JP2007050120A - チャンネルブラシ式ブラシロール及びブラシロール用チャンネルブラシ - Google Patents
チャンネルブラシ式ブラシロール及びブラシロール用チャンネルブラシ Download PDFInfo
- Publication number
- JP2007050120A JP2007050120A JP2005237655A JP2005237655A JP2007050120A JP 2007050120 A JP2007050120 A JP 2007050120A JP 2005237655 A JP2005237655 A JP 2005237655A JP 2005237655 A JP2005237655 A JP 2005237655A JP 2007050120 A JP2007050120 A JP 2007050120A
- Authority
- JP
- Japan
- Prior art keywords
- channel
- brush
- brush roll
- core wire
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Brushes (AREA)
Abstract
【解決手段】 円筒状の回転体6の外周に、長尺のチャンネルブラシ1が所定の間隔をもって装着されてなるチャンネルブラシ式ブラシロール5において、チャンネルブラシ1が、長尺の芯線と、断面が概U字状に屈曲し芯線を包有する長尺のチャンネルと、芯線と該チャンネルとの間に挟着される毛材とを備えてなり、チャンネルブラシ式ブラシロール5の外周面において、毛材先端の密度が全周に亘って25本/cm2以上、250本/cm2以下である帯状円周領域が存在するようにする。
【選択図】 図9
Description
[I−1.チャンネルブラシ]
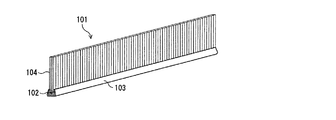
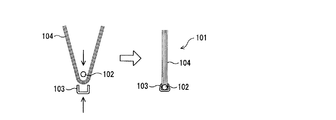
図7(a),(b)は何れも、本発明の第1実施形態に係るチャンネルブラシの構成を模式的に示す図であり、図7(a)はチャンネルブラシ1の上方斜視図、図7(b)はチャンネルブラシ1をその長尺方向に対して直交する平面で切断した断面図である。図7(a),(b)に示すチャンネルブラシ1は、概ね直線的な長尺の形状を有し、図1のチャンネルブラシ101と同様、長尺の芯線2と、断面が概U字状に屈曲し、芯線2を包有する長尺のチャンネル3と、芯線2とチャンネル3との間に挟着される毛材4とを備えてなる。
具体的に、チャンネルブラシ1の長さ(長尺方向の寸法)は、通常50mm以上、好ましくは100mm以上、また、通常2000mm以下、好ましくは1000mm以下の範囲である。
チャンネルブラシ1の高さ(チャンネルの屈曲部から毛材先端までの寸法)は、通常20mm以上、好ましくは30mm以上、また、通常100mm以下、好ましくは50mm以下の範囲である。
チャンネルブラシ1のチャンネルの幅(図7(a)におけるチャンネル外周の左右方向の幅)は、通常2.4mm以上、好ましくは2.4mm以上、また、通常13.0mm、好ましくは5.0mm以下の範囲である。
芯線2の断面形状は任意であるが、通常は円形である。
芯線2の長さ(長尺方向の寸法)は、目的とするチャンネルブラシ1の長さに応じて調整される。
芯線2の太さ(断面の直径)は、後述するようにチャンネル3の幅との関係で規定されるが、通常0.5mm以上、5.0mm以下の範囲である。
チャンネル3の形状は任意であるが、通常は長尺の平板をその長尺方向に沿ってチャンネル形状に加工したものを使用する。
チャンネル3の長さ(長尺方向の寸法)は、目的とするチャンネルブラシ1の長さに応じて調整される。
チャンネル3の厚みも任意であるが、通常0.1mm以上、1.5mm以下の範囲である。
チャンネル3の外側周長(図8の矢印Aで示される長さ。詳細は後述する。)は、後述するように芯線2の太さとの関係で規定されるが、通常5.0mm以上、40.0mm以下の範囲である。
毛材4の長さは目的とするチャンネルブラシ1の用途や形状等によって異なるが、通常20mm以上、好ましくは30mm以上、また、通常100mm以下、好ましくは50mm以下の範囲である。
毛材4の太さも目的とするチャンネルブラシ1の用途や形状等によって異なるが、通常0.05mm以上、0.5mm以下の範囲である。
毛材4の本数も目的とするチャンネルブラシ1の用途等によって異なるが、チャンネルブラシ1の長尺方向の単位長さ当たり、通常50本/cm以上、好ましくは100本/cm以上、また、通常500本/cm以下、好ましくは300本/cm以下の範囲である。
