JP2007298241A - Electric heater system - Google Patents
Electric heater system Download PDFInfo
- Publication number
- JP2007298241A JP2007298241A JP2006127906A JP2006127906A JP2007298241A JP 2007298241 A JP2007298241 A JP 2007298241A JP 2006127906 A JP2006127906 A JP 2006127906A JP 2006127906 A JP2006127906 A JP 2006127906A JP 2007298241 A JP2007298241 A JP 2007298241A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- electric heater
- terminal
- heat generating
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H3/00—Air heaters
- F24H3/02—Air heaters with forced circulation
- F24H3/04—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element
- F24H3/0405—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element using electric energy supply, e.g. the heating medium being a resistive element; Heating by direct contact, i.e. with resistive elements, electrodes and fins being bonded together without additional element in-between
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60H—ARRANGEMENTS OF HEATING, COOLING, VENTILATING OR OTHER AIR-TREATING DEVICES SPECIALLY ADAPTED FOR PASSENGER OR GOODS SPACES OF VEHICLES
- B60H1/00—Heating, cooling or ventilating [HVAC] devices
- B60H1/22—Heating, cooling or ventilating [HVAC] devices the heat being derived otherwise than from the propulsion plant
- B60H1/2215—Heating, cooling or ventilating [HVAC] devices the heat being derived otherwise than from the propulsion plant the heat being derived from electric heaters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H3/00—Air heaters
- F24H3/02—Air heaters with forced circulation
- F24H3/04—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element
- F24H3/0405—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element using electric energy supply, e.g. the heating medium being a resistive element; Heating by direct contact, i.e. with resistive elements, electrodes and fins being bonded together without additional element in-between
- F24H3/0429—For vehicles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H3/00—Air heaters
- F24H3/02—Air heaters with forced circulation
- F24H3/04—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element
- F24H3/0405—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element using electric energy supply, e.g. the heating medium being a resistive element; Heating by direct contact, i.e. with resistive elements, electrodes and fins being bonded together without additional element in-between
- F24H3/0429—For vehicles
- F24H3/0435—Structures comprising heat spreading elements in the form of fins
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H3/00—Air heaters
- F24H3/02—Air heaters with forced circulation
- F24H3/04—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element
- F24H3/0405—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element using electric energy supply, e.g. the heating medium being a resistive element; Heating by direct contact, i.e. with resistive elements, electrodes and fins being bonded together without additional element in-between
- F24H3/0429—For vehicles
- F24H3/0441—Interfaces between the electrodes of a resistive heating element and the power supply means
- F24H3/0447—Forms of the electrode terminals, e.g. tongues or clips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H3/00—Air heaters
- F24H3/02—Air heaters with forced circulation
- F24H3/04—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element
- F24H3/0405—Air heaters with forced circulation the air being in direct contact with the heating medium, e.g. electric heating element using electric energy supply, e.g. the heating medium being a resistive element; Heating by direct contact, i.e. with resistive elements, electrodes and fins being bonded together without additional element in-between
- F24H3/0429—For vehicles
- F24H3/0452—Frame constructions
- F24H3/047—Multiple-piece frames assembled on their four or more edges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H9/00—Details
- F24H9/18—Arrangement or mounting of grates or heating means
- F24H9/1854—Arrangement or mounting of grates or heating means for air heaters
- F24H9/1863—Arrangement or mounting of electric heating means
- F24H9/1872—PTC
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- General Engineering & Computer Science (AREA)
- Air-Conditioning For Vehicles (AREA)
- Direct Air Heating By Heater Or Combustion Gas (AREA)
- Resistance Heating (AREA)
Abstract
Description
本発明は、PTC(Positive Temperature Coefficient)素子を熱源に備えた電気ヒータ装置に関する。 The present invention relates to an electric heater device including a PTC (Positive Temperature Coefficient) element as a heat source.
従来、通電により発熱するPTC素子を備えた長尺状の発熱部材に接して放熱部材が設けられたヒータユニットと、このヒータユニットを、前記発熱部材と放熱部材の並び方向に複数積層して形成されたヒータ積層体と、このヒータ積層体の長手方向の両端部を支持する一対のハウジング部材と、を備えた電気ヒータ装置が知られている。 Conventionally, a heater unit provided with a heat radiating member in contact with a long heat generating member provided with a PTC element that generates heat upon energization, and a plurality of the heater units are stacked in the arrangement direction of the heat generating member and the heat radiating member. There is known an electric heater device that includes the heater laminate and a pair of housing members that support both ends of the heater laminate in the longitudinal direction.
また、このような電気ヒータ装置において、ヒータ積層体を形成したときに、放熱部材が、その幅方向の抜け止めを行う手段として、発熱部材の端縁部にフランジを全長に亘って立ち上げたものが知られている(例えば、特許文献1参照)。
しかしながら、上述の従来技術にあっては、放熱部材が幅方向に抜け落ちるのを防止する手段として、発熱部材の幅方向両端縁部の上下、にフランジを全長に亘って立ち上げた構成となっていたため、熱効率に悪影響を与えていた。 However, in the above-described prior art, as a means for preventing the heat radiating member from falling off in the width direction, the flange is raised over the entire length above and below the width direction both end edges of the heat generating member. Therefore, the thermal efficiency was adversely affected.
すなわち、放熱部材において、発熱部材に接する部分が最も高温になっているが、発熱部材に立ち上げたフランジにより、放熱部材の最も高温の部分に空気が当たるのが妨げられ、このため、熱効率の悪化を招いていた。 That is, in the heat radiating member, the portion in contact with the heat generating member is at the highest temperature, but the flange raised on the heat generating member prevents air from hitting the hottest portion of the heat radiating member. It was deteriorating.
本発明は、このような従来の問題に着目して成されたもので、熱効率の改善を図ることのできる電気ヒータ装置を提供することを目的とする。 The present invention has been made paying attention to such a conventional problem, and an object of the present invention is to provide an electric heater device capable of improving the thermal efficiency.
上述の目的を達成するため請求項1に記載の発明は、通電により発熱するPTC素子を備えた長尺状の発熱部材と、この発熱部材に接して設けられた放熱部材と、この放熱部材と発熱部材とを積層して形成されたヒータ積層体の長手方向の両端部を支持する一対のハウジング部材と、を備えた電気ヒータ装置であって、前記放熱部材を挟んで発熱部材とは反対側に、両端が両ハウジング部材に幅方向の移動を規制されて取り付けられた位置規制部材が設けられ、前記位置規制部材に、隣接する放熱部材が幅方向に所定以上相対変位するのを規制する規制手段が設けられていることを特徴とする電気ヒータ装置とした。 In order to achieve the above-mentioned object, the invention described in claim 1 includes a long heat generating member provided with a PTC element that generates heat by energization, a heat dissipating member provided in contact with the heat generating member, An electric heater device comprising a pair of housing members that support both ends in the longitudinal direction of a heater laminate formed by laminating a heat generating member, on the side opposite to the heat generating member across the heat radiating member In addition, a position restricting member having both ends attached to both housing members while restricting movement in the width direction is provided, and the position restricting member restricts relative displacement of the adjacent heat dissipating member in the width direction by a predetermined amount or more. An electric heater device characterized in that means is provided.
