JP2007160333A - Method for forming cup shape component, and forming apparatus - Google Patents
Method for forming cup shape component, and forming apparatus Download PDFInfo
- Publication number
- JP2007160333A JP2007160333A JP2005358019A JP2005358019A JP2007160333A JP 2007160333 A JP2007160333 A JP 2007160333A JP 2005358019 A JP2005358019 A JP 2005358019A JP 2005358019 A JP2005358019 A JP 2005358019A JP 2007160333 A JP2007160333 A JP 2007160333A
- Authority
- JP
- Japan
- Prior art keywords
- punch
- forming
- side wall
- die
- outer peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
本発明は、底面部と、底面部の外周端部から軸方向へ立設した環状の側壁部とを有し、この側壁部に歯面を形成してなるカップ状部品の成形方法及び成形装置に関する。 The present invention has a bottom surface portion and a ring-shaped side wall portion erected in the axial direction from an outer peripheral end portion of the bottom surface portion, and a molding method and a molding apparatus for a cup-shaped part formed by forming a tooth surface on the side wall portion About.
クラッチドラム等のカップ状部品を成形するに当たっては、第1の工程において、ワークとしての平板状の素材片に絞り成形を行って、底面部と、この底面部の外周端部から立設した環状の側壁部とを形成する。次いで、底面部及び側壁部を形成した素材片を第2の工程に搬送し、この素材片に別の加工を行うと同時に、底面部及び側壁部に生じた変形を矯正する。その後、矯正後の素材片を第3の工程に搬送し、この素材片にしごき成形を行って、側壁部に歯面を形成している。 When molding cup-shaped parts such as clutch drums, in the first step, a flat plate-shaped piece of material as a work piece is drawn and formed from a bottom surface and an annular end standing from the outer peripheral end of the bottom surface The side wall portion is formed. Next, the material piece on which the bottom surface portion and the side wall portion are formed is transported to the second step, and another processing is performed on the material piece, and at the same time, the deformation generated in the bottom surface portion and the side wall portion is corrected. Thereafter, the straightened material piece is conveyed to the third step, and the material piece is ironed to form a tooth surface on the side wall portion.
また、特許文献1のクラッチドラムの成形方法においては、第1工程において、ワークとしての円板状の板金を、端板部(底面部)と、その外周から立設する側壁部とを有するカップ状に絞り成形し、第2工程において、側壁部を、第1筒部と、この第1筒部よりも大径の第2筒部とを有する段付形状のカップ状に絞り成形する。次いで、第3工程において、第1筒部を軸方向に圧縮し、第4工程において、第1筒部をさらに圧縮すると共に、第2筒部の開口端を矯正して第2筒部を全長に亘って円筒に成形する。その後、第5工程において、第2筒部をしごき成形して、スプライン部を形成している。
Further, in the clutch drum forming method of
ところで、上記従来の成形方法においては、上記各工程を行う際には、複数の成形プレス装置を備えるトランスファープレス装置を準備し、各工程は、トランスファーによって各成形プレス装置へワークを順次搬送して行っている。そして、各工程においては、ワークの成形基準を例えば成形部品の底面部相当位置等に設定して、各成形を行っている。 By the way, in the conventional molding method, when each of the above steps is performed, a transfer press device including a plurality of molding press devices is prepared, and each step sequentially conveys a workpiece to each molding press device by transfer. Is going. In each step, each molding is performed by setting the molding standard of the workpiece to, for example, the position corresponding to the bottom surface of the molded part.
しかしながら、上記トランスファープレス装置においては、各工程毎にワークを載置し直しており、成形部品の底面部相当位置のずれを防ぐ必要がある。また、各工程における成形を行う際には、上記底面部相当位置に変形を生じることがあり、次の工程へ成形部品を移載する前に予め上記変形を大きな荷重で矯正する成形が必要である。
これにより、上記トランスファープレス装置においては、大荷重に耐え得る大型の成形プレス装置が必要となり、設備全体が大型化してしまう問題があった。なお、この問題は、単独で稼動する単動プレス装置を複数並べて、素材片の成形と単動プレス装置間の移載を順次行う場合でも同様に生じる。
However, in the above-described transfer press apparatus, the workpiece is remounted for each process, and it is necessary to prevent the position corresponding to the bottom surface portion of the molded part from shifting. In addition, when performing molding in each process, deformation may occur in the position corresponding to the bottom surface portion, and it is necessary to mold the deformation in advance with a large load before transferring the molded part to the next process. is there.
As a result, the transfer press apparatus requires a large molding press apparatus that can withstand a heavy load, and there is a problem in that the entire facility is increased in size. This problem also occurs in the case where a plurality of single-acting presses that are independently operated are arranged side by side and the material pieces are formed and transferred between the single-acting presses in sequence.
本発明は、かかる従来の問題点に鑑みてなされたもので、底面部の平面精度の低下を防止して、小さな荷重によって側壁部に歯面を備えたカップ状部品を成形することができ、設備の小型化を図ることができるカップ状部品の成形方法及び成形装置を提供しようとするものである。 The present invention was made in view of such conventional problems, can prevent the flat accuracy of the bottom surface portion, can be molded cup-shaped parts having tooth surfaces on the side wall portion with a small load, It is an object of the present invention to provide a cup-shaped part molding method and molding apparatus that can reduce the size of equipment.
