JP2006512517A - 建築要素及びその製造方法 - Google Patents
建築要素及びその製造方法 Download PDFInfo
- Publication number
- JP2006512517A JP2006512517A JP2004563060A JP2004563060A JP2006512517A JP 2006512517 A JP2006512517 A JP 2006512517A JP 2004563060 A JP2004563060 A JP 2004563060A JP 2004563060 A JP2004563060 A JP 2004563060A JP 2006512517 A JP2006512517 A JP 2006512517A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- building element
- plastic material
- building
- rib
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
- B29D99/0014—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings provided with ridges or ribs, e.g. joined ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/40—Applying molten plastics, e.g. hot melt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8221—Scissor or lever mechanisms, i.e. involving a pivot point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/824—Actuating mechanisms
- B29C66/8242—Pneumatic or hydraulic drives
- B29C66/82421—Pneumatic or hydraulic drives using an inflatable element positioned between the joining tool and a backing-up part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/828—Other pressure application arrangements
- B29C66/8286—Hand placed clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8324—Joining or pressing tools pivoting around one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83421—Roller, cylinder or drum types; Band or belt types; Ball types band or belt types
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B2/00—Walls, e.g. partitions, for buildings; Wall construction with regard to insulation; Connections specially adapted to walls
- E04B2/56—Load-bearing walls of framework or pillarwork; Walls incorporating load-bearing elongated members
- E04B2/70—Load-bearing walls of framework or pillarwork; Walls incorporating load-bearing elongated members with elongated members of wood
- E04B2/701—Load-bearing walls of framework or pillarwork; Walls incorporating load-bearing elongated members with elongated members of wood with integrated supporting and obturation function
- E04B2/702—Load-bearing walls of framework or pillarwork; Walls incorporating load-bearing elongated members with elongated members of wood with integrated supporting and obturation function with longitudinal horizontal elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/12—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members
- E04C3/122—Laminated
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/29—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces built-up from parts of different material, i.e. composite structures
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F13/00—Coverings or linings, e.g. for walls or ceilings
- E04F13/07—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor
- E04F13/08—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements
- E04F13/10—Coverings or linings, e.g. for walls or ceilings composed of covering or lining elements; Sub-structures therefor; Fastening means therefor composed of a plurality of similar covering or lining elements of wood or with an outer layer of wood
