JP2006111976A - Acid copper plating method and acid copper plating device - Google Patents
Acid copper plating method and acid copper plating device Download PDFInfo
- Publication number
- JP2006111976A JP2006111976A JP2006011355A JP2006011355A JP2006111976A JP 2006111976 A JP2006111976 A JP 2006111976A JP 2006011355 A JP2006011355 A JP 2006011355A JP 2006011355 A JP2006011355 A JP 2006011355A JP 2006111976 A JP2006111976 A JP 2006111976A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- tank
- copper plating
- stirring
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007747 plating Methods 0.000 title claims abstract description 136
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 title claims abstract description 52
- 229910052802 copper Inorganic materials 0.000 title claims abstract description 52
- 239000010949 copper Substances 0.000 title claims abstract description 52
- 238000000034 method Methods 0.000 title abstract description 28
- 239000002253 acid Substances 0.000 title abstract description 6
- 239000001301 oxygen Substances 0.000 claims abstract description 33
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 33
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 31
- 238000003756 stirring Methods 0.000 claims abstract description 29
- 230000002378 acidificating effect Effects 0.000 claims description 32
- 238000013019 agitation Methods 0.000 claims description 15
- -1 disulfide compound Chemical group 0.000 claims description 12
- 239000006259 organic additive Substances 0.000 claims 3
- 150000002019 disulfides Chemical class 0.000 claims 2
- 238000011049 filling Methods 0.000 abstract description 14
- 239000007788 liquid Substances 0.000 abstract description 11
- 230000000704 physical effect Effects 0.000 abstract description 5
- 238000002474 experimental method Methods 0.000 description 13
- 239000000654 additive Substances 0.000 description 9
- 230000000996 additive effect Effects 0.000 description 9
- 230000007547 defect Effects 0.000 description 9
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 230000006866 deterioration Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000000758 substrate Substances 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 5
- 235000012431 wafers Nutrition 0.000 description 5
- MYMOFIZGZYHOMD-UHFFFAOYSA-N Dioxygen Chemical group O=O MYMOFIZGZYHOMD-UHFFFAOYSA-N 0.000 description 4
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 4
- 230000002159 abnormal effect Effects 0.000 description 4
- 238000007664 blowing Methods 0.000 description 4
- 230000005587 bubbling Effects 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 229910001882 dioxygen Inorganic materials 0.000 description 4
- 238000001914 filtration Methods 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 3
- BWGNESOTFCXPMA-UHFFFAOYSA-N Dihydrogen disulfide Chemical compound SS BWGNESOTFCXPMA-UHFFFAOYSA-N 0.000 description 3
- 229910000365 copper sulfate Inorganic materials 0.000 description 3
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 2
- 239000002659 electrodeposit Substances 0.000 description 2
- 238000005868 electrolysis reaction Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 238000010907 mechanical stirring Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 238000006722 reduction reaction Methods 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images



Landscapes
- Electroplating And Plating Baths Therefor (AREA)
Abstract
Description
本発明は酸性銅めっき方法に関し、更に詳細には、めっき槽において、機械的手段により攪拌を行ないながら、皮膜物性の低下や、フィリング性の低下あるいはボイドを生じる等の問題のない酸性銅めっき方法およびこの方法を実施するための酸性銅用めっき装置に関する。 The present invention relates to an acidic copper plating method, and more specifically, an acidic copper plating method that does not cause a problem such as a decrease in film physical properties, a decrease in filling properties, or a void while stirring by mechanical means in a plating tank. And an acidic copper plating apparatus for carrying out this method.
近年、回路基板はその高性能化の目的で配線、層間接続を目的としたスルーホール或いはビアなどを有する回路パターンはますます微細化の方向にある。 In recent years, circuit patterns having wiring holes, through-holes or vias for inter-layer connections have been increasingly miniaturized for the purpose of improving performance.
この微細化に伴い、ビアやスルーホールの内部や入口付近に気泡が付着し、所望するめっきが電着せず、配線抵抗の上昇や断線などの致命的な欠陥となる問題が生じている。 Along with this miniaturization, bubbles adhere to the inside of the vias and through holes and in the vicinity of the entrance, so that the desired plating is not electrodeposited, resulting in a problem of fatal defects such as an increase in wiring resistance or disconnection.
このような問題の対策として、めっき前処理での脱泡や濡れ性確保のための工夫や、めっき工程において、めっき中の脱泡、めっき液の表面張力低減などによる気泡付着防止の工夫がなされている。また、特に気泡付着やめっき液の被めっき表面へのめっき液の浸透性に劣るDFR(ドライフィルムレジスト)などを使用したパターンめっきにおいては、レジストの表面をプラズマ処理などで改質し濡れ性を高めるなど様々な工夫がなされてきている。 As countermeasures against such problems, contrivances have been made to prevent defoaming and wettability during plating pretreatment, and to prevent bubble adhesion by defoaming during plating and reducing the surface tension of the plating solution in the plating process. ing. In particular, in pattern plating using DFR (dry film resist), which is inferior in the adhesion of air bubbles and the plating solution to the surface to be plated, the resist surface is modified by plasma treatment to improve wettability. Various ideas have been made, such as raising.