第1の発明は、底面部と、該底面部の外周端部から立設した環状の側壁部とを有し、該側壁部に歯面を形成してなるカップ状部品を成形する方法において、
上記カップ状部品を成形するに当たっては、成形穴を備えたダイスと、該ダイスの上記成形穴内をスライドするよう互いに対向配設されたパンチ及びノックアウトとを用い、上記パンチを、パンチ外周部とその中心側に位置するパンチコア部とに分割形成しておき、
かつ上記成形穴の内壁面には、上記側壁部を絞り成形するための絞り成形面と、上記側壁部に上記歯面を成形するためのダイス側歯型成形面とを形成しておくと共に、上記パンチの外周面には、上記ダイス側歯型成形面と共に上記側壁部に上記歯面を成形するためのパンチ側歯型成形面を形成しておき、
上記パンチ外周部と上記ノックアウトとの間に、素材片を挟持する素材片挟持工程と、
上記素材片を挟持した状態の上記パンチ外周部及び上記ノックアウトを上記ダイスに対して前進させ、上記絞り成形面と上記パンチ側歯型成形面とによって上記素材片に絞り成形を行って、上記側壁部を形成する側壁部形成工程と、
上記素材片を挟持した状態の上記パンチ外周部及び上記ノックアウトを上記ダイスに対してさらに前進させ、上記ダイス側歯型成形面と上記パンチ側歯型成形面とによって上記側壁部にしごき成形を行って、上記歯面を形成する歯面形成工程とを含み、
上記素材片挟持工程、上記側壁部形成工程及び上記歯面形成工程を、上記パンチ外周部の1ストローク動作によって行うことを特徴とするカップ状部品の成形方法にある(請求項1)。
In a method of molding a cup-shaped part having a bottom surface portion and an annular side wall portion standing from an outer peripheral end portion of the bottom surface portion, and forming a tooth surface on the side wall portion,
In forming the cup-shaped part, a die provided with a forming hole, and a punch and a knockout arranged to face each other so as to slide in the forming hole of the die are used. It is divided into a punch core part located on the center side,
And on the inner wall surface of the forming hole, a drawing surface for drawing the side wall portion and a die side tooth forming surface for forming the tooth surface on the side wall portion are formed. On the outer peripheral surface of the punch, a punch side tooth mold forming surface for forming the tooth surface on the side wall portion together with the die side tooth mold forming surface is formed.
A material piece clamping step of clamping a material piece between the punch outer periphery and the knockout,
The punch outer peripheral portion and the knockout in a state where the material piece is sandwiched are advanced with respect to the die, and the material piece is drawn by the draw forming surface and the punch side tooth forming surface, and the side wall is formed. A side wall forming step for forming the portion
The outer peripheral portion of the punch and the knockout in a state of sandwiching the material piece are further advanced with respect to the die, and the side wall portion is ironed by the die side tooth mold forming surface and the punch side tooth mold forming surface. And a tooth surface forming step for forming the tooth surface,
The cup-shaped component molding method is characterized in that the material piece clamping step, the side wall portion forming step, and the tooth surface forming step are performed by a one-stroke operation of the punch outer peripheral portion (Claim 1).
本発明のカップ状部品の成形方法においては、上記素材片挟持工程として、上記パンチ外周部と上記ノックアウトとの間に素材片を挟持する。次いで、上記側壁部形成工程として、素材片を挟持した状態のパンチ外周部及びノックアウトをダイスに対して前進させる。このとき、ダイスにおける成形穴の開口角部及び成形穴の絞り成形面によって、素材片に絞り成形が行われる。そして、素材片においては、パンチ外周部とノックアウトとの間に挟持された部分に底面部が形成されると共に、この底面部の周辺に側壁部が形成される。また、側壁部は、成形穴の開口角部によって傾斜状に絞られた後、成形穴の絞り成形面によって平面部に対して垂直に立設形成される。 In the method for molding a cup-shaped part of the present invention, the material piece is sandwiched between the outer peripheral portion of the punch and the knockout as the material piece clamping step. Next, as the side wall portion forming step, the punch outer peripheral portion and the knockout in a state where the material piece is sandwiched are advanced with respect to the die. At this time, the material piece is drawn by the opening corner portion of the forming hole in the die and the drawing forming surface of the forming hole. And in a raw material piece, while a bottom face part is formed in the part pinched between punch outer peripheral part and knockout, a side wall part is formed in the circumference | surroundings of this bottom face part. Further, the side wall portion is squeezed in an inclined manner by the opening corner portion of the forming hole, and is then erected vertically with respect to the flat portion by the drawing surface of the forming hole.
次いで、上記歯面形成工程として、素材片を挟持した状態のパンチ外周部及びノックアウトをダイスに対してさらに前進させる。このとき、ダイスにおけるダイス側歯型成形面と、パンチ外周部におけるパンチ側歯型成形面とによって、素材片の側壁部にしごき成形が行われる。そして、素材片においては、側壁部がダイス側歯型成形面とパンチ側歯型成形面との間に挟まれて、内周側と外周側に交互に折れ曲がって歯面が形成される。
こうして、歯面を備えた側壁部を形成してなるカップ状部品を成形することができる。
Next, as the tooth surface forming step, the punch outer peripheral portion and the knockout in a state where the material piece is sandwiched are further advanced with respect to the die. At this time, iron molding is performed on the side wall portion of the material piece by the die side tooth mold forming surface of the die and the punch side tooth mold forming surface of the punch outer peripheral portion. And in a raw material piece, a side wall part is pinched | interposed between the die | dye side tooth-die shaping | molding surface and a punch side tooth-die shaping | molding surface, and a tooth surface is formed by bending alternately on an inner peripheral side and an outer peripheral side.
Thus, a cup-shaped part formed by forming a side wall portion having a tooth surface can be formed.
本発明においては、パンチ外周部とノックアウトとの間に常に素材片を挟持したまま、上記絞り成形及びしごき成形を行うことができる。そのため、素材片においてパンチ外周部とノックアウトとの間に挟持された部分の平面精度を常に維持して、絞り成形及びしごき成形を行うことができ、上記挟持された部分に形成される底面部の平面精度が低下してしまうことを防止することができる。 In the present invention, the drawing and ironing can be performed while the material piece is always sandwiched between the outer periphery of the punch and the knockout. Therefore, it is possible to always maintain the plane accuracy of the portion sandwiched between the outer peripheral portion of the punch and the knockout in the material piece, and perform the drawing and ironing, and the bottom portion formed in the sandwiched portion It can prevent that planar accuracy falls.