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C2043/3205—Particular pressure exerting means for making definite articles
- B29C2043/3222—Particular pressure exerting means for making definite articles pressurized gas, e.g. air
- B29C2043/3233—Particular pressure exerting means for making definite articles pressurized gas, e.g. air exerting pressure on mould parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/20—Opening, closing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7394—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoset
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2311/00—Use of natural products or their composites, not provided for in groups B29K2201/00 - B29K2309/00, as reinforcement
- B29K2311/14—Wood, e.g. woodboard or fibreboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2711/00—Use of natural products or their composites, not provided for in groups B29K2601/00 - B29K2709/00, for preformed parts, e.g. for inserts
- B29K2711/14—Wood, e.g. woodboard or fibreboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
- B29L2031/3041—Trim panels
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/35—Extraordinary methods of construction, e.g. lift-slab, jack-block
- E04B2001/3583—Extraordinary methods of construction, e.g. lift-slab, jack-block using permanent tensioning means, e.g. cables or rods, to assemble or rigidify structures (not pre- or poststressing concrete), e.g. by tying them around the structure
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2203/00—Specially structured or shaped covering, lining or flooring elements not otherwise provided for
- E04F2203/08—Specially structured or shaped covering, lining or flooring elements not otherwise provided for with a plurality of grooves or slits in the back side, to increase the flexibility or bendability of the elements
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Fluid Mechanics (AREA)
- Laminated Bodies (AREA)
- Rod-Shaped Construction Members (AREA)
Abstract
木製か又は木のような単一要素の側壁を含み、好ましくは両側壁が中空でない木材からなるコグ接合用の建築要素。各要素の内側には長手方向の溝が設けられていることが好ましい。各要素は長手軸を横切る方向に湾曲しており、その内側にはプラスチック材料、好ましくは熱可塑性材料が被覆されており、湾曲した側壁を安定した位置に保持するリブを部分的又は完全に囲むこともできる。また、本発明は前述の建築要素の製造方法と、このような建築要素の完成した側壁を構成する構造要素の製造方法に関する。
Description
本発明は、コグ(cogged)ジョイント(以下、概して切込み(notching)と称する)を有する丸太を用いた建設を目的とする建築要素(constructional element)と、このような要素の製造方法に関する。
更に、本発明は、本発明の第1の態様による建築要素又は他の建築要素の一部とすることを目的とした構造要素の製造方法に関する。この構造要素は単独の製品としても使用可能である。
丸太で建物を建てることは昔からの伝統である。近年では、この伝統は主にキャビン(小屋)やレジャー用建物の建設に関連して守られている。一般に、コグジョイントを有するキャビンはとりわけ美しいとみなされている。しかし、この伝統を有する建物には課題がある。
本物の材木から作られるキャビンや建物の切込みの欠点は、高品質の材木への要求が高いことである。このような材木は今日では希少資源であり、よって建物は高価になる。他の欠点はその断熱である。断熱が十分な近代の建物と比較すると断熱はかなり悪い。北欧の気候では、内部断熱材を設けていない切込み付きの建物は通年の使用に適さず、キャビンに使用してもかなり不経済である。
第3の欠点は、丸太から作られる建物の場合数年経つと数パーセント(cm/高さ1m)沈下してしまうという事実に関連する。これにより、ドアをしっかり閉まるように維持したり、ドアが動かなくならないようにしたり、パイプや通気のために雨漏れしない屋根の開口部を維持したりすることに関する深刻な問題が生じる。
このことと、建物を建てる際にリサイクル材料をより多く使用する必要性に基づき、本物の材木のように見えるが内側の断熱コアと木製又は木のような「シェル(外郭)」とで構成される建築要素を製造する試みがなされている。