これらはいずれも不良低減に効果があるものの、工程増や設備の追加でコストアップや、管理項目の増加につながっている。また、これらの工夫も、例えば前処理の工夫や基材の表面改質などではめっき初期の濡れ性は確保できるものの、めっき中の気泡の付着による不具合の発生は防ぐことができない。また、めっき中のショック揺動なども、微細な気泡に対してはその効果が薄い。 These are all effective in reducing defects, but increasing the number of processes and adding equipment have led to increased costs and increased management items. Also, with these devices, for example, pre-treatment devices and surface modification of the substrate can ensure wettability at the initial stage of plating, but it is impossible to prevent the occurrence of defects due to adhesion of bubbles during plating. Also, the effect of shock oscillation during plating is small for fine bubbles.
このような現実から、最近ではウエハプロセスに代表されるようにポンプなどによる液循環や、スキージーなどと呼ばれる攪拌部材で基材表面近傍の液を激しく動かすことにより攪拌したり、基材そのものを回転、振動若しくは揺動により動かす等、装置上の工夫がなされ、それなりの効果をあげている。 From such a reality, recently, as typified by the wafer process, the liquid is circulated by a pump or the like, and the liquid near the surface of the substrate is vigorously moved by a stirring member called a squeegee or the substrate itself is rotated. The device has been devised, such as moving by vibration or swinging, and has given its effect.
上記のめっき方法により、気泡の付着を防ぐことはできるが、新しい問題として、めっき皮膜の質の低下の問題が生じていた。すなわち、電着物の結晶が粗雑になり皮膜物性が著しく低下、ビアフィリングめっきでのフィリング性の低下あるいはボイドの発生等の問題が生じていた。 Although the above-described plating method can prevent the adhesion of bubbles, a new problem has been the problem of deterioration in the quality of the plating film. In other words, the crystal of the electrodeposit becomes coarse, and the physical properties of the film are remarkably reduced, and there are problems such as the deterioration of the filling property or the generation of voids in via filling plating.
このような問題は、回路基板上に微細配線を形成する上では大きな問題であり、その解決手段の提供が強く求められていた。 Such a problem is a big problem in forming fine wiring on a circuit board, and provision of a solution for the problem has been strongly demanded.
本発明は、上記実情に鑑みなされたものであり、機械的手段により攪拌を行ないながら、皮膜物性の低下や、フィリング性の低下あるいはボイドを生じる等の問題のない酸性銅めっき方法の提供をその課題とするものである。 The present invention has been made in view of the above circumstances, and provides an acidic copper plating method free from problems such as deterioration of film properties, deterioration of filling properties or generation of voids while stirring by mechanical means. It is to be an issue.
本発明者らは、長期にわたる多くの現場経験と実験槽での対策試験を積むことにより、上記問題は、酸性銅めっき液中での酸素不足が原因であることを突き止めた。 The inventors of the present invention have found that the above problem is caused by lack of oxygen in the acidic copper plating solution by accumulating many field experiences over a long period of time and countermeasure tests in an experimental bath.
すなわち、一般的に用いられている添加剤では、ジスルフィド系のブライトナーと呼ばれる有機物が配合されているが、酸性銅めっき浴中の酸素イオンが不足する結果、還元分解によるモノスルフィドが生成し、このものが電着物の結晶を粗雑とし、皮膜物性が著しく低下させるとともに、ビアフィリングめっきではフィリング性が低下させ、ボイドを生じたりさせていた。 That is, in the additive generally used, an organic substance called disulfide-based brightener is blended, but as a result of lack of oxygen ions in the acidic copper plating bath, monosulfide is generated by reductive decomposition, This coarsened the crystal of the electrodeposit and significantly reduced the physical properties of the film, and via filling plating reduced the filling properties and caused voids.
また、酸素イオンが不足する結果、二価銅の他、一価銅が形成され、ノジュールなどと呼ばれる一価銅の生成によるめっき異物が形成されたり、あるいは一価銅と二価銅の不均化反応による固形物(金属銅)が生成することも知った。 In addition, as a result of the lack of oxygen ions, monovalent copper is formed in addition to divalent copper, and foreign metal plating due to the formation of monovalent copper called nodules is formed, or the inhomogeneity of monovalent copper and bivalent copper is formed. It was also found that solids (metal copper) were produced by the chemical reaction.
そこで、このような現象を防ぐための手段を検討した結果、めっき浴中の酸素濃度を少なくとも5ppm以上に維持すればよいことを見出し、本発明を完成した。 Thus, as a result of studying means for preventing such a phenomenon, it was found that the oxygen concentration in the plating bath should be maintained at least 5 ppm or more, and the present invention was completed.
すなわち本発明は、機械的手段により攪拌を行う酸性銅めっき方法において、めっき液中の溶存酸素濃度を5ppm以上に維持しながらめっきを行うことを特徴とする酸性銅電気めっき方法を提供するものである。 That is, the present invention provides an acidic copper electroplating method characterized in that, in an acidic copper plating method in which stirring is performed by mechanical means, plating is performed while maintaining a dissolved oxygen concentration in a plating solution at 5 ppm or more. is there.
