JP2009143182A - Coating device and printing machine - Google Patents
Coating device and printing machine Download PDFInfo
- Publication number
- JP2009143182A JP2009143182A JP2007325087A JP2007325087A JP2009143182A JP 2009143182 A JP2009143182 A JP 2009143182A JP 2007325087 A JP2007325087 A JP 2007325087A JP 2007325087 A JP2007325087 A JP 2007325087A JP 2009143182 A JP2009143182 A JP 2009143182A
- Authority
- JP
- Japan
- Prior art keywords
- roller
- unit
- coating
- sheet
- feed roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Supply, Installation And Extraction Of Printed Sheets Or Plates (AREA)
Abstract
Description
本発明は、コーティング装置および印刷機に関するものである。 The present invention relates to a coating apparatus and a printing press.
例えば、印刷されたシートの汚損を防止するため、または美観を向上させるために、シートに塗布液(例えばニス)によるコーティングを施すコーティング装置が知られている。 For example, a coating apparatus for coating a sheet with a coating liquid (for example, varnish) is known in order to prevent the printed sheet from being stained or to improve the appearance.
従来、この種のコーティング装置には、チャンバー装置に貯留された塗布液を、アニロックスローラとニス版胴とに順次搬送し、シートの面に塗布する、いわゆるチャンバーコータ式のものがある(例えば、特許文献1参照)。 Conventionally, in this type of coating apparatus, there is a so-called chamber coater type in which a coating liquid stored in a chamber apparatus is sequentially conveyed to an anilox roller and a varnish plate cylinder and applied onto a sheet surface (for example, Patent Document 1).
また、従来、他のコーティング装置には、ニス舟に貯留されたニスを、ニス元ローラとニス着けローラとニス版胴とに順次搬送し、シートの面に塗布する、いわゆるロールコータ式のものがある(例えば、特許文献2参照)。 Also, conventionally, other coating apparatuses are of a so-called roll coater type in which the varnish stored in the varnish boat is sequentially conveyed to the varnish base roller, the varnishing roller and the varnish plate cylinder and applied to the surface of the sheet. (See, for example, Patent Document 2).
上述した特許文献1に示されるチャンバーコータ式のコーティング装置は、アニロックスローラの周面に形成された複数のセルに定量の塗布液を受け入れることから、施されたコーティングにムラが発生し難く、かつコーティングの膜厚が均一である。しかし、チャンバーコータ式のコーティング装置は、膜厚を変更するにあたってセルの大きさが異なるアニロックスローラに交換する必要があるため、交換作業に手間がかかると共に、高価なアニロックスローラを複数用意しておかなければならないので設備コストが嵩む問題がある。 The chamber coater type coating apparatus shown in Patent Document 1 described above receives a certain amount of coating liquid in a plurality of cells formed on the peripheral surface of the anilox roller, and therefore, unevenness is hardly generated in the applied coating, and The coating thickness is uniform. However, since the chamber coater type coating device needs to be replaced with an anilox roller with a different cell size when changing the film thickness, it takes time for the replacement work, and prepare several expensive anilox rollers. Therefore, there is a problem that the equipment cost increases.
一方、上述した特許文献2に示されるロールコータ式のコーティング装置は、ニス元ローラとニス着けローラとのニップ圧や、ニス着けローラとニス版胴とのニップ圧を変えることでコーティングの膜厚を容易に変更することができ、かつニス着けローラを交換する必要がないので設備コストが低い。しかし、ロールコータ式のコーティング装置は、コーティングの膜厚を厚くした場合、ニス着けローラの周面に塗布液を定着できず塗布液の飛散や、施されたコーティングにムラが発生し易く、またチャンバーコータ式と比較するとコーティング膜厚の均一性が劣る問題がある。
On the other hand, the roll coater-type coating apparatus disclosed in
このように、チャンバーコータ式とロールコータ式とは、互いに表裏の長所および短所を有するため、単体でユーザの要望に応えることが難しい。 Thus, since the chamber coater type and the roll coater type have advantages and disadvantages on the front and back sides, it is difficult to meet the user's request alone.
本発明は上述した課題を解決するものであり、チャンバーコータ式およびロールコータ式のそれぞれの長所を生かし、短所を抑制したコーティング装置および印刷機を提供することを目的とする。 The present invention solves the above-described problems, and an object of the present invention is to provide a coating apparatus and a printing machine that take advantage of the advantages of the chamber coater type and the roll coater type and suppress the disadvantages.
上述の目的を達成するために、本発明のコーティング装置では、塗布液を供給するチャンバー、および前記チャンバーから供給された塗布液をニス版胴の周面に転写するアニロックスローラを有するチャンバーコータユニットと、塗布液を貯留する貯留部、前記貯留部から塗布液を送り出す送りローラ、および前記送りローラから周面に供給された塗布液を前記ニス版胴の周面に転写する着けローラを有したロールコータユニットと、シートを搬送すると共に前記ニス版胴に転写された塗布液を前記シートに塗布させる圧胴と、前記アニロックスローラと前記着けローラとを装置フレームに対して着脱可能に支持し、かつ前記アニロックスローラと前記着けローラとを交換する交換機構とを備えたことを特徴とする。 In order to achieve the above-described object, in the coating apparatus of the present invention, a chamber coater unit having a chamber for supplying a coating liquid, and an anilox roller for transferring the coating liquid supplied from the chamber to the peripheral surface of the varnish plate cylinder; A roll having a storage section for storing the coating liquid, a feed roller for feeding the coating liquid from the storage section, and a form roller for transferring the coating liquid supplied from the feeding roller to the circumferential surface of the varnish plate cylinder A coater unit, a pressure cylinder that conveys the sheet and applies the coating liquid transferred to the varnish plate cylinder to the sheet, and supports the anilox roller and the application roller detachably with respect to the apparatus frame; and An exchange mechanism for exchanging the anilox roller and the wearing roller is provided.
このコーティング装置は、チャンバーコータユニットとロールコータユニットとを備えると共に、チャンバーコータユニットのアニロックスローラと、ロールコータユニットの着けローラとを交換する交換機構を備えたことにより、チャンバーコータユニットとロールコータユニットとを選択的に使用できる。この結果、多種多様の印刷物にも柔軟に対応したコーティングが可能であり、幅広いコーティング作業を行える。 The coating apparatus includes a chamber coater unit and a roll coater unit, and an exchange mechanism for exchanging the anilox roller of the chamber coater unit and the wearing roller of the roll coater unit. And can be used selectively. As a result, a wide variety of printed materials can be coated flexibly, and a wide range of coating operations can be performed.
なお、チャンバーコータユニットとロールコータユニットとをユニット化して装置フレームに対して着脱可能に設ければ、チャンバーコータユニットのみを必要とする場合にロールコータユニットを外した形態とし、ロールコータユニットのみを必要とする場合にチャンバーコータユニットを外した形態とし、双方のユニットを必要とする場合に双方のユニットを取り付けた形態とすることで、ユーザの要望に応じることができる。 In addition, if the chamber coater unit and the roll coater unit are unitized and provided so as to be detachable from the apparatus frame, the roll coater unit is removed when only the chamber coater unit is required. When required, the chamber coater unit is removed, and when both units are required, both units are attached to meet the user's request.
また、本発明のコーティング装置では、前記アニロックスローラまたは前記着けローラを配設する位置に対し、前記シートの搬送方向の上流側に前記チャンバーコータユニットのチャンバーを配置すると共に、前記シートの搬送方向の下流側に前記ロールコータユニットの貯留部および送りローラを配置したことを特徴とする。 In the coating apparatus of the present invention, the chamber of the chamber coater unit is disposed on the upstream side in the sheet conveying direction with respect to the position where the anilox roller or the form roller is disposed, and the chamber is arranged in the sheet conveying direction. The storage unit of the roll coater unit and the feed roller are arranged on the downstream side.
