JP2007204775A - 平版印刷版用アルミニウム合金板およびその製造方法 - Google Patents
平版印刷版用アルミニウム合金板およびその製造方法 Download PDFInfo
- Publication number
- JP2007204775A JP2007204775A JP2006022077A JP2006022077A JP2007204775A JP 2007204775 A JP2007204775 A JP 2007204775A JP 2006022077 A JP2006022077 A JP 2006022077A JP 2006022077 A JP2006022077 A JP 2006022077A JP 2007204775 A JP2007204775 A JP 2007204775A
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- plate
- hot
- crystal grains
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 51
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 19
- 238000005096 rolling process Methods 0.000 claims abstract description 96
- 239000013078 crystal Substances 0.000 claims abstract description 76
- 238000005098 hot rolling Methods 0.000 claims abstract description 31
- 238000000137 annealing Methods 0.000 claims abstract description 17
- 238000005097 cold rolling Methods 0.000 claims abstract description 17
- 239000002826 coolant Substances 0.000 claims abstract description 8
- 238000002347 injection Methods 0.000 claims abstract description 8
- 239000007924 injection Substances 0.000 claims abstract description 8
- 229910052802 copper Inorganic materials 0.000 claims abstract description 6
- 238000004804 winding Methods 0.000 claims description 54
- 230000002093 peripheral effect Effects 0.000 claims description 28
- 239000012535 impurity Substances 0.000 claims description 4
- 230000001105 regulatory effect Effects 0.000 abstract description 6
- 239000000243 solution Substances 0.000 abstract description 4
- 238000007788 roughening Methods 0.000 description 57
- 238000011282 treatment Methods 0.000 description 45
- 238000000034 method Methods 0.000 description 40
- 238000005530 etching Methods 0.000 description 12
- 238000001816 cooling Methods 0.000 description 9
- 238000001953 recrystallisation Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 239000002253 acid Substances 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 239000003513 alkali Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000004381 surface treatment Methods 0.000 description 5
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 4
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 4
- 239000002585 base Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 229910017604 nitric acid Inorganic materials 0.000 description 4
- WMFOQBRAJBCJND-UHFFFAOYSA-M Lithium hydroxide Chemical compound [Li+].[OH-] WMFOQBRAJBCJND-UHFFFAOYSA-M 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 238000007743 anodising Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000003792 electrolyte Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910018191 Al—Fe—Si Inorganic materials 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 229910018084 Al-Fe Inorganic materials 0.000 description 1