また、上記絞り成形及びしごき成形は、パンチ外周部がダイスに向けて前進する1ストローク動作によって行うことができる。そのため、各形成工程において、素材片を複数の成形型間において移載する必要がなく、素材片の成形基準面(本発明においては、パンチ外周部とノックアウトとの間に挟持された部分が素材片の成形基準面となる。)を成形し直す必要がなくなった。さらに、本発明においては、カップ状部品を成形する際に生じた素材片の不要な変形を矯正する加工を必要としない。 Further, the drawing and ironing can be performed by a one-stroke operation in which the outer peripheral portion of the punch advances toward the die. Therefore, in each forming step, it is not necessary to transfer the piece of material between a plurality of molds, and the forming reference surface of the piece of material (in the present invention, the portion sandwiched between the outer periphery of the punch and the knockout is the material. It becomes no longer necessary to re-form the molding reference surface. Furthermore, in this invention, the process which corrects the unnecessary deformation | transformation of the raw material piece produced when shape | molding cup-shaped components is not required.
それ故、本発明のカップ状部品の成形方法によれば、底面部の平面精度の低下を防止して、小さな荷重によって側壁部に歯面を備えたカップ状部品を成形することができ、設備の小型化を図ることができる。 Therefore, according to the method for molding a cup-shaped part of the present invention, it is possible to prevent the lowering of the plane accuracy of the bottom surface portion, and to mold a cup-shaped component having a tooth surface on the side wall portion with a small load. Can be miniaturized.
第2の発明は、底面部と、該底面部の外周端部から立設した環状の側壁部とを有し、該側壁部に歯面を形成してなるカップ状部品を成形する装置において、
該成形装置は、成形穴を備えたダイスと、該ダイスの上記成形穴内をスライドするよう互いに対向配設されたパンチ及びノックアウトとを有しており、
上記パンチは、パンチ外周部とその中心側に位置するパンチコア部とに分割形成されており、
上記ダイスにおける上記成形穴の内壁面には、上記側壁部を絞り成形するための絞り成形面と、上記側壁部に上記歯面を成形するためのダイス側歯型成形面とが形成されており、
上記パンチにおける上記パンチ外周部の外周面には、上記ダイス側歯型成形面と共に上記側壁部に上記歯面を成形するためのパンチ側歯型成形面が形成されており、
上記成形装置は、上記パンチ外周部の1ストローク動作によって、当該パンチ外周部と上記ノックアウトとの間に素材片を挟持し、当該パンチ外周部及び上記ノックアウトを上記ダイスに対して前進させるよう構成されていることを特徴とするカップ状部品の成形装置にある(請求項3)。
The second invention is an apparatus for forming a cup-shaped part having a bottom surface portion and an annular side wall portion standing from the outer peripheral end portion of the bottom surface portion, and forming a tooth surface on the side wall portion.
The molding apparatus includes a die provided with a molding hole, and a punch and a knockout arranged to face each other so as to slide in the molding hole of the die.
The punch is divided into a punch outer peripheral part and a punch core part located on the center side thereof,
On the inner wall surface of the forming hole in the die, a drawing surface for drawing the side wall portion and a die side tooth forming surface for forming the tooth surface on the side wall portion are formed. ,
On the outer peripheral surface of the punch outer peripheral portion in the punch, a punch side tooth mold forming surface for forming the tooth surface on the side wall portion together with the die side tooth mold forming surface is formed,
The molding apparatus is configured to sandwich a piece of material between the punch outer peripheral portion and the knockout by a one-stroke operation of the punch outer peripheral portion, and advance the punch outer peripheral portion and the knockout relative to the die. The cup-shaped part molding apparatus is characterized in that (Claim 3).
本発明のカップ状部品の成形装置においては、パンチ外周部とノックアウトとの間に、常に素材片を挟持したまま、カップ状部品の成形を行うことができる。そのため、素材片においてパンチ外周部とノックアウトとの間に挟持された部分の平面精度を常に維持して、成形を行うことができ、上記挟持された部分に形成される底面部の平面精度が低下してしまうことを防止することができる。 In the cup-shaped component molding apparatus of the present invention, the cup-shaped component can be molded while always holding the material piece between the outer periphery of the punch and the knockout. Therefore, it is possible to perform molding while always maintaining the planar accuracy of the portion sandwiched between the outer peripheral portion of the punch and the knockout in the material piece, and the planar accuracy of the bottom surface portion formed in the sandwiched portion is reduced. Can be prevented.
また、上記カップ状部品の成形は、パンチ外周部がダイスに向けて前進する1ストローク動作によって行うことができる。そのため、素材片を複数の成形型間において移載する必要がなく、素材片の成形基準面(本発明においては、パンチ外周部とノックアウトとの間に挟持された部分が素材片の成形基準面となる。)を成形し直す必要がなくなった。さらに、本発明においては、カップ状部品を成形する際に生じた素材片の不要な変形を矯正する加工を必要としない。 The cup-shaped part can be formed by a one-stroke operation in which the outer peripheral portion of the punch advances toward the die. Therefore, there is no need to transfer the material piece between a plurality of molding dies, and the material reference forming surface (in the present invention, the portion sandwiched between the outer periphery of the punch and the knockout is the material reference forming surface of the material piece. Is no longer required to be reshaped. Furthermore, in this invention, the process which corrects the unnecessary deformation | transformation of the raw material piece produced when shape | molding cup-shaped components is not required.
それ故、本発明のカップ状部品の成形装置によれば、底面部の平面精度の低下を防止して、小さな荷重によって側壁部に歯面を備えたカップ状部品を成形することができ、設備の小型化を図ることができる。 Therefore, according to the cup-shaped component molding apparatus of the present invention, it is possible to prevent a decrease in the plane accuracy of the bottom surface portion, and to mold a cup-shaped component having a tooth surface on the side wall portion with a small load. Can be miniaturized.