チャンバーコータユニットは、チャンバーの構造上の制約から、ニス版胴に近い下方領域に制限がある。一方、ロールコータユニットは、チャンバーコータユニットに比較してニス版胴に近い下方領域に空きスペースを確保できる。また、例えば印刷機においては、コーティング部よりもシートの搬送方向の上流側は、比較的高さを有した印刷部や乾燥部が配置されることから作業スペースが比較的狭くなる。一方、コーティング部よりもシートの搬送方向の下流側では、チェングリッパにより圧胴からシートを搬送する比較的高さの低い乾燥部が配置されるために、作業スペースが比較的広い。したがって、シートの搬送方向の下流側にロールコータユニットを配置したことで、ニス版胴に近い下方領域に空きスペースが確保でき、シートの搬送方向の下流側に作業スペースが確保できるので、ニス版胴に対して塗布版を付け外しする版交換作業や、点検などのメンテナンス作業を容易に行うことができる。 The chamber coater unit is limited in the lower region near the varnish plate cylinder due to the structural restrictions of the chamber. On the other hand, the roll coater unit can secure an empty space in a lower region near the varnish plate cylinder as compared with the chamber coater unit. Further, for example, in a printing machine, a working space is relatively narrow because a printing unit and a drying unit having a relatively high height are arranged upstream of the coating unit in the sheet conveyance direction. On the other hand, on the downstream side in the sheet conveyance direction with respect to the coating unit, a relatively low drying unit that conveys the sheet from the impression cylinder by the chain gripper is disposed, so that the work space is relatively wide. Therefore, by arranging the roll coater unit on the downstream side in the sheet conveyance direction, an empty space can be secured in the lower area near the varnish plate cylinder, and a work space can be secured on the downstream side in the sheet conveyance direction. It is possible to easily perform plate replacement work for attaching and detaching the coated plate to the cylinder and maintenance work such as inspection.
また、本発明のコーティング装置では、前記アニロックスローラおよび前記着けローラは、水平に配置された前記ニス版胴の上方で、前記ニス版胴の軸心と平行、かつ前記ニス版胴の軸心のほぼ鉛直線上に軸心が配置されることを特徴とする。 In the coating apparatus of the present invention, the anilox roller and the form roller are parallel to the axis of the varnish plate cylinder and above the axis of the varnish plate cylinder above the horizontally disposed varnish plate cylinder. The axial center is arranged substantially on the vertical line.
このコーティング装置は、アニロックスローラおよび着けローラが配置されたシートの搬送方向の上流側と下流側とに、チャンバーや貯留部および送りローラを配置することができ、装置外形を必要以上に大型化することなくチャンバーコータユニットとロールコータユニットとを共に備えられる。 In this coating apparatus, chambers, storage units, and feed rollers can be arranged on the upstream side and the downstream side in the conveyance direction of the sheet on which the anilox roller and the form roller are arranged. The chamber coater unit and the roll coater unit can be provided together.
また、本発明のコーティング装置では、前記交換機構は、交換用の複数のアニロックスローラを収容する収容部を有していることを特徴とする。 In the coating apparatus of the present invention, the exchange mechanism has a housing portion that houses a plurality of anilox rollers for replacement.
このコーティング装置は、交換用の複数のアニロックスローラを収容することにより、アニロックスローラの交換を容易に行える。 This coating apparatus can easily replace an anilox roller by accommodating a plurality of anilox rollers for replacement.
また、本発明のコーティング装置では、前記ロールコータユニットにおいて、前記送りローラの周面に接触して前記送りローラに供給された塗布液の膜厚を均す均しローラを設けたことを特徴とする。 In the coating apparatus of the present invention, the roll coater unit is provided with a leveling roller that contacts the circumferential surface of the feed roller and smoothes the thickness of the coating solution supplied to the feed roller. To do.
このコーティング装置のロールコータユニットには、均しローラを設けたことにより、送りローラの周面の塗布液の膜厚が均されて、着けローラを介してニス版胴に供給される塗布液が定量化される。このため、シートに塗布される塗布液の膜圧が均一化され、かつムラの発生が抑えられる。 The roll coater unit of this coating apparatus is provided with a leveling roller, so that the thickness of the coating liquid on the peripheral surface of the feed roller is leveled, and the coating liquid supplied to the varnish plate cylinder via the dosing roller is supplied. Quantified. For this reason, the film pressure of the coating liquid applied to the sheet is made uniform, and the occurrence of unevenness is suppressed.
また、本発明のコーティング装置では、前記ロールコータユニットにおいて、前記着けローラの周面に接触して前記着けローラに供給された塗布液の膜厚を調整する調整部材を設けたことを特徴とする。 In the coating apparatus of the present invention, the roll coater unit is provided with an adjustment member that adjusts the thickness of the coating solution supplied to the coating roller in contact with the circumferential surface of the coating roller. .
このコーティング装置は、調整部材を設けたことにより、着けローラの周面の塗布液の膜厚が掻き取られて調整され、ニス版胴に供給される塗布液が定量化される。このため、シートに塗布される塗布液の膜圧が均一化され、かつムラの発生が抑えられる。 In this coating apparatus, by providing the adjusting member, the thickness of the coating solution on the peripheral surface of the form roller is scraped and adjusted, and the coating solution supplied to the varnish plate cylinder is quantified. For this reason, the film pressure of the coating liquid applied to the sheet is made uniform, and the occurrence of unevenness is suppressed.
また、本発明のコーティング装置では、前記ロールコータユニットにおいて、前記送りローラおよび前記均しローラを同一方向に回転させることを特徴とする。 In the coating apparatus of the present invention, the feed roller and the leveling roller are rotated in the same direction in the roll coater unit.
このコーティング装置は、均しローラを送りローラと同一方向に回転させると、送りローラの周面の塗布液を掻き取るように作用するので、送りローラの周面の塗布液の均し効果をより向上できる。 In this coating apparatus, when the leveling roller is rotated in the same direction as the feed roller, the coating liquid acts to scrape off the coating liquid on the peripheral surface of the feed roller. It can be improved.
また、本発明のコーティング装置では、前記ロールコータユニットにおいて、前記送りローラの周速度よりも前記均しローラの周速度を速くすることを特徴とする。 In the coating apparatus of the present invention, in the roll coater unit, the peripheral speed of the leveling roller is made faster than the peripheral speed of the feed roller.
このコーティング装置は、均しローラの周速度を送りローラの周速度よりも速くすると、送りローラの周面の塗布液をより掻き取るように作用するので、送りローラの周面の塗布液の均し効果をより向上できる。 This coating device acts to scrape off the coating liquid on the peripheral surface of the feed roller when the peripheral speed of the leveling roller is higher than the peripheral speed of the feed roller. The effect can be further improved.
また、本発明のコーティング装置では、前記交換機構は、前記アニロックスローラおよび前記着けローラを上方に移動させることにより前記装置フレームから外すものであり、前記ロールコータユニットの前記送りローラは、前記着けローラの軸心よりも下方の位置に軸心を位置させて設けられていることを特徴とする。 In the coating apparatus of the present invention, the replacement mechanism is configured to remove the anilox roller and the form roller from the apparatus frame by moving the roll up and the feed roller of the roll coater unit is the form roller. It is characterized in that the shaft center is provided at a position below the shaft center.
このコーティング装置は、アニロックスローラおよび着けローラを装置フレームに対して着脱する際、送りローラをアニロックスローラおよび着けローラに衝突しないように離隔位置に移動させる移動量を極力少なくでき、装置の小型化が図れる。しかも、貯留部の開口上方からはみ出すことなく送りローラを配置し、かつ貯留部を着けローラに接触することなく配置できる。 In this coating apparatus, when the anilox roller and the attaching roller are attached to and detached from the apparatus frame, the amount of movement for moving the feed roller to the separation position so as not to collide with the anilox roller and the attaching roller can be reduced as much as possible, and the apparatus can be downsized. I can plan. In addition, the feed roller can be arranged without protruding from above the opening of the storage section, and the storage section can be arranged without contacting the wearing roller.
