JP2006503697A - ハンマミル - Google Patents
ハンマミル Download PDFInfo
- Publication number
- JP2006503697A JP2006503697A JP2004547013A JP2004547013A JP2006503697A JP 2006503697 A JP2006503697 A JP 2006503697A JP 2004547013 A JP2004547013 A JP 2004547013A JP 2004547013 A JP2004547013 A JP 2004547013A JP 2006503697 A JP2006503697 A JP 2006503697A
- Authority
- JP
- Japan
- Prior art keywords
- hammer
- housing
- hammers
- longitudinal axis
- impact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/10—Disintegrating by mills having rotary beater elements ; Hammer mills with horizontal rotor shaft and axial flow
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/02—Disintegrating by mills having rotary beater elements ; Hammer mills with horizontal rotor shaft
- B02C13/04—Disintegrating by mills having rotary beater elements ; Hammer mills with horizontal rotor shaft with beaters hinged to the rotor; Hammer mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/02—Disintegrating by mills having rotary beater elements ; Hammer mills with horizontal rotor shaft
- B02C13/06—Disintegrating by mills having rotary beater elements ; Hammer mills with horizontal rotor shaft with beaters rigidly connected to the rotor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/14—Disintegrating by mills having rotary beater elements ; Hammer mills with vertical rotor shaft, e.g. combined with sifting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B02—CRUSHING, PULVERISING, OR DISINTEGRATING; PREPARATORY TREATMENT OF GRAIN FOR MILLING
- B02C—CRUSHING, PULVERISING, OR DISINTEGRATING IN GENERAL; MILLING GRAIN
- B02C13/00—Disintegrating by mills having rotary beater elements ; Hammer mills
- B02C13/26—Details
- B02C13/282—Shape or inner surface of mill-housings
- B02C13/284—Built-in screens
Landscapes
- Engineering & Computer Science (AREA)
- Food Science & Technology (AREA)
- Crushing And Pulverization Processes (AREA)
Abstract
過大サイズの粒状材料を所望の大きさに縮減するために、ハウジングと、ロータアセンブリと、複数のハンマと、アトリションプレートアセンブリとを有するハンマミルを提供する。ハウジングは入口端と排出端との間に延在する側壁を有し、それはみペイ作業空間を画定する。ロータアセンブリはハウジングの長手軸を中心に回転するようにハウジング内に配置される。複数のハンマはロータアセンブリに結合され、密閉作業空間内に配置される。アトリションプレートアセンブリは略円形形状を有し、ハウジングの密閉作業空間内で側壁に着脱自在に固定される。
Description
本願は、2002年10月22日に出願した「A Hammermill」と称する米国特許仮出願第60/420,256号の優先権および出願日遡及の特典を主張するものであり、かつ2001年5月17日に出願した「Hammermill」と称する米国仮出願第60/292,213号の優先権を主張する2002年5月17日に出願した「A Hammermill」と称する、米国実用新案出願第10/150,031号の一部継続出願であり、それらの全てを参照によってそっくりそのまま本書に組み込む。
発明の背景
発明の分野
本願は、衝撃粉砕機、ハンマミル、または類似物に関し、詳しくは、材料の大きさを所望の寸法に縮減するために使用できるスクリーンレスハンマミルに関する。
発明の分野
本願は、衝撃粉砕機、ハンマミル、または類似物に関し、詳しくは、材料の大きさを所望の寸法に縮減するために使用できるスクリーンレスハンマミルに関する。
背景技術
多数の様々な産業が、材料をより小さいサイズに縮減するために衝撃粉砕機またはハンマミルに依存する。ハンマミルは、鉱物を処理するだけでなく、林産物および農産物を処理するためにも、かつ材料のリサイクルにも、しばしば使用される。ハンマミルによって処理される材料の特定の例として、鉱石、石灰石、石炭、枕木、材木、大枝、低木、穀物、および自動車さえも含まれる。ひとたび所望の大きさに縮減されると、材料は、その後の使用およびさらなる処理のために、ハンマミルのハウジングから外に排出される。ハンマミルの例示的実施形態は、米国特許第5,904,306号、第5,842,653号、第5,377,919号、および第3,627,212号に開示されており、その全てをそっくりそのまま本書に組み込む。
多数の様々な産業が、材料をより小さいサイズに縮減するために衝撃粉砕機またはハンマミルに依存する。ハンマミルは、鉱物を処理するだけでなく、林産物および農産物を処理するためにも、かつ材料のリサイクルにも、しばしば使用される。ハンマミルによって処理される材料の特定の例として、鉱石、石灰石、石炭、枕木、材木、大枝、低木、穀物、および自動車さえも含まれる。ひとたび所望の大きさに縮減されると、材料は、その後の使用およびさらなる処理のために、ハンマミルのハウジングから外に排出される。ハンマミルの例示的実施形態は、米国特許第5,904,306号、第5,842,653号、第5,377,919号、および第3,627,212号に開示されており、その全てをそっくりそのまま本書に組み込む。
一般的にクラッシャまたはシュレッダとも呼ばれるハンマミルは一般的に、ロータ上に装着された複数のハンマおよびロータを回転させるための適切なドライブトレインを収納する、鋼製ハウジングまたはチャンバを含む。ロータが回転すると、対応して回転するハンマが、粉砕されまたは大きさを縮減される材料と係合する。ハンマミルは一般的に、ハウジングの内部表面に形成されかつその一部分を取り囲むグレートを使用する。粒子状材料の大きさは、回転するハンマによって材料が押し付けられるスクリーンのアパーチャのサイズによって制御される。残念ながら、先行技術のハンマミルでは、材料は完全に処理され、あるいはサイジングされないうちに、グレートまたはスクリーンのアパーチャをすり抜けることによって、ハンマを「迂回」するかまたは回避することができる。
さらに、先行技術のグレートまたはスクリーンは、縮減対象の材料により狭窄または閉塞されることがある。それが今度はハンマミルのスループットおよび効率を低減する。特に、ポプラ、ヒッコリ、およびユーカリのような「繊維質の樹皮」を有する木材は、材料がアパーチャをまたぎ、あるいはその中に蓄積する傾向があり、その結果アパーチャが閉塞するか部分的に変形し、所望の大きさの材料が閉塞または変形したアパーチャを通過することができず、ハンマミルのスループットおよび効率が低下するので、グレートにとって非常に問題であり、したがって先行技術のハンマミルを使用して効果的に縮減されない。したがって、エネルギコストならびにグレートまたはスクリーンの頻繁な修理および交換の必要性のコストは、現行のかなりの財政支出を代表する。
したがって、処理される所望の材料用に適応され、かつそこを通過する材料が十分に、少なくとも所望の程度まで、処理される可能性を高める改善されたハンマミルが必要である。
概要
本発明は、公知のハンマミルの設計上の欠陥の幾つかを克服する、改善されたハンマミルを提供する。本発明のハンマミルは、ハウジングと、ハウジングの長手軸を中心に回転するようにハウジング内に配置されたロータアセンブリと、ロータアセンブリに結合された複数のハンマと、ハウジングの側壁に固定されたアトリションプレートアセンブリとを備える。ハウジングは、入口開口を画定する入口端と、排出端とを有し、それらの間にハウジングの長手軸が延びる。ハウジングの側壁は入口端と排出端との間に延在する。ハウジングはさらに一次縮減チャンバと、隣接する二次縮減チャンバと、使用されるならば三次縮減チャンバとを画定する。一実施形態では、ハウジングの側壁および入口開口は、一次縮減チャンバ内に部分的に密閉された作業空間を画定し、二次縮減チャンバにおいて、ハウジングの側壁は密閉された作業空間を画定する。使用される場合、ハウジングの側壁および入口開口は、三次縮減チャンバの部分的に密閉された作業空間を画定する。
本発明は、公知のハンマミルの設計上の欠陥の幾つかを克服する、改善されたハンマミルを提供する。本発明のハンマミルは、ハウジングと、ハウジングの長手軸を中心に回転するようにハウジング内に配置されたロータアセンブリと、ロータアセンブリに結合された複数のハンマと、ハウジングの側壁に固定されたアトリションプレートアセンブリとを備える。ハウジングは、入口開口を画定する入口端と、排出端とを有し、それらの間にハウジングの長手軸が延びる。ハウジングの側壁は入口端と排出端との間に延在する。ハウジングはさらに一次縮減チャンバと、隣接する二次縮減チャンバと、使用されるならば三次縮減チャンバとを画定する。一実施形態では、ハウジングの側壁および入口開口は、一次縮減チャンバ内に部分的に密閉された作業空間を画定し、二次縮減チャンバにおいて、ハウジングの側壁は密閉された作業空間を画定する。使用される場合、ハウジングの側壁および入口開口は、三次縮減チャンバの部分的に密閉された作業空間を画定する。
一態様において、複数のハンマが縮減チャンバ内に配置される。複数のハンマにおける各ハンマは、固定ハンマ、スイングハンマ、それらの組合せから成る群から選択される。
一例において、アトリションプレートアセンブリは、ハンマがアトリションプレートアセンブリから間隔を置きかつその一部分の上に重なるように、一次、二次、および使用する場合は三次の縮減チャンバのハウジングの側壁に、着脱自在に固定される。この上下に重なりかつ間隔を置いた関係で、ハンマおよびアトリションプレートアセンブリは協働して、粒子状材料をハウジングの排出端に向かって駆り立てる。好ましくは、二次縮減チャンバ内に固定されたアトリションプレートアセンブリの一部分は略円形形状を有し、かつ略連続作業面を画定する。同様に、一次および三次縮減チャンバ内に着脱自在に固定されたアトリションプレートアセンブリの一部分は、不連続作業空間を画定しながら、その円弧長に沿って略連続した半円形形状を有する。