上述した第1、第2の発明における好ましい実施の形態につき説明する。
上記第1、第2の発明において、上記カップ状部品はクラッチハブであることが好ましい(請求項2)。
この場合には、クラッチハブにおける底面部の平面精度の低下を防止して、小さな荷重によって側壁部に歯面を備えたクラッチハブを成形することができる。
なお、クラッチハブは、例えば、トランスミッション等の動力伝達用の部品とすることができる。
A preferred embodiment in the first and second inventions described above will be described.
In the first and second inventions, the cup-shaped part is preferably a clutch hub.
In this case, it is possible to prevent a decrease in planar accuracy of the bottom surface portion of the clutch hub, and to form a clutch hub having a tooth surface on the side wall portion with a small load.
The clutch hub can be a power transmission component such as a transmission.
上記第1、第2の発明において成形するカップ状部品は、上記底面部の外周端部に、上記側壁部の立設方向とは反対側に向けて環状に突出した突出部を形成してなることが好ましい。
この場合には、突出部形成したカップ状部品において、底面部から側壁部の先端部(カップ状部品の開口先端部)までの軸方向長さを短くすることができる。これにより、カップ状部品の側壁部における歯面と噛合する他の部品を、カップ状部品の軸方向において、より底面部寄りに配置することができる。そのため、カップ状部品及びこれに噛合する他の部品を含めた組立体全体をコンパクトにすることができる。
The cup-shaped part molded in the first and second inventions is formed by forming a protruding portion that protrudes in an annular shape toward the side opposite to the standing direction of the side wall portion at the outer peripheral end portion of the bottom surface portion. It is preferable.
In this case, in the cup-shaped component in which the protruding portion is formed, the axial length from the bottom surface portion to the distal end portion of the side wall portion (opening distal end portion of the cup-shaped component) can be shortened. Thereby, the other part which meshes with the tooth surface in the side wall part of the cup-shaped part can be arranged closer to the bottom surface part in the axial direction of the cup-shaped part. Therefore, the whole assembly including the cup-shaped component and other components meshing with the cup-shaped component can be made compact.
以下に、本発明のカップ状部品の成形方法及び成形装置にかかる実施例につき、図面と共に説明する。
(実施例1)
図1〜図7に示すごとく、本例のカップ状部品8の成形装置1(以下、単に成形装置1という。)は、底面部81と、この底面部81の外周端部から立設した環状の側壁部82とを有し、側壁部82に歯面821を形成してなるカップ状部品8を成形するものである。
Hereinafter, embodiments of the cup-shaped part molding method and molding apparatus according to the present invention will be described with reference to the drawings.
Example 1
As shown in FIGS. 1 to 7, the molding device 1 (hereinafter simply referred to as the molding device 1) for the cup-shaped
図1に示すごとく、上記成形装置1は、ダイス穴(成形穴)20を備えたダイス2と、このダイス2のダイス穴20内をスライドするよう互いに対向配設されたパンチ3及びノックアウト6とを有している。パンチ3は、パンチ外周部5とその中心側に位置するパンチコア部4とに分割形成されている。
また、ダイス2におけるダイス穴20の内壁面には、側壁部82を絞り成形するための絞り成形面211と、側壁部82に歯面821を成形するためのダイス側歯型成形面221が形成されている。また、パンチ外周部5の外周面には、ダイス側歯型成形面221と共に側壁部82に歯面821を成形するためのパンチ側歯型成形面52が形成されている。
As shown in FIG. 1, the
In addition, on the inner wall surface of the
そして、上記成形装置1は、図1〜図6に示すごとく、パンチ3の1ストローク動作によって、パンチ3とノックアウト6との間に素材片80を挟持し、パンチ3及びノックアウト6をダイス2に対して前進させるよう構成されている。
以下に、本例のカップ状部品8の成形装置1及び成形方法につき、図1〜図7と共に詳説する。
As shown in FIGS. 1 to 6, the
Below, it explains in full detail with FIGS. 1-7 about the shaping |
本例の成形装置1は、油圧によってカップ状部品8の成形を行う油圧式の成形装置1である。そして、上記パンチ外周部5は、油圧による加圧力を受けて動作するよう構成されている。また、本例の成形装置1は、図1〜図6に示すごとく、パンチ3及びノックアウト6がダイス2のダイス穴20内を下方に向けて移動して成形を行うよう構成されている。また、パンチ3は、ノックアウト6の上方に位置しており、パンチコア部4、パンチ外周部5又はノックアウト6の前進とは、これらが下降することをいう。
The
図1に示すごとく、上記ダイス2は、上記絞り成形面211を形成してなる絞りダイス部21と、上記ダイス側歯型成形面221を形成してなる歯型ダイス部22とを備えている。また、パンチ3に近い側から順に(本例では上側から順に)、絞りダイス部21と歯型ダイス部22とが配設されている。また、絞り成形面211とダイス側歯型成形面221とは、同一の軸線を中心にして、連通形成されている。
また、ダイス2におけるダイス穴20の開口角部201、すなわち絞り成形面211の開口角部201は、曲線状又はテーパ状に形成されている。
As shown in FIG. 1, the
Further, the opening
図1、図2に示すごとく、上記パンチコア部4は、パンチ外周部5に形成されたコア配置凹部53内に収納可能になっている。
また、パンチコア部4は、パンチ外周部5の前進に従動して前進するよう構成されている。すなわち、図1に示すごとく、パンチコア部4は、成形前の初期位置において、パンチ外周部5の先端部よりも突出した状態でパンチ外周部5に配設されている。また、パンチコア部4は、ガスクッション(図示略)を介してパンチ外周部5に配設されている。
As shown in FIGS. 1 and 2, the
Further, the
そして、図2に示すごとく、パンチコア部4は、パンチ外周部5と共に前進し、ノックアウト6によってその前進が止められたときには、ガスクッションの付勢力に抗してパンチ外周部5内に収納されるよう構成されている。