- 229910018192 Al—Fe Inorganic materials 0.000 description 1
- 229910018575 Al—Ti Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- ANBBXQWFNXMHLD-UHFFFAOYSA-N aluminum;sodium;oxygen(2-) Chemical compound [O-2].[O-2].[Na+].[Al+3] ANBBXQWFNXMHLD-UHFFFAOYSA-N 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000002848 electrochemical method Methods 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000000866 electrolytic etching Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- LNOPIUAQISRISI-UHFFFAOYSA-N n'-hydroxy-2-propan-2-ylsulfonylethanimidamide Chemical compound CC(C)S(=O)(=O)CC(N)=NO LNOPIUAQISRISI-UHFFFAOYSA-N 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229910001388 sodium aluminate Inorganic materials 0.000 description 1
- 229910000029 sodium carbonate Inorganic materials 0.000 description 1
- 235000011121 sodium hydroxide Nutrition 0.000 description 1
- 235000019795 sodium metasilicate Nutrition 0.000 description 1
- 239000001488 sodium phosphate Substances 0.000 description 1
- 229910000162 sodium phosphate Inorganic materials 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 1
Images

Abstract
【解決手段】 Fe0.1〜0.5%、Si0.05〜0.20%、Cu0.005〜0.07%、Ti0.005〜0.08%を含有するAl合金よりなり、結晶粒平均面積0.1mm2以下、結晶粒の圧延方向平均長さ1300μm以下、圧延直角方向平均長さ100μm以下、製品板コイルでの内巻部の圧延直角方向平均長さAと外巻部の圧延直角方向平均長さBとの比A/Bが0.8≦A/B≦1.2、内巻部の結晶粒平均面積Cと外巻部の結晶粒平均面積Dとの比C/Dが0.8≦C/D≦1.2を満たすAl合金板。製法として、熱間圧延を施すに当り、仕上げ圧延圧下量を、粗圧延上り板厚と仕上げ圧延上り板厚との比9以上、圧延上り板厚1.2〜4.0mm、圧延上り温度280〜360℃で行い、仕上げ圧延のクーラント噴射量調整により上がり板の最高温度部と最低温度部との差を30℃以内に制御し、その後中間焼鈍なしで冷間圧延する。
【選択図】 図1
Description
0.8≦A/B≦1.2
を満たし、かつ前記内巻部での結晶粒の平均面積Cと前記外巻部での結晶粒の平均面積Dとの比C/Dが
0.8≦C/D≦1.2
を満たすことを特徴とするものである。
ta/tb>9
を満たすように規制し、かつ熱間仕上げ圧延上がり板厚tbを1.2〜4.0mmの範囲内、熱間仕上げ圧延上がり温度が280〜360℃の範囲内となるように熱間圧延するとともに、熱間仕上げ圧延におけるクーラント噴射量を調整することによって、熱間仕上げ圧延上がり直後の熱間圧延板の最高温度部と最低温度部との温度差が30℃以内となるように制御し、得られた熱間圧延板に対して、中間焼鈍を施すことなく冷間圧延により製品板厚とすることを特徴とするものである。
Fe量が0.1%未満では、再結晶時の結晶粒径が粗大となって粗面化処理により生成されるピットが不均一となって、粗面化処理後の外観に面質ムラが発生し、外観が不均一となる。一方Fe量が0.5%を越えれば、Al−Fe系、Al−Fe−Si系の粗大化合物が多量に生成されて、粗面化処理後のピットが不均一となり、前記同様に粗面化処理後の外観不均一が生じる。そのためFe量は0.1〜0.5%の範囲とした。
Si量が0.05%未満では、粗面化処理後のピットが不均一となることから、粗面化処理後に面質ムラが発生し、外観が不均一となる。またSi量が0.20%を越えれば、Al−Fe−Si系の粗大化合物が多量に生成されて、粗面化処理後のピットが不均一となって、粗面化処理後に面質ムラが生じ、外観が不均一となり、また耐熱軟化性も低下し、さらには過酷インキ汚れ性も低下する。そのためSi量は0.05〜0.20%の範囲内とした。
Cuは電解グレーニング性に大きな影響を及ぼす元素である。Cu量が0.005%未満では、粗面化処理後のピットが不均一になり、前記同様に外観不均一となる。一方Cu量が0.07%を越えても粗面化処理後のピットが不均一となり、また粗面化処理後の色調が黒味を帯びすぎて商品価値を損なう。そのためCu量は0.005〜0.07%の範囲内とした。