発明の詳細な説明
本発明について、その多くの変形および変化が当業者には明白となるであろうことから、単なる例証として意図された、以下の例示的実施形態でさらに詳しく記載する。本書で使用する「a(不定冠詞)」、「an(不定冠詞)」または「the(定冠詞)」は、それが使用される文脈に応じて一つまたはそれ以上を意味することがあり得る。好適な実施形態について今から図面を参照しながら記載する。幾つかの図を通して類似の参照文字は類似の部品を示す。
本発明について、その多くの変形および変化が当業者には明白となるであろうことから、単なる例証として意図された、以下の例示的実施形態でさらに詳しく記載する。本書で使用する「a(不定冠詞)」、「an(不定冠詞)」または「the(定冠詞)」は、それが使用される文脈に応じて一つまたはそれ以上を意味することがあり得る。好適な実施形態について今から図面を参照しながら記載する。幾つかの図を通して類似の参照文字は類似の部品を示す。
本発明は、図1A−12Bおよび図20に概略的に示すように、ハンマミル10を含む。本発明のハンマミル10は、木材または同様の繊維質材料を縮減するように(例えば一般的にホッグまたは木材/樹皮ホッグと呼ばれるハンマミル10として使用するように)適応されるが、本発明の特長が他の種類の脆い材料、例えば石炭、鉱石、農産物、および類似物を粉砕するために適用可能であることを、当業者は理解されるであろう。
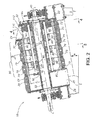
最初に図1A−4を参照すると、本発明のハンマミル10の例示的実施形態が示されている。一実施形態では、ハンマミル10は、過大サイズの粒子状材料を受け取るための入口端22と、間隔を置いて配置された所望の大きさの粒子状材料を排出するための排出端24と、入口端22と排出端24との間に延在する側壁26とを備えた、矩形のハウジング20を有する。側壁26は略一様な曲率を持つことができる。例えば、側壁26は円筒形とするか、さもなくば円筒を形成することができる。入口開口23は、ハウジング20の側壁26にその入口端22に近接して画定され、排出開口25は、ハウジング20の側壁26にその排出端24に近接して画定される。一例では、入口開口23はハウジング20の長手軸の上方に形成され、排出開口25は、ハウジング25の長手軸の下方に配置される。
図示するように、ハンマミル10はまた、過大サイズの粒子状材料を所望の大きさの粒子状材料に縮減するために、ハウジング20内に配置されたロータアセンブリ30をも含む。ロータアセンブリ30は、ハウジング20の長手軸を中心に回転するように適応される。ロータアセンブリ30は従来のものであり、長手軸に沿って延びる回転自在のシャフト32、およびシャフト32から半径方向に延びる従来の支持手段を含むことができる。支持手段は、例えば従来のディスク34と、ロータシャフト32と平行にディスク34を貫通して長手方向に延びる支持ロッド36、または従来のスパイダを含むことができる。図21および図22に示す一例では、複数のディスクの各ディスクは、それに接続された複数の翼形部材500を持つことができる。この例では、対向するディスクは、ハンマがディスクに対して、かつしたがってロータアセンブリに対して固定することができるようにハンマの一部分に接続されるように構成および配置された、対を成す対向翼形部材500を持つ。
例示的実施形態の一つの設計上の特長は、粒子状材料がハウジング20の長さ全体にわたって長手方向に流動するようにした、粉砕対象の粒子状材料の流れである。ここで使用する「長手方向」とは、ロータアセンブリ30が延びる方向を指し、さらに詳しくは、ロータシャフト32の中心をその長さに沿って通るハンマミル10のハウジング20の長手軸を指す。図1A−2に記載するように、縮減される粒子状材料はハンマミル10の一長手端に供給され、かつ処理されながら、同時にハンマミル10内を長手方向に下流へ横行して、ハウジング20の反対側の排出端24から最終的に排出される。
比較として、米国特許第5,904,306号、第5,377,919号、および第3,627,212号に開示されているような典型的な先行技術のシステムは、ハンマミルの処理部の長手方向の全長または略全長に沿って延びる、送込み開口内に粒子状材料を供給する。当業者には理解される通り、長手方向の全長に沿って粒子状材料を供給するハンマミルは、処理された粒子状材料を一般的にハウジングの底部からサイジンググレートまたはサイジング穴を持つプレートを介して排出する。排出領域は通常ハウジングの180度またはそれ以下に制限され、したがって、排出開口を通過するようにまだサイジングされない粒子状材料または目下処理中の大量の粒子状材料のため開口を通過できない粒子状材料は「再循環」する。粒子状材料の再循環中に、粒子状材料はロータアセンブリを中心に移動して、粒子状物質の非常に小さいサイズ縮減が行われるようにより低い縮減領域に戻って、結果的に機械の非効率およびエネルギが浪費される。さらに詳しく下述するように、本発明の好適なハンマミルの設計は、一次縮減チャンバ40ではロータアセンブリ30を中心に約270度にわたって材料を処理し、かつ二次縮減チャンバ50ではロータアセンブリ30を中心に完全に360度にわたって処理し、より効率的でより小型の機械が可能になる。
もう一度図1A−4を参照すると、ハンマミル10のハウジング20は、一次縮減チャンバ40および隣接する二次縮減チャンバ50をさらに画定する。ハウジング20の側壁26および入口開口23は、一次縮減チャンバ40に部分的に密閉された作業面を画定する。同様に、ハウジング20の側壁26は、二次縮減チャンバ50に密閉された作業空間を画定する。一次縮減チャンバ40において、ハンマミル10は、その内周または外周の周りが約180度ないし320度にわたって密閉され、ハウジング20の密閉されない部分は、粒子状材料をハウジング20の内部に供給するための入口開口23を形成する。
二次縮減チャンバ50では、ハンマミル10はその内周または外周を完全に密閉される。当業者には理解される通り、先行技術のハンマミルは、二次縮減チャンバを含まない。すなわち、先行技術の設計は、粒子状材料を縮減するハウジング20の全ての部分が一般的に開いており、ハウジング20の長手部分への粒子状材料の直接的な供給が可能であるので、一次縮減チャンバ40の同等物を使用するだけである。
ハンマミル10はまた、ハウジング20の側壁26に着脱自在に固定された第一アトリションプレートアセンブリ70と協働するロータアセンブリ30に結合された、少なくとも第一の複数のハンマ60を含む。第一の複数のハンマ60は、ハウジング20の入口端22と排出端24の中間、およびその二次縮減チャンバ50内に配置される。第一アトリションプレートアセンブリ70は略円形形状を有し、それもまたハウジング20の入口端22と排出端24の中間、およびハウジング20の二次縮減チャンバ50内に配置される。したがって第一アトリションプレートアセンブリ70は、ロータアセンブリ30およびハンマの周りに延在する密閉作業空間内に、略連続第一作業面80を画定する。好ましくは、連続第一作業面80は略円筒形状を有し、二次縮減チャンバ50に配置された第一の複数のハンマ60を密閉する。したがって、使用中に、第一の複数のハンマ60が第一アトリションプレートアセンブリ70の第一作業面80と協働して、所望の大きさにサイジングされた粒子状材料を形成し、かつハウジング20の排出端24の方向に粒子状材料を駆り立てるように、第一の複数のハンマ60の各ハンマ90の少なくとも一部分は、第一アトリションプレートアセンブリ70の一部分の上に近接して重なる。
ハンマミル10はまた、ハウジング20の入口端22に近接しかつ第一の複数のハンマ60に隣接して配置されたロータアセンブリ30に結合された、第二の複数のハンマ62をも含むことができる。第二の複数のハンマ62は、ハウジング20の一次縮減チャンバ40内に配置される。一例では、第二の複数のハンマ62の少なくとも一部分は、ハウジング20の入口開口23の下に来るように配置される。この実施形態では、ハウジング20は、ロータアセンブリ30およびハンマの周りに延在する略半円形状を有する、第二アトリションプレートアセンブリ72を含む。第二アトリションプレートアセンブリ72は第二の複数のハンマ62と協働する。第二アトリションプレートアセンブリ72は不連続第二作業面82、つまり半円形作業面を画定するが、それはその円弧長に沿って略連続している。第二アトリションプレートアセンブリ72は、ハウジング20内に、ハウジング20の入口端22および第一アトリションプレートアセンブリ70に隣接して、つまり一次縮減チャンバ40内に、着脱自在に固定される。第二の複数のハンマ62のハンマが、過大サイズの粒子状材料の初期粉砕のために第二アトリションプレートアセンブリ72の第二作業表面82と協働して、粒子状材料をハウジング20の排出端24に向かって駆り立てるように、さらに詳しくは、粒子状材料を第一の複数のハンマ60および第一アトリションプレートアセンブリ70に向かって長手方向に下流に駆り立てるように、第二の複数のハンマ62の各ハンマ90の少なくとも一部分は、第二アトリションプレートアセンブリ72の一部分の上に近接して重なる。
当業者には理解されるであろうが、第一および第二アトリションプレートアセンブリ70、72は一緒に、それぞれ一次および二次縮減チャンバ40、50の両方の内部に配置された複合アトリションプレートアセンブリ74を形成する。同様に、第一および第二の複数のハンマ60、62は一緒に、それぞれ一次および二次縮減チャンバ40、50の両方の内部に配置された、複合型の複数のハンマ64を形成する。当業者はさらに理解されるであろうが、各ハンマ90は従来通り、ロータアセンブリ30の支持手段に結合される。
各ハンマ90は、ハンマミル10のハウジング20の長手軸を中心とするハンマの回転半径Hrを画定する外側先端91を有する。それぞれ第一および第二アトリションプレートアセンブリの第一および第二作業面80、82は各々、ハンマの回転半径より大きい、ハウジング20の長手軸を中心とする極率半径Prを有する。好ましくは、アトリションプレートアセンブリ74の第一および第二アトリションプレートアセンブリは、各ハンマ90の外側先端91の少なくとも一部分が、それぞれ第一および第二作業面80、82の最も高い部分から0.125ないし1.5インチの範囲内で間隔を置いて配置されるように構成される。さらに好ましくは、ハンマ90は作業面から0.06ないし2.0インチの間、さらに好ましくは0.01ないし3.0インチの間の間隔を置いて配置される。
粉砕される粒子状材料は、第一アトリションプレートアセンブリ70と第一の複数のハンマ60の回転ハンマとの間で連続的に粒子状材料を「挟み込み」かつ/または「切り刻む」回転ハンマ90から逃れられないので、完全に密閉された二次縮減チャンバ50が一次縮減チャンバ40より効率的に粒子状材料を粉砕することを、当業者は理解するであろう。
適切にサイジングされていない材料が排出されないことを確実にするために、代替実施形態では、図11、図12A、図12B、および図20に示すように、ハンマミルのハウジングは、二次縮減チャンバ50に隣接する三次縮減チャンバ52を画定することができる。ここで、ハウジングの側壁、および排出開口25に配設されたスクリーンバーアセンブリまたはグレートアセンブリ400が三次縮減チャンバを画定する。三次縮減チャンバにおいて、ハンマミルはその内周または外周を約180度〜320度密閉され、ハウジング20の密閉されない部分は、ハウジングの内部から粒子状材料を排出するための排出開口25を形成する。したがって、排出開口に配置されたときに、グレートアセンブリ400はハンマミルの長手軸の周りに約40度ないし180度延在する。