また、請求項2に記載の発明は、請求項1に記載の電気ヒータ装置において、前記ヒータ積層体は、発熱部材を間に挟んで一対の放熱部材が重ねられたヒータユニットを、前記発熱部材と放熱部材との並び方向に複数積層して形成され、前記位置規制部材に、前記規制手段が、隣り合って配置された一対の放熱部材の前記幅方向の移動を規制可能に形成されていることを特徴とする電気ヒータ装置とした。
The invention according to
また、請求項3に記載の発明は、請求項1または請求項2に記載の電気ヒータ装置において、前記位置規制部材が、1枚の板材により形成され、前記規制手段が、位置規制部材の幅方向の両端縁部を折曲して形成された位置規制フランジであることを特徴とする電気ヒータ装置とした。 According to a third aspect of the present invention, in the electric heater device according to the first or second aspect, the position restricting member is formed of a single plate material, and the restricting means is a width of the position restricting member. The electric heater device is a position regulating flange formed by bending both end edges in the direction.
また、請求項4に記載の発明は、請求項3に記載の電気ヒータ装置において、前記位置規制フランジは、その立上げ方向を積層方向で正逆に異ならせた正フランジと逆フランジとの2種類のフランジが、位置規制フランジが延在される長手方向で、交互に配置されていることを特徴とする電気ヒータ装置とした。 According to a fourth aspect of the present invention, in the electric heater device according to the third aspect of the present invention, the position restricting flange includes two of a normal flange and a reverse flange, the rising direction of which is different in the stacking direction. The electric heater device is characterized in that the types of flanges are alternately arranged in the longitudinal direction in which the position regulating flange extends.
本発明の電気ヒータ装置では、放熱部材の幅方向への抜け止めが、放熱部材を挟んで発熱部材とは反対側に設けられた位置規制部材に設けられた規制手段により規制される。 In the electric heater device of the present invention, the prevention of the radiating member from coming off in the width direction is regulated by the regulating means provided on the position regulating member provided on the opposite side of the heat generating member across the radiating member.
したがって、この規制手段により放熱部材へ空気が当たるのが妨げられても、この部位は、放熱部材において発熱部材から最も離れて発熱部材側よりも温度が低くなっている部位であるから、従来のように放熱部材の最も高温の部位に空気が当たるのが妨げられるのと比較して、熱効率を向上させることができる。 Therefore, even if this restricting means prevents air from hitting the heat radiating member, this part is the part of the heat radiating member that is farthest from the heat generating member and has a lower temperature than the heat generating member. As described above, it is possible to improve the thermal efficiency as compared with the case where air is prevented from hitting the hottest portion of the heat radiating member.
また、請求項2に記載の発明では、1つの位置規制部材が、この位置規制部材に隣り合って配置された一対の放熱部材の変位を規制してその抜け止めが成される。したがって、放熱部材のそれぞれを1つの位置規制部材を用いて抜け止めを行うのと比較して、必要な位置規制部材の数を減らして、部品点数の削減を図ることができる。これにより、組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。
In the invention according to
また、このようにヒータユニットを積層した構成では、ユニット間で放熱部材どうしが隣り合って配置され、これらを支持する部材が必要になるが、位置規制部材がこれを兼ねることで、部品点数を削減し、さらに、組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。 In addition, in the configuration in which the heater units are stacked in this way, the heat dissipating members are arranged adjacent to each other, and a member that supports them is necessary.However, the position restricting member also serves as this, thereby reducing the number of parts. It is possible to reduce the number of assembling steps, manufacturing costs, weight, and size.
請求項3に記載の発明では、1枚の板材で形成した位置規制部材の幅方向の両端縁部を折曲した位置規制フランジで放熱部材の抜け止めを規制するようにしたため、位置規制部材に別体の規制手段を取り付けるのに比べて、部品点数の削減を図ることができる。よって、よりいっそうの組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。
In the invention according to
請求項4に記載の発明では、位置規制フランジが、その立ち上げ方向を正逆に交互に変えて形成されているため、位置規制部材を挟んでその両側に配置された両放熱部材の移動が規制される。 In the invention according to claim 4, since the position restricting flange is formed by alternately changing the rising direction forward and reverse, the movement of both heat radiating members arranged on both sides of the position restricting member is prevented. Be regulated.
よって、位置規制フランジを一方にしか立ち上げない場合に比べて、少ない部品点数で放熱部材の移動を規制でき、本発明でも、部品点数を削減し、よりいっそうの組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。 Therefore, it is possible to regulate the movement of the heat dissipation member with a small number of parts compared to the case where the position regulating flange is raised only on one side, and even in the present invention, the number of parts is reduced, and further assembly man-hours, manufacturing costs, and weights are reduced. Reduction and downsizing can be achieved.
以下、本発明の実施の形態を図面に基づいて説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings.
この実施の形態の電気ヒータ装置は、通電により発熱するPTC素子(72)を備えた長尺状の発熱部材(70)と、この発熱部材(70)に接して設けられた放熱部材(80)と、この放熱部材(80)と発熱部材(70)とを積層して形成されたヒータ積層体(10)の長手方向の両端部を支持する一対のハウジング部材(20,30)と、を備えた電気ヒータ装置であって、前記放熱部材(80)を挟んで発熱部材(70)とは反対側に、両端が両ハウジング部材(20,30)に幅方向の移動を規制されて取り付けられた位置規制部材(50,60)が設けられ、前記位置規制部材(50,60)に、隣接する放熱部材(80)が幅方向に所定以上相対変位するのを規制する規制手段(50b,50c,60a)が設けられていることを特徴とする電気ヒータ装置とした。 The electric heater device of this embodiment includes a long heat generating member (70) provided with a PTC element (72) that generates heat when energized, and a heat dissipating member (80) provided in contact with the heat generating member (70). And a pair of housing members (20, 30) for supporting both ends in the longitudinal direction of the heater laminate (10) formed by laminating the heat radiating member (80) and the heat generating member (70). In the electric heater device, both ends of the electric heater device are attached to both housing members (20, 30) with the movement in the width direction restricted on the opposite side of the heat generating member (70) with the heat radiating member (80) interposed therebetween. Position restricting members (50, 60) are provided, and restricting means (50b, 50c,) for restricting relative displacement of the heat dissipating member (80) adjacent to the position restricting members (50, 60) in the width direction by a predetermined amount or more. 60a) And an electric heater unit according to claim.
以下に、図1〜図18に基づいて、この発明の最良の実施の形態の実施例1の電気ヒータ装置Aについて説明する。 Below, based on FIGS. 1-18, the electric heater apparatus A of Example 1 of this Embodiment is demonstrated.
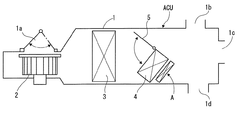
この実施例1の電気ヒータ装置Aは、図1に示す車両用空調ユニットACUに適用されている。 The electric heater device A according to the first embodiment is applied to the vehicle air conditioning unit ACU shown in FIG.
この車両用空調ユニットACUは、ユニットハウジング1の空気取入口1a側から順にブロワファン2、エバポレータ3、ヒータコア4を備えている。また、ヒータコア4の近傍に、エアミックスドア5が設けられ、このエアミックスドア5の開度を調節することで、エバポレータ3を通過した冷気と、ヒータコア4を通過した暖気との混合割合を任意に調節し、各吹出口1b,1c,1dからの吹出空気温度を調節可能に構成されている。
The vehicle air conditioning unit ACU includes a
実施例1の電気ヒータ装置Aは、通電することで発熱するもので、ヒータコア4に並設され、ヒータコア4の発熱温度が不十分なときに通電されて発熱するようになっており、例えば、ディーゼル車など図外の推進装置の冷却水が比較的低い車両に用いられる。 The electric heater device A according to the first embodiment generates heat when energized, and is arranged in parallel with the heater core 4, and is energized to generate heat when the heat generation temperature of the heater core 4 is insufficient. Used for vehicles with relatively low cooling water for propulsion devices (not shown) such as diesel vehicles.