また、本発明のコーティング装置では、前記ロールコータユニットにおいて、前記送りローラの軸心よりも下方の位置に軸心を配置して前記送りローラの周面に接触しつつ該送りローラと同一方向に回転されて前記送りローラが送り出す塗布液の膜厚を調整するドクターローラと、前記貯留部の両側壁を成すと共に、前記送りローラおよび前記ドクターローラの周面に接触して前記送りローラと前記ドクターローラとの接触部分を封止する態様で配置された規制板とを設けたことを特徴とする。 Further, in the coating apparatus of the present invention, in the roll coater unit, the shaft center is disposed at a position below the shaft center of the feed roller and is in contact with the circumferential surface of the feed roller in the same direction as the feed roller. The doctor roller that rotates and adjusts the film thickness of the coating solution that is fed from the feed roller, forms both side walls of the storage section, and contacts the circumferential surface of the feed roller and the doctor roller to contact the feed roller and the doctor It is characterized in that a regulating plate is provided which is arranged in such a manner as to seal a contact portion with the roller.
このコーティング装置は、貯留部の開口上方から着けローラ側にはみ出る位置に送りローラを配置し、かつ着けローラの軸心よりも送りローラの軸心を高い位置に配置した上で、貯留部を着けローラに接触することなく配置できる。着けローラの軸心よりも送りローラの軸心が高い位置に配置されていれば、貯留部の下方の領域を広い空きスペースとして得られるので、ニス版胴に対して塗布版を付け外しする版交換作業や、点検などのメンテナンス作業を容易に行える。 In this coating apparatus, the feed roller is arranged at a position protruding from the upper part of the opening of the storage part to the side of the form roller, and the axis of the feed roller is arranged at a position higher than the axis of the form roller. It can be arranged without contacting the roller. If the axis of the feed roller is higher than the axis of the form roller, the area below the reservoir can be obtained as a wide empty space. Replacement work and maintenance work such as inspection can be performed easily.
また、本発明のコーティング装置では、前記規制板は、前記送りローラと前記ドクターローラとの接触部分を封止する部位が、他の部位よりも薄肉に形成され、かつ前記送りローラおよび前記ドクターローラの周面に接触する態様で付勢手段により付勢されていることを特徴とする。 Further, in the coating apparatus of the present invention, the restriction plate has a portion where a contact portion between the feed roller and the doctor roller is sealed thinner than other portions, and the feed roller and the doctor roller It is urged | biased by the urging | biasing means in the aspect which contacts the surrounding surface of this.
このコーティング装置は、送りローラとドクターローラとの接触部分を封止する部位が、他の部位よりも薄肉に形成されているため、送りローラおよび着けローラへの接触に対して摩耗し易くなるので、送りローラおよび着けローラを保護でき、しかも他の部位が厚肉であるため強度を確保できる。さらに、付勢手段により送りローラおよび着けローラの周面に接触するように付勢したことにより、送りローラとドクターローラとの接触部分からの塗布液の漏れを確実に封止できる。 In this coating apparatus, the portion that seals the contact portion between the feed roller and the doctor roller is formed to be thinner than the other portions, so that it easily wears against contact with the feed roller and the form roller. The feeding roller and the forming roller can be protected, and the strength can be secured because the other portions are thick. Furthermore, by applying the urging means so as to contact the peripheral surfaces of the feed roller and the dosing roller, the leakage of the coating liquid from the contact portion between the feed roller and the doctor roller can be reliably sealed.
上述の目的を達成するために、本発明の印刷機では、シートを供給する給紙部と、版胴に巻着された刷版にインキを供給すると共に前記給紙部から供給された前記シートに印刷を施す印刷部と、前記印刷部で印刷が施された前記シートを排出する排紙部とを備えた印刷機において、上記いずれか一つの構成のコーティング装置を、前記印刷部と前記排紙部との間で搬送される前記シートに塗布液を塗布する態様で配設すると共に、前記シートに塗布された塗布液を乾燥させる乾燥部を前記コーティング装置と前記排紙部との間に配設したことを特徴とする。 In order to achieve the above object, in the printing machine according to the present invention, a sheet feeding unit that supplies a sheet, and a sheet that is supplied from the sheet feeding unit while supplying ink to a printing plate wound around a plate cylinder. In a printing machine comprising a printing unit that prints on a sheet and a paper discharge unit that discharges the sheet that has been printed by the printing unit, the coating apparatus having any one of the above configurations is connected to the printing unit and the discharge unit. A drying unit is disposed between the coating apparatus and the paper discharge unit, and is disposed in such a manner that the coating liquid is applied to the sheet conveyed between the paper unit and the coating liquid applied to the sheet. It is characterized by being arranged.
この印刷機は、チャンバーコータユニットとロールコータユニットとを選択的に使用でき、チャンバーコータ式およびロールコータ式のそれぞれの長所を生かしてユーザの要望に応じた幅広いコーティング作業を行える。また、シートの搬送方向の下流側にロールコータユニットを配置したことで、ニス版胴に近い下方領域に空きスペースが確保でき、ニス版胴に対して塗布版を付け外しする版交換作業や、点検などのメンテナンス作業を容易に行うことができる。また、アニロックスローラおよび着けローラが配置されたシートの搬送方向の上流側と下流側とに、チャンバーや貯留部および送りローラを配置することができ、装置外形を必要以上に大型化することなくチャンバーコータユニットとロールコータユニットとを共に備えられる。また、交換用の複数のアニロックスローラを収容することにより、アニロックスローラの交換を容易に行える。また、均しローラにより送りローラの周面の塗布液の膜厚が均されて、着けローラを介してニス版胴に供給される塗布液が定量化されるので、シートに塗布される塗布液の膜圧が均一化され、かつムラの発生が抑えられる。また、調整部材により着けローラの周面の塗布液の膜厚が掻き取られて調整され、ニス版胴に供給される塗布液が定量化されるので、シートに塗布される塗布液の膜圧が均一化され、かつムラの発生が抑えられる。また、均しローラを送りローラと同一方向に回転させることで、送りローラの周面の塗布液を掻き取るように作用するので、送りローラの周面の塗布液の均し効果をより向上できる。また、均しローラの周速度を送りローラの周速度よりも速くすることで、送りローラの周面の塗布液をより掻き取るように作用するので、送りローラの周面の塗布液の均し効果をより向上できる。また、アニロックスローラおよび着けローラを装置フレームに対して着脱する際、送りローラをアニロックスローラおよび着けローラに衝突しないように離隔位置に移動させる移動量を極力少なくでき、装置の小型化が図れ、しかも、貯留部の開口上方からはみ出すことなく送りローラを配置し、かつ貯留部を着けローラに接触することなく配置できる。また、貯留部の規制板により、貯留部の開口上方から着けローラ側にはみ出る位置に送りローラを配置し、かつ着けローラの軸心よりも送りローラの軸心を高い位置に配置した上で、貯留部を着けローラに接触することなく配置できる。着けローラの軸心よりも送りローラの軸心が高い位置に配置されていれば、貯留部の下方の領域を広い空きスペースとして得られるので、ニス版胴に対して塗布版を付け外しする版交換作業や、点検などのメンテナンス作業を容易に行える。また、規制板の送りローラとドクターローラとの接触部分を封止する部位が、他の部位よりも薄肉に形成されているため、送りローラおよび着けローラへの接触に対して摩耗し易くなるので、送りローラおよび着けローラを保護でき、しかも他の部位が厚肉であるため強度を確保できる。さらに、付勢手段により送りローラおよび着けローラの周面に接触するように付勢したことにより、送りローラとドクターローラとの接触部分からの塗布液の漏れを確実に封止できる。 This printing machine can selectively use a chamber coater unit and a roll coater unit, and can perform a wide range of coating operations according to the user's request by taking advantage of the advantages of the chamber coater type and the roll coater type. Also, by arranging the roll coater unit on the downstream side in the sheet conveying direction, an empty space can be secured in the lower area near the varnish plate cylinder, and plate replacement work for attaching and detaching the coating plate to the varnish plate cylinder, Maintenance work such as inspection can be easily performed. In addition, chambers, storage units, and feed rollers can be arranged on the upstream and downstream sides in the sheet conveyance direction where the anilox roller and the dosing roller are arranged, and the chamber can be formed without unnecessarily increasing the size of the apparatus. Both a coater unit and a roll coater unit can be provided. Further, by storing a plurality of replacement anilox rollers, the anilox roller can be easily replaced. Further, since the coating liquid on the peripheral surface of the feed roller is leveled by the leveling roller and the coating liquid supplied to the varnish plate cylinder via the form roller is quantified, the coating liquid applied to the sheet The film pressure is made uniform, and the occurrence of unevenness is suppressed. In addition, the film thickness of the coating liquid on the peripheral surface of the form roller is scraped and adjusted by the adjusting member, and the coating liquid supplied to the varnish plate cylinder is quantified. Is made uniform and the occurrence of unevenness is suppressed. Also, since the leveling roller rotates in the same direction as the feed roller, the coating liquid acts on the peripheral surface of the feed roller so as to scrape off, so that the leveling effect of the coating liquid on the peripheral surface of the feed roller can be further improved. . In addition, by making the peripheral speed of the leveling roller faster than the peripheral speed of the feed roller, it acts to scrape off the coating liquid on the peripheral surface of the feed roller. The effect can be further improved. In addition, when the anilox roller and the attaching roller are attached to and detached from the apparatus frame, the amount of movement for moving the feed roller to the separation position so as not to collide with the anilox roller and the attaching roller can be reduced as much as possible, and the apparatus can be downsized. The feeding roller can be arranged without protruding from above the opening of the storage unit, and the storage unit can be arranged without contacting the wearing roller. In addition, by placing the feed roller at a position protruding from the upper part of the opening of the storage part to the side of the form roller by the regulation plate of the storage part, and arranging the axis of the feed roller at a position higher than the axis of the form roller, The storage portion can be disposed without contacting the wearing roller. If the axis of the feed roller is higher than the axis of the form roller, the area below the reservoir can be obtained as a wide empty space. Replacement work and maintenance work such as inspection can be performed easily. In addition, since the part that seals the contact portion between the feed roller and the doctor roller of the regulation plate is formed thinner than other parts, it is easy to wear against contact with the feed roller and the form roller. The feeding roller and the forming roller can be protected, and the strength can be secured because the other portions are thick. Furthermore, by applying the urging means so as to contact the peripheral surfaces of the feed roller and the dosing roller, the leakage of the coating liquid from the contact portion between the feed roller and the doctor roller can be reliably sealed.
