JP2007149148A - 光記録媒体の製造方法 - Google Patents
光記録媒体の製造方法 Download PDFInfo
- Publication number
- JP2007149148A JP2007149148A JP2005338245A JP2005338245A JP2007149148A JP 2007149148 A JP2007149148 A JP 2007149148A JP 2005338245 A JP2005338245 A JP 2005338245A JP 2005338245 A JP2005338245 A JP 2005338245A JP 2007149148 A JP2007149148 A JP 2007149148A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- substrate
- optical recording
- recording medium
- light transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Manufacturing Optical Record Carriers (AREA)
Abstract
【課題】光透過層の反りや収差の発生を防止した光記録媒体の製造方法を提供する。
【解決手段】光記録媒体を構成する基板の外形よりも大なる外形を有する平板の面上に、均一に光硬化性樹脂を塗布する工程と、光硬化性樹脂を硬化させた後剥離することによりフィルム状の光透過膜150を作製する工程と、光透過膜150を基板と同じ大きさに打ち抜く工程と、基板上に形成された反射膜層上に、打ち抜かれた光透過膜を光硬化性接着剤を用いて貼り合わせる工程と、を有する光記録媒体の製造方法により、上課題を解決する。製造された光記録媒体は、基板上に、反射膜層、光硬化性接着剤からなる接着層及び光透過膜150からなる光透過層が形成されている。
【選択図】図7
【解決手段】光記録媒体を構成する基板の外形よりも大なる外形を有する平板の面上に、均一に光硬化性樹脂を塗布する工程と、光硬化性樹脂を硬化させた後剥離することによりフィルム状の光透過膜150を作製する工程と、光透過膜150を基板と同じ大きさに打ち抜く工程と、基板上に形成された反射膜層上に、打ち抜かれた光透過膜を光硬化性接着剤を用いて貼り合わせる工程と、を有する光記録媒体の製造方法により、上課題を解決する。製造された光記録媒体は、基板上に、反射膜層、光硬化性接着剤からなる接着層及び光透過膜150からなる光透過層が形成されている。
【選択図】図7
Description
本発明は、光記録媒体の製造方法の技術分野に属する。
CDやDVDは大容量のデータを記録できる光記録媒体として広く普及されている。
CDはポリカーボネートなどからできた厚さ1.2mmの円盤状の基板で、その底面近くに金属薄膜や有機色素の記録層を設け、この記録層にレーザ光で情報の記録・再生を行っている。記録層の上面には厚さ約15〜20μm程度の保護層が設けられていて、情報の読み書きは波長780nmの赤外線レーザを用いて基板面側から行われる。
また、DVDの基板の厚さはCDの半分の0.6mmであり、基板を2枚背中合わせに貼り合わせた構造になっており、合計ではCDと同じ1.2mmとなっている。情報の読み書きは波長650nmの赤色光レーザを用いて、CDと同様に基板面側から行なわれる。
一方、現在においては、現行の光記録媒体のうち最も記録容量の大きなDVDよりも更に5倍程度の記録容量を有する次世代大容量光記録媒体の開発が進められている。この次世代大容量光記録媒体は、データの読み出しに波長405nmの青紫色レーザ光を用い、レーザ光を集光する対物レンズの開口数(NA)を0.85と高開口化することによって、ビームスポットを微小化して記録容量の増大を図っている。そして、この次世代光記録媒体では、対物レンズの高開口化に対応するために、厚さ約1.2mmの基板の上面に金属薄膜からなる記録層を設け、その上面に厚さ約100μm±数μmの均一な膜厚の光透過層を設けた構造が採用されている。この光記録媒体は、CDやDVDとは異なり、情報の読み書きを基板側からではなく、反対側の光透過層側から行っている。