ノルウェー国特許第311 583号は切込みのための材木様要素を記載している。これらの要素の各面はいくつかの(例えば3つの)接合パネル要素を含み、これらは接合後に外側表面がほぼ連続した凸面として現れるように輪郭づけられている。これらの接合パネル要素の間にはスペーサ要素が配置されており、スペーサ要素は安定した不変の相互距離をパネル間に設けてパネルを保持する役割を果たす。これらのスペーサ要素は、建物全体に必要な強度を与える役割を果たす。外側部品間の空隙は、断熱材(例えばポリウレタン)で充填されるように意図される。要素の両端部付近には切込みのための凹部が設けられている。この構造は、個々のパネルやスペーサから各材木様要素を作成して組み立てることが比較的複雑なプロセスである、という欠点をもつ。
スウェーデン国出願公開第457 456号は、長手方向の溝が設けられた木製の外側パネルを有し、スペーサが溝内に配置された「材木要素」を記載している。この構造においても、パネルとスペーサとの間の空隙は発泡ポリウレタンのような断熱材で充填されるように意図されている。スペーサの一定の位置には穴が配置されており、これにより、完成した壁の各要素の穴を介してロッド8を(垂直に)配置することができる。これにより、ロッドは壁の重量を支える要素を構成することができる。前述の構造と同様に、この構造は互いに適応させることが必要な構成要素を多く含む。個別の構成要素から単一の材木要素を選んで組み立てることは、いわば「パズルのような」作業である。
米国特許第4,433,519号は、前述の刊行物と同じ用途を目的とする円筒状のプレハブ建築要素を記載している。ここでは、凸状の外側表面が、ガラス繊維、金属、プラスチック又は必要な構造的完全性を備える成形された木材製品のいずれかを含むことを想定している。よって、外側パネルは天然の木材からは製造されない。この建築要素の上側と下側のフランジは、これらの要素が互いの上に配置されると重なり合うように構成されている。ボルト等をこれらの要素に挿入して要素を共に固定することができるように、これらの要素には穴が形成されている。前述の構造のように、この構造も要素に沿って一定の間隔で配置されたスペーサ要素を含むが、ここではプレハブ要素自体が荷重の大部分を支えるように設計されている。要素間の空隙には断熱材が充填されることが好ましい。この構造は、より少ない構成要素から組み立てられるという点で前述のものよりも有利ではあるが、サイドパネルは「完全な木材」から作られていない。
スウェーデン国出願公開第440 250号は、切込みを意図する更に別の製品を記載している。この製品は内側スペーサを有する木製の外側パネルを構成しており、このパネルはサイドパネルに形成された長手方向の溝によってサイドパネルに取り付けられている。この刊行物に記載の木製パネルは凸状の外側表面を含まない。しかし、このような凸面の視覚的印象を与えるために面取りを行ってもよい。
ノルウェー国特許第311 583号明細書
スウェーデン国出願公開第457 456号明細書
米国特許第4,433,519号明細書
スウェーデン国出願公開第440 250号明細書
本発明の目的は、組み立てた状態において、切込みのある丸太といった最適な視覚的印象を与える建築要素と、このような要素の製造方法を提供することである。
よって本発明の目的は、迅速かつ合理的な方法で製造可能な、「完全な木材」からなる凸状の外側表面を有する建築要素を提供することである。
本発明の更なる目的は、全断熱に必要な体積を内側の空隙内に有し、建物の組立前又は組立後に従来の繊維か又は発泡絶縁材によって絶縁することが容易である、前述のタイプの建築要素を設けることである。
前述の目的は、以下に更に詳述する本発明の建築要素及び方法によって達成される。
第1の態様によると、本発明は、請求項1に記載の建築要素と、請求項12に記載のこのような要素の製造方法に関する。他の態様によると、本発明は、請求項18に記載の本発明の第1の態様と請求項22に記載のこのような要素の製造方法に従って建築要素の側壁を構成する構造要素に関する。
本発明の好ましい実施の形態は従属クレームによって開示される。
本発明の中心となる態様は、建築要素を構成する構成要素が、大部分自動化することのできる簡潔かつ合理的な方法で組み立てられる、という事実である。完全な木材からなる面を有する製品の美的な外観を失わずに前述の目的が達成されることは、更に重要な態様である。板材の片面(内部)に溝を作るプロセスによって板材の張力が取り除かれるほか、この溝により、プラスチック材料を機械的に把持できる。板材の両端部が屈曲されて湾曲形状になった際に両端部を必要に応じて「固定する」ことにより、制御可能な程度のクラックが形成され、板材を更に本物の丸太のように見せる。あるいは、熱可塑性材料の代わりに熱硬化性プラスチック材料を使用する。この場合は他の塗布技術が必要となるが、これも詳述する。
また、繊維板パネルや他の木材様材料などの材料も使用できるが、側壁は本物の(完全な)木のパネルに基づいていることが好ましい。ある材料を外壁に使用し、異なる材料を内壁に使用することもできる。内壁には、凸状でないものなど、更に簡潔なタイプのパネルを用いてもよく、また、内側で本物の丸太の印象を与えることが望まれない場合、内壁用のパネルは平らな表面を有してもよく、後でこの表面を壁紙等で覆ってもよい。後者の場合、請求項12に定義されたように製造された構造要素が建築要素の内側パネルに使用され、請求項11に定義されたように製造された構造要素が建築要素の外側パネルに使用される。
同封の図面を参照しながら本発明を更に詳細に説明する。
図1は、本発明による建築要素の側面(壁)を構成する構造要素を形成するための板材(ボード)1の端面図を示している。下に向いた面は建築要素の外側を形成し、多くの長手方向溝2を備える上に向いた面は建築要素の内部を形成する。
図2は、板材の全ての面に接する複数のロール(全て図示せず)が、板材の長手方向を横切る方向へ板材を強制的に湾曲形状にし始めた段階における図1の板材を示している。
図3は最終的な湾曲形状の板材を示しており、板材はこの状態で押出機に送られる。
図4は押出機から現れた板材を示している。熱可塑性材料が板材の内(凹)側の溝2を充填し、この側に厚さ数ミリメートルのコーティングを形成している。この板材の両端部付近では、同じ熱可塑性材料が2つの長手方向フランジ4a及び4bを形成する(これらの機能は後述する)。ポリプロピレン及びポリエチレンが好適な熱可塑性材料であり、好ましくは高密度ポリエチレンである。PVCも適切なプラスチック材料である。
図5は、板材1の凹側のまだ軟らかい熱可塑性材料にリブ5を備えつけた後の板材を示している。リブ5の横の範囲はフランジ4a及び4bによって定められている。このようなリブ5は、板材の長手方向に等間隔に配置されている。「リブ」という用語は、リブが完成した建築要素の板材間の距離を保つ/定めるだけでなく板材を安定した湾曲状態に保つように機能することを強調するために、「スペーサ」の代わりに使用される。類似する機能は公知の建築要素のいずれにも含まれない。先行するこれらの要素が本件発明の本物の丸太にそれほど酷似していないのはそのためである。単一のプレートや板材から裁断されたリブを使用する場合、板材上のリブの向きは板材の長手方向(軸)に対してほぼ垂直になることが理解されよう。後でリブの「端部」に言及する際、この「端部」は図5のフランジ4a及び4b付近のリブ部分を意味する。