本発明によれば、チャンバーコータ式およびロールコータ式のそれぞれの長所を生かし、またそれぞれの短所を抑制することができる。 According to the present invention, the advantages of each of the chamber coater type and the roll coater type can be utilized, and the respective disadvantages can be suppressed.
以下に、本発明に係るコーティング装置および印刷機の実施例を図面に基づいて詳細に説明する。なお、この実施例によりこの発明が限定されるものではない。また、下記実施例における構成要素には、当業者が置換可能かつ容易なもの、あるいは実質的に同一のものが含まれる。 Hereinafter, embodiments of a coating apparatus and a printing press according to the present invention will be described in detail with reference to the drawings. Note that the present invention is not limited to the embodiments. In addition, constituent elements in the following embodiments include those that can be easily replaced by those skilled in the art or those that are substantially the same.
図1は、本発明の実施例に係る印刷機の概略図である。本発明の実施例に係る印刷機は、図1に示すように、通常用途の紙の他、フィルム、アート紙やコート紙などのシートSに印刷を施す枚葉印刷機1であり、版胴10と、ブランケット胴11と、圧胴12とを備えた、いわゆるオフセット枚葉印刷機である。
FIG. 1 is a schematic view of a printing press according to an embodiment of the present invention. As shown in FIG. 1, a printing machine according to an embodiment of the present invention is a sheet-fed printing machine 1 that performs printing on a sheet S such as a film, art paper, or coated paper in addition to paper for normal use. 10 is a so-called offset sheet-fed printing press including a
枚葉印刷機1は、印刷用のシートSを一枚ずつ繰り出して給紙する給紙部2と、搬送方向Rに沿って搬送されるシートSに印刷を施す印刷部3と、シートSの印刷面を乾燥させる乾燥部4と、シートSにコーティングを施すコーティング部(本発明のコーティング装置)5と、シートSのコーティングを乾燥させる乾燥部61と、コーティングが施されたシートSを排紙する排紙部62とを備える。
The sheet-fed printing machine 1 includes a
給紙部2は、給紙台7と、給紙機構8とを備える。給紙台7は、シートSを積層して載置するものである。給紙機構8は、給紙台7の上に積層されたシートSを上から順に一枚ずつ取り上げて供給するものであり、図には明示しないセパレータ(紙吸)、カム、スインググリッパなどにより構成されている。なお、給紙台7は、給紙機構8がシートSと略一定の位置関係を保つようにシートSの供給に対応して鉛直方向上側に移動するように制御される。
The
印刷部3は、異なる色を印刷してカラー印刷を実現する複数の印刷ユニット9を備える。印刷ユニット9は、印刷する色ごとにシートSの搬送方向Rに沿って複数並んで設けられている。本実施例の枚葉印刷機1では、例えば、BL(ブラック)、C(シアン)、M(マゼンダ)、およびY(イエロー)などの4つの異なる色に各々対応した4つの印刷ユニット9が並んで設けられている。
The
各印刷ユニット9は、版胴10と、ブランケット胴11と、圧胴12とを備える。版胴10、ブランケット胴11および圧胴12は、円筒状に形成され、それぞれの軸心が水平で搬送方向Rと交差して設けられている。また、版胴10、ブランケット胴11および圧胴12は、鉛直方向上側から下側にこの順で配置され、版胴10とブランケット胴11との周面が相互に接し、かつブランケット胴11と圧胴12との周面が相互に接するように設けられている。これら版胴10、ブランケット胴11および圧胴12は、それぞれの軸心を中心として回転可能に設けられている。
Each
版胴10は、その周面に印刷画像を形成するための刷版が装着される。各印刷ユニット9では、刷版の画線部にインキを供給するためのローラ群からなるインキ供給装置(図示せず)、および刷版の非画線部に湿し水を供給するための水ローラ群からなる湿し装置(図示せず)を版胴10の周囲に備える。ブランケット胴11は、その周面に弾性材料で形成されたブランケット(図示せず)が装着されている。このブランケットの周面には、版胴10に装着された刷版の画線部に供給されたインキが転写される。そして、ブランケット胴11は、刷版の印刷画像を絵柄としてシートSにインキを転写する。圧胴12は、シートSを挟持しつつブランケット胴11と協働してシートSに所定の印圧をかける。なお、圧胴12は、版胴10およびブランケット胴11の直径の2倍の直径を有する、いわゆる倍胴であり、その周囲にシートSの先端を挟持する挟持機構(図示せず)が、圧胴12の軸心を基準としたほぼ対称位置の周面の2箇所に設けられている。
The
各印刷ユニット9は、さらに中間胴13を備える。中間胴13は、自身の軸心を中心として回転可能に設けられ、その軸心が水平で搬送方向Rと交差して設けられている。この中間胴13は、各圧胴12の間に配置され、圧胴12の周面に接するように設けられている。また、中間胴13は、版胴10およびブランケット胴11の直径の2倍の径を有し、シートSの先端を挟持する挟持機構(図示せず)が、前記径の外部であって自身の軸心を基準としたほぼ対称位置の2箇所に設けられている。
Each
各印刷ユニット9では、給紙部2から供給されるシートSが、先ず、搬送方向Rの最上流側に位置する印刷ユニット9のブランケット胴11と圧胴12との間に供給される。その後、シートSは、中間胴13を介して下流側の印刷ユニット9の圧胴12へそれぞれの挟持機構にくわえ替えされることによって搬送され、その途上において次々とインキが転写される。なお、圧胴12や中間胴13のタイプおよび配置は、上記に限られるものではなく、適宜、要求される搬送経路設計に応じて変更できる。
In each
乾燥部4は、乾燥装置14を備えている。乾燥装置14は、例えば、赤外線ヒータや熱風乾燥装置などが用いられる。紫外線硬化性のインキを用いる場合には、紫外線ランプも乾燥装置14として用いられる。また、乾燥部4は、乾燥装置14の下方に、印刷ユニット9の圧胴12と同じ構成の搬送胴15を備えている。この乾燥部4は、コーティングの前処理として、搬送胴15で挟持された印刷済みのシートSを乾燥装置14により乾燥させる。なお、乾燥部4において、搬送胴15の搬送方向Rの上流側には、最下流側の印刷ユニット9で印刷されたシートSを圧胴12から搬送胴15に受け渡す中間胴13が設けられている。
The drying
コーティング部(コーティング装置)5は、乾燥部4で乾燥されたシートSの印刷面に、印刷されたシートSの汚損を防止するため、または美観を向上させるためのニスなどの塗布液によるコーティングを施すものである。コーティング部5は、凹凸面を有する塗布版が周面に装着されるコーティング用のニス版胴100と、このニス版胴100と協働してシートSに所定の印圧をかけるコーティング用の圧胴12とを備えている。そして、ニス版胴100と圧胴12との間をシートSが通過する過程で、ニス版胴100の塗布版の凸面部に供給されている塗布液がシートSの印刷面へ塗布される。なお、コーティング部5において、圧胴12の搬送方向Rの上流側には、乾燥部4で乾燥されたシートSを搬送胴15から圧胴12に受け渡す中間胴13が設けられている。
The coating unit (coating apparatus) 5 coats the printing surface of the sheet S dried by the drying