このように次世代大容量光記録媒体においては光透過層を通して情報を読み書きするため、この光透過層の厚さを、きわめて精度良く形成する必要がある。この光透過層の厚さがばらつくと収差(ボケ)が発生するため、エラーレートが悪化してしまうことになる。このような次世代大容量光記録媒体における光透過層を均一に形成する技術として特許文献1に示すような技術が開示されている。
特許文献1においては、図1に示すように、最終的に光記録媒体を構成する基板の輪郭よりも大なる輪郭を有し、その一主面が平滑であるスタンパー11、いわゆるミラースタンパーを用意する。このスタンパー11は、表面に例えばNiメッキ等が施され、厚さが例えば0.3mmで、直径10mmの中心孔を有し、外径190mmの円板体によって構成される。
このスタンパー11を回転基台(図示せず)に載置し、スタンパー11上に、液体光硬化性樹脂13を塗布した後、スタンパー11を高速回転させ、これを充分延伸させる。次に、図2に示すように、液体光硬化性樹脂13に例えば、紫外線を照射することによりこれを硬化させて、例えば100μmの厚さの光硬化性樹脂層23を形成する。
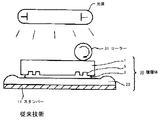
一方、従来行われている方法により、基板1を微細凹凸2の転写と同時に射出成形により厚さ0.6〜1.2mmに形成し、その後、微細凹凸2にアルミ蒸着膜による反射膜4を成膜し、情報記録層5を形成する。次に、図3に示すように、上述のようにして得られた基板1の、情報記録層5の形成面と、光硬化性樹脂層23とを接着用光硬化性樹脂3を介して貼り合わせて、ローラー31を基板1上で転動させて圧着し、例えば紫外線を照射することにより接着用光硬化性樹脂3を硬化させる。ここで、図3において示す基板1、情報記録層5、および光硬化性樹脂層23が積層してなる層を積層体30と呼称する。
次に、図4に示すように、上述により得られた積層体30をスタンパー11から剥離する。このとき、光硬化性樹脂層23は基板1の外径に合わせて、例えば型取りして基板1と合致させてスタンパー11から剥離する。このようにすると、基板1上に、光硬化性樹脂層23を積層させることができ、最終的に目的とする情報記録層5上に情報の読み出し、あるいは書換えを行うための光透過層10としている。
特開平10−172186
しかしながら、上述の方法では図3に示すように光硬化性樹脂でスタンパー11上に形成された光透過層23は、スタンパー11上に載せられたまま接着工程を行うため、光透過層には内部応力が残されたままとなる。また、光透過層23と基板1とはローラー31を用いて接着用光硬化樹脂3を介して押さえつけられて接着されている。そのため、光透過層23は内部応力のためその表面が反る原因となり、接着後の光透過層23の厚さの均一性を確保するのは容易ではない。
そこで、本願は、光透過層の厚さを均一にして収差(ボケ)の発生を防止し、光透過層の反りを防止できる光記録媒体の製造方法を提供することを課題の一例とする。
上記の課題を解決するために、請求項1に記載の発明は、光記録媒体を構成する基板の外形よりも大なる外形を有する平板の面上に、均一に光硬化性樹脂を塗布する工程と、前記光硬化性樹脂を硬化させた後剥離することによりフィルム状の光透過膜を作製する工程と、前記光透過膜を前記基板と同じ大きさに打ち抜く工程と、前記基板上に形成された反射膜層上に、打ち抜かれた前記光透過膜を光硬化性接着剤を用いて貼り合わせる工程と、を有することを特徴とする。
本発明に好適な実施の形態について、図面に基づいて説明する。なお、図5〜図10は、実施形態の光記録媒体の製造方法の各工程の概略を示す。図11及び図12は実施例に関するため、後述する。
(光記録媒体の製造方法)
Blu−Rayディスクなどの次世代大容量光記録媒体においては表面保護のために基板上に100μm程度の均一な厚さの光透過層を形成する必要がある。本実施形態の光記録媒体の製造方法は、特にこのような光透過層の形成に関するものである。