図9(a),(b)は何れも、本発明の第1実施形態に係るブラシロール(直線型ブラシロール)の構成を模式的に示す断面図であり、図9(a)はその長手方向に垂直な断面図、図9(b)はその長手方向に沿った断面図である。図9(a),(b)に示す直線型ブラシロール5は、円筒状の回転体である回転シャフト6の外周に、直線状に形成された第1実施形態のチャンネルブラシ1が、回転シャフト6の回転軸に沿った方向に複数、平行に装着されてなる。
回転シャフト6の長さ(長尺方向の寸法)は、ブラシロール5の目的や用途に応じて調整されるが、通常50mm以上、好ましくは100mm以上、また、通常2000mm以下、好ましくは1000mm以下の範囲である。
回転シャフト6の直径も任意であるが、通常20mm以上、150mm以下の範囲である。
回転シャフト6が中空の筒状形の場合、その筒壁の厚み(肉厚)も任意であるが、通常2.0mm以上、7.0mm以下の範囲である。なお、場合によっては中実管も用いてもよい。
[II−1.チャンネルブラシ]
図11は、本発明の第2実施形態に係るチャンネルブラシの構成を模式的に示す斜視図である。図11に示すチャンネルブラシ1’は、図7(a),(b)に示す第1実施形態のチャンネルブラシ1と同様、長尺の芯線2と、断面が概U字状に屈曲し、芯線2を包有する長尺のチャンネル3と、芯線2とチャンネル3との間に挟着される毛材4とを備えてなる。そして、図11に示すチャンネルブラシ1’は、第1実施形態のチャンネルブラシ1よりも長尺に形成されるとともに、毛材先端が外方に突出するように、チャンネル部分が螺旋状に巻回されてなる。その他の構成については、第1実施形態のチャンネルブラシ1と同様である。特に、長尺方向と垂直な断面上における毛材の広がり角は、第1実施形態のチャンネルブラシ1と同様、上記規定の特徴を満たすように調整されている。
チャンネルブラシ1’が形成する螺旋の内径は、後述する回転シャフトの外径との関係で決定されるが、通常20mm以上、好ましくは30mm以上、また、通常200mm以下、好ましくは150mm以下の範囲である。
チャンネルブラシ1’が形成する螺旋の平均巻回ピッチ(チャンネルブラシの螺旋軸方向に沿った隣接チャンネルブラシ間の平均距離)は、その目的や用途に応じて調整され、チャンネルブラシの幅にもよるが、通常2.0mm以上、好ましくは4.0mm以上、また、通常40mm以下、好ましくは20mm以下の範囲である。
図12(a),(b)は何れも、本発明の第2実施形態に係るブラシロール(螺旋型ブラシロール)の構成を模式的に示す断面図であり、図12(a)はその長手方向に垂直な断面図、図12(b)はその長手方向に沿った断面図である。図12(a),(b)に示す螺旋型ブラシロール8は、円筒状の回転体である回転シャフト9の外周上に、螺旋状に形成された第2実施形態のチャンネルブラシ1’が装着されてなる。
また、第1実施形態の直線型ブラシロール5の回転シャフト6と同様に、螺旋状の溝を設けた回転シャフトを使用してもよい。この場合には、螺旋型ブラシロール8の螺旋内周面の内径を溝底部の内径より若干大きく製作して、ネジにナットを挿入する要領でブラシロールを回転シャフトに装着する。
以上、本発明の第1及び第2の実施形態に係るチャンネルブラシ及びブラシロールについて説明したが、本発明は上述の実施形態に制限されるものではなく、適宜変形を加えて実施することが可能である。
2 芯線
3 チャンネル
4 毛材
5 直線型ブラシロール
6 回転シャフト
7 溝
8 螺旋型ブラシロール
9 回転シャフト
101,101’ チャンネルブラシ
102 芯線
103 チャンネル
104 毛材
105 直線型ブラシロール
106 回転シャフト
107 溝
108 螺旋型ブラシロール
109 回転シャフト
Claims (5)
- 円筒状の回転体の外周に、長尺のチャンネルブラシが装着されてなるチャンネルブラシ式ブラシロールにおいて、
該チャンネルブラシが、長尺の芯線と、断面が概U字状に屈曲し、該芯線を包有する長尺のチャンネルと、該芯線と該チャンネルとの間に挟着される毛材とを備えてなり、
該チャンネルブラシ式ブラシロールの外周面において、毛材先端の密度が全周に亘って25本/cm2以上、250本/cm2以下である帯状円周領域が存在する
ことを特徴とする、チャンネルブラシ式ブラシロール。 - 該チャンネルブラシが該回転体の外周に螺旋状に装着されてなる
ことを特徴とする、請求項1記載のチャンネルブラシ式ブラシロール。 - 該チャンネルブラシが該回転体の回転軸と略平行に複数装着されてなる
ことを特徴とする、請求項1記載のチャンネルブラシ式ブラシロール。 - 円筒状の回転体の外周に装着されることによりブラシロールを形成し得る長尺のチャンネルブラシにおいて、