以下に、実施例1の電気ヒータ装置Aの詳細について説明する。 Below, the detail of the electric heater apparatus A of Example 1 is demonstrated.
図2に示すように、電気ヒータ装置Aは、ヒータ積層体10の長手方向(矢印CD方向)の両端部に、フロントハウジング(ハウジング部材)20とエンドハウジング(ハウジング部材)30とを装着して形成されている。
As shown in FIG. 2, the electric heater device A has a front housing (housing member) 20 and an end housing (housing member) 30 attached to both ends of the
ヒータ積層体10は、3つのヒータユニット40,40,40を、その間に支持プレート(位置規制部材)50,50を介在させて上下(この図において矢印LD方向を以下、上下方向と称する)に積み重ね、さらに、その上下にエンドプレート(位置規制部材)60,60を装着して形成されている。
The
ヒータユニット40は、発熱部材70の上下に放熱フィン部材(放熱部材)80,80を重ねて形成されている。
The
なお、放熱フィン部材80は、熱伝導性に優れた金属板材(例えば、アルミやアルミ合金製の板材)により図3に示すように波形状に形成されており、発熱部材70から伝達された熱を、矢印FL方向である幅方向に流れる空気に伝達する。
The heat radiating
フロントハウジング20およびエンドハウジング30は、電気絶縁性および耐熱性に優れた素材、例えば、繊維強化PBT(Polybutylene terephthalate)などにより形成されている。この繊維強化PBTは、吸水率や熱膨張係数が低いため優れた寸法安定性を示し、また、電気絶縁性にも優れ、吸湿による電気特性の変化が小さく、絶縁破壊電圧が高いという特長を有している。
The
フロントハウジング20には、箱状の積層体差込部21とコネクタ接続部22とが形成されている。
The
積層体差込部21は、図11に示すように、ヒータ積層体10への装着時にヒータ積層体10の一端部を挿入する凹状の挿入用凹部21aが、ヒータ積層体10の積層方向(矢印LD方向)に長く形成されている。また、この挿入用凹部21aには、後述するチューブ差込溝20a、支持プレート差込溝20b、エンドプレート差込溝20c、プレート抜け止め爪20dが形成されている。
As shown in FIG. 11, the laminated
エンドハウジング30には、ヒータ積層体10への装着時にヒータ積層体10の他端部を挿入する凹状の挿入用凹部31aが、ヒータ積層体10の積層方向(矢印LD方向)に長く形成されている。また、この挿入用凹部31aには、後述するチューブ差込溝30a、支持プレート差込溝30b、エンドプレート差込溝30c、プレート抜け止め爪30dが形成されている。
In the end housing 30, a concave insertion recess 31 a for inserting the other end of the
また、フロントハウジング20において、 コネクタ接続部22には、電力を供給する図外のコネクタを差し込む差込用凹部22aが形成されている。なお、図14に示すように、積層体差込部21とコネクタ接続部22とは、縦壁23で仕切られているがその詳細については後述する。
Further, in the
次に、上述した発熱部材70、支持プレート50、エンドプレート60について順に詳細に説明する。
Next, the
発熱部材70は、図4に示すように、ポジションフレーム71と、複数(本実施例1では4個)のPTC素子72と、第1コンタクトシート73および第2コンタクトシート74と、チューブ部材75を備えている。
As shown in FIG. 4, the
ポジションフレーム71は、複数のPTC素子72を長手方向(矢印CD方向)に所定の間隔で並べて配置するもので、絶縁性および耐熱性に優れた素材(例えば、ポリアミドなど)によりプレート状に形成され、図5に示すように、PTC素子72の保持用の切欠部71a,71a,71a,71aが4箇所に形成されている。
The
さらに、ポジションフレーム71の長手方向の両端部には、上下1組の係合爪部材71b,71bが、一体に形成されている。なお、図6は、これら1組の係合爪部材71b,71bを拡大して示しており、ポジションフレーム71の本体から、上下方向にあらかじめ設定された間隔の隙間を空けて配置されている。そして、この隙間に両コンタクトシート73,74をそれぞれ挿入され、これにより、係合爪部材71b,71bが、各コンタクトシート73,74に対し、これらシート73,74がポジションフレーム71が積層方向(矢印LD方向)に離れる相対変位を規制するよう係合されている(図4参照)。
Further, a pair of upper and lower engaging
PTC素子72は、一般にPTC(Positive Temperature Coefficient)と称されるチタン酸バリウム(BaTiO3)を主成分とする半導体セラミックで、通電により発熱する特性を有している。なお、本実施例1では、図4に示すように、略長方形の板状に形成されており、ポジションフレーム71の切欠部71aに嵌めこまれて配置されている。
The
第1コンタクトシート73および第2コンタクトシート74は、図7に示すように、PTC素子72を上下から挟んで配置され、各コンタクトシート73,74を、それぞれ図外の電源のプラスとマイナスとに接続させることで、PTC素子72に通電する。
As shown in FIG. 7, the
そこで、図外のコネクタに接続するために、図4に示すように、第1コンタクトシート73と第2コンタクトシート74とにおいて、フロントハウジング20が装着される側の端部には、それぞれ第1通電端子76と第2通電端子77とが一体に形成されている。
Therefore, in order to connect to a connector not shown, as shown in FIG. 4, the
すなわち、図4(a)に示すように、第1コンタクトシート73の端部(フロントハウジング20が装着される側の端部)は、チューブ部材75の外方まで矢印CD方向に真っ直ぐに延在され、この部分に第1通電端子76が形成されている。
That is, as shown in FIG. 4A, the end portion of the first contact sheet 73 (the end portion on the side where the
また、図4(b)に示すように、第2コンタクトシート74のフロントハウジング20が装着される側の端部においてチューブ部材75の外方に延在された部分に第2通電端子77が一体に形成されている。
Further, as shown in FIG. 4B, the second energizing
さらに、第2通電端子77と第2コンタクトシート74との間には、折曲片(折曲部)77aが設けられている。この折曲片77aは、第2通電端子77と第1通電端子76との間隔を、図外のコネクタ側の端子間隔に一致させるべく第2通電端子77を折曲して形成したものである。したがって、本実施例1では、第2通電端子77は、基端側の折曲片77aと、先端側の端子部77bとにより側方から視て略L字の断面形状に形成され、折曲片77aの図において上下両端位置で略直角に折曲され、端子部77bは、第1通電端子76と略平行に延在されている。
Further, a bent piece (bent portion) 77 a is provided between the second energizing
上述した第1通電端子76は、全ての発熱部材70,70,70に設けられているのに対し、図4に示す形状の第2通電端子77は、図2において上から1番目と2番目の発熱部材70,70に設けられている。
The first energizing
そして、上から3番目の発熱部材70の第2コンタクトシート74の端部には、図8に示すように、その上に配置された第2通電端子77への圧接を目的とした圧接用通電端子78が設けられているが、その詳細については後述する。
Then, at the end of the
また、両コンタクトシート73,74は、軽量化および小型化を目的として、その板厚が第1通電端子76および第2通電端子77の端子部77bの板厚の略1/2の厚さに形成されている。すなわち、第1通電端子76および第2通電端子77の端子部77bは、両コンタクトシート73,74の一般部を形成する部分を折り返して重ね合わせて形成されており、これにより、両通電端子76,77は、要求される板厚に形成されている。
Further, for the purpose of reducing the weight and size of the
なお、図8に示す圧接用通電端子78は、その全体が、第2コンタクトシート74の一般部と同じ板厚に形成されている。
8 is entirely formed to have the same thickness as that of the general portion of the
チューブ部材75は、図7に示すように、上下方向に短い略長方形の筒状に形成され、雄チューブ75aと雌チューブ75bとに上下2分割構造に形成されている。
As shown in FIG. 7, the
雌チューブ75bの開口縁には、係合フランジ75cが開口の内側に向けて折曲されている。
An
一方、雄チューブ75aの開口縁には、雌チューブ75bの開口の内側に挿入されて係合フランジ75cと略平行に対向される断面略コの字形状の係合フランジ75dが形成されている。
On the other hand, the opening edge of the