Blu−Rayディスクなどの次世代大容量光記録媒体においては表面保護のために基板上に100μm程度の均一な厚さの光透過層を形成する必要がある。本実施形態の光記録媒体の製造方法は、特にこのような光透過層の形成に関するものである。
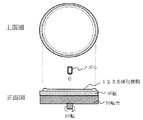
本実施形態の光記録媒体の製造方法は、図5〜図10に示すように、光記録媒体200を構成する基板101の外形よりも大なる外形を有する平板の面上に、均一に光硬化性樹脂123を塗布する工程と(図5)、光硬化性樹脂123を硬化させた後(図6)剥離することによりフィルム状の光透過膜150を作製する工程と(図7)、光透過膜150を基板101と同じ大きさに打ち抜く工程と(図8)、基板101上に形成された反射膜層160上に、打ち抜かれた光透過膜150を光硬化性接着剤103を用いて貼り合わせる工程と(図9)、を有することを特徴とする。製造された光記録媒体200は、図10に示すように、基板101上に、反射膜層160、接着層170(光硬化性接着剤103)及び光透過層180(光透過膜150)が形成されている。以下に、本実施形態の光記録媒体200の製造方法における特徴的な工程について説明する。
図5の上面図及び正面図に示すように、基板101のサイズ(直径120mm)よりも大きなサイズの平板を用意し、この平板を回転制御が可能な回転台の上に載せる。そして、光硬化性樹脂123をスピンコート法により平板上に塗布する。具体的には、平板の回転中心に光硬化樹脂123をノズルより適量滴下し、平板を回転させる。
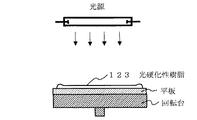
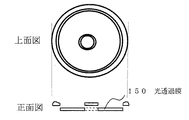
光硬化樹脂123が所望の厚さに均一に拡がったのち、図6の正面図に示すように光硬化性樹脂123の拡がった平板に光源から紫外光を照射し、光硬化性樹脂123を硬化させる。光硬化性樹脂123が硬化したのち、図7の正面図に示すようにこのフィルム状になった光硬化性樹脂123(光透過膜150)を平板から剥離し、図8の上面図及び正面図に示すように光硬化性樹脂123(光透過膜150)を光記録媒体200の基板101と同じ形状に打ち抜くことで光透過膜150を形成する。
その後、図9の上面図及び正面図に示すように反射膜層160が形成された基板101上に接着用光硬化性樹脂103を塗布し、その上に基板と同じ形状に打ち抜かれた光透過膜150を貼り合せる。
そして、図10の斜視図に示すように光源から紫外線を照射して接着用光硬化性樹脂103(接着層170)を硬化させて基板101上に反射膜層160、接着層170、光透過層180が順次積層された光記録媒体200が完成する。
ここで、平板の大きさは、基板101の大きさ(通常、直径120mmの円盤)よりも大きくするが、具体的には、基板101の直径よりも5〜20mm程度直径が大きいものが好ましく用いられる。基板101よりも平板の直径がこれだけ大きいことにより、光透過膜150における厚さが均一に形成できる部分が基板101の大きさよりも大きくなり、収差(ボケ)の発生を確実に防止することができる。さらに、平板の大きさをこの範囲内にすることにより、既存の製造装置をそのまま使用することが可能となる。
平板の材料は、化学的に安定で耐熱性、耐薬品性に優れている材料であれば樹脂や金属等を用いることができ、特に限定されないが、ポリテトラフルオロエチレン(テフロン(登録商標))等のフッ素樹脂、ポリプロピレン、ポリオレフィン、ステンレス等が好ましく用いられる。
光記録媒体200の光透過層180に用いられる光透過膜150は、後述する光透過層180用の材料となる樹脂を上記平板に塗布し、硬化させることにより形成されるが、塗布方法としては、例えば、上述のスピンコート法の他に、グラビア塗布法、スプレーコート法、ディッピング等の方法を用いることができる。このうち、光透過層180が円形であるため、平板を回転させて塗工液を拡げるスピンコート法を用いて光透過膜150を形成することが好ましい。また、スピンコート法により光透過膜150を形成することにより、樹脂の塗布装置を小型にできる。