また本発明は、上記方法を実施するための酸性銅用めっき装置を提供するものである。 Moreover, this invention provides the plating apparatus for acidic copper for implementing the said method.
本発明によれば、簡単な手段で機械的手段により攪拌を行う酸性銅めっき方法において生じる皮膜品質の劣化の問題を解消することができるものである。 According to the present invention, it is possible to solve the problem of deterioration in film quality that occurs in an acidic copper plating method in which stirring is performed by mechanical means using simple means.
従って、エアー攪拌等が好ましくないとされる、例えば、ウエハ上での微細配線の形成等、高品質が要求される酸性銅めっきにおいて有利に使用することができるものである。 Therefore, it can be advantageously used in acidic copper plating where high quality is required, such as formation of fine wiring on a wafer, for example, where air agitation is undesirable.
本発明方法は、機械的手段により攪拌を行う酸性銅めっき方法において実施されるものである。 The method of the present invention is carried out in an acidic copper plating method in which stirring is performed by mechanical means.
すなわち、これまでは酸性銅めっきは、安価で、攪拌効率のよい空気攪拌が一般的であったため、一時的に、一価銅が生成したり、添加剤中のジスルフィドがモノスルフィドに変化することがあったとしても、攪拌により液中に吹き込まれる空気中の酸素により再酸化されるため、めっきへの影響は問題視されなかった。 In other words, until now, acidic copper plating was generally inexpensive and air stirring with good stirring efficiency, so that monovalent copper was temporarily generated or disulfide in the additive changed to monosulfide. Even if there was, the effect on the plating was not regarded as a problem because it was reoxidized by oxygen in the air blown into the liquid by stirring.
しかし、エア攪拌あるいは酸素攪拌を行わない新しい酸性銅めっき方法においては、浴中の酸素濃度が低下することにより、従来問題とされなかった一価銅やモノスルフィドが酸性銅めっきによる皮膜に大きな影響を与えることになったのである。 However, in the new acidic copper plating method that does not perform air stirring or oxygen stirring, the oxygen concentration in the bath decreases, so monovalent copper and monosulfide, which were not considered a problem, have a significant effect on the film formed by acidic copper plating. It was decided to give.
本発明において、めっき液中の溶存酸素濃度を5ppm以上に維持するための手段としては、めっき本槽以外において、エア攪拌あるいは酸素攪拌を行うことにより酸素をめっき液に通気する方法が挙げられる。具体的には、めっき本槽に併設されるオーバーフロー槽や、めっき本槽との間でめっき液を流通させる循環槽(クッション槽)においてエア攪拌あるいは酸素攪拌(以下、「エア攪拌等」という)を行う方法が挙げられる。 In the present invention, as a means for maintaining the dissolved oxygen concentration in the plating solution at 5 ppm or more, there is a method in which oxygen is passed through the plating solution by performing air stirring or oxygen stirring in addition to the main plating tank. Specifically, air agitation or oxygen agitation (hereinafter referred to as “air agitation”) in an overflow tank attached to the plating main tank or a circulation tank (cushion tank) for circulating the plating solution to and from the plating main tank The method of performing is mentioned.
このオーバーフロー槽や循環槽におけるエア攪拌等は、発生させる気泡の大きさによっても相違するが、通常、空気をめっき液100L当り毎分2L程度以上の量で供給することにより、5ppm以上の溶存酸素は維持できる。また、この空気や酸素の供給は、連続的でなく間欠的な供給であってもかまわない。 The air agitation in the overflow tank or the circulation tank differs depending on the size of bubbles to be generated, but normally, dissolved oxygen of 5 ppm or more is supplied by supplying air at an amount of about 2 L or more per 100 L of plating solution. Can be maintained. Further, the supply of air and oxygen may be intermittent instead of continuous.
上記の手段により、めっき液中の溶存酸素濃度が5ppm以上に維持されていることを確認するための手段としては、一般的な酸素濃度測定手段、例えば、溶存酸素濃度計(DOメーター)等を用いることができ、溶存酸素量が5ppmを下回っている場合は、エア攪拌等を強くするとか、吹き込む空気を酸素ガスあるいは酸素含量の多い空気に代えればよい。 As a means for confirming that the dissolved oxygen concentration in the plating solution is maintained at 5 ppm or more by the above means, a general oxygen concentration measuring means such as a dissolved oxygen concentration meter (DO meter) is used. If the amount of dissolved oxygen is less than 5 ppm, air agitation or the like may be strengthened, or the air to be blown in may be replaced with oxygen gas or air with a high oxygen content.
本発明方法が特に有効な酸性銅めっき液は、ジスルフィド系化合物をブライトナーとして含む添加剤を使用する酸性銅めっき液である。ジスルフィド系化合物は、めっき時の還元反応により分解し、モノスルフィドとなるが、このモノスルフィドは、電着物の結晶を粗雑とし、皮膜物性が著しく低下させる。また、ビアフィリングめっきでは、フィリング性を低下させたり、ボイドを生じさせたりする等の悪影響を及ぼす。 The acidic copper plating solution in which the method of the present invention is particularly effective is an acidic copper plating solution using an additive containing a disulfide compound as a brightener. The disulfide compound is decomposed by a reduction reaction at the time of plating to be monosulfide. This monosulfide coarsens the electrodeposited crystals and remarkably lowers the film properties. In addition, via filling plating has an adverse effect such as lowering the filling property or causing voids.