一例では、グレートアセンブリは略矩形の断面を有する複数のスクリーンバー402を含むことができる。一例では、複数のスクリーンバーの各スクリーンバーは、それらがハウジングの長手軸と略平行に延びるように、排出開口に装着される。したがって、この例では、バーの長さは、排出開口の長手幅と実質的に等しくなるように選択される。用途によっては、溝のスロット(図示せず)を排出開口を形成するハウジングの対向端に形成して、各スクリーンバーのそれぞれの端を受容することができる。当業界で周知の様々な技術を使用して、グレートアセンブリを排出開口内でロータアセンブリ30に隣接して装着することができる。アトリションプレート404は、三次縮減チャンバを通過する材料をさらに粉砕するために、三次縮減チャンバでハウジングの側壁に着脱自在に固定することができる。
第三の複数のハンマ406はロータアセンブリ30に結合され、グレートアセンブリ400、および含まれる場合には第三アトリションプレートアセンブリ403のアトリションプレートと協働する。この実施形態では、第三アトリションプレートアセンブリ403は、略半円形形状を有し、ロータアセンブリ30および第三の複数のハンマのハンマの周りに延在する。理解されるであろうが、第三アトリションプレートアセンブリは第三の複数のハンマのみならずグレートアセンブリとも協働する。第三アトリションプレートアセンブリは不連続第二作業面408、つまり半円形作業面を画定するが、それはその円弧長に沿って略連続している。第三アトリションプレートアセンブリは、ハウジング20内で、ハウジング20の排出端24および第一アトリションプレートアセンブリ70に隣接して着脱自在に固定される。過大サイズの粒子状材料の連続粉砕のために、かつ粒子状材料をハウジング20の排出端24に向かって駆り立てるために、第三の複数のハンマのハンマが第三アトリションプレートアセンブリの第三作業面408と協働するように、第三の複数のハンマの各ハンマ90の少なくとも一部分は、第三アトリションプレートアセンブリ403の一部分の上に近接して重なる。
グレートアセンブリのスクリーンバーは第三の複数のハンマと協働して、三次縮減チャンバ52内に供給された材料の大きさを縮減する。スクリーンバー402は、三次縮減チャンバに入る材料であって一次および二次縮減チャンバ内で所望の大きさに粉砕された材料がさらなる処理なくバー間の空間を通過するのに十分な、予め定められた距離だけ離して配置することができる。したがって、さらなる粉砕を必要とする三次縮減チャンバ内に入った材料だけが、第三の複数のハンマ406およびグレートアセンブリ400の協働による作用を受ける。一次および二次縮減チャンバは材料粉砕の大部分を施す必要がある。したがって三次縮減チャンバは、ハンマミルを動作するために必要な動力を依然として最小限に止めながら、粉砕された材料のより均等な生産に備えることができる。
周知の通り、複数のハンマ64の各ハンマ90は、スイングハンマを含むことができる。そのような例では、一次、二次、および三次縮減チャンバ40、50、52内の全てのハンマは、それぞれスイングハンマを構成することができる。代替実施形態では、第一、第二、および第三の複数のハンマ60、62、406のハンマ90の各々は、固定ハンマ、スイングハンマ、またはそれらの組合せから成る群から選択することができる。したがって、スイングおよび/または固定ハンマを希望に応じてハンマミル10の一次、二次、および三次縮減チャンバに配置することができる。
先行技術のハンマミルは一般的に、ロータアセンブリに枢着されかつ遠心力によってロータアセンブリの中心から外側に向けられるハンマである、スイングハンマだけを使用する。スイングハンマは、トランプメタル、異物、または他の非破砕性物質が木材および樹皮のような縮減対象の粒子状物質と共にハウジング内に入った場合に、不動に接続されたハンマの代わりにしばしば使用される。不動に取り付けられたハンマがハウジング内でそのような非破砕性異物に触れると、接触の結末は深刻であるかもしれない。相対的に、スイングハンマは、非破砕性異物に衝突したときに所定の位置から外れて裏返るので、「寛容(forgiveness)」因子をもたらす。
一例では、本発明のハンマミル10は不動およびスイングハンマの組合せを使用する。一次縮減チャンバ40内に配置されるハンマ90は、トランプメタルの偶発的な導入または過剰供給のような潜在的な危険性を考慮して、スイングハンマである。相対的に、ハンマミル10の二次および三次縮減チャンバに配置されるハンマ90は、固定ハンマ、スイングハンマ、またはそれらの組合せから成る群から選択される。好ましくは、二次縮減チャンバ50に配置されるハンマ90は、ロータシャフト32に対して不動にかつ静止状態に配置され、かつロータシャフトに対して直角に延びる、不動ハンマである。ロータアセンブリ30に枢着されたスイングハンマへのエネルギ伝達に比較して、ロータアセンブリ30から不動ハンマへ伝達されるエネルギは増加するので、不動ハンマはハンマミル10の効率を高める。
スイングハンマはより安全であるが、処理される粒子状材料の量が増加するとそれらは「裏返る」ので、より高いスループット時には効率が低下することを、当業者は理解するであろう。それは不動ハンマでは起きないことである。加えて、ロータアセンブリ30と連続作業面を有する二次縮減チャンバ50に結合された不動ハンマ90との間のエネルギ伝達の増加は、二次縮減チャンバを効率的にすることも、当業者は理解するであろう。しかし、上述したように、ハンマミル10の長手長全体にわたって同一「カテゴリ」のハンマを、つまり全部スイングハンマまたは全部不動ハンマを使用することは、本発明の範囲内である。また、含まれるハンマ90のカテゴリに関係なく、ハンマを千鳥配列にするか、あるいはそうしないことも企図される。例えば、ハンマを螺旋状に千鳥配列することができる。
スイングハンマを使用するハンマミル10における効果的な縮減のために、ロータ速度は、処理される材料を効果的に縮減するのに十分な保持力も持ちながら、ハンマを完全な延伸位置に保持するだけの十分な遠心力を発生しなければならない。処理される材料の種類に応じて、ハンマの最小先端速度は通常、6,000〜11,000フィート/分(「FPM」)である。一方、最大速度はシャフトおよびベアリングの設計によって異なるが、通常は15,000FPMを超えない。特別な高速の適用においては、ハンマミルは最高21,000FPMまで動作するように設計することができる。不動または固定ハンマはそれらを所定の位置に保持するのに遠心力に頼らないので、ハンマはずっと遅い速度で動作することができ、縮減される材料および適用要件によっては、効果的であり続ける。しかし、用途によっては、2,000FPMを超える先端速度が適切であるかもしれない。
図を参照すると、それぞれ第一、第二、および第三アトリションプレートアセンブリの各々は、複数の隣接するアトリション衝撃プレート75を備える。好ましくは、各アトリション衝撃プレート75は湾曲状内面76を有する。使用に際し、個々のアトリション衝撃プレート75は、ハンマミル10の内面が部分的にまたは完全にアトリション衝撃プレート75と一列に並ぶように、ハンマミル10のハウジング20の内面に沿ってあるいはその上に配置される。一例では、隣接するアトリション衝撃プレートの湾曲状内面76が二次縮減チャンバ50内に連続第一作業面80を形成するように、少なくとも二つのアトリション衝撃プレート75が配置される。別の例では、隣接するアトリション衝撃プレートの湾曲状内面76が一次縮減チャンバ40内の第二作業面82を形成するように、少なくとも二つのアトリション衝撃プレート75が配置される。
アトリション衝撃プレート75の少なくとも一つは、回転するハンマによってもたらされる剪断作用を増強するために、別の平滑な円弧状表面内に形成または画定された不連続性を持つことが好ましい。そのような不連続性を有するアトリション衝撃プレート75は、衝撃プレートの内面76から延びて切刃として働く「正」の不連続表面76を形成する、少なくとも一つの隆起雄型突起78を有する。あるいは、アトリション衝撃プレートは内面76に少なくとも一つの雌型凹部79を持ち、陥凹したまたは「負」の不連続面を形成することができる。雄型突起を有するアトリション衝撃プレートの隆起面は例えば鋳物とすることができる一方、雌型凹部79を有する陥凹面は例えば鋳物とするか、あるいは耐摩耗性鋼板から二枚の平板の積層体として作製することができ、その場合底板はハンマミル10のハウジング20の側壁の磨耗を防止する。
各雄型突起78および雌型凹部79は幾何学的形状を画定する。例えば円形、長円形、三角形、台形、方形、矢印、楕円形、矩形、多角形、および類似物のような任意の幾何学的形状が企図される。また、そのような幾何学的形状の任意の組合せをアトリション衝撃プレート75のいずれか一つまたはそれ以上に使用することも企図される。さらに、様々な大きさの選択された幾何学的形状を使用することができることも企図される。
加えて、アトリション衝撃プレート75が低点と高点との間に1/8ないし1インチの高さの差を持つことも企図される。これらの好適な高さは、処理される粒状材料の剪断に貢献するのに十分であるが、トランプメタルまたは他の非破砕性物質がそこに引っ掛かるか、さもなければ回転ハンマ90および/またはアトリション衝撃プレート75を破損することがあり得るほど、十分には深くない。相対的に、先行技術のユニットはサイジングのためにバーグレートまたはスクリーンプレートのいずれかを使用するので、それらは、本発明のアトリション衝撃プレート75よりずっと深刻な損害をトランプメタルから受ける可能性が高い。
さて、図5Aを参照すると、複数の三角形雄型突起を有するアトリション衝撃プレート75の一実施形態が示されている。同時に、図5Bは、三角形突起アトリションプレートの側面断面図である。この例では、各三角形雄型突起78は、ハウジング20の排出端24の一部分に向かって、かつ対向して延びる頂点を有する。さらに、各三角形雄型突起78の底辺の少なくとも一部分は、ハウジング20の入口端22の一部分に対向する。各三角形雄型突起78はハウジング20の長手軸に略平行に延びることが好ましい。図6を参照すると、複数の台形雄形突起78を有するアトリション衝撃プレートの一例が示されている。この例では、台形雄型突起は、上述した三角形雄形突起と同様に、入口および出口端22、24に対して相対的に方向付けることが好ましい。
さらに別の例では、アトリション衝撃プレート75から延びる雄型突起78用に選択される幾何学的形状は矩形とすることができる。ここで、雄型矩形の幾何学的形状は、各アトリション衝撃プレートの幅に沿って延びるバーを形成する。この例では、各アトリションプレートアセンブリは、円弧長方向に間隔を置いて配置されかつハウジング20の長手軸に平行して延びる、複数の平行バーを持つことが好ましい。
これまで知られていない方法で、かつ下でさらに詳述するように、幾何学的形状の雄型突起および雌型凹部は、ハウジング20の内部の少なくとも一部分をライニングするアトリション衝撃プレート75の内面76の少なくとも一部分にわたって不連続面を形成し、それは材料をハウジング20の排出端24の向かって下流に向かわせるのを助けるように働く。幾何学的形状の雄型突起および雌型凹部はまた、粒状材料の下流処理の効率を高める。例えば、ハンマ90の衝撃端92の一部分とアトリション衝撃プレートの幾何学的形状の突起および/または陥凹の一部分との間に、「シザリング」作用を発生することができ、それは粉砕される粒状材料、特に繊維質木材の粒状材料を縮減するのに役立つ。