Tiも電解グレーニング性に大きな影響を及ぼし、またアルミニウム合金鋳塊の組織状態にも大きな影響を及ぼす元素である。Ti量が0.005%未満では、粗面化処理後のピットが不均一になり、また鋳塊の結晶粒が微細化されずに粗大な結晶粒組織になるため、マクロ組織に圧延方向に沿う帯状の筋が発生して、粗面化処理後にも帯状の筋が残存し、平版印刷版用支持体として好ましくなくなる。一方Ti量が0.08%を越えれば、上記効果が飽和するばかりでなく、粗大なAl−Ti系化合物が形成されてその化合物が圧延板に筋状に分布し、その結果陽極酸化皮膜に欠陥が生じ、感光層の欠陥となって、きれいな印刷が困難となる。そのためTi量は0.005〜0.08%の範囲内とした。
0.8≦A/B≦1.2
の条件を満たし、同時に内巻部2における結晶粒の平均面積率Cと外巻部3における結晶粒の平均面積Dとの比C/Dが、
0.8≦C/D≦1.2
の条件を満たしていれば、製品板コイルの内周端から外周端までにわたり(すなわちコイル長尺板の全長にわたって)、粗面化処理により均一な粗面が得られ、粗面化処理後の外観も均一に良好となることが判明し、上記の2条件を規定した。
ta/tb>9
が満たされるように定めるとともに、熱間仕上げ圧延上がり板厚tbを1.2〜4.0mmの範囲内、熱間仕上げ圧延上がり温度を280〜360℃の範囲内に規制して、熱間圧延からその直後の巻取および冷却過程の間で再結晶を生起させ、さらに熱間仕上げ圧延におけるクーラント噴射量を調整することにより、熱間仕上げ圧延直後の熱間圧延板の最高温度部と最低温度部との温度差が30℃以内となるように制御する。
粗面化処理後の外観について目視で観察し、ストリークスの発生が認められないものを○、発生が確認されるものを×とした。
粗面化処理後の外観について、製品板コイルの全長にわたって目視により観察し、製品板コイルの全長にわたって粗面が均一なものを○、製品板コイルの全長の一部の粗面状況が他の部分と異なっていて、全長にわたっての粗面均一性が劣るものを×とした。
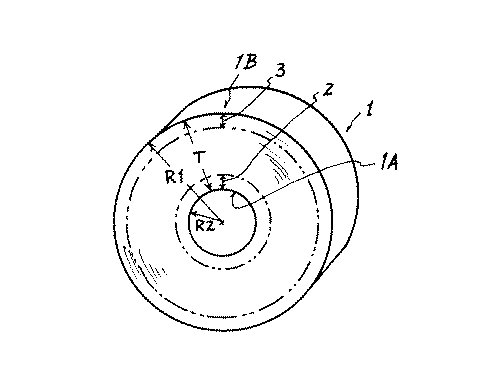
2 内巻部
3 外巻部
T 巻厚
Claims (2)
- Fe0.1〜0.5%(mass%、以下同じ)、Si0.05〜0.20%、Cu0.005〜0.07%、Ti0.005〜0.08%を含有し、残部がAlおよび不可避的不純物よりなるアルミニウム合金からなり、かつ結晶粒の平均面積が0.1mm2以下であり、しかも結晶粒の圧延方向と平行な方向の平均長さが1300μm以下、結晶粒の圧延方向に対し直角な方向の平均長さが100μm以下であり、さらに製品板コイルにおける内周面の位置から外側へ巻厚の10%に相当する位置までの内巻部での結晶粒の圧延方向に対し直角な方向の平均長さAと、製品板コイルにおける外周面の位置から内側へ巻厚の10%に相当する位置までの外巻部での結晶粒の圧延方向に対し直角な方向の平均長さBとの比A/Bが、
0.8≦A/B≦1.2
を満たし、かつ前記内巻部での結晶粒の平均面積Cと前記外巻部での結晶粒の平均面積Dとの比C/Dが
0.8≦C/D≦1.2
を満たすことを特徴とする、平版印刷版用アルミニウム合金板。 - Fe0.1〜0.5%、Si0.05〜0.20%、Cu0.005〜0.07%、Ti0.005〜0.08%を含有し、残部がAlおよび不可避的不純物よりなるアルミニウム合金鋳塊を、粗圧延および仕上げ圧延からなる熱間圧延によって所定の板厚まで圧延するにあたり、熱間仕上げ圧延の圧下量を、熱間粗圧延上がり板厚ta(mm)と熱間仕上げ圧延上がり板厚tb(mm)との比ta/tbが、
ta/tb>9
を満たすように規制し、かつ熱間仕上げ圧延上がり板厚tbを1.2〜4.0mmの範囲内、熱間仕上げ圧延上がり温度が280〜360℃の範囲内となるように熱間圧延するとともに、熱間仕上げ圧延におけるクーラント噴射量を調整することによって、熱間仕上げ圧延上がり直後の熱間圧延板の最高温度部と最低温度部との温度差が30℃以内となるように制御し、得られた熱間圧延板に対して、中間焼鈍を施すことなく冷間圧延により製品板厚とすることを特徴とする、平版印刷版用アルミニウム合金板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006022077A JP2007204775A (ja) | 2006-01-31 | 2006-01-31 | 平版印刷版用アルミニウム合金板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006022077A JP2007204775A (ja) | 2006-01-31 | 2006-01-31 | 平版印刷版用アルミニウム合金板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007204775A true JP2007204775A (ja) | 2007-08-16 |
Family
ID=38484494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006022077A Pending JP2007204775A (ja) | 2006-01-31 | 2006-01-31 | 平版印刷版用アルミニウム合金板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007204775A (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10297129A (ja) * | 1997-04-22 | 1998-11-10 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2000037964A (ja) * | 1998-07-24 | 2000-02-08 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2002307849A (ja) * | 2001-02-09 | 2002-10-23 | Fuji Photo Film Co Ltd | 平版印刷版原版 |