光透過膜150を打ち抜く際には、従来公知の機械・器具が用いられる。光透過膜150を基板101と同じ大きさに打ち抜く際には、基板101の外周側の円の大きさと同一になるようにする。なお、光透過膜150を打ち抜く際には、基板101の内周側の円の大きさは、特に限定されず、基板101の内周側の円の大きさと同一にしてもよいし、基板の形状に合わせた形態、例えば、接着剤の溜まりの窪みを避けるために内周径より大きめの円の大きさにすることもできる。打ち抜かれた光透過膜150は、平板と接していた側の面が基板101と接するようにして基板101と接着させてもよいし、平板と接していなかった側の面が基板101と接するようにして基板101と接着させてもよい。なお、後述するように、さらにハードコート層を設ける場合には、前者のように光透過膜150の平板と接していた側の面が基板101と接するようにして基板101と接着させる。
以上説明したように、平板上に光硬化樹脂123をスピンコートした後で、基板101と同じ形状に打ち抜くことにより、厚さが均一な光透過膜150が得られる。さらに、光透過膜150を一度平板から剥がして基板101と貼り合わせることで、光透過膜150そのものの内部応力を緩和できるため、完成した光記録媒体200において基板101や光透過層180の反りを抑えることができる。
また、本実施形態の光記録媒体200の製造方法では、製造工程の一部として光透過膜150の作成工程を組み込むこともできるため、この場合には、光透過膜を別途用意して貼り合わせる場合と比較して、光透過膜の汚染要因を少なくできる。
さらに、本実施形態においては平板上で光透過膜150を作製し、これを剥離して使用している。このとき、耐薬品性のフッ素樹脂などを平板に用いて光透過膜150が平板に密着しないようにしたり、電解研磨したステンレスを平板に用いて光透過膜150をはがしやすくする等、平板上に硬化後の光透過膜150の樹脂が残らないように平板の材料や形状を工夫することができる。そのため、図3に示した従来技術のようにスタンパーなどのステージに残った光硬化性樹脂を洗浄する必要がない。
本実施形態の光記録媒体200の製造方法においては、平板を取り替えることで連続して光透過膜150を製造することもできる。また、基板に直接光硬化性樹脂を塗布し硬化させる方法に比べても、本実施形態の光記録媒体200の製造方法では、一度平板から剥がすことで光透過膜150の内部応力を緩和させることができるため、ディスク化後に基板の反りの管理がしやすくなる。
次世代高密度光記録媒体のように薄い光透過層180をもつ光記録媒体200では、わずかな埃や指紋などの影響でも読み取りや書き込みに影響が出てしまう。そのため光透過層180の表面に汚れをつきにくくするためのハードコート層(図示しない)を設けることがある。本実施形態の光記録媒体の製造方法は光記録媒体の光透過層にハードコート層を付加する場合にも適用することができる。具体的に、光透過膜の光硬化性樹脂をスピンコートした後、当該光硬化性樹脂を硬化する前もしくは後にハードコート層を設けることで、ハードコート層付の光透過膜を容易に製造することができる。このように光記録媒体にハードコート層を設けることにより、光透過層を形成した基板へ直接ハードコート層を形成した場合の応力の増加による反り増加の問題も解決できる。さらに、光透過膜の光硬化性樹脂を硬化する前にハードコートの塗布を行い、光硬化性樹脂層とハードコート層を同時に紫外線照射により硬化するようにすればスピンコート工程を簡略化できる。
(光記録媒体の他の構成)
上述のように製造される光記録媒体200は、基板101上に反射膜層160、接着層170、光透過層180が順次積層されている。以下に、光記録媒体200の基板101や各層160、170、180、及び図示しない層について説明する。
上述のように製造される光記録媒体200は、基板101上に反射膜層160、接着層170、光透過層180が順次積層されている。以下に、光記録媒体200の基板101や各層160、170、180、及び図示しない層について説明する。
