動させて、該工具(110)でスクリューロータ母材(120)を加工する。この加工装置(100)は、工具(110)とスクリューロータ母材(120)とを前述の如く、3軸(X軸、Y軸及びZ軸)に沿って相対的に直進移動させる共に、2軸(水平軸(A)及び鉛直軸(B))回りに相対的に回転移動させることによって、前述の如く、螺旋溝(41)のように複雑な形状をしたものであっても加工することができる。 The machining apparatus (100) configured in this manner drives the tool support unit (200) and the base material support unit (300) in accordance with a control signal from a control unit (not shown), thereby FIG. As shown, the tool (110) and the screw rotor base material (120) are relatively moved, and the screw rotor base material (120) is processed by the tool (110). The machining apparatus (100) moves the tool (110) and the screw rotor base material (120) relatively straight along the three axes (X axis, Y axis, and Z axis) as described above, and 2 By rotating relative to the axis (horizontal axis (A) and vertical axis (B)), as described above, even complex shapes such as spiral grooves (41) can be processed. Can do.
以下、スクリューロータ(40)の製造方法について説明する。 Hereinafter, the manufacturing method of a screw rotor (40) is demonstrated.
スクリューロータ母材(120)は、図1(A)に示すように、概ね円柱状に形成された金属製の部材である。その外径は、完成品としてのスクリューロータ(40)の外径よりは若干大きくなっている。また、スクリューロータ母材(120)には、テーパ面(45)及び小径部(46)が形成されている。さらに、スクリューロータ母材(120)における、小径部(46)と反対側の端部には、後述する第2基準面(48b)を形成するための基準用段差部(49)が形成されている。さらにまた、スクリューロータ母材(120)には、駆動軸(21)を挿通させるための挿通孔(47)の下孔(121)が該スクリューロータ母材(120)の軸心を通って貫通形成されている。該下孔(121)には、スクリューロータ(40)と駆動軸(21)とを連結する際のキー(22)が嵌合するキー溝(122)が軸方向に沿って形成されている。 As shown in FIG. 1A, the screw rotor base material (120) is a metal member formed in a substantially columnar shape. The outer diameter is slightly larger than the outer diameter of the finished screw rotor (40). Further, the screw rotor base material (120) is formed with a tapered surface (45) and a small diameter portion (46). Further, a reference step (49) for forming a second reference surface (48b) to be described later is formed at the end of the screw rotor base material (120) opposite to the small diameter portion (46). Yes. Furthermore, the screw rotor base material (120) has a through hole (47) through which the drive shaft (21) is inserted, and a through hole (121) passes through the axis of the screw rotor base material (120). Is formed. In the lower hole (121), a key groove (122) into which a key (22) for connecting the screw rotor (40) and the drive shaft (21) is fitted is formed along the axial direction.
このように構成されたスクリューロータ母材(120)は、該スクリューロータ母材(120)を加工装置(100)で回転自在に支持する支持工程と、スクリューロータ母材(120)に螺旋溝(41)等を加工する溝加工工程等を行う第1加工工程と、スクリューロータ母材(120)を旋盤で支持し直す再支持工程と、スクリューロータ母材(120)に挿通孔(47)を加工する孔加工工程等を行う第2加工工程と、スクリューロータ母材(120)の不要な部分を削除する削除加工とを経て、図1(C)に示す完成品としてのスクリューロータ(40)に加工される。 The screw rotor base material (120) configured in this way includes a supporting step of rotatably supporting the screw rotor base material (120) by the processing device (100), and a spiral groove ( 41) a first machining step for performing a grooving step, etc., a re-supporting step for re-supporting the screw rotor base material (120) with a lathe, and an insertion hole (47) in the screw rotor base material (120). A screw rotor (40) as a finished product shown in FIG. 1 (C) after a second machining step for performing a hole machining step and the like, and a deletion process for removing unnecessary portions of the screw rotor base material (120). To be processed.
まず、スクリューロータ母材(120)を、支持工程において、加工装置(100)に取り付ける。詳しくは、図9に示すように、スクリューロータ母材(120)を治具(340)の先端側から、該下孔(121)を治具(340)に挿通させるようにして、装着する。そして、治具(340)の先端側からスペーサ(350)を介してナット(360)を締結することでスクリューロータ母材(120)を治具(340)に対して固定する。その後、センタ押し台(330)のセンタ(331)を進出させて、治具(340)を先端側からセンタ押しする。こうして、スクリューロータ母材(120)は、支持工程において、クランプ部(320)の水平軸(A)回りに回転自在に支持される。 First, the screw rotor base material (120) is attached to the processing device (100) in the supporting step. Specifically, as shown in FIG. 9, the screw rotor base material (120) is mounted from the front end side of the jig (340) so that the lower hole (121) is inserted through the jig (340). Then, the screw rotor base material (120) is fixed to the jig (340) by fastening the nut (360) through the spacer (350) from the tip side of the jig (340). Thereafter, the center (331) of the center push stand (330) is advanced, and the jig (340) is center-pressed from the tip side. Thus, the screw rotor base material (120) is rotatably supported around the horizontal axis (A) of the clamp part (320) in the supporting step.
次に、第1加工工程において、図10に示すように、加工装置(100)によってスクリューロータ母材(120)に螺旋溝(41)を加工する。 Next, in the first processing step, as shown in FIG. 10, the spiral groove (41) is processed in the screw rotor base material (120) by the processing device (100).
詳しくは、加工装置(100)は、予め数値データとして与えられた工具経路に基づいて工具(110)をスクリューロータ母材(120)に対して相対的に移動させることによって、螺旋溝(41)の加工が行われる。加工装置(100)は、複数種類の工具(110)を用いて、荒削りから仕上げまでの複数の工程を順次行う。例えば、加工装置(100)は、エンドミルを工具(110)として用い、スクリューロータ母材(120)に螺旋溝(41)の下溝を荒削りする。その後、螺旋溝(41)の第1側壁面(42)をエンドミル(110)で加工し、続いて、螺旋溝(41)の第2側壁面(43)をエンドミル(110)で加工して、螺旋溝(41)を仕上げる。 Specifically, the machining device (100) moves the tool (110) relative to the screw rotor base material (120) based on a tool path given in advance as numerical data, thereby causing the spiral groove (41) to move. Is processed. The machining apparatus (100) sequentially performs a plurality of steps from roughing to finishing using a plurality of types of tools (110). For example, the processing apparatus (100) uses an end mill as a tool (110) to rough-cut the lower groove of the spiral groove (41) on the screw rotor base material (120). Thereafter, the first side wall surface (42) of the spiral groove (41) is processed by the end mill (110), and then the second side wall surface (43) of the spiral groove (41) is processed by the end mill (110), Finish the spiral groove (41).
続いて、スクリューロータ母材(120)の支持状態を螺旋溝(41)を加工したときの支持状態と変えることなく、スクリューロータ母材(120)に第1基準面(48a)及び第2基準面(48b)を加工する。 Subsequently, without changing the support state of the screw rotor base material (120) to the support state when the spiral groove (41) is processed, the screw rotor base material (120) is provided with the first reference surface (48a) and the second reference surface. Process the surface (48b).
詳しくは、図11に示すように、エンドミル等の工具(110)でスクリューロータ母材(120)の小径部(46)に第1基準面(48a)を加工する。同様に、図12に示すように、エンドミル等の工具(110)でスクリューロータ母材(120)の基準用段差部(49)に第2基準面(48b)を加工する。つまり、第1基準面(48a)及び第2基準面(48b)は、水平軸(A)を軸心とする円柱面である。 Specifically, as shown in FIG. 11, the first reference surface (48a) is processed into the small diameter portion (46) of the screw rotor base material (120) with a tool (110) such as an end mill. Similarly, as shown in FIG. 12, the second reference surface (48b) is processed on the reference step (49) of the screw rotor base material (120) with a tool (110) such as an end mill. That is, the first reference surface (48a) and the second reference surface (48b) are cylindrical surfaces having the horizontal axis (A) as an axis.