図5及び図6によって示すように、リブは凹部6を有することができ、この凹部は後続の工程(図6)において更なる熱可塑性材料で充填されるよう意図されている。あるいは、リブ5は熱可塑性材料の薄い層で完全に覆われる。家具を組み立てるために家具産業において使用される釘(ペグ)に相当する釘を収容するための2つの穴が、各リブに備えられていることが好ましい。穴は、リブの各端部付近(長手方向フランジ4a、4b付近)に、構造要素の長手方向に対して直角に位置することが好ましい。これにより、外壁面の部分を形成する構造要素に取り付けられたリブの穴と、内壁面の部分を形成する構造要素に取り付けられた対応するリブの穴に同一の釘を収容させることができる。これは、建築要素の内側構造要素と外側構造要素の互いへの固定に貢献する。
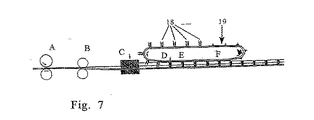
図7は、全体のプロセスを概略的に示している。板材は、図の左側からロールAの対の間を通って供給される。図7を参照すると、全体のプロセスは単一の板材の処理に関連して説明されている。板材1の溝2はこれよりも早い段階で形成してもよいが、プロセスのこの段階で都合よく形成してもよい。溝は、形成が最も容易であるという理由で単に長手方向に形成されてもよいし、ダイヤモンド状パターンのような他の形状やパターンを有してもよい。あるいは、溝を省略してもよい。図2に示すように、ロールBは板材に最初の湾曲(曲げ)を生じ、押出機Cに入る間際の板材には図3に示す最終的な湾曲形状が与えられる。押出機において板材の凹側をプラスチックで被覆する前に、プラスチック材料を木材によりよく結合させる接着剤や融和剤でこの側を処理することが好ましい。このような接着剤を無水マレイン酸としてもよい。示されるロールA及びBの対の代わりに、板材を関節ベルトによって供給することができる。
無端ベルト19には、リブが一時的に取り付けられる取付具18が設けられている。位置Dで、リブは、押出機において熱可塑性材料の層で被覆された板材1の側面に押しつけられる。リブに穴がある場合、リブが取り付けられる板材に対してリブを正確に位置決めするようにこれらの穴を使用することができる。その直後、図7の位置Eで、各リブ5は射出成形によってリブの開口部を介して供給された熱可塑性材料を受け、これにより熱可塑性材料はリブの内側表面と板材1上のまだ軟らかい熱可塑性材料3に粘着する。あるいは、図7bに示すように、各リブは無端ベルト19と共に移動するエンベロープダイ18’において板材に押しつけられる。そして、位置Eで、熱可塑性材料が導管20を通って射出され、リブ5全体が熱可塑性材料で被覆される。図7bも、熱可塑性材料3が押出機Cにおいて加えられる直前に接着剤21の層が板材1に供給される態様を示している。
冷却用空気が位置Fで熱可塑性材料3及びリブ5に吹きつけられ、これによって熱可塑性材料が固まり、板材へのリブの永久的な取付が確実になり、板材の永久的な湾曲形状が保護される。あるいは、射出成形の直後にリブ間の空隙に水を充填することにより、水を冷却剤として使用できる。水は、製品要素(構造要素)がベルト/製造ステーションから離れる場所で再び吸い上げられる。
木材は繊維の方向に寸法的にかなり安定しており、長期にわたって激しい温度変化にさらされてもその形状を維持するため、木製のリブを使用することは都合がよい。リブが建築要素の長手方向を横切る方向で寸法的に安定していることは最も重要であり、これは要素が一般に使用されるときの垂直方向を意味する。リブとして使用する木材にはいかなる種類の洗練さも不要であり、平削りされていない木板を使用してもよく、板材に節や節の穴があっても構わない。また、鋼、合成材料及び複合材料など他の材料をリブに使用できるが、製造コストを上げずに木材の優れた特性をもつ材料を見出すことは困難である。鋼のリブを使用する場合、リブが取り付けられる板材を貫通するスパイクをリブに設けてもよい。合成材料や複合材料を使用する場合、鋼又は木材のリブを使用する場合と比較して、構造要素/建築要素の重量を増やさずに、板材の長手方向を更に拡張した寸法のリブにできる。このようなリブはコンパクトではない構造体として設計してよい。
多数のリブが定められた間隔で配置されるという記載は、各リブ間の間隔が一定であることを意味する(製造上の観点からは、他の解決法も同様に作用しうる)。
CAD/CAMシステムによる自動化や制御が可能な前述の方法を用いた場合、建築要素の完成した側面即ちパネルを、プロセスに供給される板材の長さによってのみ制限されるオーダーメイドの寸法で製造することができると認識される。「完成した側面」とは、板材が最終的な湾曲形状を得、リブがこの構造に強度と完全性(一体性)を提供し、熱可塑性材料がこの構造に防湿層を提供するものとして理解される。このように形成された一体的な中間製品は、建築要素用の構造要素とも呼ばれるものを構成する。
図8は、図1−図6及び図7のプロセスに従って製造された2つの側面が組み立てられて本発明の完成した建築要素を構成する態様を示す断面図である。取付手段8がねじ等によって各リブ又はいくつかのリブの上端部及び下端部に取り付けられており、これらはパイプ要素7にも取り付けられている。同一の壁にある各建築要素はこのようなパイプ要素を有し、パイプ要素は、選択した位置で複数のロッドが壁の最上の要素から壁の最下の要素まで連続して挿入されるように互いの上にまっすぐに配置される。この特徴を、図10を参照しながらより完全に説明する。
同一の建物又は同一の壁には、同一の取付手段8を使用することが好ましい。しかし、取付手段を水平方向の寸法が更に大きい別のものと交換するだけで、更に多くの量の断熱材のための空間を許容する更に厚い建築要素が得られることに留意されたい。よって、更に厚い建築要素を得るためにリブの形状や寸法を変えることは不要である。本発明を従来技術の建築要素と比較すると、これは重要な特徴である。
図9は、リブのセット間にある建築要素の断面図である。建築要素の全長を上下に延びるシーリングテープ又はホイル9が建築要素の内部空隙の範囲を定めている。これにより、ミネラルウールのような好ましくは射出された断熱材10が要素内に安定した状態で保たれる。
図10は、本発明の建築要素によって切込みが入れられた壁11の断面図である。ボルト又はロッド14の収容に適したパイプ要素7が、等間隔で建築要素の長手に沿って前述のように配置されている。このようなボルト又はロッドは、一般に壁の全高にわたって延びている。セメントベース16内の固定要素15に、そして(上端部では)例えばワッシャ(図示せず)と組み合わせたナット17等に簡単に取り付けられるように、各ボルト14の両端部にはねじ山が設けられていることが好ましい。
実際には、例えば各パイプ要素7の下端部が円錐先細形状であり、建築要素から若干突出する類似したパイプ要素の上端部に嵌合するのが好都合である。これにより、壁の組立の際にパイプ要素が押されて互いの中に入り、わずかに重なり合う。このように、パイプ要素は、いかなる横方向の移動に対しても、各建築要素を上下の隣接する要素に固定する。適切なトルクでナット17を締めることにより、各壁の強固で信頼性の高い結合が達成され、壁が徐々に沈下する危険性は完全に取り除かれる。更に、これらの建築要素は非常に軽いため、風が激しく吹いている際に吹き飛ばされる危険を避けるよう、通常はこれらの建築要素をベースの壁に固定する必要がある。