長尺の芯線と、断面が概U字状に屈曲し、該芯線を包有する長尺のチャンネルと、該チャンネルと該芯線との間に挟着される毛材とを備えてなるとともに、
長尺方向と垂直な断面上における該毛材の広がり角が20°以上である
ことを特徴とする、ブラシロール用チャンネルブラシ。 - 円筒状の回転体の外周に装着されることによりブラシロールを形成し得る長尺のチャンネルブラシにおいて、
長尺の芯線と、断面が概U字状に屈曲し、該芯線を包有する長尺のチャンネルと、該チャンネルと該芯線との間に挟着される毛材とを備えてなるとともに、
長尺方向と垂直な断面上における、該チャンネルの外側周長に対する該芯線の全周長の比率が40%以上である
ことを特徴とする、ブラシロール用チャンネルブラシ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005237655A JP2007050120A (ja) | 2005-08-18 | 2005-08-18 | チャンネルブラシ式ブラシロール及びブラシロール用チャンネルブラシ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005237655A JP2007050120A (ja) | 2005-08-18 | 2005-08-18 | チャンネルブラシ式ブラシロール及びブラシロール用チャンネルブラシ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007050120A true JP2007050120A (ja) | 2007-03-01 |
| JP2007050120A5 JP2007050120A5 (ja) | 2008-06-26 |
Family
ID=37914975
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005237655A Pending JP2007050120A (ja) | 2005-08-18 | 2005-08-18 | チャンネルブラシ式ブラシロール及びブラシロール用チャンネルブラシ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007050120A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200445572Y1 (ko) | 2007-12-11 | 2009-08-14 | 임정식 | 틈새용 방충부재 |
| WO2010059992A2 (en) * | 2008-11-20 | 2010-05-27 | Ihi Corporation | Brush roll for casting roll |
| CN104941969A (zh) * | 2015-06-28 | 2015-09-30 | 胡星 | 一种剪刀式抽滤瓶清洁装置 |
| CN109555057A (zh) * | 2018-12-25 | 2019-04-02 | 上海神舟汽车节能环保股份有限公司 | 一种可拆卸式刷辊 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02116829A (ja) * | 1988-10-27 | 1990-05-01 | Sharp Corp | 液晶表示装置 |
| JPH02174983A (ja) * | 1988-12-28 | 1990-07-06 | Babcock Hitachi Kk | 円筒状物体表面の清掃装置 |
| JPH10179255A (ja) * | 1996-12-27 | 1998-07-07 | Showa Kogyo Kk | チャンネル形ブラシと該チャンネル形ブラシを用いたブラシロール |
| JP2000270927A (ja) * | 1999-03-25 | 2000-10-03 | Showa Kogyo Kk | チャンネル形ブラシ |
-
2005
- 2005-08-18 JP JP2005237655A patent/JP2007050120A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02116829A (ja) * | 1988-10-27 | 1990-05-01 | Sharp Corp | 液晶表示装置 |
| JPH02174983A (ja) * | 1988-12-28 | 1990-07-06 | Babcock Hitachi Kk | 円筒状物体表面の清掃装置 |
| JPH10179255A (ja) * | 1996-12-27 | 1998-07-07 | Showa Kogyo Kk | チャンネル形ブラシと該チャンネル形ブラシを用いたブラシロール |