そして、雄チューブ75aの係合フランジ75dと、雌チューブ75bの係合フランジ75cとを上下方向に係合させた合体状態としたときに、チューブ部材75が筒状に形成される。
When the
また、係合フランジ75cと係合フランジ75dとの間には、両フランジ75c,75dの間隔を拡げる方向に付勢する弾性部材79が圧入されている。この弾性部材79の圧入により発生する弾発力で、雄チューブ75aの一般部と雌チューブ75bの一般部との間隔が、矢印a,aに示すように狭まるよう付勢され、両チューブ75a,75b、両コンタクトシート73,74、PTC素子72の接触圧力が得られる。
In addition, an
弾性部材79は、樹脂あるいはゴムなどの絶縁性を有した弾性体により形成され、かつ、図7の要部の拡大図である図9に示すように、リップ部79a,79aが一体に形成されている。これらリップ部79a,79aは、各係合フランジ75c,75dの先端面と他方のチューブ75a,75bとの間に挿入され、両チューブ75a,75bが合体状態から分割方向と直交する方向(矢印FL方向)に相対変位したときに、各係合フランジ75c,75dの先端面と他方のチューブ75a,75bとが当接してショートするのを防止する。また、図において、係合フランジ75cの下面と、これに対向する雄チューブ75aとの間隔L1も、確実にショートを防止できる寸法が確保されている。
The
以上説明した構成の発熱部材70の両端部は、図10に示すエンドハウジング30に形成されたチューブ差込溝30aと、図11に示すフロントハウジング20に形成されたチューブ差込溝20a,20a,20aとに、それぞれ、その先端が図示を省略した溝底部に突き当たるまで差し込まれ、その長手方向(矢印CD方向)および幅方向(矢印FL方向)への移動を規制された状態で支持されている。
Both ends of the
図2に戻り、支持プレート50は、ヒータユニット40とヒータユニット40との間で、上下に位置する放熱フィン部材80,80を支持する熱伝導性に優れた板材(例えば、アルミ・アルミ合金製の板)製のプレートである。
Returning to FIG. 2, the
この支持プレート50は、図12に示すように帯板状に形成され、長手方向の両端部には、放熱フィン部材80の長手方向の位置を規制する位置規制爪50a,50aが上下に形成されている。
The
さらに、支持プレート50において、幅方向(矢印FL方向)の両端縁部には、放熱フィン部材80が幅方向へ移動するのを規制する位置規制フランジ(規制手段)50b,50cが、それぞれ8枚ずつ形成されている。
Further, in the
これら位置規制フランジ50b,50cは、矢印LDの積層方向の一方である図において上方に折曲された位置規制フランジ50bと、積層方向の他方である図において下方に折曲された位置規制フランジ50cとが形成されている。さらに、これら位置規制フランジ50b,50cは、長手方向で交互に配置され、かつ、矢印FL方向で重なる位置に配置されたものが、その折曲方向が逆となるように配置されている。
The
この支持プレート50も、長手方向の両端部は、図10に示すエンドハウジング30に形成された支持プレート差込溝30bと、図11に示すフロントハウジング20に形成された支持プレート差込溝20bとに、それぞれ差し込まれ、その長手方向(矢印CD方向)および幅方向(矢印FL方向)への移動を規制された状態で支持されている。
As for this
図2に戻り、エンドプレート60は、ヒータ積層体10の上下端縁を形成する帯板状の金属プレートであって、例えば、亜鉛メッキ鋼板により形成されている。
Returning to FIG. 2, the
このエンドプレート60は、図13に示すように、矢印FL方向の両端縁部に放熱フィン部材80の幅方向(矢印FL方向)への相対移動を規制する位置規制フランジ60a,60aが形成された、略C形状の縦断面形状に形成されている。
As shown in FIG. 13, the
また、エンドプレート60の長手方向の両端部には、一組の抜け止め用穴60bおよびフィン規制爪60cが形成されている。抜け止め用穴60bは、略長方形を成してエンドプレート60に穿設されている。
A pair of retaining
フィン規制爪60cは、位置規制フランジ60aの立ち上げ方向と同方向に切り起こされており、放熱フィン部材80の長手方向の端部に係合して、放熱フィン部材80が矢印CD方向に相対移動するのを規制する。
The
これらのエンドプレート60は、図10に示すエンドハウジング30に形成されたエンドプレート差込溝30cと、図11に示すフロントハウジング20に形成されたエンドプレート差込溝20cとに、それぞれ差し込まれている。そして、この差込状態で、エンドプレート60の抜け止め用穴60bに、図10に示すエンドハウジング30に形成されたプレート抜け止め爪30d、および図11に示すフロントハウジング20に形成されたプレート抜け止め爪20dが係合されることで、両ハウジング20,30に対してエンドプレート60が長手方向に相対移動するのが規制されている。
These
次に、上述した通電端子76,77および圧接用通電端子78と、フロントハウジング20との関係について説明する。
Next, the relationship between the above-described
図14に示すように、積層体差込部21とコネクタ接続部22とを仕切る縦壁23に、各通電端子76,77を差し込む5個の端子挿通穴24,24,24,24,25が上下方向に並んで形成されている。
As shown in FIG. 14, five terminal insertion holes 24, 24, 24, 24, 25 for inserting the respective current-carrying
すなわち、前述したように、3本の発熱部材70のうち、上から3番目の発熱部材70は、図外のコネクタとの接続を目的とする第2通電端子77を有しないことから端子挿通穴24,25の総数は5個となっている。
That is, as described above, among the three
これについて説明を加えると、図15に示すように、3本の発熱部材70のうち、上から3番目に配置された発熱部材70は、上から1番目および2番目の発熱部材70,70とは、上下が逆に配置され、この3番目の発熱部材70の圧接用通電端子78が、上から2番目の発熱部材70の第2通電端子77に圧接され、両者で1つに合体した接続通電端子778が形成されている。そして、図外のコネクタの接続時には、3本の第1通電端子76,76,76が、プラス、マイナスの一方の極性に接続され、第2通電端子77および接続通電端子778が、プラス、マイナスの他方の極性に接続され、圧接用通電端子78も、この第2通電端子77と同じ極性に接続される。
To explain this, as shown in FIG. 15, among the three
なお、接続通電端子778では、第2通電端子77がコネクタに接続される通電端子として機能するようになっている。
In the
圧接用通電端子78は、図8に示すように、第1通電端子76から離れる方向に立ち上げられた立ち上げ部78aと、この立ち上げ部78aの先端において、第1通電端子76と略平行に延在された当接部78bとを備えた、略逆J形状に形成されている。
As shown in FIG. 8, the press-
立ち上げ部78aは、図8(b)に示すように、第2コンタクトシート74に対して略直角の角度を成した状態では、当接部78bが、その上方に位置する第2通電端子77の端子部77bに圧接されるだけの長さに形成されている。また、立ち上げ部78aは、フロントハウジング20を装着する前の状態では、図8(a)に示すように、当接部78bが端子部77bに僅かに離れた近接状態となるようその傾斜角度θaが90度よりも小さな角度に設定されている。
As shown in FIG. 8 (b), the rising
当接部78bは、先端が端子挿通穴25まで達することのない長さに形成され、かつ、端子部77bに接触した際に、線接触状態となるように上方に凸となる湾曲形状に形成されている。
The
図14に戻り、フロントハウジング20の説明を続けると、フロントハウジング20の縦壁23の積層体差込部21において、上から4番目の端子挿通穴25の上側に受圧部としての受圧突片26が図中矢印CD方向に突出して形成され、かつ、その下方位置に押圧部材としての押圧変形用突片27が受圧突片26と略平行に突出して形成されている。
Returning to FIG. 14, the description of the
受圧突片26は、図8(b)に示す組付状態で、上から2番目の発熱部材70の第2通電端子77の端子部77bの上面に沿って配置されるよう形成され、かつ、先端下側に、斜め下向きのガイド面26aが形成されている。
The
なお、受圧突片26に隣接される端子挿通穴25を除いた他の端子挿通穴24には、積層体差込部21側の上下に、ガイド面24a,24aが形成されている。そして、受圧突片26に隣設される端子挿通穴25には、下側のみにガイド面25aが形成されている。
In addition, guide surfaces 24 a and 24 a are formed on the upper and lower sides of the laminated
さらに、ヒータ積層体10には、図16に示すように、各発熱部材70のフロントハウジング20を装着する側の端部に、ストッパ部材90が装着されている。
Furthermore, as shown in FIG. 16, a
このストッパ部材90は、両ハウジング20,30と同様に、繊維強化PBTなどのように、電気絶縁性および耐熱性に優れた素材により形成され、図17に示すように、3つの挟持部91,91,91を2本のロッド部92,92で結合した形状に一体に形成されている。