幾何学的形状を有するアトリション衝撃プレート75の使用における考慮点は、長期の通常運転中の磨耗後のプレートの交換を含む。図7Aおよび7Bを参照すると、雌型凹部幾何学的形状を使用する代替実施形態の例が示されている。ここでは二つの隣接するプレートがある。下方または外側のプレート71は中実である一方、上方または内側のプレート73は「バーンアウト(burn out)」穴を有する耐磨耗性板鋼から形成される。これらの二つのプレートは一つに積層される。この例は低価格構成であり、設置が容易であり、磨耗したプレートは安価にかつ迅速に交換することができる。
図1A−4および8A−8Cを参照すると、ハンマ90の一例が示されている。この例では、第一および第二の複数のハンマ60、62の各ハンマ90の衝撃端92は、近端93と、間隔を置いて配置された遠端94と、ハンマ90の近端と遠端との間に延びる一対の対向する側縁95とを有する。ハンマ90の衝撃端92の近端93は、第一幅w1を有し、遠端94は第二幅w2を有する。一例では、ハンマ90の衝撃端の第一幅は、第二幅と実質的に同一とすることができるが、別の例では、ハンマの衝撃端の第一幅は第二幅より大きいので、側縁95の少なくとも一つはハンマ90の衝撃端の近端93から遠端94に向かって先細になる。使用に際し、各ハンマ90は、ハンマ衝撃端の近端93の少なくとも一部分がハウジング20の入口端22と対向するように配置される。
ハンマ90の衝撃端92はまた、二つの側縁95の間に延在する底面97をも有し、その少なくとも一部分は凹形状を画定する。加えて、ハンマの衝撃端92の側縁95の少なくとも一つは、側縁95の少なくとも一部分に延びる衝撃縁96を画定する。ハンマミル10のロータアセンブリ30が時計方向または反時計方向のいずれかに回転するときに、ハンマミル10が効果的に動作することができるように、側縁は両方とも衝撃縁96を有することが好ましい。
図8A−8Cを参照すると、これらの上面図では、ハンマのそれぞれの衝撃端が図8Aに示した三つの矢印、図8Bの二つの矢印および図8Cの単一矢印の方向に移動または回転している。図8Aから始めると、この例は、縮減される粒状材料と接触状態にある、衝撃端の第一幅が第二幅と略同一である方形衝撃端の側縁95、および、打撃された粒状物質をハンマ90の衝撃端が移動するのと同じ方向に移動させた結果生じた力ベクトルを示す。打撃の結果、ハンマの衝撃端92は先細側縁95を持たないので、粒状物質の略側方移動は起きない。相対的に、図8Bおよび8Cは、ハンマの衝撃端における先細側縁95を示す。矢印によって表わされるように、横の力ベクトルは図8Bでは図8Aより大きく、図8Cでは最大である。
ハンマはハンマミル10のそれぞれ一次および二次縮減チャンバ40、50内の同じ長手位置でロータの周りを連続的に回転しているので、ハンマ90によって打撃される粒状材料の側方の動きは、長手方向に静止したハンマに対して相対的に、ハウジング20に沿って長手方向に粒状材料を移動させることを、当業者はさらに理解するであろう。つまり、図8A−8Cにおける長手方向は、図8Cの二つの矢印が指し示す方向である。したがって、ハンマのボディ/シャンクに対して相対的な(またはハウジング20の長手軸に対して相対的な)図8Bおよび8Cにおける衝撃縁92の先細側縁95のピッチまたは角度は、二つの相互に関連する機能を有する。つまり(1)処理される粒状材料が縮減/破砕される程度を変化させること、および(2)処理される粒状材料がハンマミル10内を長手軸に沿って流動する速度および方向に影響を及ぼすことである(つまり、強い遠心力は粒状材料をハンマミル10のアトリション衝撃プレート75に向かって保持し、それは粒状材料がハウジング20内を下流に「進む」ことを可能にする)。
さらに、上述の通り、粒状材料は、ハンマの衝撃端92の側縁95とアトリション衝撃プレート75に形成された雄型突起(または雌型凹部)との協力的相互作用により、ハウジング20の排出端24に向かって下流に駆り立てることができる。例えば三角形の形状を有する雄型突起78がアトリション衝撃プレートに形成され、かつ図8Aのように、ハンマ90の衝撃端が方形の形状を持ち、衝撃端の第一幅が第二幅と略同一である場合、「方形」側縁95が、三角形状雄型突起の「先細」側に近接するようになり、それは縮減される粒状材料と接触する間に「シザリング」作用をもたらす。「シザリング」作用は、粒状材料を下流に駆り立てる力ベクトルを付与する。したがって、そのように打撃される結果、たとえハンマ90の衝撃端92が先細側縁95を持たなくても、粒状材料の側方の移動が起きる。ハンマ90によって付与される粒状材料の下流への移動の効率を助長するために、衝撃端92の側縁95はある程度先細にすることが好ましい
理解されるように、ハンマミル10内の粒状材料の長手方向の移動の速度に影響を及ぼし得る相互関連因子は、ハンマの衝撃端の先細の程度をはじめ、多数存在する。したがって、図8A−8Cに示したハンマの衝撃端は単一のハンマミル10上で相互交換可能であり、単にハンマの衝撃端を変えるだけで、一つのハンマミル10の構造を異なる種類の材料を処理するのに適するようにしたり、あるいは所定の材料を異なる程度/大きさに低減させることが企図される。ハンマの衝撃端のそれぞれの構成は、機械全体を通して一定である必要はなく、例えばロータアセンブリ30に沿って列毎に変えることができることを、当業者は理解するであろう。
理解されるように、ハンマミル10内の粒状材料の長手方向の移動の速度に影響を及ぼし得る相互関連因子は、ハンマの衝撃端の先細の程度をはじめ、多数存在する。したがって、図8A−8Cに示したハンマの衝撃端は単一のハンマミル10上で相互交換可能であり、単にハンマの衝撃端を変えるだけで、一つのハンマミル10の構造を異なる種類の材料を処理するのに適するようにしたり、あるいは所定の材料を異なる程度/大きさに低減させることが企図される。ハンマの衝撃端のそれぞれの構成は、機械全体を通して一定である必要はなく、例えばロータアセンブリ30に沿って列毎に変えることができることを、当業者は理解するであろう。
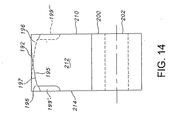
図13−18を参照すると、ハンマ90の代替実施形態が示されている。この実施形態では、ハンマは衝撃端192、接続部分200、および衝撃端と接続端との間に延在するシャンク部分210を有する。各ハンマ90の衝撃端192は近端193、間隔を置いて配置された遠端194、およびハンマ90の近端と遠端との間に延在する一対の対向する側縁195を有する。ハンマ90の衝撃端92は、近端と遠端との間に延びるハンマ長手軸hを有する。上面図13に示すように、ハンマの衝撃端の長手軸はハンマミルの長手軸Lに対して傾斜している。角度(θ)は約0°ないし約75°、さらに好ましくは約1°ないし約60°とすることができる。一例では、衝撃端の側縁の少なくとも一つはハンマ長手軸hに略平行である。代替例では、衝撃端の両側縁がハンマ長手軸hに略平行である。
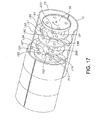
シャンク部分210は、第一シャンク縁214まで延びる第一シャンク面212と、第二シャンク縁218まで延びる第二シャンク面216とを有する。一例では、第一および第二シャンク縁は、接続部分と衝撃端との間に延在する。さらに、一例では、ハンマのシャンク部分210の少なくとも一部分もまた、ハンマミルの長手軸に対して傾斜しているので、第一および第二シャンク面はハンマミルの長手軸に対して傾斜する。この例では、第一シャンク面または第二シャンク面の少なくとも一方をハンマ長手軸hと平行にすることができる。さらに、第一および第二シャンク面は実質的に共面とすることができる。したがって、ハンマ90のシャンク部分は、ハンマの衝撃端のハンマ長手軸と同じ角度にすることができる。使用中は、図16に示すように、各ハンマ90は、全てのハンマが同じそれぞれの側縁を流れにそってハウジング20の排出開口25の方向に向くように、配置される。
ハンマ90の衝撃端192はまた、二つの側縁195の間に延在する底面197をも有し、その少なくとも一部分は凹形状を画定する。凹形状はそれぞれのアトリションプレートおよびハウジングの側壁の曲率半径を補完することが好ましい。一態様では、接続部分200は、そこを貫通する少なくとも一つのボア202を画定する。ボア202は、従来の方法でロータアセンブリの支持手段に結合されたときに、ハウジングの長手軸と略平行に伸びる。
加えて、ハンマの衝撃端192の側縁195の少なくとも一つは、側縁195の少なくとも一部分にわたって延びる衝撃縁196を画定する。単にハンマを取り外して裏返すだけでハンマの寿命を延ばすことができるように、側縁が両方とも衝撃縁196を持つことが好ましい。さらなる例では、第一および第二シャンク面各々の一部分が、ハンマの衝撃端のそれぞれ近端および遠端に近接して、雄型突起199を画定することができる。使用中、雄型突起はチゼルとして働くことができる。一例では、衝撃縁の一部分および第一シャンク縁の一部分に隣接する第一シャンク面の一部分は、第一シャンク面の一部分から延びる第一雄型突起199’を画定する。同様に、衝撃縁の一部分および第二シャンク縁の一部分に隣接する第二シャンク面の一部分は、第一シャンク面殻延びる第二雄型突起199’’を画定する。
図18を参照すると、この上面図では、ハンマのそれぞれの衝撃端が、回転矢印の方向に運動または回転している。ハンマの衝撃面の角度のため、ハンマの衝撃縁196のみならずハンマの傾斜ボディも、ハンマと衝突する材料に対する下流方向の力ベクトルを入力する。
当業者にはさらに理解される通り、ハンマは、ハンマミル10のそれぞれ一次および二次縮減チャンバ40、50(およびもし使用する場合は三次縮減チャンバも)内の同一長手位置で、ロータを中心に連続的に回転するので、ハンマ90によって打撃される粒状材料の側方の動きは、その粒状材料を長手方向に静止状態のハンマに対して相対的にハウジング20に沿って長手方向に移動させる。したがって、ハウジング20の長手軸に対する衝撃端192の先細側縁195のピッチまたは角度は、二つの相互に関連する機能を有する。つまり(1)処理される粒状材料が縮減/破砕される程度を変化させること、および(2)処理される粒状材料がハンマミル10内を長手軸に沿って流動する速度および方向に影響を及ぼすことである(つまり、強い遠心力は粒状材料をハンマミル10のアトリション衝撃プレート75に向かって保持し、それは粒状材料がハウジング20内を下流に「進む」ことを可能にする)。
さらに、上述の通り、粒状材料は、ハンマの衝撃端92の側縁195とアトリション衝撃プレート75に形成された雄型突起(または雌型凹部)との協力的相互作用により、ハウジング20の排出端24に向かって下流に駆り立てることができる。例えば三角形の形状または方形の形状を有する雄型突起78がアトリション衝撃プレートに形成された場合、ハンマ90の衝撃端は雄型突起と協働して、縮減される粒状材料と接触する間に「シザリング」作用をもたらす。「シザリング」作用は、粒状材料を下流に駆り立てる力ベクトルを付与する。
さらになお、ハウジングの長手軸に対するハンマのボディの角度は、粒状材料を下流に駆り立てるための追加的推進力を提供する。第一に、上記の衝撃側縁195に関する議論と同様に、ハンマの傾斜シャンク部分210に対する粒状材料の衝撃は、ボディと接触する粒状材料に対し機械力ベクトルを付与する。該力ベクトルは下流向きの成分を有する。第二に、ハンマ90のシャンク部分210は、ハンマがロータの周りを連続的に回転するときに、機械的送風機として働く。これは流れに沿って入口開口から排出開口に向かって空気を引き込むことを可能にし、粒状材料を下流に移送するのを助ける。使用中に、ハンマの回転の結果生じる空気流は、ハウジングの内部におけるエアダム(air dom)の形成を防止するのにも役立つ。
図20および21を参照すると、三次縮減チャンバで使用される第三の複数のハンマの各ハンマ90が従来のハンマ90である、ハンマミルの代替実施形態が示されている。三次縮減チャンバに入った粒状材料を長手方向に「移動させる」必要はないので、衝撃縁と、ハウジングの長手軸と略平行なシャンク側面とを有する従来のハンマ90を、効果的に使用することができる。そのようなハンマはグレートアセンブリおよび第三アトリションプレートと協働して、粒状材料の縮減を仕上げ、グレートアセンブリの間隔を置いて配置された開口から縮減された材料を押し出す。