このため、例えば、微細配線を形成するための酸性銅めっき等の、エア攪拌に代えて機械的手段により攪拌を行う酸性銅めっき方法において、ジスルフィド系化合物をブライトナーとして含む添加剤を使用する場合においては、一価銅の生成と、モノスルフィドの生成が相俟って液管理上大きな問題となっていたが、本発明の採用により、一挙にこれらの問題が解決されるのである。特に、ジスルフィド化合物の濃度が0.01mg/L〜20mg/Lの範囲内であるめっき液について、好ましい結果が得られる。 For this reason, for example, in the case of using an additive containing a disulfide compound as a brightener in an acidic copper plating method in which stirring is performed by mechanical means instead of air stirring, such as acidic copper plating for forming fine wiring In Japan, the formation of monovalent copper and the formation of monosulfide were a major problem in liquid management. However, by adopting the present invention, these problems can be solved all at once. In particular, preferable results can be obtained for a plating solution having a disulfide compound concentration in the range of 0.01 mg / L to 20 mg / L.
次に、本発明を実施するために使用されるめっき装置のいくつかの態様について、図面と共に説明を行う。 Next, some aspects of the plating apparatus used for carrying out the present invention will be described with reference to the drawings.
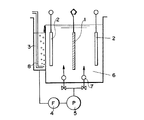
図1は、オーバフロー槽中でエア攪拌等を行ない、酸性銅めっき液中の酸素濃度を5ppm以下に維持するめっき槽を模式的に示した図面である。図中、1は被めっき物、2はアノード、3はオーバーフロー槽、4はろ過フィルター、5は循環ポンプ、6はめっき本槽、7は液吐出手段、8はエア吹込管をそれぞれ示す。 FIG. 1 is a drawing schematically showing a plating tank that performs air stirring or the like in an overflow tank and maintains the oxygen concentration in the acidic copper plating solution at 5 ppm or less. In the figure, 1 is an object to be plated, 2 is an anode, 3 is an overflow tank, 4 is a filtration filter, 5 is a circulation pump, 6 is a main plating tank, 7 is a liquid discharge means, and 8 is an air blowing pipe.
本態様の装置においては、めっき本槽6中のめっき液は、オーバーフロー槽3中に流下し、ろ過フィルター4を通過した後、循環ポンプ5により、液吐出手段7からめっき本槽6に戻るというように循環するが、このオーバーフロー槽3中に、エア吹込管8を設け、ここから空気または酸素ガスを吹き込むことにより、めっき工程により低下した酸性銅めっき浴中の酸素濃度を回復させ、5ppm以上に維持する。まためっき液の液吐出手段7は、被めっき物1の下部に設け、吐出されるめっき液により、攪拌が行われるようにされている。
In the apparatus of this aspect, the plating solution in the
なお、ここで使用されるろ過フィルター4や、循環ポンプ5は、特に制約はなく、従来より酸性銅めっき装置において使用されているものが使用される。また、図中には記載されていないが、めっき液中の酸素濃度を測定する測定装置をめっき本槽6に取り付けておくことが好ましい。
In addition, there is no restriction | limiting in particular in the filtration filter 4 used here, and the circulation pump 5, The thing conventionally used in the acidic copper plating apparatus is used. Although not shown in the figure, it is preferable that a measuring device for measuring the oxygen concentration in the plating solution is attached to the
図2および図3は、別の態様のめっき槽を示した図面であり、図2はめっき槽の模式図、図3はその平面図を示す。図中、1から8は上記と同じであり、9は循環槽(クッション槽)を示す。 2 and 3 are drawings showing another embodiment of the plating tank, FIG. 2 is a schematic view of the plating tank, and FIG. 3 is a plan view thereof. In the figure, 1 to 8 are the same as above, and 9 is a circulation tank (cushion tank).
本態様のめっき槽は、めっき浴がめっき本槽6と循環槽9の間を流通するものであるが、この循環槽9中にエア吹込管8が設けられており、ここから空気または酸素ガスを吹き込み、酸性銅めっき浴中の酸素濃度を回復させるものである。また、本態様のめっき槽では、図3に示されるように、アノード2の前面に液吐出手段7が設けられており、ここからの吐出液により被めっき物1の表面を攪拌すると共に、被めっき物自体も、これを懸架するバー(カソードバー)が揺動装置(図示せず)により動くことにより左右に揺動し、機械的攪拌をも行う。
In the plating tank of this embodiment, a plating bath flows between the plating
図4は、更に別の態様のめっき槽を模式的に示した図面であり、図中、1から9は上記と同じであり、10は攪拌部材(スキージー)を示す。 FIG. 4 is a drawing schematically showing another embodiment of the plating tank, in which 1 to 9 are the same as above, and 10 is a stirring member (squeegee).