This
挟持部91は、挿入空間91aを挟んで上下に対向して配置された一対の挟持片91b,91bと、各挟持片91b,91bの一端を連続させた押え片91cと、が一体に形成された略コの字断面形状に形成されている。挿入空間91aは、発熱部材70の端部であって、チューブ部材75の先端から突出された部分、すなわち、ポジションフレーム71の上下両側に両コンタクトシート73,74が重なっている部分を挟持可能な間隔に形成されている。そして、各挟持片91bの先端部には、挿入空間91aに発熱部材70を挿入させた際に、発熱部材70の端縁に係合する係合爪91dが形成されている。
The sandwiching
したがって、挿入空間91aに発熱部材70の端部を挿入させたときに、発熱部材70は、押え片91cと係合爪91d,91dとにより、幅方向(矢印FL方向)の相対移動が規制される。
Therefore, when the end of the
ストッパ部材90のロッド部92は、断面が長方形の四角柱状に形成され、フロントハウジング20側を向く一側面には、挟持部91と面一に形成された平面状のストッパ面92aが形成されている。
The
ストッパ部材90は、図16に示すように各挟持部91に発熱部材70の端部を挿入させたチューブ装着状態において、挟持部91が、ポジションフレーム71の係合爪部材71bに、長手方向(矢印CD方向)で係合し、かつ、この状態で、ストッパ面92aが、第2通電端子77の折曲片77aに当接するよう形成されている。
In the tube mounting state in which the end portions of the
次に、実施例1の電気ヒータ装置Aの組立手順を説明する。 Next, the assembly procedure of the electric heater device A according to the first embodiment will be described.
まず、図外の治具などを用いて、下から順にエンドプレート60、放熱フィン部材80、発熱部材70、放熱フィン部材80、支持プレート50、放熱フィン部材80、発熱部材70、放熱フィン部材80、支持プレート50、放熱フィン部材80、発熱部材70、放熱フィン部材80、エンドプレート60と積み重ねてヒータ積層体10を形成する。
First, using an unillustrated jig or the like, the
次に、このヒータ積層体10の一端に、図15に示すようにエンドハウジング30を装着し、その後、ヒータ積層体10の発熱部材70,70,70の他端に、ストッパ部材90を装着し、最後に、フロントハウジング20を装着して組み付けを終了する。
Next, the
このフロントハウジング20の組み付け時に、図16において、上から3番目に示す発熱部材70の圧接用通電端子78は、接続通電端子778を構成する第2通電端子77に接触され、さらに、その接触圧力を高める変形が成される。
When the
ここで、接続通電端子778における圧接用通電端子78の変形動作について説明を加える。
Here, the deformation operation of the pressure
第2通電端子77の折曲片77aが略直角に立ち上げられているのに対し、この圧接用通電端子78の立ち上げ部78aは、当初の傾斜角度θaが、図8に示すように90度よりも小さな角度に形成されている。
The
すなわち、ヒータ積層体10の組付時には、各通電端子76,77は、フロントハウジング20の縦壁23に設けられた各端子挿通穴24,25の間隔と一致する間隔に配置される。このヒータ積層体10の組付状態において、立ち上げ部78aは傾斜角度θaで傾斜しており、圧接用通電端子78の当接部78bは、その上方に配置された第2通電端子77に近接されている。
That is, when the
この状態では、立ち上げ部78aは、弾性変形されていないことから、圧接用通電端子78の両側に配置される両通電端子76,77に対して、その間隔を拡げる弾性力が作用しないため、これらの通電端子76,77の間隔を、各端子挿通穴24,25の間隔に保持するための専用の工具や工程を必要としない。
In this state, since the rising
そこで、図15に示すように、ヒータ積層体10の一端にエンドハウジング30を装着したら、次に、ヒータ積層体10の他端に、フロントハウジング20を矢印CD方向へ移動させながら装着する。
Therefore, as shown in FIG. 15, when the
このとき、ヒータ積層体10から突出している各通電端子76,77を、フロントハウジング20の端子挿通穴24,25に挿通させるが、各通電端子76,77の位置と、各端子挿通穴24,25の位置とが、上下方向で多少ずれていても、各端子挿通穴24のガイド面24a,24aおよび端子挿通穴25のガイド面25aおよび受圧突片26のガイド面26aでガイドされて、スムーズに差し込まれる。
At this time, the current-carrying
そして、各通電端子76,77を、端子挿通穴24,25に挿通させると、図8に示すように、押圧変形用突片27の先端面が、圧接用通電端子78の立ち上げ部78aを押し、その傾斜角度θaを立ち上げる方向に弾性変形させる。この弾性変形により圧接用通電端子78の当接部78bが、接続通電端子778を構成する第2通電端子77の端子部77bに圧接される。
When the
さらに、この第2通電端子77の端子部77bの上側には、受圧突片26が当接状態で配置されているため、この圧接で第2通電端子77の端子部77bが変形するのが防止され、上記の圧接用通電端子78の変形ならびに圧接が確実に成される。
Further, since the
なお、押圧変形用突片27は、その矢印CD方向の寸法が、図8(b)に示す組付終了時に、圧接用通電端子78の傾斜角度θbが、略直角となる寸法に設定されている。
Note that the pressing
また、このとき、発熱部材70には、ストッパ部材90が装着されており、押圧変形用突片27から圧接用通電端子78に対する矢印CD方向への入力が、ストッパ部材90のストッパ面92aで受け止められ、圧接用通電端子78が、過大に変形することが防止される。ちなみに、ストッパ部材90への入力は、このストッパ部材90が係合された発熱部材70のポジションフレーム71がエンドハウジング30に突き当てられていることで、エンドハウジング30で受け止められる。
At this time, the
以上のようにして組み立てられた実施例1の電気ヒータ装置Aには、図外のコネクタが接続される。このコネクタの接続の際には、各通電端子76,77に対して矢印CD方向に入力を受ける。このとき、第1通電端子76は、第1コンタクトシート73と直線状に連続して形成されていることから、この入力は、他端のエンドハウジング30で受け止められる。
A connector (not shown) is connected to the electric heater device A of Example 1 assembled as described above. When this connector is connected, an input is received in the direction of the arrow CD with respect to the
一方、第2通電端子77は、L字状に折曲された折曲片77aを有しており、第2通電端子77の端子部77bへの矢印CD方向への入力は、折曲片77aに対して立ち上げ角度を深くする方向に作用する。ここで、本実施例1では、第2通電端子77の折曲片77aの背面にストッパ部材90のストッパ面92aが接して設けられているため、折曲片77aに作用する力をストッパ部材90で受け止め、折曲片77aが変形するのが防止される。
On the other hand, the second energizing
これにより、第2通電端子77の折曲片77aの変形を原因とした接触不良の発生を防止できる。
Thereby, it is possible to prevent the occurrence of contact failure due to the deformation of the
以上説明したように、実施例1の電気ヒータ装置にあっては、3つの発熱部材70に設けられた合計6枚の第1・第2コンタクトシート73,74への電気的接続を、合計5本の第1・第2通電端子76,77で行うようにして、接続に要するスペースの小型化を図るとともに、各通電端子76,77間の距離を確保している。
As described above, in the electric heater device according to the first embodiment, a total of five electrical connections to the first and
さらに、第2通電端子77の数を減らすのにあたり、本実施例1では、上から3番目の発熱部材70の第2コンタクトシート74に、上から2番目の発熱部材70の第2通電端子77へ圧接させる圧接用通電端子78を設け、しかも、両者の圧接が、フロントハウジング20の装着作業に伴って成されるようにした。
Furthermore, in order to reduce the number of
このため、圧接用通電端子78と第2通電端子77とをあらかじめ溶接により接続させたり、両者を接続用の部品を用いて接続させたりする場合と比較して、作業工数や部品点数を減らして、作業性および経済性に優れる。
For this reason, compared with the case where the current-carrying