図1A−2を参照すると、ハウジング20の入口開口23に入った大きいサイズの粒状材料の縮減を助けるために、本発明のハンマミル10は、ハウジング20の入口開口23に近接して取り付けられた少なくとも一つのブレーカプレート110をを含むこともできる。ハンマミルの可逆運転のために、入口開口23に近接して一次縮減チャンバ40のそれぞれの縁に、一対の対向するブレーカプレート110を設けることが好ましい。各ブレーカプレート110は矩形の衝撃縁112を有し、それはハウジング20の長手軸と略同軸に向けることが好ましい。ブレーカプレートは、ハンマ軌道に入る前に、より大規模の粒状材料を管理可能なサイズにする初期縮減の衝撃を吸収するのに役立つ。使用中に、より小片の粒状材料ほど即座にハンマ軌道内に引き込まれるが、より大きい破片、特により長い破片は、ハンマミル10に入る間に縮減される。より大きく、かつ、より長い破片をブレーカプレート110で縮減することにより、加わる衝撃荷重を克服するために必要な馬力が低減される。
ハンマミル10は投入シュート120を含むこともでき、その場合、過大サイズの粒状材料がハンマミル10の特定の長手位置でハウジング20に入るように、低減される粒状材料は、投入シュート120を介して、ハウジング20の入口開口23を通して供給される。投入シュート120は、ハンマミル10の内部に供給された過大サイズの粒状材料が、第二の複数のハンマ62を形成するハンマの延長先端91とほぼ同じ高さである投入シュート120からの排出点を持つように、傾斜して図示されている。言い換えると、ハンマミル10に入った過大サイズの粒状材料は、排出点が第二の複数のハンマ62の衝撃端と同じ高さになるように傾斜した投入シュートを、下方に移動または滑動する。
図示する通り、投入シュート120の底縁は、内側を指向するように向けられる。投入シュート120は、粒状材料がロータアセンブリ30の中心線の方向に向けられるように、側面図に略U字形で示されることが好ましい。こうして、投入シュートを介してハンマミル10に入る粒状材料は、したがって、ハンマによってその上方旋回時に即座に処理されるように向かわせないことが好ましい。つまり、本設計は、ハンマミル10から噴出または投出される材料が中に入る可能性(つまり材料のとんぼ返り)を最小化する。
図9および10に示す本発明の別の態様では、ハンマミル10の入口開口23と排出開口25との間の材料の通過または流動を遅くするために、環状「リング」130を使用する。図9に示した断面図は、ロータアセンブリ30を取り囲む複数のディスク34を示し、当業界で公知の通り、ハンマ90はディスク34に直接または間接的に接続される。各環状リング130はハウジング20の側壁26に接続され、そこからロータアセンブリに向かって内向きに延びる。粒状材料が排出端24まで下流方向に進むように通過しなければならない間隙をリング130とディスクとの間に画定するために、リング130の縁は、一つのディスクの周縁から間隔を置いて配置することが好ましい。
使用中に、図10の例示的実施形態によってよりよく示されるリング130は、ロータアセンブリ30の周りに360°延在し、好ましくは、それらがハウジング20の長手軸を中心にハンマの回転半径より小さい曲率半径Rrを持つように、ハウジング20の内部に内向きに延在する。つまり、リングの外周または縁は隣接する延長ハンマの衝撃端の間に延在することが好ましい。当業者に理解されるように、したがってリング130は、ハウジング20内の粒状材料の長手方向の流動を「堰き止め」あるいは妨げる。ハンマミル10にリング130を含める結果、処理される粒状材料は網状化され、あるいはハンマミル10のハウジング20内により長く保持され、したがってこの長い保持時間は、結果的に粒状材料のより多くの粉砕または大きさの縮減をもたらす。
希望に応じてハンマミル10内で使用するリング130の個数および設計の両方に多様性が存在することがさらに企図される。例えば、図9は二つのリングを示すが、零個、一個、および三個以上のリングを使用する他の実施形態が企図され、それは処理される粒状材料の種類、所望の縮減の程度、およびリング無しで粒状材料を処理するための平均またはメジアン時間に基づいて変化する。また、図10に示すように、リング130は様々な設計を持つことができる。例えばリングの上半部は中実リングとして図示されており、それは一例である。比較として、右下の象限は隙歯リングを示し、左下の象限はのこ歯リングを示す。これらの異なるリング例は、材料の縮減および保持時間に関して異なる属性を有する。
図11、19A、および19Bに示すように、代替実施形態では、環状「リング」300の使用は、ハンマミル10の入口開口23と排出開口25との間の材料の通過または流動を遅くする。図11に示した断面図は、ロータアセンブリ30を取り囲む複数のディスク34を示し、当業界で公知の通り、ハンマ90はディスク34に直接または間接的に結合される。ここで、各環状リング130はロータアセンブリに接続され、そこからハウジング20の側壁26に向かって外向きに延在する。好ましくは、リング300はディスクと隣接するハンマ90間に、好ましくはハンマの上流側に配置される。理解されるように、ロータ上のハンマの所望の間隔を維持するためにリングを使用しない場合、リングの代わりにスペーサ部材を代用することができる。一例では、スペーサ部材はロータアセンブリの周りに360°延在する。
使用中に、図19Aの例示的実施形態によってよりよく示されるリング300は、ロータアセンブリ30の周りに360°延在し、好ましくは、それらがハウジング20の長手軸を中心にハンマの回転半径Hrより小さい曲率半径Rrを持つように、ハウジング20の内部に外向きに延在する。つまり、リングの外周またはリング周縁304は、隣接する延長ハンマの衝撃端の下に延在することが好ましい。当業者に理解されるように、したがってリング300は、ハウジング20内の粒状材料の長手方向の流動を「堰き止め」あるいは妨げる。ハンマミル10にリング300を含める結果、処理される粒状材料は網状化され、あるいはハンマミル10のハウジング20内により長く保持され、したがってこの長い保持時間は、結果的に粒状材料のより多くの粉砕または大きさの縮減をもたらす。
希望に応じてハンマミル10内で使用するリング300の個数および設計の両方に多様性が存在することがさらに企図される。例えば、図11は一つのリングを示すが、零個、二個、および三個以上のリングを使用する他の実施形態が企図され、それは処理される粒状材料の種類、所望の縮減の程度、およびリング無しで粒状材料を処理するための平均またはメジアン時間に基づいて変化する。またリング300は、例えば図19Aに示す多層設計および図19Bに示す隙歯リング設計のように、様々な設計を持つことができる。さらに、リングおよび/またはリングの一部分が、図19Aおよび19Bに示すように、異なる高さまたは曲率半径Rrを持つことができる。これらの異なるリング300の例は、材料の縮減および保持時間に関して異なる属性を有する。例えば図19Aに示すリング300は、曲率半径Rr’を有する第一円弧部分と、異なる曲率半径Rr’’を有する第二円弧部分とを有する。ここで、第二円弧部分の曲率半径Rr’’は、第一円弧部分の曲率半径Rr’より小さい。一例では、曲率半径Rr’は、第一円弧部分の先端がアトリションプレートの表面からわずかに離れるように、ハンマの回転半径Hrと略同一とすることができる。
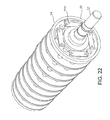
ハンマミル10によって処理される粒状材料の保持時間を変動させる別の企図される方法は、例えば略水平面のような地表面に対してハンマミル10をその長手長に沿って傾斜させることである。つまり、本発明のハンマミル10は、水平面に対して平行に、あるいは非平行角度αで使用または配置することが企図される。例えば、図2に示すように、ハンマミル10の長手軸は水平面に対して10°の角度に方向付けられる。0°から20°、より好ましくは−10°から30°、さらに好ましくは−30°から40°の間のような他の角度αも企図される。ハンマミル10はまた、調整可能なまたは可変の角度方向を持つこともできる。つまり、ハンマミル10は、処理される材料およびその材料をどの程度まで低減することを希望するかに応じて、複数の異なる角度の一つに方向付けることができる。
本発明のハンマミル10の運転を考慮するに当たり、処理される粒状材料のオン−オフ・キーイングさおよび種類が、速度、ハンマ90の個数、およびハンマミル10を効果的かつ効率的に運転するために必要な馬力に影響することを、当業者は理解するであろう。これらの設計パラメータは工学方程式を用いて算出することができるが、より一般的には、パラメータは試行錯誤試験によって経験的に決定される。
本発明のハンマミル10において、材料が処理されハウジング20内を入口端22から排出端24まで長手方向に移動する速度は、(1)ロータアセンブリ30の速度、(2)ロータアセンブリ30の長さおよびそれに接続されるハンマ90の個数、(3)水平に対するハンマミル10の角度、(4)アトリション衝撃プレート75における不連続面の有無、(5)ハンマの衝撃端92の先細または斜切、および(6)ハウジング20内のリング130の包含によって制御することができる。粒状材料の流動の速度を制御するこれらの方法は全て、ハンマミル10の設計および運転時に、個別にあるいは集合的に変化させることができる。これらの制御上の特長またはパラメータの多くは、ハンマミル10が製造された後で、かつ運転された後でも、ハンマの衝撃端92の先細、水平に対するハンマミル10の角度、アトリション衝撃プレート75における不連続面の有無、およびハウジング20内のリング130の包含をはじめ、変化させることができることを、当業者はさらに理解するであろう。したがって、公知のハンマミル10は異なる粒状材料を、あるいは同一粒状材料を異なる製品粒度範囲に効率的に処理するように調整することができないので、本発明は先行技術のシステムに勝る明確な利点をもたらす。本発明が様々な産業の多数の用途を実行するために使用することができることをも、当業者は理解するであろう。
本発明のハンマミル10は、本発明の特徴を使用しないユニットより低い馬力要件で、より効率的である。本発明のより高い縮減率のため、ハンマミル10はより低い毎分回転数(「RPM」)で運転することができ、それは部品のより低い磨耗に言い換えられる。より高い縮減比はまた、より小型のユニットが所定のタスクを実行して、より狭隘に仕上げられた製品粒度範囲を生産することをも可能にする。さらに、本発明のハンマミル10は、その大きさおよび構造から点検のために容易にアクセスすることができ、優れたトランプメタル防止策を持ち、かつ既存の設備ラインに適合する工作機械、製造溶接、および組立要件を持つことが企図される。さらに、製品を変更する場合の処理能力の問題に関する将来の要求を満たすように既存のユニットを拡張することができることも企図される。
一例では、本発明のハンマミル10は、ロータアセンブリ30および接続されたハンマ90の方向を反転することによって簡単に反転可能である。そのような反転可能な設計の利点は、例えばハンマの衝撃端の先端側縁95が通常の運転中に磨耗したときに、それらを交換する必要があるが、本発明ではハンマの後端側縁95は磨耗していないので、運転停止と停止の間の運転期間を長くすることができることである。例えば側縁95が相互に鏡像である二つの衝撃縁を有する場合、ロータアセンブリ30の方向を反転すると、ハンマミル10は同様に運転する。結果的に生じるハンマの回転の反転は、ハンマの寿命を延ばすだけでなく、他の構成部品(プレートの表面の異なる部分が反転されたハンマと「シザリング」作用を生み出すことができる、アトリション衝撃プレート75など)の磨耗をも低減し、したがって保守および修理のための運転停止と停止の間の運転期間を長くすることができる。