乾燥部61は、後述する排紙部62におけるチェングリッパ16の各エンドレスチェン161の間に上述の乾燥装置14を備えている。この乾燥部61は、チェングリッパ16により搬送されるシートSのコーティング面を乾燥させるものである。
The drying
排紙部62は、コーティング部5でコーティングされたシートSを搬送し整列した状態で積み重ねるものである。排紙部62は、シートSを搬送するチェングリッパ16と、印刷およびコーティングされたシートSが積層される排紙台17と、排紙台17近傍で下降気流を形成するファン装置18とを備える。
The
チェングリッパ16は、コーティング部5の圧胴12からシートSを受け取って排紙台17の上方位置の所定位置まで搬送する。このチェングリッパ16は、コーティング部5の圧胴12の隣接位置と排紙台17の上方位置との間を循環軌道で移動する無端状のエンドレスチェン161が対向配置されている。各エンドレスチェン161の間には、くわえ棒、およびくわえ棒とでシートSを挟持・解放する爪部を有したグリッパ162が支持されている。
The
排紙台17は、チェーンに懸吊され、鉛直方向に移動可能に構成されている。排紙台17は、チェングリッパ16から排出されるシートSを積層して載置する。この排紙台17は、シートSが積み重ねられることによって最上段の上面部高さが上昇すると、シートSの落下距離が略一定となるように連続的、あるいは、段階的に徐々に鉛直方向下側に移動するように制御される。
The paper discharge table 17 is suspended from a chain and configured to be movable in the vertical direction. The sheet discharge stand 17 stacks and places the sheets S discharged from the
ファン装置18は、略矩形状に配置された複数のファンを有し、排紙台17の上方でチェングリッパ16から排出されるシートSを気流制御によって鉛直方向下方へ移動させる。
The
このような構成の枚葉印刷機1では、給紙部2の給紙台7に積載されたシートSは、給紙機構8によって最上部から1枚ずつ取り出され、印刷部3に供給される。印刷部3に供給されたシートSは、各印刷ユニット9の圧胴12および中間胴13の挟持機構により順次くわえ替えされることによって、各印刷ユニット9を通して搬送され、その途上において次々とインキが転写される。各印刷ユニット9では、版胴10の刷版の画線部にインキが供給されて得られる印刷画像がブランケット胴11に転写され、このブランケット胴11に転写された印刷画像が、圧胴12によって運ばれるシートSに転写されて1色の印刷が行われる。これが各印刷ユニット9で繰り返されカラー印刷される。カラー印刷されたシートSは、乾燥部4で乾燥された後、コーティング部5のニス版胴100と圧胴12との間を通過する途上において塗布液が塗布される。コーティング部5では、ニス版胴100の塗布版の凸部に供給された塗布液が圧胴12によって運ばれるシートSに塗布される。コーティングされたシートSは、コーティング部5の圧胴12からチェングリッパ16のグリッパ162にくわえ替えされる。チェングリッパ16で搬送されるシートSは、排紙台17の上方でくわえを外されて落下し、排紙台17上に積み上げられる。このとき、乾燥装置14によりシートSに施されたコーティングが乾燥される。
In the sheet-fed printing press 1 having such a configuration, the sheets S stacked on the sheet feeding table 7 of the
以下、コーティング部(コーティング装置)5の詳細について説明する。図2は、コーティング装置の側面視概略図、図3は、図2に示すコーティング装置の交換機構の正面視概略図である。 Details of the coating unit (coating apparatus) 5 will be described below. 2 is a schematic side view of the coating apparatus, and FIG. 3 is a schematic front view of an exchange mechanism of the coating apparatus shown in FIG.
図2に示すようにコーティング部5は、上述したニス版胴100および圧胴12に加え、ニス版胴100に装着された塗布版の凸部に塗布液を供給する塗布液供給機構20を備えている。この塗布液供給機構20は、ニス版胴100の上方に配置され、チャンバーコータユニット21と、ロールコータユニット22と、交換機構23とを備えている。
As shown in FIG. 2, the
チャンバーコータユニット21は、チャンバーコータ式の塗布液供給機構を成し、アニロックスローラ211およびチャンバー212を有している。
The
アニロックスローラ211は、ニス版胴100と同等の長さを有した円柱の周面に、例えば六角形で複数に区切られた蜂の巣状のセル(図示せず)が形成されている。セルは、定量の塗布液を受け入れるためのものである。このアニロックスローラ211は、ニス版胴100の上方において、自身の周面がニス版胴100の周面に装着された塗布版に接触するように配置されている。具体的に、図2に示すようにアニロックスローラ211は、その軸心が、水平に配置されたニス版胴100の軸心と平行で、かつニス版胴100の軸心のほぼ鉛直線P上に配置されている。ここで、ほぼ鉛直線P上に配置されている、の「ほぼ」とは、鉛直線Pを中心とした±15度の範囲である30度の範囲αを含み、該範囲αにおいてニス版胴100の軸心を通過する直線上にアニロックスローラ211の軸心が配置されることを意味する。また、アニロックスローラ211は、コーティング部5の筐体51を構成する装置フレームに対し、自身の軸心を中心として回転機構(図示せず)により回転可能に設けられている。さらに、アニロックスローラ211は、コーティング部5の筐体51の装置フレームに対して着脱可能に設けられている。
In the
チャンバー212は、アニロックスローラ211のセルに対し、塗布液を供給するものである。チャンバー212は、塗布液タンク(図示せず)に接続された供給手段212aと、アニロックスローラ211と同等の長さを有し、アニロックスローラ211の軸心に直交する水平方向からアニロックスローラ211の周面に接触し供給手段212aにより圧送される塗布液の余剰液を掻き取るドクターブレード212bとを有している。また、チャンバー212は、ドクターブレード212bが、アニロックスローラ211の周面に接触する接触位置と、アニロックスローラ211の周面から離隔する離隔位置とに移動可能に設けられている。このチャンバー212の移動は、アクチュエータなどの駆動機構(図示せず)によって駆動される。このようなチャンバー212は、シートSの搬送方向Rにおいてアニロックスローラ211の上流側に配置されている。
The
このようなチャンバーコータユニット21は、図2においてニス版胴100が時計回り方向に回転駆動され、さらに圧胴12が反時計回り方向に回転駆動されて、ニス版胴100と圧胴12との間にシートSが通過する際に作用する。この際、アニロックスローラ211が反時計回り方向に回転駆動され、アニロックスローラ211のセルにチャンバー212により塗布液を定量供給する。そして、この供給された塗布液をアニロックスローラ211によりニス版胴100の塗布版に転写する。ニス版胴100の塗布版に転写された塗布液は、ニス版胴100と圧胴12との間を通過するシートSに塗布される。
In such a
なお、チャンバーコータユニット21において、シートSに塗布される塗布液の膜厚を変える場合には、その膜厚に対応した量の塗布液を受け入れるセルを有したアニロックスローラ211に変更する。これにより、ニス版胴100への塗布液の供給量が調整されてシートSに塗布される塗布液の膜厚を変えることができる。
In the
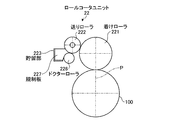
ロールコータユニット22は、ロールコータ式の塗布液供給機構を成し、着けローラ221、送りローラ222および貯留部223を有している。
The
着けローラ221は、ニス版胴100と同等の長さを有した円柱状のものである。この着けローラ221は、上記アニロックスローラ211に換えて、該アニロックスローラ211を配置した同じ位置に配置される。そして、着けローラ221は、アニロックスローラ211と同様に、コーティング部5の筐体51を構成する装置フレームに対し、自身の軸心を中心として回転機構(図示せず)により回転可能に設けられている。さらに、着けローラ221は、コーティング部5の筐体51の装置フレームに対して着脱可能に設けられている。