こうして、第1加工工程においては、図1(B)に示すように、スクリューロータ母材(120)に、螺旋溝(41)と第1基準面(48a)と第2基準面(48b)とが加工される。 Thus, in the first processing step, as shown in FIG. 1 (B), the screw rotor base material (120) is provided with the spiral groove (41), the first reference surface (48a), and the second reference surface (48b). Is processed.
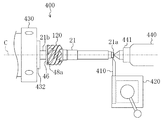
その後、再支持工程において、該スクリューロータ母材(120)を、加工装置(100)から取り外し、旋盤(400)に取り付ける。 Thereafter, in the re-supporting step, the screw rotor base material (120) is removed from the processing apparatus (100) and attached to the lathe (400).
詳しくは、旋盤(400)は、図13に示すように、バイト等の工具(410)を支持する工具支持ユニット(420)と、被削物であるスクリューロータ母材(120)を支持する母材支持ユニット(430)と、母材支持ユニット(430)に支持されたスクリューロータ母材(120)の回転中心に当接してセンタ押しするセンタ押し台(440)と、これら工具支持ユニット(420)、母材支持ユニット(430)及びセンタ押し台(440)が配設された基台(450)とを備えている。母材支持ユニット(430)は、スクリューロータ母材(120)を把持するチャック部(431)を有していて、該チャック部(431)で把持したスクリューロータ母材(120)を回転軸(C)周りに回転駆動する。工具支持ユニット(420)は、支持した工具(410)を基台(450)上において、該回転軸(C)に沿った方向、上下方向、それら両方向に直交する方向の3軸方向に移動可能に構成されている。センタ押し台(440)は、母材支持ユニット(430)側に突出するセンタ(441)を有している。このセンタ(441)の先端は回転軸(C)上に位置する共に、該回転軸(C)に沿って進退自在に該センタ押し台(440)に装着されている。 Specifically, as shown in FIG. 13, the lathe (400) includes a tool support unit (420) that supports a tool (410) such as a tool, and a mother that supports a screw rotor base material (120) that is a workpiece. A material support unit (430), a center press stand (440) that abuts against the rotation center of the screw rotor base material (120) supported by the base material support unit (430) and presses the center, and these tool support units (420) ), A base material support unit (430), and a base (450) on which a center push stand (440) is disposed. The base material support unit (430) includes a chuck portion (431) that grips the screw rotor base material (120), and the screw rotor base material (120) gripped by the chuck portion (431) C) Drive around. The tool support unit (420) can move the supported tool (410) on the base (450) in the three axis directions along the rotation axis (C), the vertical direction, and the directions perpendicular to both directions. It is configured. The center push stand (440) has a center (441) protruding toward the base material support unit (430). The tip of the center (441) is located on the rotating shaft (C) and is mounted on the center pusher (440) so as to be able to advance and retract along the rotating shaft (C).
そして、再支持工程においては、図14に示すように、スクリューロータ母材(120)の第1基準面(48a)を、旋盤(400)のチャック部(431)で把持する。このとき、第2基準面(48b)を基準にスクリューロータ母材(120)の心出しを行う。すなわち、第2基準面(48b)を基準にして、第2基準面(48b)の軸心と、旋盤(400)の回転軸(C)とが一致するように調整する。例えば、ダイヤルゲージを第2基準面(48b)に当接させた状態でチャック部(431)を手動で回転させたときのダイヤルゲージの値に変動によって、第2基準面(48b)の軸心と旋盤(400)の回転軸(C)とがどの程度一致するかを測定することができる。こうして、再支持工程においては、スクリューロータ母材(120)を、旋盤(400)の回転軸(C)周りに第2基準面(48b)の軸心を中心として回転するように支持する。 In the re-supporting step, as shown in FIG. 14, the first reference surface (48a) of the screw rotor base material (120) is gripped by the chuck portion (431) of the lathe (400). At this time, the screw rotor base material (120) is centered on the basis of the second reference surface (48b). That is, with reference to the second reference surface (48b), adjustment is made so that the axis of the second reference surface (48b) coincides with the rotation axis (C) of the lathe (400). For example, the axial center of the second reference surface (48b) may vary depending on the value of the dial gauge when the chuck portion (431) is manually rotated while the dial gauge is in contact with the second reference surface (48b). It is possible to measure how much the rotation axis (C) of the lathe (400) matches. Thus, in the re-supporting step, the screw rotor base material (120) is supported so as to rotate around the rotation axis (C) of the lathe (400) around the axis of the second reference surface (48b).
次に、第2加工工程において、スクリューロータ母材(120)の挿通孔(47)の仕上げ加工を行う。詳しくは、図13に示すように、スクリューロータ母材(120)の下孔(121)をバイト(410)で切削加工することによって、挿通孔(47)として仕上げる。 Next, in the second processing step, finishing of the insertion hole (47) of the screw rotor base material (120) is performed. Specifically, as shown in FIG. 13, the through hole (47) is finished by cutting the lower hole (121) of the screw rotor base material (120) with a cutting tool (410).
また、第2加工工程においては、スクリューロータ母材(120)の外周形状の仕上げも行う。つまり、スクリューロータ母材(120)の外径は、完成品としてのスクリューロータ(40)の外径よりも若干大きく形成されているため、該スクリューロータ母材(120)の外周形状をケーシング(10)の内周面に摺接する外径となるようにバイト(410)で切削加工する。 In the second processing step, the outer shape of the screw rotor base material (120) is also finished. That is, the outer diameter of the screw rotor base material (120) is slightly larger than the outer diameter of the screw rotor (40) as a finished product. Cut with a tool (410) so that the outer diameter is in sliding contact with the inner peripheral surface of 10).
そして、第2加工工程の後、削除工程において、スクリューロータ母材(120)の基準用段差部(49)を切削加工により削除する。詳しくは、スクリューロータ母材(120)の基準用段差部(49)をバイト(410)で切削加工することによって削除する。 Then, after the second processing step, in the deletion step, the reference step portion (49) of the screw rotor base material (120) is deleted by cutting. Specifically, the reference step (49) of the screw rotor base material (120) is deleted by cutting with a cutting tool (410).
こうして、スクリューロータ母材(120)を加工してスクリューロータ(40)を製造する。 Thus, the screw rotor base material (120) is processed to produce the screw rotor (40).
最終的には、完成したスクリューロータ(40)の挿通孔(47)に駆動軸(21)を焼き嵌めして、該スクリューロータ(40)及び駆動軸(21)をケーシング(10)内に組み込んで、スクリュー圧縮機(1)を組み立てる。 Finally, the drive shaft (21) is shrink-fitted into the insertion hole (47) of the completed screw rotor (40), and the screw rotor (40) and the drive shaft (21) are assembled into the casing (10). Assemble the screw compressor (1).
この製造方法によれば、第1加工工程において、スクリューロータ母材(120)に螺旋溝(41)と第1及び第2基準面(48a,48b)とを加工する。このとき、スクリューロータ母材(120)は、加工装置(100)の治具(340)に水平軸(A)回りに回転自在に支持されたままである。つまり、螺旋溝(41)と第1及び第2基準面(48a,48b)とは水平軸(A)を基準に、即ち、水平軸(A)を軸心として加工される。つまり、螺旋溝(41)の軸心と第1及び第2基準面(48a,48b)の軸心とは一致している。 According to this manufacturing method, the spiral groove (41) and the first and second reference surfaces (48a, 48b) are processed in the screw rotor base material (120) in the first processing step. At this time, the screw rotor base material (120) remains rotatably supported by the jig (340) of the processing device (100) around the horizontal axis (A). That is, the spiral groove (41) and the first and second reference surfaces (48a, 48b) are processed with the horizontal axis (A) as a reference, that is, with the horizontal axis (A) as an axis. That is, the axial center of the spiral groove (41) and the axial center of the first and second reference surfaces (48a, 48b) coincide with each other.