本発明のロータアセンブリ30は反転することができるので、ハンマは略同一の製品粒度範囲を達成する(ハンマの衝撃端92の側縁95が相互に鏡像である場合)か、あるいは異なる結果を達成することができることが企図される。例えば、ロータが時計方向に回転するときに、ハンマの衝撃端92の片側の先細度は、図8Aに示すように鈍いかもしれず、衝撃端92は図8Cに示すようにその対向側縁95が斜切されているかもしれない。したがって、反時計方向に回転したときに、先細側の表面が粒状材料をハウジング20内で長手方向により速く移動させ、結果的により低い保持/処理期間をもたらすので、時計方向に回転するようにロータアセンブリ30を動作させると、運転を反転した場合より、所定の粒状材料の縮減が低下する。また、同一粒状材料を同一または異なる製品粒度範囲に処理したり、異なる粒状材料を処理する結果をもたらし得る、ハンマの衝撃端の他の組合せがあり、ロータの方向を反転するだけで簡単に得られることを当業者は理解するであろう。
本書では、添付の図面を参照しながら本開示の例示的実施形態を記載したが、開示はこれらの厳密な実施形態に限定されないこと、および開示の範囲または精神から逸脱することなく、当業者がそこに様々な他の変化および変形を施すことができることを理解されたい。そのような変化および変形は全て、添付の請求の範囲によって定義される開示の範囲内に含めるつもりである。
本発明のこれらおよび他の特長および態様は、以下の説明、添付の請求の範囲および図面を参照することにより、いっそうよく理解されるようになる。
図1Aは、ハンマミルの側壁の一部分を除去した、本発明の好適な実施形態の斜視図である。
図1Bは、本発明の第二斜視図である。
図2は、本発明の例示的実施形態の側面断面図である。
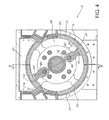
図3は、ハウジングの二次縮減チャンバ内の第一の複数のハンマおよび第一アトリションプレートアセンブリを示す、図1の線3−3に沿って切った断面図である。
図4は、ハウジングの二次縮減チャンバ内の第二の複数のハンマおよび第二アトリションプレートアセンブリを示す、図1の線4−4に沿って切った断面図である。
図5Aは、本発明の例示的実施形態で使用されるアトリション衝撃プレートの一実施形態の上面図であり、当該アトリション衝撃プレートがハンマミルの側壁の一部分に解放自在に係合された状態を示す。
図5Bは、図5Aの線5−5に沿って切った側面断面図である。
図6は、本発明の例示的実施形態で使用されるアトリション衝撃プレートの代替実施形態の上面図であり、当該アトリション衝撃プレートがハンマミルの側壁の一部分に解放自在に係合された状態を示す。
図7Aおよび7Bは、アトリション衝撃プレートの二つの代替的な二プレート型実施形態の斜視図である。
図8A、8B、および8Cは、ハンマが図8Aに示した三つの矢印の方向に運動または回転する、例示的ハンマミル用のハンマの略上面図である。
図9は、粒子状材料がハンマミル内を長手方向に移動するときにその流れを阻害するために使用される二つのリングを含む、図2のハンマミルの代替的実施形態の断面図である。
図10は、例示的リングを示す図9の線10−10に沿って切った端面図であり、図示したリングは三つの代替的エッジ構造、すなわち中実リング、のこ歯リング、および空隙歯リング設計を含む。
図11は、粒子状材料がハンマミル内を長手方向に移動するときにその流れを阻害するために使用される一つのリングと、グレートアセンブリおよび第三の複数のハンマを有する三次縮減チャンバとを含む、ハンマミルの代替的実施形態の断面図である。
図12Aおよび12Bは、グレートアセンブリを示す図11の線12−12に沿って切った断面端面図である。;
図13は、ハンマの代替的実施形態の上面図である。
図14は、図13のハンマの端面図である。
図15は、図13の側面図である。
図16は、ハンマの代替実施形態の斜視図である。
図17は、ハンマミルのロータアセンブリ上に配置された、図16に示したハンマの代替実施形態の斜視図である。
図18は、ハンマが回転矢印の方向に運動または回転する、例示的ハンマミル用の図16に示したハンマの略上面図である。
図19Aおよび19Bは、間隙歯リング設計を含む例示的リングを示す図11の線19−19に沿って切った端面図である。
図20は、粒子状材料がハンマミル内を長手方向に移動するときにその流れを阻害するために使用される一つのリングと、グレートアセンブリおよび第三の複数のハンマを有する三次縮減チャンバとを含む、ハンマミルの代替実施形態の部分断面図である。
図21は、第一、第二、および第三の複数のハンマと結合された、ハンマミル図19のロータアセンブリの斜視図である。
図22は、複数のディスク部材のうちの一つのディスクに接続された複数のウィング部材であって、ハンマをディスクおよびロータアセンブリに対して固定することができるようにハンマの一部分に固定するように構成および配置されて成るウィング部材を示す、図20のロータアセンブリの斜視図である。
Claims (58)
- 過大サイズの粒子を所望の大きさの粒子に縮減するためのハンマミルであって、
過大サイズの粒子を受容するための入口端と、所望の大きさの粒子を排出するための排出端と、長手軸とを持つハウジングと、
予め定められた距離間隔だけ離れて配置された複数のスクリーンバーを備え、前記ハウジングの前記排出端に配置されたグレートアセンブリと、
前記ハウジング内に配置されたロータアセンブリと、
前記ハウジングの前記入口端と前記排出端との中間に配置され、前記ロータアセンブリに結合された第一の複数のハンマと、
前記ハウジングの前記入口端に近接しかつ前記第一の複数のハンマに隣接して配置され、前記ロータアセンブリに結合された第二の複数のハンマと、
前記ハウジングの前記排出端に近接しかつ前記第一の複数のハンマに隣接して配置され、前記ロータアセンブリに結合された第三の複数のハンマと、
略円形形状を有し、前記ハウジング内で前記ハウジングの前記入口端と前記排出端との中間位置に固定された第一アトリションプレートアセンブリと、
略半円形形状を有し、前記ハウジング内で前記ハウジングの前記入口端および前記第一アトリションプレートアセンブリに隣接して固定された第二アトリションプレートアセンブリと、
を備えており、
前記第一複数のハンマのハンマが前記第一アトリションプレートアセンブリと協働し、前記第二複数のハンマのハンマが前記第二アトリションプレートアセンブリと協働し、かつ前記第三複数のハンマのハンマが前記グレートアセンブリと協働して、所望の大きさの粒子を形成するように、前記第一の複数のハンマの各ハンマの少なくとも一部分が、前記第一アトリションプレートアセンブリの一部分の上に近接して重なり、前記第二の複数のハンマの各ハンマの少なくとも一部分が、前記第二アトリションプレートアセンブリの一部分の上に近接して重なり、かつ前記第三の複数のハンマの各ハンマの少なくとも一部分が、前記グレートアセンブリの一部分の上に重なる、
ハンマミル。 - 略半円形形状を有し、前記ハウジング内で前記ハウジングの前記排出端および前記第一アトリションプレートアセンブリに隣接して固定された第三アトリションプレートアセンブリをさらに備えた、請求項1に記載のハンマミル。
- 前記第一、第二、および第三アトリションプレートアセンブリのそれぞれが複数のアトリション衝撃プレートを備え、各アトリション衝撃プレートが湾曲状内面を有する、請求項2に記載のハンマミル。
- 前記第一の複数のハンマの各ハンマが固定ハンマを含む、請求項1に記載のハンマミル。
- 前記第一の複数のハンマの各ハンマが固定ハンマ、スイングハンマ、またはそれらの組合せからなる群から選択される、請求項1に記載のハンマミル。
- 前記第二の複数のハンマの各ハンマがスイングハンマを含む、請求項1に記載のハンマミル。
- 前記第二の複数のハンマの各ハンマが固定ハンマ、スイングハンマ、またはそれらの組合せからなる群から選択される、請求項1に記載のハンマミル。
- 前記第三の複数のハンマの各ハンマが固定ハンマを含む、請求項1に記載のハンマミル。
- 前記第三の複数のハンマの各ハンマが固定ハンマ、スイングハンマ、またはそれらの組合せからなる群から選択される、請求項1に記載のハンマミル。
- 前記第一、第二、および第三の複数のハンマの各ハンマが衝撃端を有し、該衝撃端が近端と、間隔を置いて配置された遠端と、該近端と遠端との間に延在する一対の対向する側縁とを有し、該側縁の少なくとも一つが該側縁の少なくとも一部分に延在する衝撃縁を画定する、請求項1に記載のハンマミル。
- 各ハンマの前記衝撃端が、前記ハンマミルの長手軸に対して傾斜したハンマ長手軸を有し、各ハンマの前記衝撃端の前記側縁の少なくとも一つが前記ハンマ長手軸と実質的に平行である、請求項10に記載のハンマミル。
- 各ハンマの前記衝撃端の各側縁が前記ハンマ長手軸と実質的に平行である、請求項11に記載のハンマミル。
- 前記ハンマ長手軸が前記ハンマミルの長手軸に対して約1度から約75の間の角度程度傾斜している、請求項11に記載のハンマミル。
- 前記ハンマ長手軸が前記ハンマミルの長手軸に対して約1度から約60の間の角度程度傾斜している、請求項11に記載のハンマミル。
- 各ハンマが、前記ロータアセンブリの一部分に結合するために構成されかつ配設された接続部分と、該接続部分と前記衝撃端との間に延在するシャンク部分とを有し、該シャンク部分が、第一シャンク縁まで延在する第一シャンク面と、第二シャンク縁まで延在する対向第二シャンクとを有し、該第一および第二シャンク面が各ハンマの前記接続部と前記衝撃端との間に延在し、該第一および第二シャンク面が前記ハンマミルの長手軸に対して傾斜している、請求項11に記載のハンマミル。
- 各ハンマの前記第一シャンク面および第二シャンク面の少なくとも一つが前記ハンマ長手軸と平行である、請求項15に記載のハンマミル。
- 前記第一および第二シャンク面が実質的に共面である、請求項16に記載のハンマミル。
- 前記衝撃縁の一部分に隣接する前記第一シャンク面の一部分および前記第一シャンク縁の一部分が、前記第一シャンク面の一部分から延びる第一雄型突起を画定する、請求項15に記載のハンマミル。
- 前記衝撃縁の一部分に隣接する前記第二シャンク面の一部分および前記第二シャンク縁の一部分が、前記第二シャンク面の一部分から延びる第二雄型突起を画定する、請求項18に記載のハンマミル。
- 各ハンマの前記衝撃端が前記衝撃端の側縁の間に延在する底面を有し、前記底面の少なくとも一部分が凸形状を画定する、請求項10に記載のハンマミル。
- 前記第一、第二、および第三それぞれのアトリションプレートアセンブリの各々が複数のアトリション衝撃プレートを備え、各アトリション衝撃プレートが湾曲状内面を有する、請求項2に記載のハンマミル。
- 少なくとも二つのアトリション衝撃プレートは前記アトリション衝撃プレートの湾曲状内面が前記ハウジングの一部分の内部に実質的に連続作業面を形成するように配置され、前記連続作業面が略円筒形状を有し、前記第一の複数のハンマを密閉する、請求項21に記載のハンマミル。
- 各アトリション衝撃プレートの内面が前記内面から延びる少なくとも一つの雄型突起を画定し、各雄型突起が幾何学的形状を画定する、請求項21に記載のハンマミル。
- 各アトリション衝撃プレートの内面が前記内面に少なくとも一つの雌型凹部を画定し、各雌型凹部が幾何学的形状を画定する、請求項21に記載のハンマミル。
- 前記複数のスクリーンバーの各スクリーンバーが前記ハウジングの長手軸に実質的に平行に延在する、請求項1に記載のハンマミル。