基板101は、他の各層を形成するための基板となるものである。基板101の材料は、通常、光記録媒体の基材として用いられる材料が用いられ、特に限定されないが、ポリカーボネート(PC)樹脂、アクリル樹脂、エポキシ樹脂、ポリオレフィン樹脂等のプラスチック樹脂やガラスが用いられる。また、基板101の材料として、平板上に紫外線硬化性樹脂などをスピンコート法等で塗布硬化させたものや、複数のプラスチック樹脂のシートを接着剤で貼り合わせたもの等も用いられる。
基板101の寸法及び形状は特に限定されないが、通常は円盤状であり、厚さは、通常、0.3〜1.2mm程度であり、規格上、0.6mmや1.1mm、1.2mmのものが多く用いられる。基板101の表面には、トラッキング用やアドレス用などの記録・再生用レーザ光を導くために、グルーブやピットなどの所定のパターンが必要に応じて設けられる。記録・再生用レーザ光は、通常、グルーブ内に照射される。
次いで、反射膜層160は、レーザ光に最も遠い側に位置し、レーザ光を反射させる。反射膜層160を有することにより、記録時のレーザ光の吸収により生じた熱をすばやく逃がすことができるため、高線速記録時の特性が向上する。反射膜層160の材料としては、上記の反射層としての機能を有する材料であれば、特に限定されないが、以下に挙げる材料が用いられる。
反射膜層160の材料としては、高反射率の金属や合金から構成することが好ましく、Ag、Al、Au、Pt、Cu等の一種からなる金属、または、これらを少なくとも一種含む合金を用いることができる。
反射膜層160の形成方法は、特に限定されないが、スパッタリング法、真空蒸着法等が用いられる。
反射膜層160の厚さは、特に限定されないが、通常、10〜150nm程度とする。反射膜層160の厚さが10nm未満であると、十分な反射率が得にくくなり、150nmを超えても、反射率の向上が小さい割にコストが大きくなる。
図10には図示しないが、光記録媒体200における反射膜層160の光透過層180側には、通常、第1の誘電体層、記録層、第2の誘電体層、が設けられる。
第1の誘電体層は、光反射側に位置し、レーザ光による熱が反射層160に逃げる前に一時的に蓄熱して記録層を十分に加熱する。第1の誘電体層の材料としては、上述の機能を有する材料であれば特に限定されないが、例えば、NbOx(x≦5/2)、NbOx−NbNy、SiNx、SiOx、AlNx、AlOx、TiOx、ZnS、SiO2等、もしくはこれらの混合材料が用いられる。第1の誘電体層の厚さは、特に限定されないが、通常、100nm以下であり、10〜50nm程度が好ましい。
記録層は、情報を記録するための層である。記録層の材料としては、記録層としての機能を有する材料であれば、特に限定されないが、BiGe窒化物、BiTi窒化物、BiSi窒化物、BiAl窒化物、SnGe窒化物、SnTi窒化物、SnSi窒化物、SnAl窒化物、BiGe、BiTi、BiSi、BiAl、SnGe、SnTi、SnSi、SnAl等の、BiまたはSnと、Ge、Ti、Si、Alのいずれか一つと、を組み合わせた合金またはその窒化物を用いることができる(国際公開03/101750号パンフレット参照)。記録層の材料としては、その他に、一般式(TixM11−x)yM21−y(但し、M1はシリコン(Si)及びアルミニウム(Al)のいずれか一方の元素、M2はM1及びチタン(Ti)と異なる元素、0.3≦x≦0.8、0.75≦y≦1である)で表される合金を含む材料(特開2004−284242号公報参照)、鉄(Fe)、アルミニウム(Al)及びシリコン(Si)からなる群より選ばれた少なくとも2つの元素を含む合金を主成分とする材料(特開2004−284241号公報参照)、GeSbTe、AgInSbTe、GeInSbTe、BiSbTe、GeBiSbTe等の相変化記録材料、等を用いることができる。
記録層は二層構造にすることもできる。記録層が二層からなる場合には、Si、Ge及びSnからなる群より選択される元素を主成分とする第一の反応層と、第一の反応層に接触して記録時に第一の反応層の元素と共融結晶化されるCuを主成分とする第二の反応層と、を有するものとしてもよく(特開2003−203383号公報参照)、C、Si、Ge、Sn及びPbからなる群より選択される元素を主成分とする第一の反応層と、第一の反応層に接触して記録時に第一の反応層の元素と共融結晶化される金属元素(Mg、Al、Ti、V、Cr、Co、Ni、Cu、Ag、Au、Zn、Ga等)を主成分とする第二の反応層と、を有するものとしてもよい(特開2003−200663号公報参照)。記録層としては、その種類は限定されず、追記型、書換型等の各種の記録層を適用できる。