その後、再支持工程において、スクリューロータ母材(120)を該第2基準面(48b)を基準にして旋盤(400)に支持し直す。つまり、スクリューロータ母材(120)を、第2基準面(48b)の軸心が旋盤(400)の回転軸(C)と一致するように支持する。こうすることで、スクリューロータ母材(120)は、螺旋溝(41)の軸心が旋盤(400)の回転軸(C)と一致するように支持されることになる。 Thereafter, in the re-supporting step, the screw rotor base material (120) is supported again on the lathe (400) on the basis of the second reference surface (48b). That is, the screw rotor base material (120) is supported so that the axis of the second reference surface (48b) coincides with the rotation axis (C) of the lathe (400). By doing so, the screw rotor base material (120) is supported so that the axis of the spiral groove (41) coincides with the rotational axis (C) of the lathe (400).
そして、第2加工工程において、挿通孔(47)を旋盤(400)で加工する。その結果、当然ながら、挿通孔(47)の軸心は旋盤(400)の回転軸(C)と一致する。このとき、螺旋溝(41)の軸心も回転軸(C)と一致しているため、結果として、挿通孔(47)の軸心は螺旋溝(41)の軸心と高精度に一致することになる。 In the second machining step, the insertion hole (47) is machined with a lathe (400). As a result, of course, the axis of the insertion hole (47) coincides with the rotational axis (C) of the lathe (400). At this time, since the axis of the spiral groove (41) also coincides with the rotation axis (C), the axis of the insertion hole (47) coincides with the axis of the spiral groove (41) with high accuracy. It will be.
したがって、本実施形態によれば、スクリューロータ母材(120)に螺旋溝(41)と第1及び第2基準面(48a,48b)とを同じ支持状態(即ち、回転軸(A)周りに回転自在に支持した状態)で加工し、その後、スクリューロータ母材(120)を該第2基準面(48b)の軸心を中心に回動するように支持し直すと共に、その支持状態で該スクリューロータ母材(120)に挿通孔(47)を加工することによって、螺旋溝(41)の軸心と挿通孔(47)の軸心とを高精度に一致させることができる。 Therefore, according to the present embodiment, the screw rotor base material (120) is provided with the spiral groove (41) and the first and second reference surfaces (48a, 48b) in the same supporting state (that is, around the rotation axis (A)). The screw rotor base material (120) is re-supported so as to rotate about the axis of the second reference surface (48b), and the support state is By machining the insertion hole (47) in the screw rotor base material (120), the axis of the spiral groove (41) and the axis of the insertion hole (47) can be made to coincide with each other with high accuracy.
そして、こうして製造されたスクリューロータ(40)を搭載したスクリュー圧縮機(1)においては、スクリューロータ(40)が螺旋溝(41)の軸心を中心に回転することになり、即ち、螺旋溝(41)の偏心を抑制して、ゲートロータ(50)のゲート(51)と螺旋溝(41)との間の隙間分布の均一化を図ることができる。その結果、圧縮途中に該隙間が大きくなって冷媒が漏れたり、逆に該隙間が小さくなってゲート(51)と螺旋溝(41)とが干渉したりすることを防止して、スクリュー圧縮機(1)の性能を向上させることができる。 In the screw compressor (1) equipped with the screw rotor (40) thus manufactured, the screw rotor (40) rotates around the axis of the spiral groove (41), that is, the spiral groove. The eccentricity of (41) can be suppressed and the gap distribution between the gate (51) of the gate rotor (50) and the spiral groove (41) can be made uniform. As a result, it is possible to prevent the gap from becoming larger during the compression and the refrigerant from leaking, or conversely the gap from becoming smaller and the gate (51) and the spiral groove (41) from interfering with each other. The performance of (1) can be improved.
さらに、工具(110)とスクリューロータ母材(120)とを3軸(X軸、Y軸及びZ軸)に沿って相対的に直進移動させる共に、2軸(水平軸(A)及び鉛直軸(B))回りに相対的に回転移動させる前記加工装置(100)を用いることによって、同じ支持状態でのスクリューロータ母材(120)への螺旋溝(41)と第1及び第2基準面(48a,48b)との加工を容易に実現することができる。 Further, the tool (110) and the screw rotor base material (120) are moved relatively straight along the three axes (X axis, Y axis and Z axis), and two axes (horizontal axis (A) and vertical axis). (B)) By using the processing device (100) that relatively rotates around the spiral groove (41) and the first and second reference planes to the screw rotor base material (120) in the same supporting state. Processing with (48a, 48b) can be easily realized.
また、前記第1加工工程において、スクリューロータ母材(120)に先に螺旋溝(41)を加工し、後で第1及び第2基準面(48a,48b)を加工することによって、螺旋溝(41)の軸心と第1及び第2基準面(48a,48b)の軸心とを高精度に一致させることができる。つまり、螺旋溝(41)を加工する際の序盤においては、スクリューロータ母材(120)の重量も重く且つ切削抵抗も多きため、螺旋溝(41)の加工中にスクリューロータ母材(120)が水平軸(A)に対してずれる虞がある。しかしながら、螺旋溝(41)を加工する際の終盤においては、スクリューロータ母材(120)の重量も相対的に軽くなり且つ仕上げ段階では切削量が減って切削抵抗も小さくなるため、螺旋溝(41)の加工中にスクリューロータ母材(120)が水平軸(A)に対してずれる可能性が低くなる。つまり、スクリューロータ母材(120)に第1及び第2基準面(48a,48b)を加工した後に、螺旋溝(41)を加工すると、螺旋溝(41)の加工中にスクリューロータ母材(120)が水平軸(A)に対してずれてしまい、既に加工されている第1及び第2基準面(48a,48b)の軸心と加工される螺旋溝(41)の軸心とがずれる虞がある。したがって、スクリューロータ母材(120)に螺旋溝(41)を加工した後に、第1及び第2基準面(48a,48b)を加工することによって、螺旋溝(41)の軸心と第1及び第2基準面(48a,48b)の軸心とを高精度に一致させることができる。 Further, in the first processing step, the spiral groove (41) is first processed in the screw rotor base material (120), and the first and second reference surfaces (48a, 48b) are processed later, thereby forming the spiral groove. The axis of (41) and the axes of the first and second reference planes (48a, 48b) can be matched with high accuracy. That is, the screw rotor base material (120) is processed during the processing of the spiral groove (41) because the screw rotor base material (120) is heavy and has a large cutting resistance in the early stage when the spiral groove (41) is processed. May shift with respect to the horizontal axis (A). However, in the final stage when processing the spiral groove (41), the screw rotor base material (120) is also relatively light in weight, and the cutting amount is reduced and the cutting resistance is reduced in the finishing stage. The possibility of the screw rotor base material (120) shifting with respect to the horizontal axis (A) during the processing of 41) is reduced. That is, if the spiral groove (41) is processed after the first and second reference surfaces (48a, 48b) are processed in the screw rotor base material (120), the screw rotor base material ( 120) is displaced with respect to the horizontal axis (A), and the axis of the already processed first and second reference surfaces (48a, 48b) and the axis of the processed spiral groove (41) are misaligned. There is a fear. Therefore, after processing the spiral groove (41) in the screw rotor base material (120), by processing the first and second reference surfaces (48a, 48b), the axial center of the spiral groove (41) and the first and second The axis of the second reference plane (48a, 48b) can be matched with high accuracy.