また、ヒータ積層体10を形成した時点で、圧接用通電端子78と第2通電端子77とを圧接させる場合と比較しても、専用の部品や手間を省くことができる。すなわち、ヒータ積層体10を形成した時点で、圧接用通電端子78と第2通電端子77とを圧接させる場合、図18(a)に示すように、本来、端子挿通穴24,24の間隔よりも広がっている第2通電端子77および第1接続用端子76の間隔を、同図(b)に示すように、端子挿通穴24,24の間隔に一致するように、圧接用通電端子78を弾性変形させることで圧接させる必要がある。この図18(b)に示す状態では、圧接用通電端子78を弾性変形させたことによる復元力で、これらを有した発熱部材70,70が離れようとするため、これを規制して圧接用通電端子78が弾性変形された状態に維持する専用の部品や工具が必要になるとともに、そのための作業が必要となる。
In addition, when the
本実施例1では、フロントハウジング20の装着時に、この圧接用通電端子78を変形させることで圧接させるため、フロントハウジング20の装着前の時点で圧接用通電端子78の弾性変形状態を維持させることが不要であるため、このための専用部品や工具やその作業が不要で、作業性に優れ、かつ経済性にも優れる。
In the first embodiment, when the
しかも、実施例1では、上述のように圧接用通電端子78の弾性変形は、その立ち上げ部78aの傾斜角度が大きくなる弾性変形でおこなうようにしたため、圧接用通電端子78が圧接された状態と圧接されない状態とが、フロントハウジング20の装着作業方向で形成することが容易となり、上述の作業性および経済性に優れる効果を、容易に発揮することができる。
Moreover, in the first embodiment, as described above, since the elastic deformation of the pressure
加えて、実施例1では、フロントハウジング20の押圧変形用突片27が圧接用通電端子78を弾性変形させて、圧接用通電端子78が第2通電端子77に圧接されたときに、第2通電端子78の上面に沿って配置された受圧突片26が、この圧接力を受圧する。
In addition, in the first embodiment, when the pressing
よって、接続通電端子778の第2通電端子77が圧接用通電端子78の圧接力で変形するのを防止することができ、この変形を原因とする接触不良などの不具合の発生を防止することができる。
Therefore, it is possible to prevent the
さらに、圧接用通電端子78は、他の通電端子76,77に比べて、板厚を薄く形成しているため、圧接用通電端子78を弾性変形させて圧接させる作業を容易に行うことができる。
Furthermore, since the press
また、実施例1では、筒状のチューブ部材75にプラス用およびマイナス用の第1・第2コンタクトシート73,74とPTC素子72とを挿入した発熱部材70を用い、PTC素子72の必要な電気的な接触は、この発熱部材70内で行うようにした。
In the first embodiment, the
したがって、放熱フィン部材80などの放熱用の部材を電極として用いるのに比べて、他の金属部材などが接触してショートなどが発生する不具合を回避しやすくなる。
Therefore, it is easier to avoid a problem that a short circuit or the like occurs due to contact with other metal members, compared to the case where a heat radiating member such as the heat radiating
また、チューブ部材75に第1・第2コンタクトシート73,74を挿入しているが、第2通電端子77をL字状に折曲させているため、両通電端子76,77どうしの接触による不具合が生じにくい。さらに、圧接用通電端子78との圧接が容易となるとともに、圧接用通電端子78の弾性変形代の確保も容易となる。
In addition, the first and
加えて、実施例1では、放熱フィン部材80の幅方向(矢印FL方向)の抜け止めは、図12に示す支持プレート50に形成された位置規制フランジ50b,50c、および図13に示すエンドプレート60の位置規制フランジ60a,60aにより行うようにして、発熱部材70には、熱交換する空気の流れを妨げるフランジを設けない構成とした。
In addition, in the first embodiment, the radiating
このように、放熱フィン部材80の空気流との接触を妨げる構成が、放熱フィン部材80において熱源である発熱部材70から最も離れた部位に配置されており、放熱フィン部材80の熱源である発熱部材70に接している部位には、この空気流の妨げとなるものがない。
Thus, the structure which prevents the
よって、放熱フィン部材80の抜け止め用のフランジを発熱部材70側に形成する場合と比較して、放熱フィン部材80の熱交換効率が向上する。
Therefore, the heat exchange efficiency of the radiating
さらに、本実施例1では、ヒータ積層体10を形成するにあたり、1つの発熱部材70を一対の放熱フィン部材80,80で挟んで形成したヒータユニット40を、3つ積層してヒータ積層体10を形成している。このように構成することで、各ヒータユニット40において、1つの発熱部材70で発生させた熱を、2つの放熱フィン部材80,80に伝達させて効率的に放熱することができる。このような構成では、ヒータユニット40どうしを積み重ねたときに、両ユニット40の間で、両ユニット40を支持する部材(支持プレート50)が必要になるが、本実施例1では、この支持プレート50を有効に利用して放熱フィン部材80の抜け止めを行うようにしており、これらの機能を別々に設けるものと比較して、部品点数を削減して、組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。
Further, in the first embodiment, when the heater laminated
しかも、本実施例1では、放熱フィン部材80の幅方向の移動を規制する位置規制フランジ50b,50c,60aを、それぞれ支持プレート50およびエンドプレート60に一体に形成したため、この移動を規制する手段を、これらのプレートに別体に設けるのと比較して、部品点数を削減して、組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。
In addition, in the first embodiment, the
加えて、本実施例1では、支持プレート50に位置規制フランジ50b,50cを形成するのにあたり、フランジの起立方向を積層方向で正逆異ならせたものを、交互に形成したため、1枚の板材のプレス加工で、上下の両方に隣設される放熱フィン部材80,80の抜け止めを防止することができる。これにより、部品点数を削減して、よりいっそう組付工数、製造コスト、重量の削減および小型化を図ることが可能となる。
In addition, in the first embodiment, when the
さらに、本実施例1では、発熱部材70にストッパ部材90を装着し、L字状に折曲された第2通電端子77および圧接用通電端子78の折曲片77aおよび立ち上げ部78aの裏面にストッパ面92aを当接あるいは近接させて配置した。これにより、圧接用通電端子78の圧接作業時、およびコネクタの接続作業時に、第2通電端子77および圧接用通電端子78に対して、矢印CD方向に荷重が入力されても、折曲片77aおよび立ち上げ部78aが過大に折り曲げられる変形が生じるのを防止できる。
Further, in the first embodiment, a
よって、この変形により接続不良の発生を防止できる。特に、本実施例1では、軽量化のために、各コンタクトプレー73,74として、各通電端子76,77よりも板厚が薄いものを用いており、圧接用通電端子78の立ち上げ部78aの板厚が薄くなっているが、このような構成において特に有効となる。
Therefore, the occurrence of poor connection can be prevented by this deformation. In particular, in the first embodiment, in order to reduce the weight, each
しかも、ヒータ積層体10を組み付けた際に、3本の発熱部材70,70,70のフロントハウジング20側の端部の積層方向(矢印LD方向)の位置が、ストッパ部材90により位置決めされるようにした。このため、各通電端子76,77の間隔も、所定の間隔に保持され、これらの通電端子76,77を各端子挿通穴24,25に挿通させるのがスムーズになり、ストッパ部材90を設けない場合に比べて、フロントハウジング20の装着作業をスムーズに行うことができる。
Moreover, when the
また、本実施例1では、発熱部材70のチューブ部材75として、雄チューブ75aと雌チューブ75bとの2分割構造のものを用い、両チューブ75a,75bの間に介在されて付勢する弾性部材79を絶縁性を有する素材で形成し、さらに、第1・第2コンタクトシート73,74を両チューブ75a,75bに直接接触させて、これらの少なくとも一方の間に介在させていた絶縁体を廃止した。
In the first embodiment, the
このため、発熱部材70の構成部品点数を抑えて、コストおよび組付工数の低減を図ることができる。
For this reason, the number of components of the