記録層の厚さは、記録層の物性、各誘電体層の物性およびその厚さに応じて適宜決定されるが、通常、5〜40nmであり、好ましくは10〜30nmである。
第2の誘電体層は、光入射側に位置し、光学的反射率調整用および記録モードをhigh to lowもしくはlow to highの所望の性能の方に調整するために設けられる。第2の誘電体層の材料としては、このような誘電体層としての機能を有する材料であれば、特に限定されないが、上述の第1の誘電体層と同様の材料が用いられる。第2の誘電体層の厚さは、特に限定されないが、通常、0〜100nm程度とし、さらに、10〜50nm程度が好ましい。
接着層170は、基板101側の各層と光透過層180とを接着するために用いた光硬化性接着剤103を、光を照射することにより硬化させた層である。光硬化性接着剤としては、従来公知の紫外線照射により硬化する紫外線硬化性接着剤や、熱硬化性接着剤等が用いられる。
光透過層180は、光記録媒体200の各層を保護し、耐擦傷性や耐食性の向上のために設けられる。通常、光透過層180側から記録・再生用レーザ光が入射されるため、光透過層180は、このレーザ光に対して実質的に透明である必要がある。
光透過層180の材料は、通常、光記録媒体の光透過層(カバー層等とも呼ばれる)として用いられる材料が用いられ、特に限定されないが、有機系の材料、特に、光硬化性樹脂が好ましく用いられる。光硬化性樹脂は、具体的に、紫外線硬化性樹脂を紫外線照射により硬化させたものや電子線硬化性樹脂を電子線照射により硬化させたものである。光透過層180の材料は、具体的には、アクリル樹脂、ポリカーボネート樹脂、エポキシ樹脂、ポリオレフィン樹脂等の各種プラスチック樹脂が用いられる。
光透過層180の形成方法は、上述の通りである。光透過層180の厚さは、特に限定されないが、通常、1〜250μm程度とする。
ハードコート層(図示しない)は、光透過層180の基板101を有しない側に任意に設けられ、光透過層180の表面に汚れをつきにくくする層である。通常、光透過層180側から記録・再生用レーザ光が入射されるため、光透過層180と同様にこのハードコート層も、レーザ光に対して実質的に透明である必要がある。
ハードコート層の材料は、このような機能を有するものであれば特に限定されないが、紫外線硬化性樹脂、溶剤形ハードコート剤等が用いられる。
ハードコート層の形成方法は、上述した方法を用いることもできるが、特に限定されず、スピンコート、ディッピング法等の従来公知の方法が用いられる。
ハードコート層の形成方法は、上述した方法を用いることもできるが、特に限定されず、スピンコート、ディッピング法等の従来公知の方法が用いられる。
上述のように、光透過層180とハードコート層とを紫外線硬化性樹脂で形成した場合、各層を同時に硬化させることもできる。ハードコート層の厚さは、特に限定されないが、通常、1〜10μm程度とする。
ここで、光透過層180側から照射される記録用、再生用または記録再生用のレーザ光としては、青色レーザ光、青紫色レーザ光、紫外レーザ光が主として挙げられ、本実施形態の光記録媒体200は、このレーザ光を照射して記録情報を読み取る方式の光記録媒体(Blu−ray ディスク)である。光記録媒体の性質は、上述の記録層の性質によるが、追記型、書換型等のタイプは特に限定されない。また、本実施形態の光記録媒体の製造方法は、光透過層を有する光記録媒体であれば、各種の光記録媒体に適用することできる。
以上説明したように、本実施形態の光記録媒体200の製造方法は、光記録媒体200を構成する基板101の外形よりも大なる外形を有する平板の面上に、均一に光硬化性樹脂123を塗布する工程と、光硬化性樹脂123を硬化させた後剥離することによりフィルム状の光透過膜150を作製する工程と、光透過膜150を基板101と同じ大きさに打ち抜く工程と、基板101上に形成された反射膜層160上に、打ち抜かれた光透過膜150を光硬化性接着剤103を用いて貼り合わせる工程と、を有することを特徴とする。このようにして、基板101上に反射膜層160、光硬化性接着剤103からなる接着層170、光透過膜150からなる光透過層180が順に積層された光記録媒体200が得られる。