本態様のめっき槽は、図2のめっき槽と同様、循環槽9において、空気または酸素ガスを吹き込むものである。しかし、被めっき物1の攪拌は、攪拌部材10により行われるため、液吐出手段7を必ずしも被めっき物1の下部に設ける必要はない。
In the plating tank of this embodiment, air or oxygen gas is blown into the circulation tank 9 as in the plating tank of FIG. However, since the stirring of the workpiece 1 is performed by the stirring
本発明は、酸性銅めっきにおいて、例えば、ウエハ上の配線の微細化に伴って行われたエア攪拌の廃止により顕在化してきた問題を解決するものであり、特に、酸性銅めっき液が、ジスルフィドを含む添加剤を利用する場合に、特に優れた効果が得られるものである。 The present invention solves the problem that has become apparent in acid copper plating, for example, due to the abolishment of air agitation performed along with the miniaturization of wiring on a wafer. In the case of using an additive containing, particularly excellent effects can be obtained.
この理由は、光沢酸性銅めっきの添加剤として古くから用いられ、現在でも多様されているジスルフィドが、一価銅により還元され、非常に復極性の強いモノスルフィドに変化することを防止する点にある。すなわち、従来のエア攪拌等を行う酸性銅めっきでも、めっき電着の際や、めっき休止時のアノードの自然溶解で生成する一価銅の還元力によりこのモノスルフィドは生成していた。しかし、生成するモノスルフィドの量は少なく、また、めっき開始と同時に行われるエア攪拌等により、すぐに酸化されていた。 The reason for this is that disulfide, which has been used for a long time as an additive for bright acidic copper plating, and is still diversified, is prevented from being reduced by monovalent copper and converted to monosulfide having a strong repolarity. is there. That is, even in conventional acidic copper plating with air agitation and the like, this monosulfide was generated by the reducing power of monovalent copper generated by the spontaneous dissolution of the anode during plating electrodeposition or when the plating was stopped. However, the amount of monosulfide produced was small, and it was immediately oxidized by air agitation performed simultaneously with the start of plating.
ところが、既に述べたように、近年の微細配線化に伴って行われたエア攪拌の廃止により、一旦生じたモノスルフィドや一価銅は、酸化され難くなり、これらが蓄積することにより、電着物の結晶を粗雑とし、皮膜物性が著しく低下させたり、ビアフィリングめっきのフィリング性を低下させたり、ボイドを生じさせたりする等の問題が生じていたのである。 However, as already stated, the monosulfide and monovalent copper that were once generated due to the abolition of air agitation performed with the recent miniaturization of wiring becomes difficult to be oxidized, As a result, there were problems such as roughening the crystal of the film, significantly reducing the physical properties of the film, reducing the filling properties of the via filling plating, and causing voids.
本発明は、このような問題の原因を解明し、めっき浴中の酸素濃度を一定以上に維持するという簡便な方法により、当該問題を根本的に解決したのである。 In the present invention, the cause of such a problem has been elucidated, and the problem has been fundamentally solved by a simple method of maintaining the oxygen concentration in the plating bath above a certain level.
以下実施例を挙げ、本発明を更に詳しく説明するが、本発明はこれら実施例により何ら制約されるものではない。 EXAMPLES Hereinafter, although an Example is given and this invention is demonstrated in more detail, this invention is not restrict | limited at all by these Examples.
実 施 例 1
噴流めっき実験(1):
図1に示した構成の140Lの実験槽で、ポンプ循環による下方向からの噴流による攪拌を行いながら下記条件でめっき実験を1ケ月実施した。実験中のめっき液の溶存酸素は、オーバーフロー槽にエアバブリングすることで6−7.5ppmに維持管理した。
Example 1
Jet plating experiment (1):
In the 140 L experimental tank having the configuration shown in FIG. 1, a plating experiment was conducted for one month under the following conditions while stirring by a jet flow from below by pump circulation. The dissolved oxygen in the plating solution during the experiment was maintained at 6-7.5 ppm by air bubbling into the overflow tank.
1ヶ月のめっき実験期間中、定期的にブラインドビアや微細配線パターンを有するテスト基板をめっきし、ザラやノジュールなどの異常析出や、気泡付着によるボイド、薄めっきなどの発生を調べた。この結果、上記の不良は一切発生しなかった。 During a one-month plating experiment, test substrates having blind vias and fine wiring patterns were periodically plated, and the occurrence of abnormal deposition such as rough and nodules, voids due to bubble adhesion, and thin plating was examined. As a result, the above defects did not occur at all.
( めっき条件 )
めっき液組成:
硫 酸 銅: 200g/L
硫 酸: 40g/L
塩素イオン: 40ppm
添 加 剤*: 20mL/L
* 商品名:Cu−Brite VFII(荏原ユージライト(株))
製;ジスルフィド系化合物として5mg/L含有
(Plating conditions)
Plating solution composition:
Copper sulfate: 200 g / L
Sulfuric acid: 40 g / L
Chlorine ion: 40ppm
Additive * : 20mL / L
* Product name: Cu-Brite VFII (Hagiwara Eulite Co., Ltd.)