The
送りローラ222は、着けローラ221の周面に塗布液を供給するものである。送りローラ222は、着けローラ221と同等の長さを有し、自身の軸心が着けローラ221の軸心と平行で、かつ周面が着けローラ221の周面に接触するように配置されている。また、送りローラ222は、着けローラ221の軸心よりも下方の位置に軸心を位置させて設けられている。この送りローラ222は、自身の軸心を中心として回転機構(図示せず)により回転可能に設けられている。
The
貯留部223は、送りローラ222が供給する塗布液を貯留するものである。貯留部223は、上方に開口するケースを成し、その内部に塗布液を貯留する。また、貯留部223は、塗布液タンク(図示せず)の塗布液をケースに送り出す供給手段223aと、ケースの規定量を超えた塗布液を塗布液タンクに戻す回収手段223bとを有している。この貯留部223のケースの内部に貯留された塗布液には、送りローラ222の周面の一部が浸されて配置されている。
The
また、貯留部223および送りローラ222は、送りローラ222が、着けローラ221の周面に接触する接触位置と、着けローラ221の周面から離隔する離隔位置とに共に移動可能に設けられている。この送りローラ222および貯留部223の移動は、アクチュエータなどの駆動機構(図示せず)によって駆動される。このような送りローラ222および貯留部223は、シートSの搬送方向Rにおいて着けローラ221の下流側に配置されている。
In addition, the
このようなロールコータユニット22は、図2においてニス版胴100が時計回り方向に回転駆動され、さらに圧胴12が反時計回り方向に回転駆動されて、ニス版胴100と圧胴12との間にシートSが通過する際に作用する。この際、着けローラ221が反時計回り方向に回転駆動され、送りローラ222が時計回り方向に回転駆動されることで、貯留部223に貯留された塗布液を送りローラ222を介して着けローラ221に供給する。そして、この供給された塗布液を着けローラ221によりニス版胴100の塗布版に転写する。ニス版胴100の塗布版に転写された塗布液は、ニス版胴100と圧胴12との間を通過するシートSに塗布される。
In such a
なお、ロールコータユニット22において、シートSに塗布される塗布液の膜厚を変える場合には、送りローラ222を着けローラ221に対して移動させ、送りローラ222と着けローラ221とが接触するニップ圧を調整する。これにより、ニス版胴100への塗布液の供給量が調整されてシートSに塗布される塗布液の膜厚を変えることができる。
In the
ところで、上記ロールコータユニット22は、さらに、均しローラ224および調整部材225を有している。
By the way, the
均しローラ224は、送りローラ222の周面に接触して該送りローラ222の周面に供給された塗布液の膜厚を均すためのものである。均しローラ224は、送りローラ222と同等の長さを有し、自身の軸心を送りローラ222の軸心と平行に配置されて回転可能に設けられている。さらに、均しローラ224は、送りローラ222が図2における時計回り方向に回転した際に、該送りローラ222が貯留部223の塗布液に浸された位置から出て着けローラ221に接触するまでの間において、自身の周面が送りローラ222の周面に接触するように配置されている。このように、均しローラ224を設けたことにより、送りローラ222の周面の塗布液の膜厚が均されて、着けローラ221を介してニス版胴100に供給される塗布液が定量化される。このため、シートSに塗布される塗布液の膜圧が均一化され、かつムラの発生が抑えられる。
The leveling
なお、均しローラ224は、送りローラ222の回転に従って送りローラ222とは逆方向に連れ回りするように構成されている。その他、均しローラ224は、回転機構(図示せず)により、送りローラ222と同一方向に回転するように構成されていてもよい。このように、均しローラ224を送りローラ222と同一方向に回転させると、送りローラ222の周面の塗布液を掻き取るように作用するので、送りローラ222の周面の塗布液の均し効果をより向上できる。
The leveling
また、均しローラ224の周速度は、送りローラ222の周速度よりも速くすることが好ましい。このようにすることにより、送りローラ222の周面の塗布液をより掻き取るように作用するので、送りローラ222の周面の塗布液の均し効果をより向上できる。
Further, it is preferable that the circumferential speed of the leveling
調整部材225は、着けローラ221の周面に接触して着けローラ221の周面に供給された塗布液の膜厚を調整するためのものである。調整部材225は、着けローラ221と同等の長さを有した板片状に形成されている。さらに、調整部材225は、着けローラ221が図2における反時計回り方向に回転した際に、該着けローラ221が送りローラ222に接触してからニス版胴100に接触するまでの間において、自身の縁が着けローラ221の周面に接触するように配置されている。このように、調整部材225を設けたことにより、着けローラ221の周面の塗布液の膜厚が掻き取られて調整され、ニス版胴100に供給される塗布液が定量化される。このため、シートSに塗布される塗布液の膜圧が均一化され、かつムラの発生が抑えられる。なお、調整部材225により掻き取られた塗布液は、図示しない導管を介して貯留部223に送られる。また、均しローラ224が送りローラ222と同一方向に回転するように構成されている場合、調整部材225により掻き取られた塗布液を、図示しない導管を介して均しローラ224に送ってもよい。なお、調整部材225は、後述の交換機構23により着けローラ221を移動させる場合、アクチュエータなどの駆動機構(図示せず)の駆動によって着けローラ221との衝突を避けるように移動される。
The adjusting
これら、均しローラ224と調整部材225とは、ロールコータユニット22に双方を設けても、いずれか一方を設けてもよく、塗布液の粘度などに応じて適宜選択することが可能である。
The leveling
交換機構23は、チャンバーコータユニット21のアニロックスローラ211と、ロールコータユニット22の着けローラ221とを交換するためのものである。アニロックスローラ211および着けローラ221は、上述したようにコーティング部5の筐体51の装置フレームに対して着脱可能に設けられている。交換機構23は、これらアニロックスローラ211や着けローラ221を支持すると共に、アニロックスローラ211や着けローラ221を移動させるチェーン231を備えている。図3に示すようにチェーン231は、コーティング部5の筐体51の内部において、各ローラ211,221の軸部に掛けて設けられている。さらに、チェーン231は、コーティング部5の筐体51の内部において、複数のスプロケット232に掛けて設けられている。このスプロケット232の少なくとも1つには、駆動機構233が接続されて該スプロケット232を回転駆動するように構成されている。そして、スプロケット232が回転駆動されると、チェーン231が循環し、これにより各ローラ211,221が筐体51の内部を下方に移動され、ニス版胴100の塗布版の周面に接触する上述した位置に配置される。一方、スプロケット232が逆に回転駆動されると、チェーン231が循環し、これにより各ローラ211,221が筐体51の内部を上方に移動され、装置フレームから外れる。なお、交換機構23によりアニロックスローラ211や着けローラ221を交換する場合には、チャンバー212および送りローラ222がアニロックスローラ211や着けローラ221に衝突しないように離隔位置に移動させる。また、チャンバーコータユニット21を使用しないときにもチャンバー212が離隔位置に移動される。一方、ロールコータユニット22を使用しないときにも送りローラ222が離隔位置に移動される。
The
なお、チャンバーコータユニット21を使用するときには、ニス版胴100の塗布版の周面に接触する上述した位置にアニロックスローラ211が交換機構23により配置される。このとき、着けローラ221は、図2に示す筐体51の内部の棚部511に載置されて保管される。一方、ロールコータユニット22を使用するときには、ニス版胴100の塗布版の周面に接触する上述した位置に着けローラ221が交換機構23により配置される。このとき、アニロックスローラ211は、図2に示す筐体51の内部の棚部511に載置されて保管される。また、筐体51の内部の棚部511には、シートSに塗布される塗布液の膜厚の変更に対応できるように、他の交換用のアニロックスローラ211が載置される。このように、交換機構23は、交換用の複数のアニロックスローラを収容する棚部(収容部)511を有している。このため、アニロックスローラ211の交換を容易に行える。