さらに、前記第2加工工程において、スクリューロータ母材(120)の挿通孔(47)を仕上げ加工するだけでなく、スクリューロータ母材(120)の外周形状の仕上げ加工を行うことによって、挿通孔(47)の軸心とスクリューロータ母材(120)の外周形状の軸心とを高精度に一致させることができる。その結果、こうして加工されたスクリューロータ(40)を搭載したスクリュー圧縮機(1)においては、スクリューロータ(40)の外周面とケーシング(10)の円筒壁(30)の内周面との隙間分布の均一化を図ることができる。つまり、圧縮途中に該隙間が大きくなって冷媒が漏れたり、逆に該隙間が小さくなってスクリューロータ(40)と円筒壁(30)とが干渉したりすることを防止して、スクリュー圧縮機(1)の性能を向上させることができる。 Further, in the second processing step, not only the insertion hole (47) of the screw rotor base material (120) is finished, but also the outer shape of the screw rotor base material (120) is finished, thereby inserting the insertion hole. The shaft center of (47) and the shaft center of the outer peripheral shape of the screw rotor base material (120) can be matched with high accuracy. As a result, in the screw compressor (1) equipped with the screw rotor (40) thus processed, the gap between the outer peripheral surface of the screw rotor (40) and the inner peripheral surface of the cylindrical wall (30) of the casing (10). The distribution can be made uniform. That is, it is possible to prevent the gap from becoming large during the compression and the refrigerant from leaking, and conversely, the gap from becoming small and preventing the screw rotor (40) and the cylindrical wall (30) from interfering with each other. The performance of (1) can be improved.
また、削除工程において、第2基準面(48b)を加工するための基準用段差部(49)を最終的には削り取るように構成することによって、完成品としてのスクリューロータ(40)のことを考慮することなく、第2基準面(48b)の加工のし易さやスクリューロータ母材(120)の作り易さだけを考慮して該基準用段差部(49)を設ければよいため、加工性、生産性を向上させることができる。 In addition, in the deletion step, the reference step (49) for processing the second reference surface (48b) is finally scraped off so that the screw rotor (40) as a finished product is obtained. Without considering, it is sufficient to provide the reference step (49) considering only the ease of processing the second reference surface (48b) and the ease of making the screw rotor base material (120). And productivity can be improved.
さらに、前記実施形態では、旋盤(400)のチャック部(431)で把持する第1基準面(48a)の軸心も第2基準面(48b)の軸心と同様に螺旋溝(41)の軸心に対して高精度に一致させることによって、該第1基準面(48a)をチャック部(431)で把持するだけで、螺旋溝(41)の軸心が旋盤(400)の回転軸(C)と概ね一致するようになるため、第2基準面(48b)の軸心を旋盤(400)の回転軸(C)と一致させるための調整量を少なくすることができ、第2基準面(48b)の軸心と旋盤(400)の回転軸(C)とを容易に一致させることができる。 Furthermore, in the above-described embodiment, the axis of the first reference surface (48a) gripped by the chuck portion (431) of the lathe (400) is similar to the axis of the second reference surface (48b) of the spiral groove (41). By matching the first reference surface (48a) with high accuracy with respect to the shaft center, the shaft center of the spiral groove (41) can be turned into the rotation axis ( C) almost coincides with the second reference surface (48b), so that the adjustment amount for aligning the axis of the second reference surface (48b) with the rotation axis (C) of the lathe (400) can be reduced. The axis of (48b) and the rotation axis (C) of the lathe (400) can be easily matched.
さらにまた、スクリューロータ母材(120)を支持する際の基準となる第1基準面(48a)を、軸受ホルダ(60)の環状壁部(62)が嵌って、該環状壁部(62)との間で屈曲した隙間を形成する小径部(46)に加工することによって、完成品としてのスクリューロータ(40)にとって必要な部分に第1基準面(48a)を加工することができるため、第1基準面(48a)を加工するための部分を別途設ける必要がなく、さらには、小径部(46)の円柱面を第1基準面(48a)として加工することによって該小径部(46)の形状精度を向上させることができる。 Furthermore, the annular wall portion (62) of the bearing holder (60) is fitted into the first reference surface (48a) which serves as a reference when supporting the screw rotor base material (120), and the annular wall portion (62). Since the first reference surface (48a) can be processed in a portion necessary for the screw rotor (40) as a finished product by processing into a small diameter portion (46) that forms a gap bent between It is not necessary to separately provide a portion for processing the first reference surface (48a), and further, by processing the cylindrical surface of the small diameter portion (46) as the first reference surface (48a), the small diameter portion (46). The shape accuracy can be improved.
尚、前記実施形態では、第1基準面(48a)をチャック部(431)で把持し、第2基準面(48b)を基準に支持状態を調整しているが、逆に、第2基準面(48b)をチャック部(431)で把持し、第1基準面(48a)を基準に支持状態を調整してもよい。また、第1及び第2基準面(48a,48b)の何れか一方の基準面だけを設け、該一方の基準面をチャック部(431)で把持すると共に、該基準面のチャック部(431)からはみ出している部分を基準にして支持状態を調整してもよい。さらに、第1及び第2基準面(48a,48b)以外の部分をチャック部(431)で把持して、第1又は第2基準面(48a,48b)を基準に支持状態を調整する構成であってもよい。 In the above-described embodiment, the first reference surface (48a) is gripped by the chuck portion (431) and the support state is adjusted based on the second reference surface (48b). (48b) may be gripped by the chuck portion (431), and the support state may be adjusted based on the first reference surface (48a). Further, only one of the first and second reference surfaces (48a, 48b) is provided, and the one reference surface is gripped by the chuck portion (431), and the chuck portion (431) of the reference surface is provided. You may adjust a support state on the basis of the part which protrudes. Further, a portion other than the first and second reference surfaces (48a, 48b) is gripped by the chuck portion (431), and the support state is adjusted based on the first or second reference surface (48a, 48b). There may be.
《発明の実施形態2》
続いて、本発明の実施形態2に係るスクリューロータ製造方法について説明する。
<<
Then, the screw rotor manufacturing method which concerns on
実施形態2に係るスクリューロータ製造方法は、実施形態1とは、再支持工程及び第2加工工程が異なる。そこで、実施形態1と同様の構成については、同様の符号を付し、説明を省略する。 The screw rotor manufacturing method according to the second embodiment is different from the first embodiment in the re-supporting step and the second processing step. Therefore, the same components as those of the first embodiment are denoted by the same reference numerals, and the description thereof is omitted.
実施形態2に係るスクリューロータ製造方法は、実施形態1と同様に、スクリューロータ母材(120)を加工装置(100)及び旋盤(400)で加工することによってスクリューロータ(40)を製造する。 In the screw rotor manufacturing method according to the second embodiment, the screw rotor (40) is manufactured by processing the screw rotor base material (120) with the processing device (100) and the lathe (400), as in the first embodiment.
実施形態2に係るスクリューロータ製造方法に用いられるスクリューロータ母材(120)は、実施形態1に係るスクリューロータ母材(120)と異なり、基準用段差部(49)が設けられていないと共に、スクリューロータ母材(120)の軸心には下孔ではなく駆動軸(21)を挿通させるための挿通孔(47)が予め貫通形成されている。 Unlike the screw rotor base material (120) according to the first embodiment, the screw rotor base material (120) used in the screw rotor manufacturing method according to the second embodiment is not provided with the reference step (49), An insertion hole (47) for allowing the drive shaft (21) to pass therethrough is formed in advance in the shaft center of the screw rotor base material (120).
このように構成されたスクリューロータ母材(120)は、該スクリューロータ母材(120)を加工装置(100)で回転自在に支持する支持工程と、スクリューロータ母材(120)に螺旋溝(41)等を加工する第1加工工程と、スクリューロータ母材(120)を旋盤(400)で支持し直す再支持工程と、スクリューロータ母材(120)に挿通孔(47)等の加工を行う第2加工工程とを経て、完成品としてのスクリューロータ(40)に加工される。 The screw rotor base material (120) configured in this way includes a supporting step of rotatably supporting the screw rotor base material (120) by the processing device (100), and a spiral groove ( 41) The first machining process to machine etc., the re-support process to re-support the screw rotor base material (120) with the lathe (400), and the processing of the insertion hole (47) etc. in the screw rotor base material (120) The screw rotor (40) as a finished product is processed through the second processing step to be performed.