また、ノックアウト6は、その移動が固定された固定状態と、パンチ外周部5の前進に従動して前進する従動状態とを形成するよう構成されている。
As shown in FIG. 2, the
The
上記素材片80は、円板形状を有しており、その中心部に貫通穴800を有している(実施例2の図8参照)。
また、図1に示すごとく、パンチコア部4とノックアウト6とは、これらの位置決めを行うために、いずれか一方に位置決め突起41を有しており、他方に位置決め突起41を挿入可能な位置決め凹部62を有している。本例では、パンチコア部4に位置決め突起41が形成されており、ノックアウト6に位置決め凹部62が形成されている。そして、位置決め突起41は、貫通穴800内を通って位置決め凹部62内に挿入される。
The
Further, as shown in FIG. 1, the
また、図7に示すごとく、本例において成形するカップ状部品8は、その側壁部82に
歯面821を有しており、トランスミッションに使用するクラッチハブである。この側壁部82における歯面821は、素材部分が所定の幅を有して、側壁部82の内周側と外周側とに交互に凹凸を形成してなるものである。
As shown in FIG. 7, the cup-shaped
本例においては、上記構成の成形装置1を1台用いて、以下の各形成工程を行い、側壁部82に歯面821を形成してなるカップ状部品8を成形する。
カップ状部品8を成形するに当たっては、まず、図1に示すごとく、素材配置工程として、ノックアウト6の上に素材片80を載置する。次いで、図2に示すごとく、素材片挟持工程として、パンチコア部4の先端面40及びパンチ外周部5の加圧先端面51と、ノックアウト6の対向先端面60との間に素材片80を挟持する。
In this example, the following forming steps are performed using one
In forming the cup-shaped
次いで、図3に示すごとく、側壁部形成工程として、素材片80を挟持した状態のパンチ外周部5及びノックアウト6をダイス2に対して前進させる。このとき、ダイス2におけるダイス穴20の開口角部201及びダイス穴20の絞り成形面によって、素材片80に絞り成形が行われる。
そして、図4に示すごとく、素材片80においては、パンチ3とノックアウト6との間に挟持された部分に底面部81が形成されると共に、この底面部81の周辺に側壁部82が形成される。また、側壁部82は、ダイス穴20の開口角部201によって傾斜状に絞られた後、ダイス穴20の絞り成形面211によって底面部81に対して垂直に立設形成される。
Next, as shown in FIG. 3, as the side wall portion forming step, the punch outer
As shown in FIG. 4, in the
次いで、図5に示すごとく、歯面形成工程として、素材片80を挟持した状態のパンチ外周部5及びノックアウト6をダイス2に対してさらに前進させる。このとき、ダイス2におけるダイス側歯型成形面221と、パンチ3におけるパンチ側歯型成形面52とによって、素材片80の側壁部82にしごき成形が行われる。そして、素材片80においては、側壁部82がダイス側歯型成形面221とパンチ側歯型成形面52との間に挟まれて、内周側と外周側に交互に折れ曲がって歯面821が形成される。
こうして、歯面821を備えた側壁部82を形成してなるカップ状部品8を成形することができる。
Next, as shown in FIG. 5, as the tooth surface forming step, the punch outer
In this way, the cup-shaped
なお、図6に示すごとく、成形後のカップ状部品8をダイス2から取り出すときには、取出工程として、パンチ外周部5をパンチコア部4に対して後退(上昇)させ、次いで、パンチ外周部5及びパンチコア部4とノックアウト6とを後退させる。
As shown in FIG. 6, when the molded cup-shaped
本例においては、パンチ外周部5とノックアウト6との間に常に素材片80を挟持したまま、上記絞り成形及びしごき成形を行うことができる。そのため、素材片80においてパンチ外周部5とノックアウト6との間に挟持された部分の平面精度を常に維持して、絞り成形及びしごき成形を行うことができ、上記挟持された部分に形成される底面部81の平面精度が低下してしまうことを防止することができる。
In this example, the drawing and ironing can be performed while the
また、上記絞り成形及びしごき成形は、パンチ外周部5がダイス2に向けて前進する1ストローク動作によって行うことができる。そのため、上記各形成工程において、素材片80を複数の成形型間において移載する必要がなく、素材片80の成形基準面(本例においては、パンチ外周部5とノックアウト6との間に挟持された部分が素材片80の成形基準面となる。)を成形し直す必要がなくなった。さらに、本例においては、カップ状部品8を成形する際に生じた素材片80の不要な変形を矯正する加工を必要としない。
The drawing and ironing can be performed by a one-stroke operation in which the punch outer
また、上記絞り成形及びしごき成形を上記パンチ外周部5の1ストローク動作によって行うことにより、各形成工程を行う成形装置1の設備能力は、各形成工程において最も大きな荷重を伴う形成工程の所要荷重とすることができ、設備の小型化を図ることができる。
また、成形装置1における各形成工程は、同時に行われず、順次行われるため、各形成工程においてピーク荷重が発生するタイミングをずらすことができ、成形装置1の電力許容値を小さくすることができる。
Further, by performing the drawing and ironing by a one-stroke operation of the punch outer
Moreover, since each formation process in the shaping |
それ故、本例のカップ状部品8の成形装置1及び成形方法によれば、底面部81の平面精度の低下を防止して、小さな荷重によって側壁部82に歯面821を備えたカップ状部品8を成形することができ、設備の小型化を図ることができる。
Therefore, according to the
(実施例2)
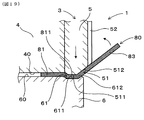
本例のカップ状部品8の成形装置10(以下、単に成形装置10という。)は、図8〜図19に示すごとく、底面部81の外周端部に、側壁部82の立設方向とは反対側に向けて環状に突出した突出部811を形成してなる段差底面形状のカップ状部品8を成形するものである。そして、底面部81に突出部811を形成することにより、側壁部82における歯面821の軸方向長さを長くすることができる。
(Example 2)
As shown in FIGS. 8 to 19, the
図14、図19に示すごとく、本例のパンチ外周部5における加圧先端面51は、突出部811を成形するための凸形状を有しており、パンチコア部4は、パンチ外周部5の加圧先端面51よりも突出可能に構成されている。また、本例のノックアウト6は、加圧先端面51と対向する部分に、この加圧先端面51の突出形状に沿った陥没形状を有する陥没対向面61を備えている。
また、パンチ外周部5は、ノックアウト6に対して前進したときに、その加圧先端面51が、パンチコア部4の先端面40よりも突出して素材片80を加圧するよう構成されている。
As shown in FIGS. 14 and 19, the pressure
Further, when the punch outer
そして、本例の成形装置10は、パンチ外周部5の1ストローク動作によって、図10、図15に示すごとく、パンチコア部4とノックアウト6との間に素材片80を挟持し、次いで、図11、図16に示すごとく、パンチ外周部5をノックアウト6に対して前進させ、その後、図12、図13、図17、図18に示すごとく、パンチ外周部5及びノックアウト6をダイス2に対して前進させるよう構成されている。
以下に、本例のカップ状部品の成形装置及び成形方法につき、図8〜図19と共に詳説する。
And the shaping |
Hereinafter, the cup-shaped part molding apparatus and molding method of this example will be described in detail with reference to FIGS.