Manufactured; contains 5 mg / L as disulfide compound
めっき条件:
温 度: 25℃
電流密度: 2.0A/dm2
噴流量: 60L/分
(基板の表、裏両面に各30L/分ずつ)
Plating conditions:
Temperature: 25 ° C
Current density: 2.0 A / dm 2
Jet flow rate: 60L / min
(30L / min each on the front and back of the board)
実 施 例 2
噴流めっき実験(2):
図2に示した構成の200Lの実験槽で、ポンプ循環による横方向からの噴流による攪拌を行いながら下記条件でめっき実験を1ケ月実施した。実験中のめっき液の溶存酸素は、クッション槽にエアを通気することで5−6ppmに維持管理した。
Example 2
Jet plating experiment (2):
In a 200 L experimental tank having the configuration shown in FIG. 2, a plating experiment was conducted for one month under the following conditions while stirring by a jet from the lateral direction by pump circulation. The dissolved oxygen in the plating solution during the experiment was maintained at 5-6 ppm by ventilating the cushion tank with air.
1ヶ月のめっき実験期間中、定期的にブラインドビアや微細配線パターンを有するテスト基板をめっきし、ザラやノジュールなどの異常析出や、気泡付着によるボイド、薄めっき、ビアフィリング不良(リセス大)などの発生を調べた。この結果、上記の不良は一切発生しなかった。 During a one-month plating experiment, test boards with blind vias and fine wiring patterns are periodically plated, abnormal deposition such as rough and nodules, voids due to bubble adhesion, thin plating, poor via filling, etc. The occurrence of was investigated. As a result, the above defects did not occur at all.
( めっき条件 )
めっき液組成:
硫 酸 銅: 150g/L
硫 酸: 75g/L
塩素イオン: 40ppm
添 加 剤*: 20mL/L
* 商品名:Cu−Brite VFII−M(荏原ユージライト
(株))製;ジスルフィド系化合物として2mg/L含有
(Plating conditions)
Plating solution composition:
Copper sulfate: 150 g / L
Sulfuric acid: 75 g / L
Chlorine ion: 40ppm
Additive * : 20mL / L
* Product name: Cu-Brite VFII-M
Co., Ltd .; 2 mg / L as a disulfide compound
めっき条件:
温 度: 25℃
電流密度: 1.5A/dm2
噴流量: 120L/分
(基板の表、裏両面に各60L/分ずつ)
カソードロック速度: 1m/分
Plating conditions:
Temperature: 25 ° C
Current density: 1.5 A / dm 2
Jet flow rate: 120L / min
(60L / min each on the front and back of the board)
Cathode lock speed: 1m / min
実 施 例 3
スキージー攪拌めっき実験:
図3に示した構成の80Lの実験槽で、スキージー攪拌を行いながら下記条件でめっき実験を25日間実施した。実験中のめっき液の溶存酸素は、クッション槽にエアを通気することで6.5−8ppmに維持管理した。
Example 3
Squeegee stirring plating experiment:
The plating experiment was carried out for 25 days under the following conditions in the 80 L experimental tank having the configuration shown in FIG. The dissolved oxygen in the plating solution during the experiment was maintained at 6.5-8 ppm by ventilating the cushion tank with air.
1ヶ月のめっき実験期間中、定期的に微細配線パターンを有するテストウエハをめっきし、ザラやノジュールなどの異常析出や、気泡付着による配線欠陥などを調べた。この結果、これらの不良は一切発生しなかった。 During a one-month plating experiment, test wafers having fine wiring patterns were periodically plated to investigate abnormal deposition such as rough and nodule, wiring defects due to bubble adhesion, and the like. As a result, none of these defects occurred.
( めっき条件 )
めっき液組成:
硫 酸 銅: 150g/L
硫 酸: 120g/L
塩素イオン: 60ppm
添 加 剤*: 10mL/L
* 商品名:Cu−Brite THS(荏原ユージライト(株))
製;ジスルフィド系化合物として1mg/L含有
(Plating conditions)
Plating solution composition:
Copper sulfate: 150 g / L
Sulfuric acid: 120 g / L
Chlorine ion: 60ppm
Additive * : 10 mL / L
* Product name: Cu-Brite THS (Sugawara Eugelite Co., Ltd.)
Manufactured; contains 1 mg / L as disulfide compound
めっき条件:
温 度: 25℃
電流密度: 3A/dm2
スキージー速度: 2.5m/分
Plating conditions:
Temperature: 25 ° C
Current density: 3 A / dm 2
Squeegee speed: 2.5m / min
実 施 例 4
噴流めっき実験(3):
実施例2と同様の実験機を用い、1週間めっき、1週間休止を2サイクル繰り返した。1度目の休止時は、循環、エアバブリングも休止した。休み明けの立ち上げ時にはモノスルフィド生成の影響と推定されるビアフィリング不良などのブライトナー過剰現象が見られたが、1時間のエアバブリング併用の電解処理により、正常に戻った。
Example 4
Jet plating experiment (3):
Using the same experimental machine as in Example 2, 1-week plating and 1-week rest were repeated for 2 cycles. During the first pause, circulation and air bubbling were also paused. At the start of the day off, brightener excess phenomena such as the influence of monosulfide formation and presumed via filling failure were observed, but it returned to normal by electrolytic treatment with air bubbling for 1 hour.