- 前記第一、第二、および第三の複数のハンマの各ハンマが、前記ハウジングの長手軸を中心とするハンマ回転半径を画定する外側先端を有し、各ハンマは前記ロータアセンブリの一部分に結合するために構成されかつ配設された接続部分をも有し、リング周縁を有する少なくとも一つの環状リングをさらに備え、前記少なくとも一つの環状リングのうちの一つの環状リングは、前記環状リングの前記リング周縁が前記ロータアセンブリから前記ハウジングの前記側壁に向かって延出するように、前記第一、第二、および第三の複数のハンマの少なくとも一つのハンマの前記接続部分の一部分に隣接して前記ロータアセンブリに接続され、前記リング周縁が、前記ハウジングの長手軸を中心に前記ハンマ回転半径程度またはそれ以下の最大曲率半径を画定する、請求項1に記載のハンマミル。
- 前記環状リングが少なくとも一つのハンマの上流に配置された、請求項26に記載のハンマミル。
- 少なくとも一つの環状スペーサ部材をさらに備え、一つの環状スペーサ部材または一つの環状リングが前記第一、第二、および第三の複数のハンマの各ハンマに隣接して前記ロータアセンブリに接続される、請求項26に記載のハンマミル。
- 入口端と、排出端と、前記入口端と前記排出端との間に延在する側壁と、長手軸とを有するハウジングであって、前記ハウジングの前記側壁が密閉作業空間を画定し、前記ハウジングの前記入口端に近接して前記ハウジングの前記側壁に入口開口が画定され、前記ハウジングの前記排出端に近接して前記ハウジングの前記側壁に排出開口が画定され、前記入口開口が前記ハウジングの長手軸より上に配置され、かつ前記排出開口が前記ハウジングの長手軸より下に配置されて成るハウジングと、
前記ハウジングの長手軸を中心に回転するように前記ハウジング内に配置されたロータアセンブリと、
前記ロータアセンブリに結合され、かつ前記密閉作業空間内に配置された第一の複数のハンマと、
前記ハウジングの前記入口端に近接しかつ前記第一の複数のハンマに隣接して配置され、前記ロータアセンブリに結合された第二の複数のハンマと、
リング周縁を有する少なくとも一つの環状リングと、
を備えており、
前記第一および第二の複数のハンマの各ハンマが前記ハウジングの長手軸を中心とするハンマ回転半径を画定する外側先端を有し、各ハンマは前記ロータアセンブリの一部分に結合するために構成されかつ配設された接続部分をも有し、前記少なくとも一つの環状リングのうちの一つの環状リングは、前記環状リングの前記リング周縁が前記ロータアセンブリから前記ハウジングの側壁に向かって延出するように、前記第一および第二の複数のハンマの少なくとも一つのハンマの接続部分の一部分に隣接して前記ロータアセンブリに接続され、前記リング周縁が前記ハウジングの長手軸を中心に前記ハンマ回転半径程度またはそれ以下の最大曲率半径を画定する、
ハンマミル。 - 前記環状リングが前記少なくとも一つのハンマの上流に配置される、請求項29に記載のハンマミル。
- 少なくとも一つの環状スペーサ部材をさらに備え、一つの環状スペーサ部材または一つの環状リングが前記第一および第二の複数のハンマの各ハンマに隣接して前記ロータアセンブリに接続される、請求項29に記載のハンマミル。
- 前記ハウジングの前記排出端に近接し、かつ前記第一の複数のハンマに隣接して配置された、前記ロータアセンブリに結合された第三の複数のハンマをさらに備えた、請求項29に記載のハンマミル。
- 前記少なくとも一つの環状リングのうちの一つの環状リングが、前記第一、第二、および第三の複数のハンマの少なくとも一つのハンマの前記接続部分の一部分に隣接して前記ロータアセンブリに接続される、請求項32に記載のハンマミル。
- 前記環状リングが前記少なくとも一つのハンマの上流側に配置される、請求項33に記載のハンマミル。
- 少なくとも一つの環状スペーサ部材をさらに備え、一つの環状スペーサ部材または一つの環状リングが前記第一、第二、および第三の複数のハンマの各ハンマに隣接して前記ロータアセンブリに接続される、請求項33に記載のハンマミル。
- 前記ハウジングの前記密閉作業空間内で前記側壁に固定された、略円形形状を有する第一アトリションプレートアセンブリをさらに備え、前記第一アトリションプレートアセンブリは、前記第一の複数のハンマの各ハンマの少なくとも一部分が前記第一アトリションプレートアセンブリの一部分から間隔を置いて配置されかつその上に重なるように配設され、前記第一アトリションプレートアセンブリが前記密閉作業空間内に実質的に連続第一作業面を画定する、請求項29に記載のハンマミル。
- 略半円形状を有し、前記ハウジング内に前記第一アトリションプレートアセンブリおよび前記ハウジングの前記入口開口に隣接して固定された第二アトリションプレートアセンブリをさらに備え、前記第二の複数のハンマの各ハンマの少なくとも一部分が前記第二アトリションプレートアセンブリの一部分から間隔を置いて配置されかつその上に重なる、請求項36に記載のハンマミル。
- 略半円形状を有し、前記ハウジング内に前記ハウジングの前記排出端および前記第一アトリションプレートアセンブリに隣接して固定された第三アトリションプレートアセンブリをさらに備えた、請求項32に記載のハンマミル。
- 前記第二の複数のハンマの少なくとも一部分が前記入口開口の下に存する、請求項29に記載のハンマミル。
- 前記ハウジングの前記排出端に配置されたグレートアセンブリをさらに備え、前記第三の複数のハンマの各ハンマの少なくとも一部分が前記グレートアセンブリの一部分の上に重なる、請求項32に記載のハンマミル。
- 前記グレートアセンブリが複数のスクリーンバーを備え、前記複数のスクリーンバーの各スクリーンバーが前記ハウジングの長手軸と略平行に延びる、請求項40に記載のハンマミル。
- 前記複数のスクリーンバーが予め定められた距離で間隔を空けて配置される、請求項41に記載のハンマミル。
- ハンマミルの長手軸を中心に回転可能なロータアセンブリに結合するためのハンマにおいて、
近端と、間隔を置いて配置された遠端と、前記近端と遠端との間に延在する一対の対向する側縁とを有する衝撃端であって、前記側縁の少なくとも一つが、前記側縁の少なくとも一部分にわたって延在する衝撃縁を画定して成る衝撃端と、
前記ロータアセンブリの一部分に結合するために構成されかつ配設された接続部分と、
前記衝撃端と前記接続部分との間に延在するシャンク部分であって、第一シャンク縁まで延在する第一シャンク面と、第二シャンク縁まで延在する第二シャンク面とを有し、前記第一および第二シャンク縁が前記接続部分と前記衝撃端との間に延在して成るシャンク部分と、
を備え、
前記衝撃端が、前記ハンマミルの長手軸に対して傾斜したハンマ長手軸を有し、前記衝撃端の側縁の少なくとも一つが前記ハンマ長手軸と実質的に平行である、
ハンマ。 - 前記衝撃端の各側縁が前記ハンマ長手軸と実質的に平行である、請求項43に記載のハンマ。
- 前記ハンマ長手軸が前記ハンマミルの長手軸に対して約1度から約75の間の角度程度傾斜している、請求項43に記載のハンマ。
- 前記ハンマ長手軸が前記ハンマミルの長手軸に対して約1度から約60の間の角度程度傾斜している、請求項43に記載のハンマ。
- 前記第一および第二シャンク面が前記ハンマミルの長手軸に対して傾斜している、請求項43に記載のハンマ。
- 前記第一シャンク面および第二シャンク面の少なくとも一つが前記ハンマ長手軸と平行である、請求項47に記載のハンマ。
- 前記第一および第二シャンク面が実質的に共面である、請求項48に記載のハンマ。
- 前記衝撃縁の一部分に隣接する前記第一シャンク面の一部分および前記第一シャンク縁の一部分が、前記第一シャンク面の一部分から延びる第一雄型突起を画定する、請求項47に記載のハンマ。
- 前記衝撃縁の一部分に隣接する前記第二シャンク面の一部分および前記第二シャンク縁の一部分が、前記第二シャンク面の一部分から延びる第二雄型突起を画定する、請求項50に記載のハンマ。
- 前記衝撃端が、前記衝撃端の側縁間に延在する底面を有し、前記底面の少なくとも一部分が凸形状を画定する、請求項43に記載のハンマ。
- 前記接続部分が、前記ロータアセンブリの一部分に結合するために構成されかつ配設された、そこを貫通する少なくとも一つのボアを画定する、請求項43に記載のハンマ。
- 入口端と、排出端と、前記入口端と前記排出端との間に延在する側壁と、長手軸と、一次縮減チャンバと、前記一次縮減チャンバに隣接する二次縮減チャンバと、前記二次縮減チャンバに隣接する三次縮減チャンバとを有するハウジングであって、前記ハウジングの前記入口端に近接する前記側壁が入口開口を画定し、前記二次縮減チャンバで前記ハウジングの前記側壁が密閉作業空間を画定し、前記一次縮減チャンバで前記側壁および前記入口開口が第一部分密閉作業空間を画定し、前記三次縮減チャンバで前記側壁および前記排出開口が第二部分密閉作業空間を画定して成るハウジングと、
前記ハウジングの前記排出端に配置されたグレートアセンブリと、
前記ハウジングの長手軸を中心に回転するように前記ハウジング内に配置されたロータアセンブリと、
前記一次、二次、および三次縮減チャンバそれぞれに配置され、かつ前記ロータアセンブリに結合された複数のハンマであって、前記複数のハンマの各ハンマが衝撃端を有し、前記衝撃端がハンマ長手軸と、近端と、間隔を置いて配置された遠端と、前記近端と遠端との間に延在する一対の対向する側縁とを有し、各衝撃端の前記ハンマ長手軸が前記ハウジングの長手軸に対して傾斜し、各ハンマの前記衝撃端の前記側縁の少なくとも一つが前記ハンマ長手軸と略平行であるように構成された複数のハンマと、
前記一次および二次縮減チャンバそれぞれの内部の側壁に固定されたアトリションプレートアセンブリであって、前記一次および二次縮減チャンバ内に配置された前記ハンマは、前記アトリションプレートアセンブリの一部分から間隔を置いて配置されかつその上に重なるように配設されて成るアトリションプレートアセンブリと、
を備えており、
前記三次縮減チャンバに配置された各ハンマの一部分が前記グレートアセンブリから間隔を置いて配置されかつその上に重なる、
ハンマミル。 - 入口端と、排出端と、前記入口端と前記排出端との間に延在する側壁と、長手軸と、一次縮減チャンバと、前記一次縮減チャンバに隣接する二次縮減チャンバとを有するハウジングであって、前記ハウジングの前記入口端に近接する前記側壁が入口開口を画定し、前記二次縮減チャンバで前記ハウジングの前記側壁が密閉作業空間を画定し、前記一次縮減チャンバで前記側壁および前記入口開口が部分密閉作業空間を画定して成るハウジングと、
前記ハウジングの長手軸を中心に回転するように前記ハウジング内に配置されたロータアセンブリと、
前記一次および二次縮減チャンバそれぞれに配置され、かつ前記ロータアセンブリに結合された複数のハンマと、
を備えたハンマミルであって、
前記複数の各ハンマが、
近端と、間隔を置いて配置された遠端と、前記近端と遠端との間に延在する一対の対向する側縁とを有する衝撃端であって、前記側縁の少なくとも一つが前記側縁の少なくとも一部分にわたって延在する衝撃縁を画定し、前記衝撃端が前記ハンマミルの長手軸に対して傾斜したハンマ長手軸を有し、前記衝撃端の前記側縁の少なくとも一つが前記ハンマ長手軸と略平行であるように構成された衝撃端と、
前記ロータアセンブリの一部分に結合するために構成されかつ配設された接続部分と、
前記衝撃端と前記接続部分との間に延在するシャンク部分であって、前記シャンク部分は第一シャンク縁まで延在する第一シャンク面と、第二シャンク縁まで延在する第二シャンク面とを有し、前記第一および第二シャンク縁が前記接続部分と前記衝撃端との間に延在し、前記第一および第二シャンク面が前記ハンマミルの長手軸に対して傾斜するように構成されたシャンク部分と、
を備えており、
前記ハンマミルがさらに、
前記第一および第二縮減チャンバそれぞれの内部で前記側壁に固定されたアトリションプレートアセンブリであって、前記一次および二次縮減チャンバに配置された前記ハンマが前記アトリションプレートアセンブリの一部分から間隔を置いて配置されかつその上に重なるように配設されたアトリションプレートアセンブリと、