また、建築要素の側壁を構成する2つの構造要素のための接続要素として機能することができると共に、組み立てられた壁を貫通する垂直ボルト用のガイドとして動作することのできる要素を、前述のパイプ要素に替えるという代替例があることを強調すべきである。このような代替要素は、たとえ完全なパイプ状でなくとも前述のパイプ要素と同等である。
図10に示す壁は、中空でない木材からなる下部丸太又は半丸太12と、中空でない木材からなる対応する上部丸太13を有する。このような中空でない木材からなる丸太の使用は必須ではないが、好適な実施の形態を表している。
図11は、壁の一部を構成する2つの隣接した建築要素の断面図である。この断面図の下から2/3はリブ5の本体内を示す。リブ5には穴が設けられており、釘22がこれらの穴に挿入され、建築要素の両面を形成する対向して配置された構造要素の対の中でリブ5を互いに対して位置づける。図8とは異なり、パイプ要素7や取付手段8が示されていない。リブの対のうちのいくつかは壁の全高にわたって延びるタイプのパイプ要素等を必要とするが、リブ5の他の対は図11に示すようなものであってもよい。この断面図の上から1/3はリブの間、即ち建築要素内の断熱材10を示している。
図12及び図13は本発明の構造要素の製造プロセスの工程を示しており、ここで板材1の内部に被覆されるプラスチック層は熱可塑性プラスチックではなく熱硬化性プラスチックの層である。この材料を選択した場合、(図7及び図7bに示すような)押出機ではなくプレス成形金型において製造する必要がある。
図12は開いた状態の金型23を示しており、この金型は軸24を中心にヒンジで回転される下部23a部と上部23bを有する。上部はフレーム構造24を備えており、このフレーム構造は、製造される構造要素の形状に適合した形状を有するヒンジ式に連結された3つの部分からなるプレス輪郭25a−cを保持する。加圧空気用のホース26がフレーム24とプレス輪郭25a−cとの間に配置されている。板材1は上部23bに配置され、リブ5と、補強材3’を有するエポキシは金型の下部23aに配置される。
図13は、金型23が閉じられ、ハッチ27によってロックされた際の構造要素の形成を示している。ホース26には加圧した空気が充填されている。この加圧した空気により、好ましくはアルミニウムからなるヒンジ式に連結された3部分からなるプレス輪郭は、下向きの大きな力を板材全体に加える。図12で上に向いていた板材の面はここで下に向けられ、好ましくはガラス繊維で補強されたエポキシ樹脂3’に直接接触するように押圧されて、エポキシ樹脂3’に結合される。図13から最も明らかにわかるように、3部分からなる押圧輪郭25の中央部25bのみがフレーム構造24にしっかりと接続されており、プレス輪郭の外側の部分25a、25cはある一定の回転自由度をもつように中央部25bにヒンジで取り付けられている。これにより、金型が閉じられた状態において、加圧した空気が充填されたホースの影響を受けた外側部分25a、25cの最も外側のエッジは、プレス輪郭25a−cの曲率がリブ5の曲率に対応するまで下方に移動する。
コグジョイント(接合部)は、本発明による建築要素の一体部分として形成されないことが好ましい。むしろ、建築要素は、ノルウェー国特許出願番号1996 3642に記載されたタイプの別個のコグ要素を収容するように意図される開いた凹部で終端をなす。
別個のコグ要素を用いる場合、各建築要素は、前述のようにジョイントに向かった開放端で終端をなす。開放端では、プレハブ遷移(transition)要素(図示せず)が"speilsveising"等によって建築要素に取り付けられることが好ましい。このような遷移要素の外側の輪郭は建築要素の内側の輪郭に対応する輪郭を有し、遷移部品の内側の輪郭はコグ要素又は接合要素の外側の輪郭に対応する形状を有する長方形の開口である。遷移要素を建築要素内の熱可塑性材料に取り付けた(溶接した)後、遷移要素は、建築要素の端部から水分が建築要素内に入るのを防ぐシールされたバリアの部分を形成する。
本明細書の説明ではコグ(cogging)要素と接合要素の区別がつけられているが、これは、長い(外)壁と内壁が交差する箇所で外壁が分割されている、という事実と関係がある。分離する内壁は外壁に対して直角のコグ要素(端部要素とも示される)を外壁の外側に含み、建築要素とコグジョイントによって完全に隠れた接合要素は、コグジョイントにおいて接する外壁の主に同等な2つの建築要素を接合する。これらのコグ要素及び接合要素はノルウェー国特許出願番号1996 3642に記載されているため、本発明の一部を構成しない。接合要素及びコグ要素は全て木材で製造されることが好ましいが、特に接合要素は組立後に見えなくなるため、他の材料で製造されてもよい。
窓及びドアに接した壁の終端において、建築要素は、遷移要素とは反対に開口の全くない末端部で終わる。遷移要素と同様に、末端部をプレハブ熱可塑性要素として作ることができる。その建築要素の残りの部分への取付方法は遷移要素と同じでよい。即ち、"speilsveising"等により、板材の内部にある熱可塑性材料に末端部を溶接することができる。遷移要素はコグジョイントで隠されるので見えなくなり、末端部はドアの枠や窓枠等の陰になるので見えなくなる。
工場から建設現場に運ぶ際、本発明の建築要素には既に、末端部、遷移要素、及び別個のコグ要素が適切な箇所に備え付けられていることは注目に値する。また、本発明の建築要素がそれ自体にコグ要素を含まないことも注目に値する。
板材へのプラスチック材料の押出は製造プロセスの速度を決定する工程を表しており、この処理のための現実的な速度は1分当たり約1mである。これは、関連する丸太の厚さでは1時間当たり10m2の壁の製造、即ち1日当たり通常の大きさのキャビン1棟に相当する。
本発明の利点のリストは長い。
第1に、この製造方法は簡潔で自動化が容易に可能であり、よって安価である。通常のキャビンは、CADシステムで1時間ほどで製図され、1−2日で建てられ、通常は2週間もかからずに運ばれることが可能である。
第2に、用いられるプラスチック材料は、水分が断熱材の空隙に入るのを防ぐ拡散防止バリアを構成する。
第3の利点は、中空でない丸太と見まごうほどの湾曲形状をもつように要素の壁を設計したことである。
第4の利点は重量である。建築要素は重量が中空でない丸太の1/3でありながら、組立時には強固な壁構造を形成する。旧来の木製のキャビンに必要な木材の1/3しか消費されず、木材の品質はさほど重要ではない。
第5の利点は断熱である。壁は断熱が容易であり、繊維や泡を用いて壁全体を単一作業で断熱できるためである。プレハブ建築要素の断熱能力は普通の丸太のそれの3倍であり、よってミネラルウールの枠組やマットを用いた建物と同レベルである。防音能力も非常に良い。
第6の利点としては、電力の供給配線を必要に応じて壁の中に隠すことができるということを言及できる。