図19に示すごとく、上記パンチ外周部5の先端部に環状に形成された加圧先端面51は、外周側に傾斜形成された外周傾斜面部512と、この外周傾斜面部512の内周側の先端部に平坦状に形成された内周平坦面部511とを備えている。
また、上記ノックアウト6の陥没対向面61は、ノックアウト6の対向先端面60から環状に陥没形成されており、上記加圧先端面51における外周傾斜面部512に対向する外周対向面部612と、上記加圧先端面51における内周平坦面部511に対向する内周対向面部611とを備えている。
その他、本例の成形装置10における各部の構成は、上記実施例1と同様である。
As shown in FIG. 19, the pressure
Further, the
In addition, the structure of each part in the shaping |
本例においては、上記構成の成形装置10を1台用いて、以下の各形成工程を行い、段差底面形状を有するカップ状部品8を成形する。
上記カップ状部品8を成形するに当たっては、まず、図14に示すごとく、素材配置工程として、ノックアウト6の上に素材片80(図8(a)参照)を載置する。
In this example, the following forming steps are performed using one
In molding the cup-shaped
次いで、図10、図15に示すごとく、素材片挟持工程として、パンチコア部4をパンチ外周部5の先端部よりも突出させた状態でパンチ外周部5を前進(下降)させる。このとき、パンチコア部4が素材片80に当接し、素材片80がパンチコア部4とノックアウト6との間に挟持される。また、素材片80は、パンチコア部4におけるガスクッションの付勢力を受けた状態で挟持される。
Next, as shown in FIGS. 10 and 15, the punch outer
次いで、図11、図16に示すごとく、突出部形成工程として、パンチ外周部5をさらに前進させると、パンチコア部4の前進はノックアウト6によって止められ、パンチ外周部5がノックアウト6に向けて前進する。このとき、ノックアウト6は、移動しないように固定しておく。
Next, as shown in FIGS. 11 and 16, when the punch outer
そして、図19に示すごとく、パンチコア部4とノックアウト6との間に素材片80を挟持した状態で、素材片80の一部が、パンチ外周部5の加圧先端面51によってノックアウト6の陥没対向面61に向けて加圧され、加圧先端面51と陥没対向面61との間に上記突出部811(図8(b)参照)が形成される。また、この突出部811の形成と同時に底面部81も形成される。
また、上記突出部811を形成したときには、この形成に伴って、素材片80の一部が、加圧先端面51における外周傾斜面部512と陥没対向面61における外周対向面部612とによって挟持加圧されたことにより、突出部811の外周端部から環状に傾斜立設する予備傾斜側壁部83(図8(b)参照)が形成される。
As shown in FIG. 19, in a state where the
Further, when the protruding
次いで、図12、図17に示すごとく、側壁部形成工程として、上記突出部811及び予備傾斜側壁部83が形成された素材片80を、パンチコア部4及びパンチ外周部5とノックアウト6との間に挟持した状態を維持して、上記ダイス2に対してパンチ外周部5を前進させる。このとき、ノックアウト6は、パンチ外周部5による加圧力を受けて移動できる状態になっており、パンチ外周部5の前進と共に前進する。そして、絞りダイス部21のダイス穴20における絞り成形面211によって予備傾斜側壁部83の外周側部分に絞り成形が行われ、底面部81に対して立設した側壁部82(図8(c)参照)が形成される。
Next, as shown in FIG. 12 and FIG. 17, as a side wall portion forming step, the
その後、図13、図18に示すごとく、歯面形成工程として、素材片80を挟持した状態のパンチ外周部5及びノックアウト6をダイス2に対してさらに前進させる。このとき、ダイス2におけるダイス側歯型成形面221と、パンチ外周部5におけるパンチ側歯型成形面52とによって、素材片80の側壁部82にしごき成形が行われる。
こうして、側壁部82に歯面821を備えると共に底面部に突出部を備えたカップ状部品を成形することができる(図8(d)参照)。
Thereafter, as shown in FIGS. 13 and 18, as the tooth surface forming step, the punch outer
In this way, a cup-shaped component having a
本例においては、パンチ外周部5とノックアウト6との間に、常に突出部811を挟持したまま、上記絞り成形及びしごき成形を行うことができる。そのため、突出部811を備えた底面部81の平面精度が低下してしまうことを防止することができる。また、本例におけるその他の作用効果については、上記実施例1と同様である。
それ故、本例のカップ状部品8の成形装置10及び成形方法によっても、底面部81の平面精度の低下を防止して、小さな荷重によって側壁部82に歯面821を備えたカップ状部品8を成形することができ、設備の小型化を図ることができる。
In this example, the above-described draw forming and ironing can be performed while the protruding
Therefore, also by the
1、10 カップ状部品の成形装置
2 ダイス
20 ダイス穴(成形穴)
211 絞り成形面
221 ダイス側歯型成形面
3 パンチ
4 パンチコア部
5 パンチ外周部
51 加圧先端面
52 パンチ側歯型成形面
6 ノックアウト
61 陥没対向面
8 カップ状部品
80 素材片
81 底面部
811 突出部
82 側壁部
821 歯面
83 予備傾斜側壁部
1, 10 Cup-shaped
211
Claims (3)
上記カップ状部品を成形するに当たっては、成形穴を備えたダイスと、該ダイスの上記成形穴内をスライドするよう互いに対向配設されたパンチ及びノックアウトとを用い、上記パンチを、パンチ外周部とその中心側に位置するパンチコア部とに分割形成しておき、
かつ上記成形穴の内壁面には、上記側壁部を絞り成形するための絞り成形面と、上記側壁部に上記歯面を成形するためのダイス側歯型成形面とを形成しておくと共に、上記パンチの外周面には、上記ダイス側歯型成形面と共に上記側壁部に上記歯面を成形するためのパンチ側歯型成形面を形成しておき、