ここで、支持工程については、実施形態1と同様であるため、説明を省略する。 Here, the support process is the same as that of the first embodiment, and thus the description thereof is omitted.
実施形態2に係るスクリューロータ製造方法では、第1加工工程において、スクリューロータ母材(120)に螺旋溝(41)を加工し、その後、第1基準面(48a)を加工する。すなわち、螺旋溝(41)及び第1基準面(48a)の加工は実施形態1と同様であるが、実施形態2に係る第1加工工程では第2基準面(48b)を加工しない。
In the screw rotor manufacturing method according to
再支持工程において、まず、スクリューロータ母材(120)を加工装置(100)から取り外し、該スクリューロータ母材(120)の挿通孔(47)に駆動軸(21)を焼き嵌めする。そして、駆動軸(21)を装着した状態のスクリューロータ母材(120)を旋盤(400)に取り付ける。詳しくは、図15に示すように、母材支持ユニット(430)にセンタ支持治具(432)を別途取り付けて、該センタ支持治具(432)で駆動軸(21)の一端部を支持する一方、センタ押し台(440)のセンタ(441)で駆動軸(21)の他端部を支持する。すなわち、駆動軸(21)を両センタ押しの状態で支持する。このとき、第1基準面(48a)を基準にして、該第1基準面(48a)の軸心が旋盤(400)の回転軸(C)に一致するように調整して、スクリューロータ母材(120)が旋盤(400)に取り付けられる。 In the re-supporting step, first, the screw rotor base material (120) is removed from the processing apparatus (100), and the drive shaft (21) is shrink-fitted into the insertion hole (47) of the screw rotor base material (120). Then, the screw rotor base material (120) with the drive shaft (21) attached is attached to the lathe (400). Specifically, as shown in FIG. 15, a center support jig (432) is separately attached to the base material support unit (430), and one end of the drive shaft (21) is supported by the center support jig (432). On the other hand, the other end of the drive shaft (21) is supported by the center (441) of the center push stand (440). That is, the drive shaft (21) is supported in a state where both centers are pushed. At this time, with reference to the first reference surface (48a), the screw rotor base material is adjusted so that the axis of the first reference surface (48a) coincides with the rotational axis (C) of the lathe (400). (120) is mounted on the lathe (400).
こうして、再支持工程においては、スクリューロータ母材(120)を、旋盤(400)の回転軸(C)周りに第1基準面(48a)の軸心を中心として回転するように支持する。 Thus, in the re-supporting step, the screw rotor base material (120) is supported so as to rotate around the rotational axis (C) of the lathe (400) around the axis of the first reference surface (48a).
次に、第2加工工程において、スクリューロータ母材(120)の駆動軸(21)の仕上げ加工を行う。詳しくは、駆動軸(21)のうち、前記コロ軸受(14)及び玉軸受(61)にそれぞれ支持される第1及び第2被支持部(21a,21b)の仕上げ加工を行う。加工前の駆動軸(21)においては、第1及び第2被支持部(21a,21b)の外径は、それぞれコロ軸受(14)及び玉軸受(61)に適合する外径よりは若干大きな寸法となっており、該第1及び第2被支持部(21a,21b)を旋盤(400)で仕上げ加工することによって、該第1及び第2被支持部(21a,21b)がそれぞれコロ軸受(14)及び玉軸受(61)に適合する外径となる。 Next, in the second processing step, finishing of the drive shaft (21) of the screw rotor base material (120) is performed. Specifically, the first and second supported portions (21a, 21b) supported by the roller bearing (14) and the ball bearing (61) of the drive shaft (21) are finished. In the drive shaft (21) before processing, the outer diameters of the first and second supported parts (21a, 21b) are slightly larger than the outer diameters suitable for the roller bearing (14) and the ball bearing (61), respectively. The first and second supported portions (21a, 21b) are finished with a lathe (400) so that the first and second supported portions (21a, 21b) are respectively roller bearings. (14) and ball bearing (61).
こうして、仕上げられた第1及び第2被支持部(21a,21b)の軸心は、旋盤(400)の回転軸(C)と一致する。また、再支持工程におけるスクリューロータ母材(120)の旋盤(400)への取付により、第1基準面(48a)の軸心も旋盤(400)の回転軸(C)と一致している。さらに、第1基準面(48a)の軸心は、第1加工工程において同じ支持状態の下で加工された螺旋溝(41)の軸心とも一致している。つまり、第1及び第2被支持部(21a,21b)の軸心は、螺旋溝(41)の軸心と高精度に一致することになる。 Thus, the axial centers of the finished first and second supported parts (21a, 21b) coincide with the rotational axis (C) of the lathe (400). In addition, due to the mounting of the screw rotor base material (120) to the lathe (400) in the re-supporting step, the axis of the first reference surface (48a) also coincides with the rotational axis (C) of the lathe (400). Furthermore, the axial center of the first reference surface (48a) also coincides with the axial center of the spiral groove (41) processed under the same supporting state in the first processing step. That is, the axial centers of the first and second supported parts (21a, 21b) coincide with the axial center of the spiral groove (41) with high accuracy.
さらに、第2加工工程においては、スクリューロータ母材(120)の外周形状の仕上げも行う。つまり、スクリューロータ母材(120)の外径は、完成品としてのスクリューロータ(40)の外径よりも若干大きく形成されているため、該スクリューロータ母材(120)の外周形状をケーシング(10)の内周面に摺接する外径となるように加工する。 Further, in the second processing step, the outer shape of the screw rotor base material (120) is also finished. That is, the outer diameter of the screw rotor base material (120) is slightly larger than the outer diameter of the screw rotor (40) as a finished product. Process the outer diameter so as to be in sliding contact with the inner peripheral surface of 10).
こうして、スクリューロータ母材(120)を加工してスクリューロータ(40)を製造する。 Thus, the screw rotor base material (120) is processed to produce the screw rotor (40).
最終的には、完成したスクリューロータ(40)をケーシング(10)内に組み込んで、スクリュー圧縮機(1)を組み立てる。 Finally, the completed screw rotor (40) is assembled into the casing (10) to assemble the screw compressor (1).
この製造方法によれば、第1加工工程において、スクリューロータ母材(120)に螺旋溝(41)と第1基準面(48a)とを加工する。このとき、スクリューロータ母材(120)は、加工装置(100)の治具(340)に水平軸(A)回りに回転自在に支持されたままである。つまり、螺旋溝(41)と第1基準面(48a)とは水平軸(A)を基準に、即ち、水平軸(A)を軸心として加工される。つまり、螺旋溝(41)の軸心と第1基準面(48a)の軸心とは一致している。 According to this manufacturing method, the spiral groove (41) and the first reference surface (48a) are processed in the screw rotor base material (120) in the first processing step. At this time, the screw rotor base material (120) remains rotatably supported by the jig (340) of the processing device (100) around the horizontal axis (A). That is, the spiral groove (41) and the first reference surface (48a) are processed with the horizontal axis (A) as a reference, that is, with the horizontal axis (A) as an axis. That is, the axis of the spiral groove (41) and the axis of the first reference surface (48a) coincide.
その後、再支持工程において、スクリューロータ母材(120)に駆動軸(21)を挿通させると共に、該スクリューロータ母材(120)を該第1基準面(48a)を基準にして旋盤(400)に支持し直す。つまり、スクリューロータ母材(120)を、第1基準面(48a)の軸心が旋盤(400)の回転軸(C)と一致するように支持する。こうすることで、スクリューロータ母材(120)は、螺旋溝(41)の軸心が旋盤(400)の回転軸(C)と一致するように支持されることになる。 Thereafter, in the re-supporting step, the drive shaft (21) is inserted through the screw rotor base material (120), and the lathe (400) is turned on the screw rotor base material (120) with reference to the first reference surface (48a). Support again. That is, the screw rotor base material (120) is supported so that the axis of the first reference surface (48a) coincides with the rotation axis (C) of the lathe (400). By doing so, the screw rotor base material (120) is supported so that the axis of the spiral groove (41) coincides with the rotational axis (C) of the lathe (400).