When the
このように構成されたコーティング部(コーティング装置)5では、チャンバーコータユニット21とロールコータユニット22とを備えると共に、チャンバーコータユニット21のアニロックスローラ211と、ロールコータユニット22の着けローラ221とを交換する交換機構23を備えている。このため、チャンバーコータユニット21とロールコータユニット22とを選択的に使用できる。この結果、多種多様の印刷物にも柔軟に対応したコーティングが可能であり、幅広いコーティング作業を行える。
The coating unit (coating apparatus) 5 configured as described above includes the
なお、チャンバーコータユニット21とロールコータユニット22とをユニット化して筐体51に対して着脱可能に設ければ、チャンバーコータユニット21のみを必要とする場合にロールコータユニット22を外した形態にできる。一方、ロールコータユニット22のみを必要とする場合にチャンバーコータユニット21を外した形態にできる。さらに、双方のユニット21,22を必要とする場合に双方のユニット21,22を取り付けた形態にできる。この結果、ユーザの要望に応じたコーティング部(コーティング装置)5が得られる。
If the
また、コーティング部(コーティング装置)5は、アニロックスローラ211または着けローラ221を配設する位置に対し、シートSの搬送方向Rの上流側にチャンバーコータユニット21のチャンバー212を配置すると共に、シートSの搬送方向Rの下流側にロールコータユニット22の貯留部223および送りローラ222を配置している。ここで、チャンバーコータユニット21は、チャンバー212の構造上の制約から、ニス版胴100に近い下方領域に制限がある。一方、ロールコータユニット22は、チャンバーコータユニット21に比較してニス版胴100に近い下方領域に空きスペースを確保できる。そして、コーティング部5よりもシートSの搬送方向Rの上流側は、比較的高さを有した印刷部3や乾燥部4により作業スペースを確保することが難しい。一方、コーティング部5よりもシートSの搬送方向Rの下流側では、チェングリッパ16により圧胴12からシートSを搬送する比較的高さの低い乾燥部61が配置されるために、圧胴12より上方にあるニス版胴100付近に作業スペースを確保し易い。このため、シートSの搬送方向Rの下流側にロールコータユニット22を配置したことで、ニス版胴100に近い下方領域に空きスペースが確保できるので、ニス版胴100に対して塗布版を付け外しする版交換作業や、点検などのメンテナンス作業を容易に行うことができる。
Further, the coating unit (coating apparatus) 5 arranges the
また、コーティング部(コーティング装置)5は、アニロックスローラ211および着けローラ221が、ニス版胴100の上方で、ニス版胴100の軸心と平行、かつニス版胴100の軸心のほぼ鉛直線P上に軸心が配置される。このため、アニロックスローラ211および着けローラ221が配置されたシートSの搬送方向Rの上流側と下流側とに、チャンバー212や貯留部223および送りローラ222を配置することができ、コーティング部5の外形(筐体51)を必要以上に大型化することなくチャンバーコータユニット21とロールコータユニット22とを共に備えられる。
The coating unit (coating apparatus) 5 includes an
また、交換機構23は、アニロックスローラ211および着けローラ221を上方に移動させることにより装置フレームから外すものであり、ロールコータユニット22の送りローラ222は、着けローラ221の軸心よりも下方の位置に軸心を位置させて設けられている。このため、アニロックスローラ211および着けローラ221を装置フレームに対して着脱する際、送りローラ222を各ローラ211,221に衝突しないように離隔位置に移動させる移動量を極力少なくでき、コーティング部(コーティング装置)5の小型化が図れる。しかも、貯留部223の開口上方からはみ出すことなく送りローラ222を配置し、かつ貯留部223を着けローラ221に接触することなく配置できる。
Further, the
以下、ロールコータユニット22の他の構成について説明する。図4および図5は、ロールコータユニットの他の構成の側面視概略図、図6は、図5におけるロールコータユニットの平面視概略図である。図4および図5に示すロールコータユニット22は、上述したロールコータユニット22の構成に対し、貯留部223および送りローラ222の配置が異なるものである。
Hereinafter, another configuration of the
図4に示すロールコータユニット22は、着けローラ221の軸心よりも送りローラ222の軸心のほうが高い位置に配置されている。
The
また、図5および図6に示すロールコータユニット22は、着けローラ221の軸心よりも送りローラ222の軸心のほうが高い位置に配置されている。そして、送りローラ222の下方位置には、送りローラ222の軸心と平行なドクターローラ226が、送りローラ222の軸心よりも下方の位置に軸心を配置して自身の周面を送りローラ222の周面に接触するように設けられている。このドクターローラ226は、送りローラ222と同一方向に回転されて送りローラ222が送り出す塗布液の膜厚を調整する。また、貯留部223は、その両側壁を成すと共に、送りローラ222およびドクターローラ226の周面の一部に沿って接触し、送りローラ222とドクターローラ226との接触部分を封止するくちばし形状の規制板227を有している。また、規制板227は、送りローラ222と着けローラ221との接触部分を封止するくちばし形状の先端部227aが、後端部227bよりも薄肉に形成され、かつ送りローラ222および着けローラ221の周面に接触するように板バネやコイルバネなどの付勢手段227cにより付勢されている。
Further, the
このように、着けローラ221の軸心よりも送りローラ222の軸心のほうが高い位置に配置されていれば、貯留部223の下方の領域を広い空きスペースとして得られるので、ニス版胴100に対して塗布版を付け外しする版交換作業や、点検などのメンテナンス作業をさらに容易に行える。
Thus, if the axis of the
また、貯留部223の両側壁を成すと共に、送りローラ222とドクターローラ226との接触部分を封止する規制板227を有した。このため、着けローラ221の軸心よりも送りローラ222の軸心を高い位置に配置した上で、図5に示すように貯留部223の開口上方から着けローラ221側にはみ出る位置に送りローラ222を配置し、送りローラ222からの塗布液の漏れを防ぐ。しかも、貯留部223を着けローラ221に接触することなく配置できる。
Moreover, while having the both side walls of the
さらに、規制板227は、送りローラ222および着けローラ221の周面に接触する先端部227aが、後端部227bよりも薄肉に形成されている。このため、送りローラ222および着けローラ221への接触に対して先端部227aが摩耗し易くなるので、送りローラ222および着けローラ221を保護できる。しかも、後端部227bが厚肉であるため強度を確保できる。さらに、付勢手段227cにより先端部227aを送りローラ222および着けローラ221の周面に接触するように付勢したことにより、送りローラ222とドクターローラ226との接触部分からの塗布液の漏れを確実に封止できる。
Further, the
以上のように、本発明に係るコーティング装置および印刷機は、幅広いコーティング作業が実施可能であり、多種多様の印刷物に柔軟に対応することに適している。 As described above, the coating apparatus and the printing press according to the present invention can perform a wide range of coating operations and are suitable for flexibly dealing with a wide variety of printed materials.