| JP2003328094A (ja) * | 2002-05-17 | 2003-11-19 | Sky Alum Co Ltd | 平版印刷版支持体用アルミニウム合金圧延板の製造方法 |
| JP2005319495A (ja) * | 2004-05-11 | 2005-11-17 | Kobe Steel Ltd | 熱間仕上圧延方法および熱間仕上圧延材 |
-
2006
- 2006-01-31 JP JP2006022077A patent/JP2007204775A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10297129A (ja) * | 1997-04-22 | 1998-11-10 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2000037964A (ja) * | 1998-07-24 | 2000-02-08 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2002307849A (ja) * | 2001-02-09 | 2002-10-23 | Fuji Photo Film Co Ltd | 平版印刷版原版 |
| JP2003328094A (ja) * | 2002-05-17 | 2003-11-19 | Sky Alum Co Ltd | 平版印刷版支持体用アルミニウム合金圧延板の製造方法 |
| JP2005319495A (ja) * | 2004-05-11 | 2005-11-17 | Kobe Steel Ltd | 熱間仕上圧延方法および熱間仕上圧延材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH07305133A (ja) | 平版印刷版用支持体、及びその製造方法 | |
| JP4181596B2 (ja) | 印刷版用高強度アルミニウム合金板 | |
| US5507887A (en) | Support for planographic printing plate | |
| JP2791729B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP4181597B2 (ja) | 印刷版用高強度アルミニウム合金板 | |
| JP4714576B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP3250687B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP4925247B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP3177079B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP3148057B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JPH06218495A (ja) | 平版印刷版用支持体の製造方法 | |
| JP5080160B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JPH05301478A (ja) | 平版印刷版支持体及びその製造方法 | |
| JP2000108534A (ja) | 平版印刷版用支持体 | |
| JP2007204775A (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP4593332B2 (ja) | 平版印刷版用アルミニウム合金板の製造方法 | |
| JPS6274693A (ja) | オフセツト印刷用アルミニウム合金支持体 | |
| JP5209918B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP5495298B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP3506265B2 (ja) | 平版印刷版用アルミニウム合金支持体の製造方法 | |
| JP5314396B2 (ja) | 平版印刷版用アルミニウム合金板 | |
| JP4832779B2 (ja) | 平版印刷版用アルミニウム合金板及びその製造方法 | |
| JPH0648058A (ja) | 平版印刷版用支持体の製造方法 | |
| JPH10297129A (ja) | 平版印刷版用支持体 | |
| JPH0892679A (ja) | 平版印刷版用アルミニウム合金支持体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081126 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20100604 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100604 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20100916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110614 |