よって、次世代大容量光記録媒体を製造する際に、光透過層を形成する基板と別途に、平板を用意しこれに光硬化性樹脂剤を塗布することで厚さが均一な光透過膜を作成し、中心部の厚さが平坦な部分だけを打ち抜いて使用するため、きわめて厚さが均一な光透過層を形成することができる。さらに、光硬化膜を一度平板から剥がすことで、光硬化膜そのものの内部応力を緩和できるため、ディスク化後の基板の反りを抑えることができる。
また、上記実施形態の光記録媒体200の製造方法は、平板の面上への光硬化性樹脂123の塗布をスピンコートによって行うことを特徴とする。よって、スピンコートにより円形の中心から外側にかけて厚さの均一性が高い光透過膜150を形成することができる。
以下に、光記録媒体の製造方法の実施例及び比較例により本願をより詳細に説明する。
直径130mmのポリプロピレン樹脂製平板に中心部より光透過層用の光硬化性樹脂を塗布しスピンコートを実施する。光透過層用の光硬化性樹脂としては、紫外線硬化樹脂(SD−6210、大日本インキ化学工業株式会社製)を使用する。平板上に光硬化性樹脂を塗布した後、回転台に乗せたまま紫外線を照射し、光硬化性樹脂を硬化させて直径130mm程度、厚さ95μmの光透過膜を作製する。この光透過膜を内外形打ち抜き装置を用いて外周直径120mm、内周直径17mmの大きさに打ち抜く。
一方、厚さ1.1mm、直径120mmのポリカーボネート樹脂からなる基板上に、厚さ100nmで銀合金からなる反射層をスパッタリング法により形成する。次いで、厚さ10nmでZnS−SiO2(20mol%)からなる誘電体層をスパッタリング法により形成し、厚さ20nmでBiGeの窒化物からなる記録層をスパッタリング法により形成し、厚さ30nmでZnS−SiO2(20mol%)からなる誘電体層をスパッタリング法により形成する。
次いで、誘電体層上の中心部(基板の内周円と外周円の中心部分)にセミオートディスペンサを使用して紫外線硬化樹脂である光硬化性樹脂を約3グラム塗布する。貼合装置(オリジン電気株式会社製実験装置、型番:AD1−T)を用いて、光硬化性樹脂が塗布された基板と、作製しておいた光透過膜とを貼り合わせ、紫外線を照射することにより接着層を形成し、光記録媒体が作製される。
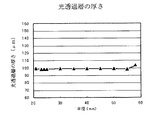
このようにして作製した実施例の光記録媒体の光透過層の厚さを図11に示す。図11で示すように、非常に均一な厚さの光透過層が得られている。
一方、基板、反射層、誘電体層、記録層、誘電体層を実施例の光記録媒体と同様に形成する。次いで、基板の内周側に上記光透過層と同様の光硬化性樹脂を塗布し、スピンコートして光透過層を形成し、比較例の光記録媒体が作製される。
このようにして作製した比較例の光記録媒体の光透過層の厚さを図12に示す。図12に示すように、内周から外周にかけて厚さの変動があり、最外周では、回転停止による遠心力の消失で光硬化性樹脂のもどりにより厚さが増大している。
101…基板
103…接着用光硬化性樹脂
123…光硬化性樹脂
150…光透過膜
160…反射膜層
170…接着層
180…光透過層
200…光記録媒体
103…接着用光硬化性樹脂
123…光硬化性樹脂
150…光透過膜
160…反射膜層
170…接着層
180…光透過層
200…光記録媒体
Claims (2)
- 光記録媒体を構成する基板の外形よりも大なる外形を有する平板の面上に、均一に光硬化性樹脂を塗布する工程と、
前記光硬化性樹脂を硬化させた後剥離することによりフィルム状の光透過膜を作製する工程と、
前記光透過膜を前記基板と同じ大きさに打ち抜く工程と、
前記基板上に形成された反射膜層上に、打ち抜かれた前記光透過膜を光硬化性接着剤を用いて貼り合わせる工程と、