上記パンチ外周部と上記ノックアウトとの間に、素材片を挟持する素材片挟持工程と、
上記素材片を挟持した状態の上記パンチ外周部及び上記ノックアウトを上記ダイスに対して前進させ、上記絞り成形面と上記パンチ側歯型成形面とによって上記素材片に絞り成形を行って、上記側壁部を形成する側壁部形成工程と、
上記素材片を挟持した状態の上記パンチ外周部及び上記ノックアウトを上記ダイスに対してさらに前進させ、上記ダイス側歯型成形面と上記パンチ側歯型成形面とによって上記側壁部にしごき成形を行って、上記歯面を形成する歯面形成工程とを含み、
上記素材片挟持工程、上記側壁部形成工程及び上記歯面形成工程を、上記パンチ外周部の1ストローク動作によって行うことを特徴とするカップ状部品の成形方法。 In a method of molding a cup-shaped part having a bottom surface portion and an annular side wall portion standing from the outer peripheral end of the bottom surface portion, and forming a tooth surface on the side wall portion,
In forming the cup-shaped part, a die provided with a forming hole, and a punch and a knockout arranged to face each other so as to slide in the forming hole of the die are used. It is divided into a punch core part located on the center side,
And on the inner wall surface of the forming hole, a drawing surface for drawing the side wall portion and a die side tooth forming surface for forming the tooth surface on the side wall portion are formed. On the outer peripheral surface of the punch, a punch side tooth mold forming surface for forming the tooth surface on the side wall portion together with the die side tooth mold forming surface is formed.
A material piece clamping step of clamping a material piece between the punch outer periphery and the knockout,
The punch outer peripheral portion and the knockout in a state where the material piece is sandwiched are advanced with respect to the die, and the material piece is drawn by the draw forming surface and the punch side tooth forming surface, and the side wall is formed. A side wall forming step for forming the portion
The outer peripheral portion of the punch and the knockout in a state of sandwiching the material piece are further advanced with respect to the die, and the side wall portion is ironed by the die side tooth mold forming surface and the punch side tooth mold forming surface. And a tooth surface forming step for forming the tooth surface,
A cup-shaped component molding method, wherein the material piece clamping step, the side wall portion forming step, and the tooth surface forming step are performed by a one-stroke operation of the punch outer peripheral portion.
該成形装置は、成形穴を備えたダイスと、該ダイスの上記成形穴内をスライドするよう互いに対向配設されたパンチ及びノックアウトとを有しており、
上記パンチは、パンチ外周部とその中心側に位置するパンチコア部とに分割形成されており、
上記ダイスにおける上記成形穴の内壁面には、上記側壁部を絞り成形するための絞り成形面と、上記側壁部に上記歯面を成形するためのダイス側歯型成形面とが形成されており、
上記パンチにおける上記パンチ外周部の外周面には、上記ダイス側歯型成形面と共に上記側壁部に上記歯面を成形するためのパンチ側歯型成形面が形成されており、
上記成形装置は、上記パンチ外周部の1ストローク動作によって、当該パンチ外周部と上記ノックアウトとの間に素材片を挟持し、当該パンチ外周部及び上記ノックアウトを上記ダイスに対して前進させるよう構成されていることを特徴とするカップ状部品の成形装置。 In an apparatus for forming a cup-shaped part having a bottom surface portion and an annular side wall portion standing from the outer peripheral end portion of the bottom surface portion, and forming a tooth surface on the side wall portion,
The molding apparatus includes a die provided with a molding hole, and a punch and a knockout arranged to face each other so as to slide in the molding hole of the die.