そして、第2加工工程において、駆動軸(21)の第1及び第2被支持部(21a,21b)を旋盤(400)で加工する。その結果、当然ながら、第1及び第2被支持部(21a,21b)の軸心は旋盤(400)の回転軸(C)と一致する。このとき、螺旋溝(41)の軸心も回転軸(C)と一致しているため、結果として、第1及び第2被支持部(21a,21b)の軸心は螺旋溝(41)の軸心と高精度に一致することになる。 In the second machining step, the first and second supported parts (21a, 21b) of the drive shaft (21) are machined by a lathe (400). As a result, as a matter of course, the axial centers of the first and second supported parts (21a, 21b) coincide with the rotational axis (C) of the lathe (400). At this time, since the axial center of the spiral groove (41) also coincides with the rotational axis (C), the axial center of the first and second supported portions (21a, 21b) is the same as that of the spiral groove (41). It matches the shaft center with high accuracy.
したがって、本実施形態によれば、スクリューロータ母材(120)に螺旋溝(41)と第1基準面(48a)とを同じ支持状態(即ち、回転軸(A)周りに回転自在に支持した状態)で加工し、その後、スクリューロータ母材(120)を該第1基準面(48a)の軸心を中心に回動するように支持し直すと共に、その支持状態で駆動軸(21)の第1及び第2被支持部(21a,21b)を加工することによって、螺旋溝(41)の軸心と第1及び第2被支持部(21a,21b)の軸心とを高精度に一致させることができる。 Therefore, according to the present embodiment, the spiral groove (41) and the first reference surface (48a) are supported on the screw rotor base material (120) in the same supporting state (that is, rotatable around the rotation axis (A)). The screw rotor base material (120) is then re-supported so as to rotate about the axis of the first reference surface (48a), and the drive shaft (21) is supported in the supported state. By machining the first and second supported parts (21a, 21b), the axis of the spiral groove (41) and the axis of the first and second supported parts (21a, 21b) are matched with high accuracy. Can be made.
こうして製造されたスクリューロータ(40)を搭載したスクリュー圧縮機(1)においては、スクリューロータ(40)が螺旋溝(41)の軸心を中心に回転することになり、即ち、螺旋溝(41)の偏心を抑制して、ゲートロータ(50)のゲート(51)と螺旋溝(41)との間の隙間分布の均一化を図ることができる。その結果、圧縮途中に該隙間が大きくなって冷媒が漏れたり、逆に該隙間が小さくなってゲート(51)と螺旋溝(41)とが干渉したりすることを防止して、スクリュー圧縮機(1)の性能を向上させることができる。 In the screw compressor (1) equipped with the screw rotor (40) manufactured in this way, the screw rotor (40) rotates around the axis of the spiral groove (41), that is, the spiral groove (41 ) Can be suppressed and the gap distribution between the gate (51) of the gate rotor (50) and the spiral groove (41) can be made uniform. As a result, it is possible to prevent the gap from becoming larger during the compression and the refrigerant from leaking, or conversely the gap from becoming smaller and the gate (51) and the spiral groove (41) from interfering with each other. The performance of (1) can be improved.
また、本実施形態では、最終的にスクリュー圧縮機(1)においてコロ軸受(14)及び玉軸受(61)によりそれぞれ回転自在に支持される、駆動軸(21)の第1及び第2被支持部(21a,21b)の軸心を螺旋溝(41)の軸心と高精度に一致させることによって、スクリュー圧縮機(1)におけるスクリューロータ(40)の回転軸と螺旋溝(41)の軸心とをより高精度に一致させることができる。つまり、スクリューロータ母材(120)に形成された挿通孔(47)の形状誤差や駆動軸(21)の形状誤差や駆動軸(21)の取付誤差があったとしても、それらの誤差を全て含んだ状態の駆動軸(21)に対して、第1及び第2被支持部(21a,21b)をその軸心が螺旋溝(41)の軸心と一致するように加工するため、それらの誤差を全て吸収した上で螺旋溝(41)の軸心と駆動軸(21)の第1及び第2被支持部(21a,21b)の軸心とを高精度に一致させることができる。 In the present embodiment, the first and second supported shafts (21) are finally supported by the roller bearing (14) and the ball bearing (61) so as to be freely rotatable in the screw compressor (1). The shaft of the screw rotor (40) and the axis of the spiral groove (41) in the screw compressor (1) are made to coincide with the axis of the spiral groove (41) with high accuracy by aligning the axis of the part (21a, 21b) The mind can be matched with higher accuracy. In other words, even if there is a shape error of the insertion hole (47) formed in the screw rotor base material (120), a shape error of the drive shaft (21), or an installation error of the drive shaft (21), all these errors are eliminated. In order to process the first and second supported parts (21a, 21b) with respect to the drive shaft (21) in a state in which the axis is aligned with the axis of the spiral groove (41), After absorbing all the errors, the axis of the spiral groove (41) and the axes of the first and second supported parts (21a, 21b) of the drive shaft (21) can be made to coincide with each other with high accuracy.
その他、実施形態2において実施形態1と同様の構成については、実施形態1と同様の作用・効果を奏することができる。 In addition, in the second embodiment, the same operations and effects as those of the first embodiment can be achieved with respect to the same configuration as that of the first embodiment.
尚、実施形態2においては、スクリューロータ母材(120)に基準面として第1基準面(48a)だけを加工しているが、これに限られるものではない。実施形態1と同様に基準用段差部(49)を設けて、該基準用段差部(49)にさらに第2基準面(48b)を加工してもよいし、第1基準面(48a)の代わりに、第2基準面(48b)だけを加工してもよい。ただし、前述の如く、スクリューロータ(40)の小径部(46)に第1基準面(48a)を加工する場合は、完成品としてのスクリューロータ(40)にとって必要な部分に第1基準面(48a)を加工することができるため、第1基準面(48a)を加工するための部分を別途設ける必要がなく、スクリューロータ母材(120)を簡素化することができると共に、スクリューロータ(40)の製造も簡素化することができる。一方、スクリューロータ母材(120)に基準用段差部(49)を設けて該基準用段差部(49)に第2基準面(48b)を加工する構成においては、第2加工工程の後で、最終的には基準用段差部(49)を第2基準面(48b)ごと削り取ることによって、該基準用段差部(49)は完成品としてのスクリューロータ(40)のことを考慮することなく、第2基準面(48b)の加工のし易さやスクリューロータ母材(120)の作り易さだけを考慮して設ければよいため、加工性、生産性を向上させることができる。 In the second embodiment, only the first reference surface (48a) is processed as the reference surface on the screw rotor base material (120). However, the present invention is not limited to this. Similarly to the first embodiment, a reference step (49) may be provided, and the second reference surface (48b) may be further processed on the reference step (49), or the first reference surface (48a) Instead, only the second reference surface (48b) may be processed. However, as described above, when the first reference surface (48a) is processed into the small diameter portion (46) of the screw rotor (40), the first reference surface ( 48a) can be processed, it is not necessary to separately provide a portion for processing the first reference surface (48a), the screw rotor base material (120) can be simplified, and the screw rotor (40 ) Can also be simplified. On the other hand, in the configuration in which the reference step portion (49) is provided in the screw rotor base material (120) and the second reference surface (48b) is processed in the reference step portion (49), after the second processing step. Finally, by cutting off the reference step (49) together with the second reference surface (48b), the reference step (49) does not consider the screw rotor (40) as a finished product. Since it is only necessary to consider the ease of processing the second reference surface (48b) and the ease of making the screw rotor base material (120), workability and productivity can be improved.
《その他の実施形態》
本発明は、前記実施形態について、以下のような構成としてもよい。
<< Other Embodiments >>
The present invention may be configured as follows with respect to the embodiment.