また、次の休止時には緩やかなエアバブリングとポンプ循環を併用し、溶存酸素濃度を所定に保つようにした。その結果、休み明けの立ち上げ時は、全く問題なく正常のめっきが得られた。 Also, at the next stop, gentle air bubbling and pump circulation were used together to keep the dissolved oxygen concentration at a predetermined level. As a result, normal plating was obtained without any problems at the start of the day off.
比 較 例 1
実施例1と同様の連続めっき試験をエア供給なしで1週間行った。溶存酸素は24時間で約4ppmまで低下し、その後はほぼ、その値を維持していた。テスト基板の仕上がりは、初期は問題なかったが、3日目からノジュールの発生が出始め、1週間後は基板全体に凸状の異常析出が発生した。
Comparative Example 1
The same continuous plating test as in Example 1 was conducted for 1 week without air supply. Dissolved oxygen decreased to about 4 ppm in 24 hours, and maintained that value almost thereafter. The initial finish of the test substrate was not a problem, but nodule generation started from the third day, and convex abnormal precipitation occurred on the entire substrate after one week.
比 較 例 2
実施例4と同様の試験をエア通気なしで行った。一回目の休止は、実施例同様のビアフィリング不良と一部粗雑析出も見られた。また、この不良を直すのに8時間以上の連続電解処理を必要とした。二回目の休止後は更に不良現象がひどく、連続電解だけでは回復せず、過酸化水素を添加し、モノスルフィドを強制酸化させることでようやく沈静化した。しかし、今度はめっき液中に残存した過酸化水素を飛ばすのに6時間以上の空電解処理を必要とした。
Comparative Example 2
The same test as in Example 4 was performed without air ventilation. During the first pause, via filling defects and partially coarse precipitation were observed as in the examples. Moreover, 8 hours or more of continuous electrolytic treatment was required to correct this defect. After the second pause, the failure phenomenon was even worse, and it was not recovered by continuous electrolysis alone, but finally settled by adding hydrogen peroxide and forcibly oxidizing the monosulfide. However, this time, an air electrolysis treatment of 6 hours or more was required to drive off the hydrogen peroxide remaining in the plating solution.
本発明によれば、簡単な手段で機械的手段により攪拌を行う酸性銅めっき方法において生じる皮膜品質の劣化の問題を解消することができるものである。 According to the present invention, it is possible to solve the problem of deterioration in film quality that occurs in an acidic copper plating method in which stirring is performed by mechanical means using simple means.
従って、エアー攪拌等が好ましくないとされる、例えば、ウエハ上での微細配線の形成等、高品質が要求される酸性銅めっきにおいて有利に使用することができるものである。 Therefore, it can be advantageously used in acidic copper plating where high quality is required, such as formation of fine wiring on a wafer, for example, where air agitation is undesirable.
1 …… 被めっき物
2 …… アノード
3 …… オーバーフロー槽
4 …… ろ過フィルター
5 …… 循環ポンプ
6 …… めっき本槽
7 …… 液吐出手段
8 …… エア吹込管
9 …… 循環槽(クッション槽)
10 …… 攪拌部材(スキージー)
以 上
1 …… Substance to be plated
2 …… Anode
3 …… Overflow tank
4 ... Filtration filter
5 ...... Circulation pump
6 …… Plating main tank
7 …… Liquid discharge means
8 …… Air blowing pipe
9 ...... Circulation tank (cushion tank)
10 …… Stirring member (squeegee)
more than
Claims (3)
The plating apparatus for acidic copper plating solutions further comprising at least one disulfide compound as the organic additive according to claim 1 or 2, further comprising means for measuring oxygen concentration in the plating solution.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006011355A JP2006111976A (en) | 2006-01-19 | 2006-01-19 | Acid copper plating method and acid copper plating device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006011355A JP2006111976A (en) | 2006-01-19 | 2006-01-19 | Acid copper plating method and acid copper plating device |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002306761A Division JP3803968B2 (en) | 2002-10-22 | 2002-10-22 | Acid copper plating method and acid copper plating apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006111976A true JP2006111976A (en) | 2006-04-27 |
Family
ID=36380728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006011355A Pending JP2006111976A (en) | 2006-01-19 | 2006-01-19 | Acid copper plating method and acid copper plating device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006111976A (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102677139A (en) * | 2011-01-07 | 2012-09-19 | 诺发系统有限公司 | Configuration and method of operation of an electrodeposition system for improved process stability and performance |
| US8419920B2 (en) | 2006-10-03 | 2013-04-16 | Mitsui Mining & Smelting Co., Ltd. | Method of preparing electrolytic copper solution acidified with sulfuric acid, sulfuric-acid-acidified electrolytic copper solution prepared by the preparation method, and electrodeposited copper film |
| JP2015137374A (en) * | 2014-01-21 | 2015-07-30 | 株式会社荏原製作所 | plating apparatus and plating method |
| US9816196B2 (en) | 2012-04-27 | 2017-11-14 | Novellus Systems, Inc. | Method and apparatus for electroplating semiconductor wafer when controlling cations in electrolyte |
| GB2564893A (en) * | 2017-07-27 | 2019-01-30 | Semsysco Gmbh | Distribution system for chemical and/or electrolytic surface treatment |