製造の適合/変更は容易である(オーダーメイドである)。これにより、建築家の設計したキャビン等がCAD/CAMソフトウェアに読み込まれると、このソフトウェアは番号付けされた建築要素の正しい数とサイズを自動的に計算し、製造を開始する。このような要素は、すぐに建てることができる建物キットとして運搬可能である。このキットには、キットの最善の建て方の工程ごとの説明を含む取扱説明CDが添付される。
これらの特性を、本発明の好適な建築要素の個々の構成要素に以下のように関連づけることができる。
−側壁は木製であるか、木のような材料からなり、所望の外観をもたらし、建築要素の長手方向の安定性を提供すると同時に釘やねじ等を十分に保持することができる。
−プラスチック材料は要素の拡散を防止し、側壁(板材)を横方向で安定させ、リブを板材に結合させる。
−リブは寸法安定性(一定の高さと曲率)を提供し、取付手段の取付を可能にする。
−取付手段は建築要素の厚さを決定し、構造要素(側壁)の複数対を(パイプ要素に補助されながら)つなぎ合わせ、よって建築要素を形成する。
−パイプ要素は、2つの構造要素と2つの構造要素を結合して1つの建築要素にし、建築要素に重量支持能力と安定した高さを提供し、壁に組み立てられる際に建築要素を案内する。このような組立の後、パイプ要素は、壁の建築要素をしっかりと保持するボルトやロッドのためのガイドを形成する。
−各要素の長手方向上下にあるテープやホイルストリップは、建築要素のこれらの側で拡散バリアを提供する。
−建築要素内の絶縁材は温度と音を遮断する。
−側壁は木製であるか、木のような材料からなり、所望の外観をもたらし、建築要素の長手方向の安定性を提供すると同時に釘やねじ等を十分に保持することができる。
−プラスチック材料は要素の拡散を防止し、側壁(板材)を横方向で安定させ、リブを板材に結合させる。
−リブは寸法安定性(一定の高さと曲率)を提供し、取付手段の取付を可能にする。
−取付手段は建築要素の厚さを決定し、構造要素(側壁)の複数対を(パイプ要素に補助されながら)つなぎ合わせ、よって建築要素を形成する。
−パイプ要素は、2つの構造要素と2つの構造要素を結合して1つの建築要素にし、建築要素に重量支持能力と安定した高さを提供し、壁に組み立てられる際に建築要素を案内する。このような組立の後、パイプ要素は、壁の建築要素をしっかりと保持するボルトやロッドのためのガイドを形成する。
−各要素の長手方向上下にあるテープやホイルストリップは、建築要素のこれらの側で拡散バリアを提供する。
−建築要素内の絶縁材は温度と音を遮断する。
本発明の建築要素の可視部分を含む構造要素は主に対で組み立てられてこの説明で述べたような建築要素を形成するように意図されているが、このような構造要素をパネル用材や外被用として使用することもできる。このために、ある種の舌部や溝等を両端部に設け、各要素間に良好でなめらかな遷移を確実にすると好都合であるが、これは必須ではない。
Claims (25)
- 側壁の形をした2つの構造要素を含み、該構造要素の各々がプラスチック材料(3)の内側コーティングを有する単一の木製か又は木のような板材(1)に基づいている、コグ接合用の建築要素であって、
各板材(1)の内部には、前記側壁を寸法的に安定させるリブ(5)が設けられており、該リブ(5)は前記プラスチック材料(3)によって前記板材(1)に取り付けられており、前記構造要素を各々が所定の距離で離間されるように保持する取付手段(8)を更に含む、
建築要素。 - 前記プラスチック材料(3)がポリエチレン、ポリプロピレン又はPVCである、請求項1に記載の建築要素。
- 前記プラスチック材料(3)が熱硬化性プラスチックであり、好ましくはガラス繊維で補強された熱硬化性プラスチックである、請求項1に記載の建築要素。
- 前記リブ(5)が木製のリブである、前出の請求項のうちいずれか1項に記載の建築要素。
- 前記リブ(5)が鋼、合成材料又は複合材料からなる、前出の請求項のうちいずれか1項に記載の建築要素。
- 前記建築要素の前記側壁を構成する前記構造要素が長手方向を横切る方向に湾曲し、凸状の外側表面を有する、前出の請求項のうちいずれか1項に記載の建築要素。
- 前記構造要素を形成する1つ以上の前記板材の内側に溝(2)が設けられる、前出の請求項のうちいずれか1項に記載の建築要素。
- 互いから一定の相互距離を隔てて前記構造要素を保持する前記手段は均等に配置された取付手段(8)の対を複数含み、該取付手段の対は、一方の側が各構造要素のいくつかのリブ(5)又は全てのリブ(5)に取り付けられ、反対側が前記建築要素を貫通して垂直に延びる一対の共通のパイプ要素(7)のうちの1つに取り付けられる、前出の請求項のうちいずれか1項に記載の建築要素。
- コグジョイントに対向する端部又は複数の端部において、前記建築要素には拡散防止の態様で前記プラスチック材料(3)に取り付けられた遷移要素が設けられており、該遷移要素は、コグ要素又は接合要素の外側形状に対応する内側形状を有する中央開口部を含む、前出の請求項のうちいずれか1項に記載の建築要素。
- ドアの枠又は窓枠に対向する端部又は複数の端部において、拡散防止の態様で前記プラスチック材料(3)に取り付けられた末端部が設けられている、前出の請求項のうちいずれか1項に記載の建築要素。
- 前記側壁の最上のエッジと最下のエッジとの間の長手方向スリットがテープによって拡散防止の態様で密閉されている、前出の請求項のうちいずれか1項に記載の建築要素。
- コグ接合用の建築要素の製造方法であって、
i)a) 予め特定の寸法に裁断された木製の板材か又は木のような板材の一方の面を
プラスチック材料の層でコーティングし、必要に応じて、前記板材の両側に沿ってプ
ラスチック材料からなる長手方向のフランジを設けること、
b)前記板材に適合したサイズ及び寸法を有する多数のリブを前記板材の長手方向に
沿ってある一定の間隔で配置し、射出成形、"speilsveising"又はプレス加工のプロセ
スにおいて前記リブを前記プラスチック材料で前記板材に取り付けること、及び
c)b)の後、前記リブの少なくともいくつかの両端部に取付手段を対で取り付け、
これにより、各々のリブから向きがそれている前記取付手段の側が一定のパイプ要素に
取り付けられるように適応されること、
を含むプロセスで、前記建築要素の側壁を形成する個別の構造要素を製造すること、及び
ii) このような構造要素のうちの2つと2つを対で一緒に配置し、前記取付手段の各対を各々のパイプ要素に取り付けることによって前記構造要素を互いに取り付け、これにより、前記構造要素の各対間に橋渡し接続を形成すること、
を含む前記方法。 - プラスチック材料で被覆する前に、前記プラスチック材料を被覆する前記板材の面に溝が設けられる、請求項12に記載の方法。
- 前記プラスチック材料が押出により塗布される熱可塑性材料である、請求項12又は請求項13に記載の方法。
- 前記プラスチック材料が、好ましくはガラス繊維で補強された熱硬化性プラスチック材料であり、プレス成形金型により塗布される、請求項12又は請求項13に記載の方法。
- 各板材は、プラスチック材料で被覆される前に長手軸を横切る方向に屈曲(湾曲)されて内側が凹状、外側が凸状になり、各リブには、前記板材の前記凹状側に取り付けられる前に対応する湾曲面が設けられる、請求項12乃至請求項15のうちいずれか1項に記載の方法。