すなわち、前記実施形態では、加工装置(100)及び旋盤(400)を用いて、スクリューロータ母材(120)を加工しているが、これに限られるものではない。例えば、実施形態1においては、旋盤(400)の代わりにボーリング加工装置を用いてもよいし、実施形態2において、旋盤(400)の代わりに研削盤を用いてもよい。 That is, in the said embodiment, although the screw rotor base material (120) is processed using the processing apparatus (100) and the lathe (400), it is not restricted to this. For example, in the first embodiment, a boring apparatus may be used instead of the lathe (400), and in the second embodiment, a grinding machine may be used instead of the lathe (400).
また、第1及び第2基準面(48a,48b)は、前記実施形態に限られず、任意の場所に加工してもよい。 Further, the first and second reference surfaces (48a, 48b) are not limited to the above-described embodiment, and may be processed at an arbitrary place.
さらに、スクリューロータ母材(120)の外周形状の仕上げ加工は、第1加工工程において、螺旋溝(41)及び基準面(48a,48b)の加工と同じ支持状態の下で行ってもよい。 Further, the finishing process of the outer peripheral shape of the screw rotor base material (120) may be performed in the first processing step under the same supporting state as the processing of the spiral groove (41) and the reference surfaces (48a, 48b).
尚、以上の実施形態は、本質的に好ましい例示であって、本発明、その適用物、あるいはその用途の範囲を制限することを意図するものではない。 In addition, the above embodiment is an essentially preferable illustration, Comprising: It does not intend restrict | limiting the range of this invention, its application thing, or its use.
以上説明したように、本発明は、スクリュー圧縮機において軸部材に取り付けられて回転自在に支持されるスクリューロータを、スクリューロータ母材を加工して製造するスクリューロータ製造方法について有用である。 As described above, the present invention is useful for a screw rotor manufacturing method for manufacturing a screw rotor that is attached to a shaft member and supported rotatably in a screw compressor by processing the screw rotor base material.
A 水平軸(回転軸)
1 スクリュー圧縮機
14 コロ軸受(軸受)
21 駆動軸部材
21a 第1被支持部(被支持部)
21b 第2被支持部(被支持部)
40 スクリューロータ
40a 本体部
41 螺旋溝
46 小径部
47 挿通孔(孔)
48a 第1基準面(基準面)
48b 第2基準面(基準面)
60 軸受ホルダ
61 玉軸受(軸受)
120 スクリューロータ母材
121 下孔
340 治具
A Horizontal axis (rotary axis)
1 Screw compressor
14 Roller bearing (bearing)
21 Drive shaft member
21a First supported part (supported part)
21b Second supported part (supported part)
40 screw rotor
40a Body
41 Spiral groove
46 Small diameter part
47 Insertion hole (hole)
48a First reference plane (reference plane)
48b Second reference plane (reference plane)
60 Bearing holder
61 Ball bearing
120 Screw rotor base material
121 pilot hole
340 Jig
Claims (7)
スクリューロータ母材(120)を所定の回転軸(A)周りに回転自在に支持する支持工程と、
前記支持工程で支持した前記スクリューロータ母材(120)を前記回転軸(A)周りに回転させながら、該スクリューロータ母材(120)に螺旋溝(41)及び該回転軸(A)を中心とする円柱面である基準面(48a,48b)を加工する第1加工工程と、
前記スクリューロータ母材(120)を前記基準面(48a,48b)を基準に支持し直す再支持工程と、
前記再支持工程で支持した前記スクリューロータ母材(120)に軸部材挿通用の孔(47)を、該孔(47)の軸心が前記基準面(48a,48b)の軸心と一致するように加工する第2加工工程とを含むことを特徴とするスクリューロータ製造方法。 A screw rotor manufacturing method for manufacturing a screw rotor (40) attached to a shaft member (21) and rotatably supported in a screw compressor (1) by processing a screw rotor base material (120),
A support step for rotatably supporting the screw rotor base material (120) around a predetermined rotation axis (A);
While rotating the screw rotor base material (120) supported in the supporting step around the rotation axis (A), the screw rotor base material (120) is centered on the spiral groove (41) and the rotation axis (A). A first machining step for machining a reference surface (48a, 48b) which is a cylindrical surface;
A re-supporting step for re-supporting the screw rotor base material (120) with reference to the reference surfaces (48a, 48b);
A shaft member insertion hole (47) is inserted into the screw rotor base material (120) supported in the re-supporting step, and the axis of the hole (47) coincides with the axis of the reference plane (48a, 48b). The screw rotor manufacturing method characterized by including the 2nd process process processed like this.
前記スクリューロータ母材(120)には、軸部材挿通用の孔(47)の下孔(121)が形成されており、
前記支持工程では、前記所定の回転軸(A)周りに回転自在に設けられた軸状の治具(340)に、前記スクリューロータ母材(120)を前記下孔(121)を挿通させて取り付け、
前記再支持工程では、前記スクリューロータ母材(120)を前記治具(340)から取り外して、該スクリューロータ母材(120)を前記基準面(48a,48b)を基準に支持し直し、
前記第2加工工程では、前記スクリューロータ母材(120)の前記下孔(121)を加工して、前記軸部材挿通用の孔(47)の仕上げ加工を行うことを特徴とするスクリューロータ製造方法。 In claim 1,
The screw rotor base material (120) is formed with a pilot hole (121) for a shaft member insertion hole (47),
In the supporting step, the screw rotor base material (120) is inserted into the lower hole (121) through a shaft-shaped jig (340) provided to be rotatable around the predetermined rotation axis (A). attachment,
In the re-supporting step, the screw rotor base material (120) is removed from the jig (340), and the screw rotor base material (120) is re-supported with reference to the reference surfaces (48a, 48b),
In the second processing step, the lower hole (121) of the screw rotor base material (120) is processed to finish the shaft member insertion hole (47). Method.
軸部材挿通用の孔(47)が形成されたスクリューロータ母材(120)を所定の回転軸(A)周りに回転自在に支持する支持工程と、
前記支持工程で支持した前記スクリューロータ母材(120)を前記回転軸(A)周りに回転させながら、該スクリューロータ母材(120)に螺旋溝(41)及び該回転軸(A)を中心とする円柱面である基準面(48a,48b)を加工する第1加工工程と、
前記スクリューロータ母材(120)の前記孔(47)に軸部材(21)を挿通させて、該スクリューロータ母材(120)を前記基準面(48a,48b)を基準に支持し直す再支持工程と、
前記スクリューロータ母材(120)を再支持した状態で、前記軸部材(21)における、スクリュー圧縮機(1)への搭載時に軸受(14,61)に支持される被支持部(21a,21b)を、該被支持部(21a,21b)の軸心が前記基準面(48a,48b)の軸心と一致するように加工する第2加工工程とを含むことを特徴とするスクリューロータ製造方法。 A screw rotor manufacturing method for manufacturing a screw rotor (40) attached to a shaft member (21) and rotatably supported in a screw compressor (1) by processing a screw rotor base material (120),
A support step of rotatably supporting a screw rotor base material (120) in which a hole (47) for inserting a shaft member is formed around a predetermined rotation axis (A);
While rotating the screw rotor base material (120) supported in the supporting step around the rotation axis (A), the screw rotor base material (120) is centered on the spiral groove (41) and the rotation axis (A). A first machining step for machining a reference surface (48a, 48b) which is a cylindrical surface;
Re-support by inserting a shaft member (21) through the hole (47) of the screw rotor base material (120) and re-supporting the screw rotor base material (120) with reference to the reference surfaces (48a, 48b) Process,
The supported portion (21a, 21b) supported by the bearing (14, 61) when mounted on the screw compressor (1) in the shaft member (21) with the screw rotor base material (120) re-supported. And a second machining step in which the axis of the supported portion (21a, 21b) is matched with the axis of the reference surface (48a, 48b). .