The punch is divided into a punch outer peripheral part and a punch core part located on the center side thereof,
On the inner wall surface of the forming hole in the die, a drawing surface for drawing the side wall portion and a die side tooth forming surface for forming the tooth surface on the side wall portion are formed. ,
On the outer peripheral surface of the punch outer peripheral portion in the punch, a punch side tooth mold forming surface for forming the tooth surface on the side wall portion together with the die side tooth mold forming surface is formed,
The molding apparatus is configured to sandwich a piece of material between the punch outer peripheral portion and the knockout by a one-stroke operation of the punch outer peripheral portion, and advance the punch outer peripheral portion and the knockout relative to the die. An apparatus for forming a cup-shaped part.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005358019A JP4379414B2 (en) | 2005-12-12 | 2005-12-12 | Cup-shaped part molding method and molding apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005358019A JP4379414B2 (en) | 2005-12-12 | 2005-12-12 | Cup-shaped part molding method and molding apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007160333A true JP2007160333A (en) | 2007-06-28 |
| JP4379414B2 JP4379414B2 (en) | 2009-12-09 |
Family
ID=38243823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005358019A Active JP4379414B2 (en) | 2005-12-12 | 2005-12-12 | Cup-shaped part molding method and molding apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4379414B2 (en) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008212983A (en) * | 2007-03-05 | 2008-09-18 | Mazda Motor Corp | Gear-shaped component made of sheet metal, and press-forming die and forming method for the component |
| CN102626741A (en) * | 2012-04-10 | 2012-08-08 | 上海交通大学 | Drawing compound molding die for shell with tooth form on side wall |
| CN103111513A (en) * | 2012-11-14 | 2013-05-22 | 无锡爱博金属制品有限公司 | Trunk lid lock stiffening plate stretching mould |
| US20130199044A1 (en) * | 2012-02-02 | 2013-08-08 | Yahya Hodjat | Method of Forming a Sprocket |
| EP2666561A1 (en) * | 2011-03-24 | 2013-11-27 | Aisin AW Co., Ltd. | Method for producing tooth profile component, and device for producing tooth profile component |
| CN110405063A (en) * | 2019-07-22 | 2019-11-05 | 广州屹丰模具制造有限公司 | It finely tunes mold and is closed height devices |
| CN112222272A (en) * | 2020-09-24 | 2021-01-15 | 中国航发贵州黎阳航空动力有限公司 | Method for processing head outer ring |
| CN112439839A (en) * | 2020-10-28 | 2021-03-05 | 中国航发成都发动机有限公司 | Forked unequal-diameter sleeve forming die |
| CN112517756A (en) * | 2020-10-28 | 2021-03-19 | 中国航发成都发动机有限公司 | Forming die and forming process for fork-shaped unequal-diameter sleeve |
| WO2021163792A1 (en) * | 2020-02-18 | 2021-08-26 | Magna Powertrain Inc. | Method of forming a splined component |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110834046B (en) * | 2018-08-15 | 2021-03-30 | 浙江申吉钛业股份有限公司 | Device and process for manufacturing single-stroke deep-drawing high-square box-shaped piece for titanium alloy plate |
-
2005
- 2005-12-12 JP JP2005358019A patent/JP4379414B2/en active Active
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008212983A (en) * | 2007-03-05 | 2008-09-18 | Mazda Motor Corp | Gear-shaped component made of sheet metal, and press-forming die and forming method for the component |
| EP2666561A4 (en) * | 2011-03-24 | 2014-08-13 | Aisin Aw Co | Method for producing tooth profile component, and device for producing tooth profile component |
| KR101533518B1 (en) * | 2011-03-24 | 2015-07-02 | 아이신에이더블류 가부시키가이샤 | Method for producing tooth profile component, and device for producing tooth profile component |
| US8875396B2 (en) | 2011-03-24 | 2014-11-04 | Aisin Aw Co., Ltd. | Manufacturing method for toothed part and manufacturing device for toothed part |
| EP2666561A1 (en) * | 2011-03-24 | 2013-11-27 | Aisin AW Co., Ltd. | Method for producing tooth profile component, and device for producing tooth profile component |
| CN103459062A (en) * | 2011-03-24 | 2013-12-18 | 爱信艾达株式会社 | Method for producing tooth profile component, and device for producing tooth profile component |
| US20130199044A1 (en) * | 2012-02-02 | 2013-08-08 | Yahya Hodjat | Method of Forming a Sprocket |
| CN102626741A (en) * | 2012-04-10 | 2012-08-08 | 上海交通大学 | Drawing compound molding die for shell with tooth form on side wall |
| CN103111513A (en) * | 2012-11-14 | 2013-05-22 | 无锡爱博金属制品有限公司 | Trunk lid lock stiffening plate stretching mould |
| CN110405063A (en) * | 2019-07-22 | 2019-11-05 | 广州屹丰模具制造有限公司 | It finely tunes mold and is closed height devices |
| WO2021163792A1 (en) * | 2020-02-18 | 2021-08-26 | Magna Powertrain Inc. | Method of forming a splined component |
| CN112222272A (en) * | 2020-09-24 | 2021-01-15 | 中国航发贵州黎阳航空动力有限公司 | Method for processing head outer ring |
| CN112439839A (en) * | 2020-10-28 | 2021-03-05 | 中国航发成都发动机有限公司 | Forked unequal-diameter sleeve forming die |
| CN112517756A (en) * | 2020-10-28 | 2021-03-19 | 中国航发成都发动机有限公司 | Forming die and forming process for fork-shaped unequal-diameter sleeve |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4379414B2 (en) | 2009-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4379414B2 (en) | Cup-shaped part molding method and molding apparatus | |
| JP6621762B2 (en) | Progressive mold apparatus and method for manufacturing laminated iron core using the same | |
| KR101931790B1 (en) | Back pressure device for progressive die apparatus, and progressive die apparatus provided therewith | |
| WO2014168028A1 (en) | Device and method for manufacturing knuckle bracket | |
| CN105682823B (en) | Manufacturing process with round-ended cylinder container | |
| US7131311B1 (en) | Method of and apparatus for forming forging blank | |
| JP2012024838A (en) | Die apparatus for forging | |
| JP2010247199A (en) | Method and device for partial thickness increasing of press-made workpiece | |
| JP4492296B2 (en) | Cup-shaped part molding method and molding apparatus | |
| JP4433649B2 (en) | Method for forming a product with a flange | |
| JP2017121644A (en) | Press molding device and press molding method | |
| JP2017035730A (en) | Bending metal mold and bending method using the same | |
| JP5182426B2 (en) | Hydroform molding method and hydroform molding apparatus | |
| JP5641702B2 (en) | Steel pipe expansion forming method and pipe expansion forming apparatus | |
| JP2007118017A (en) | Double-action press device and press method | |
| JP5969234B2 (en) | Cylinder member manufacturing method for automatic transmission | |
| JP2006346703A (en) | Press working method | |
| JP2020075275A (en) | Method and apparatus for manufacturing press-molded article | |
| JP2006068781A (en) | Method and apparatus for forming cup-shaped parts | |
| JP2006281293A (en) | Hemming die structure | |
| JPH0751896A (en) | Press forming machine | |
| JP2009285667A (en) | Pressing device and pressing method | |
| JP2011005529A (en) | Method and device for forming fin collar of heat exchanging fin | |
| JP2007260756A (en) | Die unit for forging | |
| JP2005028427A (en) | Multi-stage type press die for press machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090519 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090715 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090825 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090907 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121002 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4379414 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131002 Year of fee payment: 4 |