1 枚葉印刷機(印刷機)
2 給紙部
3 印刷部
4 乾燥部
5 コーティング部(コーティング装置)
100 ニス版胴
51 筐体
511 棚部(収容部)
61 乾燥部
62 排紙部
9 印刷ユニット
10 版胴
11 ブランケット胴
12 圧胴
13 中間胴
15 搬送胴
20 塗布液供給機構
21 チャンバーコータユニット
211 アニロックスローラ
212 チャンバー
212a 供給手段
212b ドクターブレード
22 ロールコータユニット
221 着けローラ
222 送りローラ
223 貯留部
223a 供給手段
223b 回収手段
224 均しローラ
225 調整部材
226 ドクターローラ
227 規制板
227a 先端部
227b 後端部
227c 付勢手段
23 交換機構
231 チェーン
232 スプロケット
233 駆動機構
P 鉛直線
R 搬送方向
S シート
1 sheet-fed printing machine (printing machine)
2 Feeding
100
61
Claims (12)
塗布液を貯留する貯留部、前記貯留部から塗布液を送り出す送りローラ、および前記送りローラから周面に供給された塗布液を前記ニス版胴の周面に転写する着けローラを有したロールコータユニットと、
シートを搬送すると共に前記ニス版胴に転写された塗布液を前記シートに塗布させる圧胴と、
前記アニロックスローラと前記着けローラとを装置フレームに対して着脱可能に支持し、かつ前記アニロックスローラと前記着けローラとを交換する交換機構と
を備えたことを特徴とするコーティング装置。 A chamber coater unit having a chamber for supplying the coating liquid, and an anilox roller for transferring the coating liquid supplied from the chamber to the peripheral surface of the varnish plate cylinder;
A roll coater having a storage section for storing the coating liquid, a feed roller for feeding the coating liquid from the storage section, and a form roller for transferring the coating liquid supplied from the feed roller to the peripheral surface of the varnish plate cylinder Unit,
An impression cylinder for conveying the sheet and applying the coating liquid transferred to the varnish plate cylinder to the sheet;
A coating apparatus comprising: an anilox roller and a form roller that are detachably supported with respect to an apparatus frame, and an exchange mechanism that exchanges the anilox roller and the form roller.
前記送りローラの周面に接触して前記送りローラに供給された塗布液の膜厚を均す均しローラを設けたことを特徴とする請求項1〜4のいずれか一つに記載のコーティング装置。 In the roll coater unit,
The coating according to any one of claims 1 to 4, further comprising a leveling roller that contacts a peripheral surface of the feed roller and smoothes a film thickness of the coating liquid supplied to the feed roller. apparatus.
前記着けローラの周面に接触して前記着けローラに供給された塗布液の膜厚を調整する調整部材を設けたことを特徴とする請求項1〜5のいずれか一つに記載のコーティング装置。 In the roll coater unit,
The coating apparatus according to claim 1, further comprising an adjustment member that adjusts a film thickness of the coating liquid supplied to the surface of the application roller in contact with the peripheral surface of the application roller. .
前記送りローラおよび前記均しローラを同一方向に回転させることを特徴とする請求項5または6に記載のコーティング装置。 In the roll coater unit,
The coating apparatus according to claim 5 or 6, wherein the feed roller and the leveling roller are rotated in the same direction.
前記送りローラの周速度よりも前記均しローラの周速度を速くすることを特徴とする請求項5〜7のいずれか一つに記載のコーティング装置。 In the roll coater unit,
The coating apparatus according to claim 5, wherein a circumferential speed of the leveling roller is made faster than a circumferential speed of the feed roller.
前記送りローラの軸心よりも下方の位置に軸心を配置して前記送りローラの周面に接触しつつ該送りローラと同一方向に回転されて前記送りローラが送り出す塗布液の膜厚を調整するドクターローラと、
前記貯留部の両側壁を成すと共に、前記送りローラおよび前記ドクターローラの周面に接触して前記送りローラと前記ドクターローラとの接触部分を封止する態様で配置された規制板と
を設けたことを特徴とする請求項1〜4のいずれか一つに記載のコーティング装置。 In the roll coater unit,
Adjust the film thickness of the coating liquid that the feed roller sends out by rotating in the same direction as the feed roller while contacting the peripheral surface of the feed roller by placing the shaft center below the shaft center of the feed roller Doctor roller to do,
A regulating plate is provided which forms both side walls of the storage portion and is arranged in such a manner that a contact portion between the feeding roller and the doctor roller is sealed in contact with a peripheral surface of the feeding roller and the doctor roller. The coating apparatus as described in any one of Claims 1-4 characterized by the above-mentioned.
請求項1〜11のいずれか一つに記載のコーティング装置を、前記印刷部と前記排紙部との間で搬送される前記シートに塗布液を塗布する態様で配設すると共に、前記シートに塗布された塗布液を乾燥させる乾燥部を前記コーティング装置と前記排紙部との間に配設したことを特徴とする印刷機。 A sheet feeding unit that supplies a sheet, a printing unit that supplies ink to a printing plate wound around a plate cylinder and prints the sheet supplied from the sheet feeding unit, and printing is performed by the printing unit. In a printing machine provided with a paper discharge unit for discharging the sheet,
The coating apparatus according to any one of claims 1 to 11 is arranged in a mode in which a coating liquid is applied to the sheet conveyed between the printing unit and the paper discharge unit, and the sheet is applied to the sheet. A printing machine, wherein a drying unit for drying the applied coating liquid is disposed between the coating apparatus and the paper discharge unit.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007325087A JP2009143182A (en) | 2007-12-17 | 2007-12-17 | Coating device and printing machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007325087A JP2009143182A (en) | 2007-12-17 | 2007-12-17 | Coating device and printing machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009143182A true JP2009143182A (en) | 2009-07-02 |
Family
ID=40914377
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007325087A Withdrawn JP2009143182A (en) | 2007-12-17 | 2007-12-17 | Coating device and printing machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009143182A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011069567A (en) * | 2009-09-28 | 2011-04-07 | Komori Corp | Drying device for sheet-shaped object |
| WO2014065108A1 (en) * | 2012-10-22 | 2014-05-01 | 株式会社小森コーポレーション | Combination printer |
| JP2014117846A (en) * | 2012-12-14 | 2014-06-30 | Fujifilm Corp | Image formation apparatus |
-
2007
- 2007-12-17 JP JP2007325087A patent/JP2009143182A/en not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011069567A (en) * | 2009-09-28 | 2011-04-07 | Komori Corp | Drying device for sheet-shaped object |
| CN102029779A (en) * | 2009-09-28 | 2011-04-27 | 小森公司 | Flap-like drier |
| WO2014065108A1 (en) * | 2012-10-22 | 2014-05-01 | 株式会社小森コーポレーション | Combination printer |
| JP2014117846A (en) * | 2012-12-14 | 2014-06-30 | Fujifilm Corp | Image formation apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5837030B2 (en) | An intaglio printing press system for intaglio printing on the front-back side of a sheet of paper to produce banknotes and similar securities | |
| CN112638649B (en) | Sheet-fed printing press for different printing methods | |
| CN103587230B (en) | Silk-screen printing device and the combined printing machine for having the silk-screen printing device | |
| JP2013086437A (en) | Combination printing press | |
| CN113795384A (en) | Sheet-fed printing press for printing securities with an instantaneous printing unit | |
| JP2000071424A5 (en) | ||
| US9352545B2 (en) | Printing/coating method and apparatus | |
| JP2009143182A (en) | Coating device and printing machine | |
| US11110697B2 (en) | Sheet-fed printing machine for different printing methods | |
| JP2014210438A (en) | Sheet printer | |
| CN101495314B (en) | Printing unit of a web-fed rotary printing press | |
| CN112996665B (en) | Sheet-fed printing unit and printing press for different printing methods | |
| JP2014162115A (en) | Printing press | |
| JP2009101637A (en) | Coating apparatus and printer using the same | |
| JP6130111B2 (en) | Screen printing apparatus and combination printing machine provided with the screen printing apparatus | |
| JP2008093598A (en) | Coater and printing machine using it | |
| JP6251428B2 (en) | Screen printing apparatus and combination printing machine provided with the screen printing apparatus | |
| JP6720418B2 (en) | Sheet-fed printing machine | |
| JPH115291A (en) | Multicolor printer and perfecting method | |
| JP2007014922A (en) | Coating apparatus and printing machine | |
| JP2007331395A (en) | Rotary printing machine | |
| JP2013226655A (en) | Sheet printer | |
| JP2014148045A (en) | Coating machine, and coating method using the coating machine | |
| JP3896778B2 (en) | Inkwell for printing | |
| EP0175825B1 (en) | Varnish coater for printed product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20110301 |