を有することを特徴とする光記録媒体の製造方法。 - 前記平板の面上への光硬化性樹脂の塗布をスピンコートによって行うことを特徴とする請求項1に記載の光記録媒体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005338245A JP2007149148A (ja) | 2005-11-24 | 2005-11-24 | 光記録媒体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005338245A JP2007149148A (ja) | 2005-11-24 | 2005-11-24 | 光記録媒体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007149148A true JP2007149148A (ja) | 2007-06-14 |
Family
ID=38210414
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005338245A Pending JP2007149148A (ja) | 2005-11-24 | 2005-11-24 | 光記録媒体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007149148A (ja) |
-
2005
- 2005-11-24 JP JP2005338245A patent/JP2007149148A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO1999000794A1 (fr) | Support d'enregistrement optique et dispositif de disque optique | |
| JP2007035276A (ja) | 光情報媒体及びその媒体の製造方法 | |
| JP4136980B2 (ja) | 多層相変化型情報記録媒体及びその記録再生方法 | |
| JPWO2010008064A1 (ja) | 読み出し専用ホログラフィック記録媒体の記録再生方法、及び読み出し専用ホログラフィック記録媒体 | |
| JP2003281791A (ja) | 片面2層光ディスク及びその製造方法及び装置 | |
| JP2005332564A (ja) | 光記録媒体 | |
| JP2008507067A5 (ja) | ||
| US7844984B2 (en) | Optical recording medium and manufacturing method thereof | |
| JP4125566B2 (ja) | 多層相変化型光情報記録媒体及びその記録再生方法 | |
| JP2003085837A (ja) | 光記録媒体の製造方法及び光記録媒体 | |
| JP2009080871A (ja) | 光情報記録媒体 | |
| WO2007058309A2 (ja) | 光記録媒体の製造方法及び製造装置 | |
| JP2007149148A (ja) | 光記録媒体の製造方法 | |
| JP5393045B2 (ja) | 光情報記録媒体 | |
| JP4649395B2 (ja) | 光記録媒体の製造方法及び製造装置 | |
| JP2007294055A (ja) | 光情報記録媒体及び光情報記録媒体の製造方法 | |
| JP2002092956A (ja) | 光学情報記録媒体およびその製造方法 | |
| JP4783193B2 (ja) | 被覆膜形成方法 | |
| JP4075007B2 (ja) | 光情報記録媒体 | |
| JP4075006B2 (ja) | 光情報記録媒体 | |
| JP4333624B2 (ja) | 光記録媒体の製造方法 | |
| JP2006252706A (ja) | 光記録媒体および光記録媒体の製造方法 | |
| JP2006122857A (ja) | 樹脂塗布方法および光ディスク製造方法 | |
| JP2007109353A (ja) | 光情報記録媒体 | |
| JP2005203032A (ja) | 多層構造光記録媒体の製造方法及び光透過性スタンパ |