- iii) 特別に適合された遷移要素又は末端部を各建築要素の前記2つの端部の各々に取り付けるステップと、
iv)各建築要素の下面に沿った長手方向スリットを、このために特別に適合されたテープ等で閉じるステップと、
v) 充填されていなければ開いていたであろう各建築要素の前記側壁間の空隙を、適した絶縁材料で充填するステップと、
vi)各建築要素の上面に沿った長手方向スリットを、このために特別に適合されたテープ等で閉じるステップと、
vii)公知であるコグ要素を、前記iii)の前記遷移要素によって前記建築要素の適切な箇所に取り付けるステップと、
からなる追加のステップを含む、請求項12乃至請求項16のうちいずれか1項に記載の方法。 - 木製か又は木のような板材(1)と、該板材(1)の一方の側を覆うプラスチック材料(3)の拡散防止層と、寸法的に安定させるべく、前記板材(1)の前記プラスチック材料(3)と同じ側に前記板材(1)の長手方向に沿って定められた間隔で取り付けられた多数のリブ(5)と、を含む、建築要素のための構造要素。
- 前記プラスチックが塗布される前記板材の側面に溝が設けられている、請求項18に記載の構造要素。
- プラスチック材料によって覆われた側が凹側になるように、前記板材がその長手方向を横切る方向に湾曲している、請求項18又は請求項19に記載の構造要素。
- 前記リブ(5)が単純なプレート要素の形状である場合、前記リブ(5)は前記構造要素の長手軸に対して主に垂直に配置される、請求項18乃至請求項20に記載の構造要素。
- 建築要素のための構造要素の製造方法であって、
a) 木製か又は木のような板材を予め定められた寸法で準備することと、
b) 各板材の一方の側にプラスチック材料の層を被覆することと、
c) 各板材の長手方向に沿って多数のリブを相互に定められた間隔で配置し、前記リブを前記プラスチック材料によって前記板材に取り付け、前記構造要素に強度及び寸法安定性を提供することと、
を含む、前記方法。 - 被覆前の前記板材に溝が設けられている、請求項22に記載の方法。
- 前記ステップb)により定義される処理の前の各板材が長手軸を横切る方向に湾曲されて内側が凹状、外側が凸状になり、このような湾曲位置で押出機に供給され、該押出機では前記板材に熱可塑性材料の層が設けられ、前記リブの前記板材に向いた側は前記板材の曲率に対応する曲率を有する、請求項22及び請求項23に記載の方法。
- 好ましくはガラス繊維で補強された熱硬化性プラスチックで各リブの一方の側が被覆された後、各リブが、前記ステップc)により定義されるようにプレス成形金型で前記板材の同じ側に取り付けられる、請求項22及び請求項23に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NO20026234A NO318394B1 (no) | 2002-12-27 | 2002-12-27 | Bygningselement og fremgangsmate for dets fremstilling |
| PCT/NO2003/000430 WO2004059101A1 (en) | 2002-12-27 | 2003-12-19 | Constructional element and method for its manufacture |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006512517A true JP2006512517A (ja) | 2006-04-13 |
Family
ID=19914333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004563060A Pending JP2006512517A (ja) | 2002-12-27 | 2003-12-19 | 建築要素及びその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20060070322A1 (ja) |
| EP (1) | EP1583874A1 (ja) |
| JP (1) | JP2006512517A (ja) |
| AU (1) | AU2003291782A1 (ja) |
| CA (1) | CA2512014A1 (ja) |
| NO (1) | NO318394B1 (ja) |
| WO (1) | WO2004059101A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101324069B1 (ko) | 2011-08-23 | 2013-10-31 | 오문수 | 삼나무 각재의 접합방법 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NO323561B1 (no) | 2005-12-14 | 2007-06-11 | Leif Melvin Nettum | Bygningselement med isolasjon |
| US20070277465A1 (en) * | 2006-06-01 | 2007-12-06 | Michael Kozel | Structure having Multiple Interwoven Structural Members Enhanced for Resistance of Multi-Directional Force |
| NO328330B1 (no) * | 2007-04-27 | 2010-02-01 | Isolaft As | Strukturelement for et bygningselement egnet for lafting, samt et slikt bygningselement, og en fremgangsmate ved fremstilling av slike nevnte elementer. |
| CN103586953B (zh) * | 2013-10-30 | 2015-11-18 | 育才控股集团有限公司 | 一种颗粒板的塑料注塑强化连接工艺 |
| FR3055638B1 (fr) * | 2016-09-06 | 2020-10-02 | Willigen Willem Arnold Van | Elements de construction, procede d'assemblage de tels elements et construction ainsi realisee |
| DE102018132485A1 (de) * | 2018-01-19 | 2019-07-25 | Karlsruher Institut für Technologie | Hybride Tragstrukturen und deren Verwendung |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE303580B (ja) * | 1965-03-16 | 1968-09-02 | Billeruds Ab | |