| JP2021042433A (en) * | 2019-09-11 | 2021-03-18 | 株式会社荏原製作所 | Plating treatment apparatus, pretreatment apparatus, plating apparatus, plating treatment method, and pretreatment method |
-
2006
- 2006-01-19 JP JP2006011355A patent/JP2006111976A/en active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8419920B2 (en) | 2006-10-03 | 2013-04-16 | Mitsui Mining & Smelting Co., Ltd. | Method of preparing electrolytic copper solution acidified with sulfuric acid, sulfuric-acid-acidified electrolytic copper solution prepared by the preparation method, and electrodeposited copper film |
| CN102677139A (en) * | 2011-01-07 | 2012-09-19 | 诺发系统有限公司 | Configuration and method of operation of an electrodeposition system for improved process stability and performance |
| US9816193B2 (en) | 2011-01-07 | 2017-11-14 | Novellus Systems, Inc. | Configuration and method of operation of an electrodeposition system for improved process stability and performance |
| US10745817B2 (en) | 2011-01-07 | 2020-08-18 | Novellus Systems, Inc. | Configuration and method of operation of an electrodeposition system for improved process stability and performance |
| US9816196B2 (en) | 2012-04-27 | 2017-11-14 | Novellus Systems, Inc. | Method and apparatus for electroplating semiconductor wafer when controlling cations in electrolyte |
| JP2015137374A (en) * | 2014-01-21 | 2015-07-30 | 株式会社荏原製作所 | plating apparatus and plating method |
| TWI634234B (en) * | 2014-01-21 | 2018-09-01 | 荏原製作所股份有限公司 | Plating apparatus and plating method |
| GB2564893A (en) * | 2017-07-27 | 2019-01-30 | Semsysco Gmbh | Distribution system for chemical and/or electrolytic surface treatment |
| JP2019049046A (en) * | 2017-07-27 | 2019-03-28 | セムシスコ ゲーエムベーハーSemsysco GmbH | Distribution system for chemical and/or electrolytic surface treatment |
| GB2564893B (en) * | 2017-07-27 | 2020-12-16 | Semsysco Gmbh | Distribution system for chemical and/or electrolytic surface treatment |
| JP2021042433A (en) * | 2019-09-11 | 2021-03-18 | 株式会社荏原製作所 | Plating treatment apparatus, pretreatment apparatus, plating apparatus, plating treatment method, and pretreatment method |
| JP7355566B2 (en) | 2019-09-11 | 2023-10-03 | 株式会社荏原製作所 | Plating treatment equipment, pretreatment equipment, plating equipment, plating treatment method, and pretreatment method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5293276B2 (en) | Continuous electrolytic copper plating method | |
| Dow et al. | Filling mechanism in microvia metallization by copper electroplating | |
| KR101410953B1 (en) | Electrolytic copper plating process | |
| EP1300488B1 (en) | Plating path and method for depositing a metal layer on a substrate | |
| US6652731B2 (en) | Plating bath and method for depositing a metal layer on a substrate | |
| JP3803968B2 (en) | Acid copper plating method and acid copper plating apparatus | |
| TWI589735B (en) | Method and apparatus for electroplating semiconductor wafer when controlling cations in electrolyte | |
| JP4932370B2 (en) | Electrolytic plating method, printed wiring board and semiconductor wafer | |
| JP2005320631A (en) | Improved plating method | |
| JP2006111976A (en) | Acid copper plating method and acid copper plating device | |
| US20080087549A1 (en) | Additive For Copper Plating And Process For Producing Electronic Circiut Substrate Therewith | |
| TWI683931B (en) | Anode for electrolytic copper plating and electrolytic copper plating device using the same | |
| JP2006283072A (en) | Method of plating microvia and through-hole | |
| JP2006316328A (en) | Method for manufacturing two-layer flexible copper-clad laminate | |
| US20050098538A1 (en) | Methods of cleaning copper surfaces in the manufacture of printed circuit boards | |
| EP2669406B1 (en) | Electrolytic copper plating solution and method of electrolytic copper plating | |
| JP2004332094A (en) | Method and apparatus for via-filling plating substrate having blind viahole | |
| JP3737268B2 (en) | Electrolytic copper plating solution and electrolytic copper plating method using the same | |
| CN114959810A (en) | Novel electro-coppering additive and application thereof | |
| Milad | How to Set Up a Successful Blind Via Hole Fill DC Plating Process | |
| JP4806498B2 (en) | Printed wiring board manufacturing apparatus and manufacturing method | |
| JPH04224682A (en) | Electroless copper plating method, oxygen supplying device used to this method and electroless copper plating apparatus used to this method | |
| JP2006083445A (en) | Electroplating device and electroplating method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080304 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080701 |