さらに、発熱部材70板厚(図7の寸法L2)を抑えて、発熱部材70ならびに電気ヒータ装置Aの薄型化を図ることができる。あるいは、装置が同じサイズであれば、放熱フィン部材80の寸法を相対的に大きくして、熱交換効率の向上を図ることができる。
Furthermore, the thickness of the
加えて、第1・第2コンタクトシート73,74を両チューブ75a,75bに直接接触させたことにより、熱伝達性能を向上させてエネルギ効率の向上を図ることが可能となる。
In addition, since the first and
また、接続通電端子778では、第2通電端子77のみを端子挿通穴25に挿通させるため、接続通電端子778の通電用の端子を、他の通電端子76,77と同じ板厚に形成でき、製造が容易となる。
Further, in the
次に、図19に基づいてこの発明の実施の形態の実施例2の電気ヒータ装置について説明する。なお、この実施例2は、実施例1の変形例であるため、その相違点についてのみ説明し、実施例1と同様の構成および作用効果については説明を省略する。 Next, an electric heater device according to Example 2 of the embodiment of the present invention will be described with reference to FIG. Since the second embodiment is a modification of the first embodiment, only the difference will be described, and the description of the same configuration and operational effects as the first embodiment will be omitted.
実施例2は、位置規制部材としての支持プレート250の構成が実施例1と異なる。この支持プレート250は、エンドプレート60と同様に、幅方向の両端縁部に長手方向の全長に亘る位置規制フランジ251a,252aを有した部材251,252を2枚結合させて形成されている。
The second embodiment is different from the first embodiment in the configuration of the
なお、位置規制フランジ251a,252aは、支持プレート250の前長に亘って一枚の板状に形成してもよいが、例えば、図(b)に示すように、途中に切欠部251a,252bを形成して、熱交換用の空気の流れを妨げにくい構造としてもよい。
The
また、支持プレート250を樹脂により形成した場合には、部材251,252を一部材で形成することができ、部品点数を削減することができる。
Further, when the
他の構成は、実施例1と同様であるから説明を省略する。 Other configurations are the same as those of the first embodiment, and thus the description thereof is omitted.
以上、図面を参照して、本発明の実施の形態および実施例1,2を詳述してきたが、具体的な構成は、この実施の形態および実施例1に限らず、本発明の要旨を逸脱しない程度の設計的変更は、本発明に含まれる。 The embodiment of the present invention and Examples 1 and 2 have been described above in detail with reference to the drawings. However, the specific configuration is not limited to this embodiment and Example 1, and the gist of the present invention is described. Design changes that do not deviate are included in the present invention.
例えば、実施例1,2では、ヒータ積層体10としてヒータユニット40を3段重ねして形成した例を示したが、2段重ねあるいは4段重ねなど3段以外の複数重ね合わせた構成としてもよい。
For example, in the first and second embodiments, an example in which the
また、実施例1では、規制手段として、位置規制部材としての支持プレート50およびエンドプレート60に一体に形成した位置規制フランジ50a,50b,60aを示したが、これに限定されるものではなく、規制手段として位置規制部材とは別体の部材を接着その他の手段により結合させてもよい。
In the first embodiment, the
また、実施例1,2では、放熱部材として、放熱フィン部材80を示したが、法寝る特性に優れる部材であれば、このようなフィン構造の部材に限定されるものではない。
Moreover, in Example 1, 2, although the heat radiating
さらに、実施例1,2では、位置規制部材として、平板状の部材(50,60,250)を示したが、その形状は、放熱部材の形状に応じ、適宜最適の形状を用いればよいものであり、例えば、半筒状などの形状に形成してもよい。 Further, in the first and second embodiments, the plate-like members (50, 60, 250) are shown as the position restricting members. However, the shape may be an optimum shape as appropriate according to the shape of the heat dissipation member. For example, you may form in shapes, such as a semi-cylinder shape.
また、実施例1〜4では、電極としての第1・第2コンタクトシート73,74を発熱部材70内に配置した例を示したが、本発明は、従来技術のように、放熱フィン部材80などの放熱部材を電極として用い、この放熱部材に通電端子一体的に接続した構成にも適用できる。
Moreover, in Examples 1-4, although the example which has arrange | positioned the 1st,
10 ヒータ積層体
20 フロントハウジング(ハウジング部材)
20b 支持プレート差込溝
30 エンドハウジング(ハウジング部材)
30b 支持プレート差込溝
50 支持プレート(位置規制手段)
50b 位置規制フランジ
50c 位置規制フランジ
60 エンドプレート(位置規制手段)
60a 位置規制フランジ
70 発熱部材
72 PTC素子
80 放熱フィン部材(放熱部材)
250 支持プレート(位置規制手段)
251a位置規制フランジ
252a位置規制フランジ
10
20b Support
30b Support
50b
60a
250 Support plate (position regulating means)
251a
Claims (4)
この発熱部材に接して設けられた放熱部材と、
この放熱部材と発熱部材とを積層して形成されたヒータ積層体の長手方向の両端部を支持する一対のハウジング部材と、
を備えた電気ヒータ装置であって、
前記放熱部材を挟んで発熱部材とは反対側に、両端が両ハウジング部材に幅方向の移動を規制されて取り付けられた位置規制部材が設けられ、
前記位置規制部材に、隣接する放熱部材が幅方向に所定以上相対変位するのを規制する規制手段が設けられていることを特徴とする電気ヒータ装置。 A long heat generating member provided with a PTC element that generates heat when energized;
A heat dissipating member provided in contact with the heat generating member;
A pair of housing members that support both ends in the longitudinal direction of the heater laminate formed by laminating the heat radiating member and the heat generating member;
An electric heater device comprising:
On the opposite side of the heat-generating member across the heat-dissipating member, there are provided position-regulating members whose both ends are attached to both housing members with restricted movement in the width direction,
An electric heater device, wherein the position restricting member is provided with restricting means for restricting relative displacement of an adjacent heat dissipating member in the width direction by a predetermined amount or more.