| JP2000270927A (ja) * | 1999-03-25 | 2000-10-03 | Showa Kogyo Kk | チャンネル形ブラシ |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR200445572Y1 (ko) | 2007-12-11 | 2009-08-14 | 임정식 | 틈새용 방충부재 |
| WO2010059992A2 (en) * | 2008-11-20 | 2010-05-27 | Ihi Corporation | Brush roll for casting roll |
| WO2010059992A3 (en) * | 2008-11-20 | 2010-08-19 | Ihi Corporation | Brush roll for casting roll |
| US8316920B2 (en) | 2008-11-20 | 2012-11-27 | Nucor Corporation | Brush roll for casting roll |
| CN104941969A (zh) * | 2015-06-28 | 2015-09-30 | 胡星 | 一种剪刀式抽滤瓶清洁装置 |
| CN109555057A (zh) * | 2018-12-25 | 2019-04-02 | 上海神舟汽车节能环保股份有限公司 | 一种可拆卸式刷辊 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11445810B2 (en) | Oral care implement and filament for the same | |
| CA2938989C (en) | Twisted wire brush and method of making | |
| US10182647B2 (en) | Twisted wire brush and method of making | |
| KR100622107B1 (ko) | 디스플레이 장치의 글라스 세정용 벨트형 롤러 브러시 | |
| JP2007050120A (ja) | チャンネルブラシ式ブラシロール及びブラシロール用チャンネルブラシ | |
| TW200716270A (en) | Device for use in cleaning endoscopes | |
| JP5096763B2 (ja) | 加工用ブラシのブラシ片及び加工用ブラシ | |
| JP5279066B2 (ja) | ブラシロール及び洗浄装置 | |
| JP2010115587A (ja) | 洗浄ブラシ及び洗浄装置 | |
| CN101057725A (zh) | 用于清洁显示器面板的旋转式辊刷 | |
| JP5360955B2 (ja) | ブラシロール及び洗浄装置 | |
| JP5366280B2 (ja) | ブラシロール及びブラシユニット | |
| CN1165405C (zh) | 电弧焊丝 | |
| JP2008132214A (ja) | ブラシロール | |
| JP2021013889A (ja) | 清掃用ブラシ | |
| JP4938381B2 (ja) | ブラシ用毛材 | |
| JP5424194B2 (ja) | ブラシロール及びブラシユニット | |
| JP3131396U (ja) | 高圧冷媒用二重管製造装置 | |
| JP2019136801A (ja) | ネジリブラシ及びその製造方法 | |
| JP7054538B2 (ja) | ブラシロール | |
| JP7007175B2 (ja) | ブラシの芯用の金属線 | |
| JP2008036045A (ja) | ブラシ用毛材 | |
| JP3186694U (ja) | ネジリブラシ | |
| JP2013052360A (ja) | 洗浄ブラシ及び洗浄装置 | |
| JP2006286787A (ja) | 基板洗浄用ブラシ及びそれを用いた基板洗浄方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080513 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080513 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110201 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110927 |