| US4433519A (en) * | 1981-05-26 | 1984-02-28 | Jenkins Thomas A | Simulated log construction element |
| FI70965C (fi) * | 1984-04-09 | 1986-10-27 | Veikko Ilmari Hepokorpi | Timmerelement och av timmerelementen tillverkad vaegg |
| SE504924C2 (sv) * | 1994-05-06 | 1997-05-26 | Hans Karlsson | Isolerat stockelement |
| IL159481A0 (en) * | 2001-06-19 | 2004-06-01 | Muszynski Arkadiusz | Building module and method of erecting walls of a building with the application of the modules |
-
2002
- 2002-12-27 NO NO20026234A patent/NO318394B1/no not_active IP Right Cessation
-
2003
- 2003-12-19 JP JP2004563060A patent/JP2006512517A/ja active Pending
- 2003-12-19 EP EP20030768405 patent/EP1583874A1/en not_active Withdrawn
- 2003-12-19 US US10/539,113 patent/US20060070322A1/en not_active Abandoned
- 2003-12-19 AU AU2003291782A patent/AU2003291782A1/en not_active Abandoned
- 2003-12-19 WO PCT/NO2003/000430 patent/WO2004059101A1/en active Application Filing
- 2003-12-19 CA CA 2512014 patent/CA2512014A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101324069B1 (ko) | 2011-08-23 | 2013-10-31 | 오문수 | 삼나무 각재의 접합방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1583874A1 (en) | 2005-10-12 |
| NO20026234D0 (no) | 2002-12-27 |
| WO2004059101A1 (en) | 2004-07-15 |
| US20060070322A1 (en) | 2006-04-06 |
| AU2003291782A1 (en) | 2004-07-22 |
| NO318394B1 (no) | 2005-03-14 |
| CA2512014A1 (en) | 2004-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5842276A (en) | Synthetic panel and method | |
| US6263628B1 (en) | Load bearing building component and wall assembly method | |
| US10119328B2 (en) | Frame structure for a window and a method for making a frame structure | |
| US6148586A (en) | Panel-shaped building element | |
| US20110047908A1 (en) | High-strength insulated building panel with internal stud members | |
| US20090044471A1 (en) | Fiber-Reinforced Composites and Building Structures Comprising Fiber-Reinforced Composites | |
| US7601234B2 (en) | Housing created from high strength expanded thermoformable honeycomb structures with cementitious reinforcement | |
| JP2006512517A (ja) | 建築要素及びその製造方法 | |
| EP2078121A1 (en) | Thermal insulating composite panel, method of its production and building structures from such panels | |
| MX2010013398A (es) | Tabla de proteccion y canal unitarios. | |
| WO2006036623A2 (en) | Wall block and method of manufacture thereof | |
| CN2793184Y (zh) | 外墙外保温板 | |
| CN1062931C (zh) | 建筑板材 | |
| CA2403404A1 (en) | Panel | |
| CN212743027U (zh) | 一种具有保温效果的装配式节能建筑墙板结构 | |
| CN113047516A (zh) | 一种易于组装的用于装配式建筑的预制木板材 | |
| US5631088A (en) | Windows and methods of making and installing windows | |
| JP2007247395A (ja) | 外断熱プレキャストコンクリート壁体の製造法 | |
| CN115045428B (zh) | 一种龙骨与石膏一体化成型的预制吊顶构件及其生产方法 | |
| FI12161U1 (fi) | Rakennuselementti kantavan seinän tai ylä-, ala- tai välipohjan muodostamiseksi | |
| RU2575292C2 (ru) | Композитный элемент и древесный стеновой блок | |
| WO2004065742A2 (en) | Part foam components | |
| JP4155682B2 (ja) | 外壁改修構造 | |
| JPH07166677A (ja) | 硬質壁材の張りはじめ構造 | |
| CN118498574A (zh) | 结构一体化保温装饰板的安装结构及其施工方法 |