を備えて成るハンマミル。 - 入口端と、排出端と、前記入口端と前記排出端との間に延在する側壁と、長手軸と、一次縮減チャンバと、隣接する二次縮減チャンバとを有するハウジングであって、前記ハウジングの前記入口端に近接する前記側壁が入口開口を画定し、前記二次縮減チャンバで前記ハウジングの前記側壁が密閉作業空間を画定し、前記一次縮減チャンバで前記側壁および前記入口開口が部分密閉作業空間を画定して成るハウジングと、
前記ハウジングの長手軸を中心に回転するように前記ハウジング内に配置されたロータアセンブリと、
前記ロータアセンブリに結合されかつ前記一次および二次縮減チャンバそれぞれの両方に配置された複数のハンマであって、前記複数のハンマの各ハンマが前記ハウジングの長手軸を中心とするハンマ回転半径を画定する外側先端を有し、各ハンマが前記ロータアセンブリの一部分に結合するために構成されかつ配設せた接続部分をも有し、前記複数のハンマの各ハンマが固定ハンマ、スイングハンマ、またはそれらの組合せから構成される群から選択されるように構成された複数のハンマと、
前記第一および第二縮減チャンバそれぞれの内部で前記側壁に固定されたアトリションプレートアセンブリであって、前記ハンマが前記アトリションプレートアセンブリの一部分から間隔を置いて配置されかつその上に重なるように配設されたアトリションプレートアセンブリと、
リング周縁を有する少なくとも一つの環状リングであって、前記少なくとも一つの環状リングのうちの一つの環状リングは、前記環状リングの前記リング周縁が前記ハウジングの前記側壁に向かって前記ロータアセンブリから延出するように、前記複数のハンマの少なくとも一つのハンマの前記接続部分の一部分に隣接して前記ロータアセンブリに接続され、前記リング周縁が前記ハウジングの長手軸を中心に前記ハンマ回転半径程度またはそれ以下の最大曲率半径を画定するように構成された環状リングと、
を備えたハンマミル。 - 前記環状リングが前記少なくとも一つのハンマの上流に配置される、請求項55に記載のハンマミル。
- 少なくとも一つの環状スペーサ部材をさらに備え、一つの環状スペーサ部材または環状リングが前記複数のハンマの各ハンマに隣接して前記ロータアセンブリに接続される、請求項55に記載のハンマミル。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US42025602P | 2002-10-22 | 2002-10-22 | |
| PCT/US2003/033445 WO2004037423A2 (en) | 2002-10-22 | 2003-10-22 | A hammermill |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006503697A true JP2006503697A (ja) | 2006-02-02 |
| JP2006503697A5 JP2006503697A5 (ja) | 2006-12-07 |
Family
ID=32176542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004547013A Pending JP2006503697A (ja) | 2002-10-22 | 2003-10-22 | ハンマミル |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1554045A4 (ja) |
| JP (1) | JP2006503697A (ja) |
| AU (1) | AU2003284318A1 (ja) |
| BR (1) | BR0315600A (ja) |
| CA (1) | CA2503411A1 (ja) |
| NZ (1) | NZ539977A (ja) |
| WO (1) | WO2004037423A2 (ja) |
| ZA (1) | ZA200503513B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006326539A (ja) * | 2005-05-27 | 2006-12-07 | Tobu Sangyo Kk | 木材チップの製造方法およびそれに用いる木材粉砕用スクリーン、木材用粉砕機 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202009011011U1 (de) * | 2009-09-16 | 2011-02-10 | Th. Buschhoff Gmbh & Co. | Hammermühle |
| CN103252271B (zh) * | 2013-05-28 | 2016-03-30 | 长沙深湘通用机器有限公司 | 一种锤式破碎机 |
| CN105170239A (zh) * | 2015-08-28 | 2015-12-23 | 长沙深湘通用机器有限公司 | 一种锤式破碎机 |
| IT202000008065A1 (it) * | 2020-04-16 | 2021-10-16 | Ecomade Eng Srl | Apparato separatore di rifiuti |
| IT202100019649A1 (it) * | 2021-07-23 | 2023-01-23 | Calabra Maceri E Servizi S P A | Mazza per apparecchiatura di trattamento di rifiuti, e apparecchiatura incorporante detta mazza |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1647555A (en) * | 1926-08-26 | 1927-11-01 | Paper Mill Lab Inc | Disintegrating mill |
| US3214105A (en) * | 1963-07-18 | 1965-10-26 | Roland E Owens | Reduction mill |
| US4077574A (en) * | 1976-04-13 | 1978-03-07 | Industrial Mining Machinery Company | Impact pulverizing mill with an attrition chamber and a vertical airflow classification chamber |
| US5842653A (en) * | 1997-01-24 | 1998-12-01 | Global Processing Systems, Inc. | Slow speed hammermill for size reduction of wood chips |
-
2003
- 2003-10-22 BR BR0315600-1A patent/BR0315600A/pt not_active IP Right Cessation
- 2003-10-22 NZ NZ539977A patent/NZ539977A/en unknown
- 2003-10-22 AU AU2003284318A patent/AU2003284318A1/en not_active Abandoned
- 2003-10-22 EP EP03776499A patent/EP1554045A4/en not_active Withdrawn
- 2003-10-22 JP JP2004547013A patent/JP2006503697A/ja active Pending
- 2003-10-22 WO PCT/US2003/033445 patent/WO2004037423A2/en active Application Filing
- 2003-10-22 CA CA002503411A patent/CA2503411A1/en not_active Abandoned
-
2005
- 2005-05-03 ZA ZA200503513A patent/ZA200503513B/xx unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006326539A (ja) * | 2005-05-27 | 2006-12-07 | Tobu Sangyo Kk | 木材チップの製造方法およびそれに用いる木材粉砕用スクリーン、木材用粉砕機 |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA200503513B (en) | 2007-03-28 |
| CA2503411A1 (en) | 2004-05-06 |
| EP1554045A2 (en) | 2005-07-20 |
| AU2003284318A1 (en) | 2004-05-13 |
| EP1554045A4 (en) | 2007-11-07 |
| WO2004037423A2 (en) | 2004-05-06 |
| BR0315600A (pt) | 2005-08-23 |
| NZ539977A (en) | 2007-03-30 |
| WO2004037423A3 (en) | 2004-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7243868B2 (en) | Hammer for a hammermill | |
| US6926215B2 (en) | Hammermill | |
| US9855560B2 (en) | Hammer for shredding machines | |
| US5692688A (en) | Comminuting screen for hammermills | |
| US20210339261A1 (en) | Pulverizer systems and methods for pulverizing material | |
| JP2006503697A (ja) | ハンマミル | |
| JP2006503697A5 (ja) | ||
| JPH0320486B2 (ja) | ||
| JP5683802B2 (ja) | 竪型衝撃式破砕機 | |
| US20080011889A1 (en) | Hammer for a hammermill | |
| US6196284B1 (en) | Wood pulverizer with improved grates and grate components | |
| JP5857629B2 (ja) | バイオマスミル | |
| AU2002309935A1 (en) | A hammermill | |
| JP4376566B2 (ja) | 竪型ミルおよびその粉砕面の形状決定方法 | |
| AU2008201633A1 (en) | A hammermill | |
| JP2000218185A (ja) | 分解装置 | |
| JPH08999Y2 (ja) | ハンマーミル | |
| RU2471560C1 (ru) | Центробежно-ударная мельница | |
| JPS6051403B2 (ja) | 木屑や木皮の粉砕機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20061020 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061020 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090827 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100204 |