前記位置規制部材に、前記規制手段が、隣り合って配置された一対の放熱部材の前記幅方向の移動を規制可能に形成されていることを特徴とする請求項1に記載の電気ヒータ装置。 The heater laminate is formed by stacking a plurality of heater units in which a pair of heat dissipating members are stacked with a heat generating member interposed therebetween in the arrangement direction of the heat generating member and the heat dissipating member,
2. The electric heater device according to claim 1, wherein the restricting unit is formed on the position restricting member so as to be able to restrict the movement in the width direction of a pair of heat radiating members arranged adjacent to each other.
前記規制手段が、位置規制部材の幅方向の両端縁部を折曲して形成された位置規制フランジであることを特徴とする請求項1または請求項2に記載の電気ヒータ装置。 The position restricting member is formed of one plate material,
The electric heater device according to claim 1, wherein the restricting means is a position restricting flange formed by bending both end edges in the width direction of the position restricting member.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006127906A JP2007298241A (en) | 2006-05-01 | 2006-05-01 | Electric heater system |
| PCT/JP2007/059171 WO2007129608A1 (en) | 2006-05-01 | 2007-04-27 | Electric heater device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006127906A JP2007298241A (en) | 2006-05-01 | 2006-05-01 | Electric heater system |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007298241A true JP2007298241A (en) | 2007-11-15 |
Family
ID=38667716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006127906A Pending JP2007298241A (en) | 2006-05-01 | 2006-05-01 | Electric heater system |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2007298241A (en) |
| WO (1) | WO2007129608A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2428747A1 (en) * | 2010-09-13 | 2012-03-14 | Behr GmbH & Co. KG | Heat exchanger |
| CN101726100B (en) * | 2008-10-17 | 2012-06-27 | 宁波高博科技有限公司 | Warming apparatus with humidifying function |
| CN104302495A (en) * | 2012-05-16 | 2015-01-21 | 汉拿伟世通空调有限公司 | Heater for vehicle |
| CN110087921A (en) * | 2016-10-21 | 2019-08-02 | 法雷奥热系统公司 | Electric auxiliary heating device |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2151639B1 (en) * | 2008-08-07 | 2019-01-09 | MAHLE Behr GmbH & Co. KG | Heat exchanger |
| EP2230112B8 (en) * | 2009-03-16 | 2012-08-22 | Behr GmbH & Co. KG | Automotive air conditioning system |
| EP2395295B1 (en) * | 2010-06-11 | 2013-03-06 | Behr GmbH & Co. KG | Heat exchanger |
| FR3062964A1 (en) | 2017-02-14 | 2018-08-17 | Valeo Systemes Thermiques | ELECTRICAL CONNECTION INTERFACE OF AN ELECTRICAL HEATING DEVICE FOR A MOTOR VEHICLE |
| FR3073039B1 (en) * | 2017-10-30 | 2020-07-24 | Valeo Systemes Thermiques | ELECTRICAL INSULATION PLATE WITH ELECTRODE RECEPTION CONNECTIONS AND HEATING BODY FOR HEATING MODULE OF HEATING DEVICE FOR MOTOR VEHICLE |
| FR3073036A1 (en) * | 2017-10-30 | 2019-05-03 | Valeo Systemes Thermiques | TUBE FOR A HEATING DEVICE FOR A MOTOR VEHICLE WITH RELIEF ON A SIDE WALL |
| FR3075554B1 (en) | 2017-12-19 | 2022-05-20 | Valeo Systemes Thermiques | ELECTRIC HEATER WITH ELECTRODE DOCKING STATION |
| FR3136141A1 (en) * | 2022-05-24 | 2023-12-01 | Valeo Systemes Thermiques | Heating element of a heating body for an electric radiator comprising two heating elements. |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0754747Y2 (en) * | 1990-02-19 | 1995-12-18 | カルソニック株式会社 | Humidifier and fan heater |
| ES2098394T3 (en) * | 1992-06-23 | 1997-05-01 | David & Baader Dbk Spezfab | RADIATOR. |
| JP3794116B2 (en) * | 1997-08-06 | 2006-07-05 | 株式会社デンソー | Heat exchanger for heating |
| ES2242114T3 (en) * | 2003-02-28 | 2005-11-01 | CATEM GMBH & CO.KG | ELECTRICAL HEATING DEVICE WITH HEATING ZONES. |
-
2006
- 2006-05-01 JP JP2006127906A patent/JP2007298241A/en active Pending
-
2007
- 2007-04-27 WO PCT/JP2007/059171 patent/WO2007129608A1/en active Application Filing
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101726100B (en) * | 2008-10-17 | 2012-06-27 | 宁波高博科技有限公司 | Warming apparatus with humidifying function |
| EP2428747A1 (en) * | 2010-09-13 | 2012-03-14 | Behr GmbH & Co. KG | Heat exchanger |
| WO2012034999A1 (en) * | 2010-09-13 | 2012-03-22 | Behr Gmbh & Co. Kg | Heat exchanger |
| EP2428747B1 (en) | 2010-09-13 | 2015-04-08 | MAHLE Behr GmbH & Co. KG | Heat exchanger |
| CN104302495A (en) * | 2012-05-16 | 2015-01-21 | 汉拿伟世通空调有限公司 | Heater for vehicle |
| CN110087921A (en) * | 2016-10-21 | 2019-08-02 | 法雷奥热系统公司 | Electric auxiliary heating device |
| CN110087921B (en) * | 2016-10-21 | 2022-07-19 | 法雷奥热系统公司 | Electric auxiliary heating device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007129608A1 (en) | 2007-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007298241A (en) | Electric heater system | |
| JP2008071553A (en) | Electrical heater apparatus, and its manufacturing method | |
| JP4006711B2 (en) | Electric heater | |
| JP4579282B2 (en) | Electric heater device | |
| US20090107985A1 (en) | Electrical heating apparatus, method of manufacturing heat generator unit and pressing jig for use in manufacturing thereof | |
| US9511648B2 (en) | Vehicle heater | |
| EP2730854B1 (en) | Car interior compartment heater | |
| JP2007118779A (en) | Heater structure | |
| KR102078194B1 (en) | A heater for vehicles | |
| JP6640700B2 (en) | Electric heater | |
| US20140124494A1 (en) | Car interior compartment heater | |
| JP2007300005A (en) | Electrical heater equipment | |
| JP4600305B2 (en) | Male terminal structure | |
| CN102144434B (en) | A fixing structure of multi-layer printed circuit board | |
| JP2007309559A (en) | Electric heater device | |
| JP2007299684A (en) | Electrical heater apparatus and its manufacturing method | |
| JP2002029249A (en) | Heat exchanger for heating | |
| JP4417412B2 (en) | Manufacturing method of heating unit and press jig | |
| JP3804517B2 (en) | Heat exchanger for vehicle heating | |
| JP3988749B2 (en) | Electric heater | |
| JP4107205B2 (en) | Electric heater | |
| JP2009170121A (en) | Electric heater unit | |
| JP7131178B2 (en) | exothermic member | |
| JP2009043491A (en) | Electric heater | |
| KR20190010132A (en) | Connecting structure of ptc rod and busbar |