前記第2加工工程において、さらに、スクリューロータ母材(120)の外周形状を、該外周形状の軸心が前記基準面(48a,48b)の軸心と一致するように仕上げ加工することを特徴とするスクリューロータ製造方法。 In any one of Claims 1 thru | or 3,
In the second machining step, the outer shape of the screw rotor base material (120) is further finished so that the axis of the outer shape coincides with the axis of the reference surface (48a, 48b). A screw rotor manufacturing method.
前記スクリューロータ(40)は、前記螺旋溝(41)が形成されている部分(40a)よりも外径が小さくなった小径部(46)がその軸方向の一端部に設けられており、
前記小径部(46)には、スクリューロータ(40)がスクリュー圧縮機(1)に搭載されたときに軸受ホルダ(60)が嵌って、該軸受ホルダ(60)と該スクリューロータ(40)との間に屈曲した隙間が形成されるように構成されており、
前記第1加工工程では、前記基準面(48a)を該小径部(46)に加工することを特徴とするスクリューロータ製造方法。 In any one of Claims 1 thru | or 4,
The screw rotor (40) has a small diameter part (46) whose outer diameter is smaller than the part (40a) in which the spiral groove (41) is formed, and is provided at one end in the axial direction thereof.
The small diameter portion (46) is fitted with a bearing holder (60) when the screw rotor (40) is mounted on the screw compressor (1), and the bearing holder (60), the screw rotor (40), It is configured so that a bent gap is formed between
In the first machining step, the reference surface (48a) is machined into the small diameter portion (46).
前記第2加工工程に後に、前記スクリューロータ母材(120)の前記基準面(48b)が加工された部分を削除する削除工程をさらに含むことを特徴とするスクリューロータ製造方法。 In any one of Claims 1 thru | or 4,
The screw rotor manufacturing method, further comprising a deletion step of deleting a portion of the screw rotor base material (120) where the reference surface (48b) is processed after the second processing step.
前記第1加工工程において、前記スクリューロータ母材(120)に前記螺旋溝(41)を加工した後に前記基準面(48a,48b)を加工することを特徴とするスクリューロータ製造方法。 In any one of Claims 1 thru | or 6,
In the first processing step, the reference surface (48a, 48b) is processed after the spiral groove (41) is processed in the screw rotor base material (120).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008131905A JP5195016B2 (en) | 2008-05-20 | 2008-05-20 | Screw rotor manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008131905A JP5195016B2 (en) | 2008-05-20 | 2008-05-20 | Screw rotor manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009281181A true JP2009281181A (en) | 2009-12-03 |
| JP5195016B2 JP5195016B2 (en) | 2013-05-08 |
Family
ID=41451903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008131905A Active JP5195016B2 (en) | 2008-05-20 | 2008-05-20 | Screw rotor manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5195016B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102873509A (en) * | 2011-07-12 | 2013-01-16 | 大金工业株式会社 | Manufacturing method for screw rotor |
| EP3357618A4 (en) * | 2015-09-28 | 2019-05-22 | Mitsubishi Electric Corporation | Screw rotor machining method, machining device and machining tool, and method of manufacturing screw compressor |
| CN110962336A (en) * | 2018-09-28 | 2020-04-07 | 深圳市人彩科技有限公司 | Push-pull mixing type extruder special for three-dimensional color printer |
| WO2023189873A1 (en) * | 2022-03-28 | 2023-10-05 | ダイキン工業株式会社 | Method for manufacturing screw rotor, screw rotor, and screw compressor |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52127608A (en) * | 1976-04-19 | 1977-10-26 | Tokico Ltd | Scre rotor and manufacturing method for fluid compression equiment |
| US6122824A (en) * | 1995-11-01 | 2000-09-26 | Jensen; David L. | Method for manufacturing fluid compression/compressor rotor |
| WO2004089569A1 (en) * | 2003-04-09 | 2004-10-21 | Mitsubishi Denki Kabushiki Kaisha | Device and method for processing screw rotor, and cutting tool |
| JP2005171950A (en) * | 2003-12-15 | 2005-06-30 | Matsushita Electric Ind Co Ltd | Hollow rotor shaft and its processing method |
-
2008
- 2008-05-20 JP JP2008131905A patent/JP5195016B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52127608A (en) * | 1976-04-19 | 1977-10-26 | Tokico Ltd | Scre rotor and manufacturing method for fluid compression equiment |
| US6122824A (en) * | 1995-11-01 | 2000-09-26 | Jensen; David L. | Method for manufacturing fluid compression/compressor rotor |
| WO2004089569A1 (en) * | 2003-04-09 | 2004-10-21 | Mitsubishi Denki Kabushiki Kaisha | Device and method for processing screw rotor, and cutting tool |
| JP2005171950A (en) * | 2003-12-15 | 2005-06-30 | Matsushita Electric Ind Co Ltd | Hollow rotor shaft and its processing method |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102873509A (en) * | 2011-07-12 | 2013-01-16 | 大金工业株式会社 | Manufacturing method for screw rotor |
| EP3357618A4 (en) * | 2015-09-28 | 2019-05-22 | Mitsubishi Electric Corporation | Screw rotor machining method, machining device and machining tool, and method of manufacturing screw compressor |
| CN110962336A (en) * | 2018-09-28 | 2020-04-07 | 深圳市人彩科技有限公司 | Push-pull mixing type extruder special for three-dimensional color printer |
| WO2023189873A1 (en) * | 2022-03-28 | 2023-10-05 | ダイキン工業株式会社 | Method for manufacturing screw rotor, screw rotor, and screw compressor |
| JP2023144333A (en) * | 2022-03-28 | 2023-10-11 | ダイキン工業株式会社 | Manufacturing method of screw rotor, screw rotor, and screw compressor |
| JP7417139B2 (en) | 2022-03-28 | 2024-01-18 | ダイキン工業株式会社 | Manufacturing method of screw rotor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5195016B2 (en) | 2013-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5195016B2 (en) | Screw rotor manufacturing method | |
| JP6395946B2 (en) | Screw rotor processing method, processing apparatus, processing tool, and screw compressor manufacturing method | |
| JP4229213B1 (en) | Single screw compressor and screw rotor processing method | |
| CN106312159A (en) | Fan wheel disc arc mortise machining method | |
| JP4356797B2 (en) | Single screw compressor | |
| JP4872855B2 (en) | Screw rotor processing method and processing apparatus | |
| WO2018198648A1 (en) | Scroll compressor manufacturing method | |
| JP5574999B2 (en) | Method for assembling compression elements of a rotary compressor | |
| WO2023189873A1 (en) | Method for manufacturing screw rotor, screw rotor, and screw compressor | |
| JPWO2019021410A1 (en) | Cutting inserts, cutting tools and processing equipment | |
| JP2009057920A (en) | Apparatus and method for processing screw rotor | |
| JP5097098B2 (en) | Rotary compressor, rotary compressor manufacturing method, and rotary compressor manufacturing apparatus. | |
| CN105033312A (en) | Glass mold clamping and rotating device matching numerical control machining machine | |
| JP5310651B2 (en) | Screw rotor manufacturing method and manufacturing apparatus | |
| JP2013019333A (en) | Method of machining screw rotor | |
| JP4106535B2 (en) | Internal processing equipment | |
| KR101602059B1 (en) | Processing method using the eccentric shaft of the swing link machining center | |
| WO2021020303A1 (en) | Tool holder and machining method | |
| CN204867523U (en) | Supporting glass mold in digital control processing machine presss from both sides dress slewer | |
| CN112833011A (en) | Screw air compressor assembling equipment and assembling process | |
| CN208621958U (en) | Detection components are used in a kind of machining | |
| JP2010138852A (en) | Rotary compressor, and method and device for manufacturing the rotary compressor | |
| CN216029599U (en) | Bearing structure of four-axis indexing turntable | |
| CN211966766U (en) | Sliding sleeve processing die | |
| JP2019166619A (en) | Spindle unit and gear processing device comprising the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110328 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120508 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120710 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120712 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5195016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |