JP2005320066A - Packaging-bag loading device - Google Patents
Packaging-bag loading device Download PDFInfo
- Publication number
- JP2005320066A JP2005320066A JP2004365801A JP2004365801A JP2005320066A JP 2005320066 A JP2005320066 A JP 2005320066A JP 2004365801 A JP2004365801 A JP 2004365801A JP 2004365801 A JP2004365801 A JP 2004365801A JP 2005320066 A JP2005320066 A JP 2005320066A
- Authority
- JP
- Japan
- Prior art keywords
- packaging bag
- powder
- filling nozzle
- filling
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Supply Of Fluid Materials To The Packaging Location (AREA)
- Basic Packing Technique (AREA)
Abstract
Description
本発明は、小麦粉などの粉体を包装袋に充填する粉体充填装置の粉体充填部に利用される包装袋の装着装置に関するものである。 The present invention relates to a packaging bag mounting device used in a powder filling unit of a powder filling device for filling powder such as wheat flour into a packaging bag.
粉体、特に小麦粉のような微細な粉体を供給して包装袋に充填するための粉体充填装置150は、従来技術では、図10に示すように、粉体貯留部としてのホッパー152と、ホッパー152の下方に配置され、ホッパー152から流下する粉体をほぼ水平方向に移送する第1のスクリューコンベア154と、この第1のスクリューコンベア154のさらに下方に配置され、この第1のスクリューコンベア154で移送されて、第1のスクリューコンベア154の下側に設けられた開口部から流下した粉体を、さらにほぼ水平方向に移送する第2のスクリューコンベア156とを有しており、この第2のスクリューコンベア156で移送された粉体を充填ノズル158から吐出して包装袋160に充填するようになっている。
In the prior art, a
この粉体充填装置150には、ホッパー152の内部に、ホッパー152内の粉体がブリッジを形成することを防止するための攪拌装置162が設けられており、第1のスクリューコンベア154の粉体移送方向における下流側の終端部および必要なときには第2のスクリューコンベア156の粉体移送方向における下流側の終端部に、粉体とともに移送される空気を排出する排気孔164が設けられている。
The
第2のスクリューコンベア156の粉体移送方向における下流側に配置された充填ノズル158は、包装袋160の上部側面に設けられた小さい開口部(図示しない)に挿入されて粉体を供給する。そのため、充填ノズル158は、第2のスクリューコンベア156の内径よりも小径にする必要があり、第2のスクリューコンベア156と充填ノズル158との接続部は、ラッパ状に細くなるように形成されている。ノズル158の先端には吐出口166が斜め下方に向かって開口して設けられている。また、包装袋160は、その底部が支持フレーム168に支持されており、包装袋160に充填された粉体の重量は、計量装置170によって、支持フレーム168とともに計測される。
The filling
このような粉体充填装置は、例えば、特許文献1、特許文献2などに記載されている。
従来技術の粉体充填装置150は、上記のように、第2のスクリューコンベア156の内径より充填ノズル158の内径が細くなっており、その接続部にラッパ状に縮径する部分が設けられているので、短時間で粉体の充填を行うために粉体を高速で移送しようとすると、そのラッパ状に縮径する部分(ラッパ管)に粉体が詰まり易く、また、吐出口166の径も大きくないので、粉体を短時間で包装袋に充填するのには必ずしも適した構造ではなかった。
As described above, the
また、充填ノズル158の吐出口166は、単に斜め下方に向かって開口しているのみの形状であり、充填ノズル158の内部で押し固められた粉体は、吐出口166の位置で割れて塊状となって落下するので、包装袋160に供給される粉体の量を高い精度で制御することは難しかった。
In addition, the
このため、高速かつ高精度の充填を目的として、包装袋160として上端辺が開放された包装袋を用い、充填ノズル158のラッパ状に縮径する部分を無くして、広口の充填ノズルによって粉体を充填することが検討された。包装袋160として、上端辺が開放された包装袋を用いる場合、その粉体充填装置に採用される包装袋160の保持装置としては、次のような性能が要求される。
For this reason, for the purpose of high-speed and high-precision filling, a packaging bag having an open upper end is used as the
すなわち、包装袋160の保持装置は、包装袋160に充填される粉体が舞い上がって周囲に飛散しないように、包装袋160の開口部を充填ノズル158に密着させるとともに、開口部の全体を略密閉して保持するものである必要がある。
That is, the holding device for the
包装袋160の開口部を充填ノズル158に密着させるように保持する形態とした場合、充填中の包装袋160およびその内容物の荷重は、充填ノズル158側にも支持されることになる。このような形態の粉体充填装置において充填量を高精度に制御するためには、充填ノズル158に包装袋160を吊り下げた状態で、包装袋160の保持部のみで包装袋160の全重量を支えて、その重量を計測する方法が考えられる。その場合、包装袋160の保持装置は、包装袋160の全重量(例えば25kg)を支えられるだけの強固な保持力を有することが要求される。
When it is set as the form which hold | maintains so that the opening part of the
また、包装袋160の保持装置は、異なるサイズの包装袋にも対応できるものであるのが好ましい。しかしながら、これらの性能を具備する包装袋の装着装置は知られていない。
Moreover, it is preferable that the holding device of the
また、包装袋160に粉体を充填した後に包装を完了するためには、例えば従来の脱気装置、整形装置、ヒートシール装置等の装置に包装袋160を適宜搬送するために、包装袋160を次工程へ搬送する搬送手段の搬送用グリップ等が包装袋160を把持するためのスペースを確保する必要がある。従来は、包装袋160の上部に粉体が充填されない領域を確保するために包装袋160の寸法に余裕をもたせ、充填完了後に包装袋上部に粉体が充填されないスペースが生じるようにしていたが、それだけ包装袋160のサイズが大きくなりコストの増加につながっていた。
Further, in order to complete the packaging after filling the
本発明の目的は、このような従来技術の問題点を解消し、上端辺が開放された開口部を有する包装袋を用い、この包装袋に粉体を高速かつ高精度で充填できる粉体充填装置において、包装袋の開口部からの粉体の飛散を防ぐことができ、かつ包装袋を確実に保持でき、さらには、異なるサイズの包装袋にも対応できる包装袋の装着装置を提供することにある。 The object of the present invention is to solve such problems of the prior art, and use a packaging bag having an opening with an open upper end, and the powder can be filled into the packaging bag at high speed and with high accuracy. To provide a packaging bag mounting device that can prevent powder from scattering from the opening of the packaging bag, can hold the packaging bag securely, and can also handle packaging bags of different sizes. It is in.
また、包装袋における、粉体が充填される領域を制限することで、充填が完了した包装袋をヒートシール等の次工程へ搬送する搬送手段の搬送用グリップ等が包装袋を把持するためのスペースを確保することができる包装袋の装着装置を提供することを目的とする。 In addition, by restricting the area in the packaging bag where the powder is filled, a grip for transporting the transporting means for transporting the packed packaging bag to the next process such as heat sealing is used for gripping the packaging bag. An object of the present invention is to provide a packaging bag mounting apparatus capable of securing a space.
上記の課題を解決するために、本発明は、粉体を供給して包装袋に充填する充填口および前記粉体と同時に供給される空気を前記包装袋から排出する排気孔を有する充填ノズルと、
中央部が前記充填ノズルの外周にほぼ密着する形状であって、両端部が前記充填ノズルの外方に突出する形状である一対の包装袋保持アームと、
前記一対の包装袋保持アームを開閉する保持アーム開閉機構とを有し、
前記粉体を充填する前記包装袋を、前記充填ノズルの外周と前記一対の包装袋保持アームとの間に挟持して保持することを特徴とする包装袋の装着装置を提供する。
In order to solve the above problems, the present invention includes a filling port for supplying powder and filling the packaging bag, and a filling nozzle having an exhaust hole for discharging air supplied simultaneously with the powder from the packaging bag; ,
A pair of packaging bag holding arms having a shape in which the central portion is substantially in close contact with the outer periphery of the filling nozzle, and both end portions are shaped to protrude outward of the filling nozzle;
A holding arm opening and closing mechanism for opening and closing the pair of packaging bag holding arms,
There is provided a packaging bag mounting device characterized in that the packaging bag filled with the powder is sandwiched and held between an outer periphery of the filling nozzle and the pair of packaging bag holding arms.
ここで、前記充填ノズルは、断面形状がほぼ楕円形であって、中央部に円形の前記充填口を有し、その両側に前記排気孔が配置されているのが好ましい。 Here, it is preferable that the filling nozzle has a substantially elliptical cross-sectional shape, has a circular filling port in the center, and the exhaust holes are arranged on both sides thereof.
さらに、前記包装袋保持アームは、前記充填ノズルに当接する前記包装袋保持アームの湾曲部の近傍の下面に付設された、前記包装袋を挟持して前記包装袋における前記粉体が充填される領域を制限する補助アームを含み、
前記補助アームの一部が、前記包装袋保持アームと平行になるように設けられていることを特徴とする包装袋の装着装置を提供する。
Furthermore, the packaging bag holding arm is attached to a lower surface in the vicinity of the curved portion of the packaging bag holding arm that contacts the filling nozzle, and the packaging bag is filled with the powder in the packaging bag. Including an auxiliary arm to limit the area,
Provided is a packaging bag mounting device, wherein a part of the auxiliary arm is provided in parallel with the packaging bag holding arm.
また、前記一対の包装袋保持アームおよび/または前記補助アームの内面には、前記包装袋を前記充填ノズルの外周に圧接する弾性体による押圧部材を有するのが好ましい。 Moreover, it is preferable that the inner surface of the pair of packaging bag holding arms and / or the auxiliary arms has a pressing member made of an elastic body that presses the packaging bag against the outer periphery of the filling nozzle.
また、前記押圧部材は、その外周面で前記包装袋を保持するチューブ状の弾性体であるのが好ましい。 Moreover, it is preferable that the said pressing member is a tube-shaped elastic body holding the said packaging bag in the outer peripheral surface.
また、前記押圧部材は、その外周面で前記包装袋を保持するための滑り止めとしての突起部を有する弾性体であるのが好ましい。 Moreover, it is preferable that the said pressing member is an elastic body which has the protrusion part as a slipper for hold | maintaining the said packaging bag in the outer peripheral surface.
また、前記一対の包装袋保持アームにおける前記充填ノズルの外方に突出する部分の長さは、前記充填ノズルに装着された前記包装袋の開口部の前記充填ノズルから突出する長さ以上であるのが好ましい。 In addition, the length of the portion of the pair of packaging bag holding arms that protrudes outward from the filling nozzle is equal to or longer than the length of the opening of the packaging bag that is mounted on the filling nozzle. Is preferred.
また、前記一対の包装袋保持アームを開閉する前記保持アーム開閉機構が、前記充填ノズルの上側に配置されているのが好ましい。
さらに、前記充填ノズルの前記排気孔には、空気とともに粉体が排出されることを防止するフィルタと、このフィルタを通して排出される空気を吸引する排気ポンプとを有するのが好ましい。
Moreover, it is preferable that the holding arm opening / closing mechanism for opening and closing the pair of packaging bag holding arms is disposed above the filling nozzle.
Furthermore, it is preferable that the exhaust hole of the filling nozzle has a filter that prevents the powder from being discharged together with air, and an exhaust pump that sucks the air discharged through the filter.
本発明は、上記のように構成されているので、広口の充填ノズルによって粉体の包装袋への充填を高速かつ高精度に行うことができる粉体充填装置において、上端辺が開放された開口部を有する包装袋を用いた場合にも、包装袋の開口部から粉体が周囲に飛散するのを防ぐことができ、かつ包装袋を確実に保持する包装袋の装着装置を提供することができる。また、本発明の包装袋の装着装置によれば、異なるサイズの包装袋にもその構成を変えることなく即時に対応することができる。 Since the present invention is configured as described above, an opening having an open upper end is provided in a powder filling apparatus capable of filling powder packaging bags at high speed and with high accuracy by a wide-mouth filling nozzle. Even when a packaging bag having a portion is used, it is possible to prevent the powder from scattering from the opening of the packaging bag and to provide a packaging bag mounting device that holds the packaging bag securely. it can. Moreover, according to the packaging bag mounting apparatus of the present invention, it is possible to immediately cope with packaging bags of different sizes without changing the configuration.
また、包装袋を次工程へ搬送する搬送手段の搬送用グリップ等が確実に包装袋を把持するためのスペースを確保することができる。また、同時に包装袋の上部をシールするシール代も確保できる。 Moreover, the conveyance grip of the conveyance means which conveys a packaging bag to the next process can ensure the space for gripping a packaging bag reliably. At the same time, a seal allowance for sealing the upper portion of the packaging bag can be secured.
さらに、補助アームは粉体が充填される領域を制限するので、搬送用グリップ等が包装袋を把持するためのスペースへの粉体の流入を考慮する必要がなくなり、包装袋を従来よりも小型なものにすることができる。これにより、包装袋製造に要する包装材料の使用量を減少させコストを削減することができる。また、粉体が充填される領域を制限することによって嵩密度を高くすることができる。 In addition, since the auxiliary arm limits the area where the powder is filled, there is no need for the conveyance grip etc. to consider the inflow of powder into the space for holding the packaging bag, and the packaging bag is smaller than before. Can be made. Thereby, the usage-amount of the packaging material required for packaging bag manufacture can be reduced, and cost can be reduced. Further, the bulk density can be increased by limiting the region where the powder is filled.
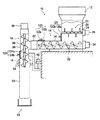
以下、本発明の包装袋の装着装置を、添付の図面に示す好適実施形態に基づいて説明する。図1は、本発明の包装袋の装着装置を採用した粉体充填装置の一例を示す斜視図、図2は、同粉体充填装置の断面図である。同図に示すように、この実施形態の粉体充填装置10は、粉体貯留部としてのホッパー12に貯留された粉体を、ホッパー12の下方に配置された第1のスクリューコンベア14で水平方向に移送し、この第1のスクリューコンベア14の粉体移送方向における下流側の終端部に配置された第2のスクリューコンベア16で下向きに移送して、第2のスクリューコンベア16の直下に設けられた粉体の充填ノズル18から包装袋20に粉体を供給するものである。包装袋20としては、4辺のうちの1辺(上端辺)が開口した通常の袋を利用でき、樹脂製、紙製、またはそれらの多層体等からなる、充填量に応じた各種のサイズの袋を用いることができる。
DESCRIPTION OF EMBODIMENTS Hereinafter, a packaging bag mounting device according to the present invention will be described based on preferred embodiments shown in the accompanying drawings. FIG. 1 is a perspective view showing an example of a powder filling apparatus employing the packaging bag mounting apparatus of the present invention, and FIG. 2 is a cross-sectional view of the powder filling apparatus. As shown in the figure, the
粉体貯留部としてのホッパー12には、従来技術と同様に、粉体がブリッジを形成して粉体の流下を阻害することのないように、ホッパー12の内部に粉体を攪拌する攪拌装置22を有することが望ましい。この攪拌装置22は、図示するように、回転する軸24の周りに棒状の突起26を設けてモータ28で駆動するものなどを好適に使用することができる。
In the
ホッパー12の下方には、粉体貯留部としてのホッパー12から流下して供給される粉体を水平方向に移送する第1のスクリューコンベア(スクリューフィーダ)14が設けられている。この実施形態の第1のスクリューコンベア14は、粉体を移送するための通常のスクリューコンベアであり、外筒30の内面と僅かな間隙を保って回転するスクリュー32がモータ34によって駆動されて粉体を移送する。
Below the
第2のスクリューコンベア16は、第1のスクリューコンベア14と同様のスクリューコンベアであり、外筒36の内面と僅かな間隙を保って回転するスクリュー38がモータ40によって駆動されて粉体を移送する。第1のスクリューコンベア14の粉体移送方向における下流側の終端部には、第2のスクリューコンベア16の回転軸が鉛直に配置されている。
The
第1のスクリューコンベア14と第2のスクリューコンベア16との間隙には、第1のスクリューコンベア14と第2のスクリューコンベア16とを接続するゴムなどの可撓性の弾性体からなる接続部材42が設けられている。これにより、第1のスクリューコンベア14と第2のスクリューコンベア16とが重量的に縁を切られ、後述するように、計量装置62によって、第2のスクリューコンベア16に入った粉体の重量を正確に計測できるようにされている。この接続部材42は、図2では可撓性であることを明確に示すためにベローズ状に描かれているが、実際には、粉体が滞留することを防止するために、少なくとも内面は平滑なチューブ状となっていることが望ましい。
In the gap between the
ホッパー12の攪拌装置22の近傍、第1のスクリューコンベア14の粉体移送方向における下流側の終端部の近傍、および、第2のスクリューコンベア16の充填ノズル18の近傍には、それぞれ、脱気口120,122,124が設けられている。脱気口120,122,124は、攪拌によって粉体に混入し、粉体と共に移送される空気を粉体充填装置10の外部に排出するためのもので、粉体充填装置10の各部の壁等に配されたフィルタ120a,122a,124aと、これらのフィルタを通して排気された空気を回収する脱気管120b,122b,124b等から構成される。また、脱気管120b,122b,124bには、図示しない吸気装置が接続されている。
In the vicinity of the stirring device 22 of the
フィルタ120a,122a,124aとしては、従来用いられている金網やパンチングメタル等のフィルタを始め、本出願人に係る、特開2000−335748号公報、特開平8−231051号公報等に開示されるフィルタ等が好適に利用される。図示しない吸気装置によって吸引されることにより、粉体充填装置10内の空気がフィルタ120a,122a,124aを通過して排出され、粉体充填装置10内の粉体が脱気される。
The
第2のスクリューコンベア16の下側に位置する粉体移送方向における下流側の終端部には、供給する粉体を包装袋20に充填するための充填ノズル18が配置されている。充填ノズル18は、第2のスクリューコンベア16の外形と同程度の短軸を有するほぼ楕円形状の横断面を有しており、充填ノズル18の長軸方向の幅は、第2のスクリューコンベア16の外形よりも広く、第2のスクリューコンベア16の側方(図1では左右方向、図2では紙面に垂直な方向)に張り出している。
A filling
図3(a)に、長軸方向(図2中、紙面に垂直な方向、図1中、略左右方向)の充填ノズル18の縦断面図を、図3(b)に、短軸方向(図2中、左右方向)の縦断面図を、図3(c)に、図3(a)に対応する充填ノズル18の下面図を示す。なお、図3(a)〜(c)には、後述する包装袋保持装置52も併せて示してある。充填ノズル18には、中央に粉体を供給する充填口44が、長軸に沿ったその両側に粉体とともに供給された空気を排出する排気孔46が形成されている。
3A is a longitudinal sectional view of the filling
この充填ノズル18は、円形の充填口44の口径が第2のスクリューコンベア16の外筒36の内径とほぼ同径かやや大径となる寸法で接続されており、第2のスクリューコンベア16で移送された粉体は、押し固められることなく充填ノズル18の充填口44を通過して包装袋20に充填される。このとき、粉体と同時に移送されて包装袋20の内部に流入した空気は、排気孔46から排出される。
The filling
排気孔46から排出される空気は、排気ポンプ49によって、充填口44の上部に配置された空気室48を経て、パイプ50を経由して外部に排出される。ここで、排気孔46の下面またはその内部には、空気とともに粉体が排出されるのを防止するためのフィルタ47が設けられているのが好ましい。
The air exhausted from the
包装袋20は、図示しない給袋装置によって、開口部の長手方向(包装袋20の幅方向)を充填ノズル18の長軸方向に一致させて充填ノズル18の位置に供給され、充填ノズル18から下方の位置に、包装袋保持装置52によって吊り下げた状態で保持される。すなわち、充填ノズル18および包装袋保持装置52は、本発明の包装袋の装着装置を構成する。
The
この包装袋保持装置52は、図1および図3(b)に示すように、一対の包装袋保持アーム54と、この一対の包装袋保持アーム54を開閉する保持アーム開閉機構56とからなる。包装袋保持装置52は、包装袋20の供給装置(図示しない)で充填ノズル18の位置に供給され、上端の開口部を開いて充填ノズル18に被せるように配置された包装袋20を、充填ノズル18の外周と一対の包装袋保持アーム54との間に挟持し、包装袋20を吊り下げた状態で、その開口部を充填ノズル18に密着させるように押し付けて保持する。
As shown in FIGS. 1 and 3B, the packaging
一対の包装袋保持アーム54のそれぞれは、図3(c)に示すように、充填ノズル18の略楕円形の外形のうち長軸で分割される半周分に対応する形状の保持部(湾曲保持部)54aを有し、一対の包装袋保持アーム54(湾曲保持部54a)で充填ノズル18を挟むことにより、充填ノズル18の全外周をほぼ閉塞する形状とされている。
As shown in FIG. 3C, each of the pair of packaging
また、一対の包装袋保持アーム54のそれぞれは、湾曲保持部54aから連続して、充填ノズル18の長軸方向に延在する部分、すなわち、充填ノズル18の側方(図1および図3(c)における左右方向)に突出する直線状保持部54bを有している。一対の包装袋保持アーム54は、それぞれの湾曲保持部54aが充填ノズル18に密着する位置のとき、それぞれの直線状保持部54bが密着するように構成されている。直線状保持部54bが湾曲保持部54aの側方に突出する長さは、充填ノズル18に装着された包装袋20の開口部が充填ノズル18の側方に張り出す長さとほぼ同じか、それよりも長いことが望ましい。
Each of the pair of packaging
湾曲保持部54aおよび直線状保持部54bの包装袋20に接する面には、ゴムなどの弾性体による押圧部材58が配置されている。包装袋保持装置52は、この押圧部材58を介して包装袋20の開口部を挟持することにより、包装袋20の開口部の中央部分(充填ノズル18に接する部分)を充填ノズル18に密着させて保持するとともに、包装袋20の開口部の充填ノズル18の両側に突出する部分を一対の直線状保持部54bの間に密閉して保持する。
A pressing
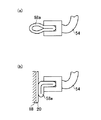
図4(a)および図4(b)は、押圧部材58の他の実施形態を示す模式的断面図である。図4(a)は、包装袋20を開放している時の状態を示し、図4(b)は包装袋20を保持している時の状態を示す。図4に示す例では、チューブ状の押圧部材58aの一部が包装袋保持アーム54の先端部に固着され、押圧部材58aの固着されていない外周面側で包装袋20が保持される。
FIG. 4A and FIG. 4B are schematic cross-sectional views showing other embodiments of the pressing
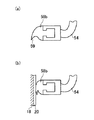
また、図5(a)および図5(b)は、上述した押圧部材58の実施形態(図4に示される)とは別の実施形態を示す模式的断面図である。図5(a)は、包装袋20を開放している時の状態を示し、図5(b)は包装袋20を保持している時の状態を示す。
図5に示す例では、押圧部材58bと包装袋保持アーム54の先端とは相互に咬み合うように形成されており、押圧部材58bは包装袋保持アーム54の先端に嵌入される。押圧部材58bは、包装袋保持アーム54が包装袋20を保持する保持動作中に包装袋20の滑落を防止する滑り止めである突起部59が設けられる。
5A and 5B are schematic cross-sectional views showing an embodiment different from the above-described embodiment of the pressing member 58 (shown in FIG. 4). 5A shows a state when the
In the example shown in FIG. 5, the pressing
なお、押圧部材58としては、包装袋保持装置52による包装袋20の保持力を一層高めるために、摩擦係数の高いものや、吸着性のあるものを用いるのも好ましい。
In addition, as the pressing
なお、充填ノズル18の部分での包装袋20の密閉性をより完全にするために、ほぼ楕円形をした充填ノズル18の長軸の両端部は、包装袋保持アーム54の屈曲部(湾曲保持部54aと直線状保持部54bとの接続部)のカーブに合わせた突起形状とするのが好ましいが、押圧部材58によって包装袋20がほぼ密閉される形状であればよく、突起形状でなくともよい。また、充填ノズル18の排気孔46の形状は、上述の円形のものには限定されず、例えば、三日月形状等として、充填ノズル18の充填口44以外の面積を有効に利用し、より開孔面積を大きく取るようにしてもよい。
In order to make the sealing of the
上述したように、包装袋20は、その幅方向が充填ノズル18の長軸方向に一致するように配置されるので、開口部はほぼ短軸の長さ分だけ開かれればよく、速やかな供給が可能である。また、包装袋保持アーム54によって、包装袋20の中央部から側部までを緩やかなカーブと直線で保持されるので、保持部における包装袋20の負担が小さい。
As described above, since the
粉体充填装置10において複数種類の包装袋への充填が行われる場合には、一対の包装袋保持アーム54として、直線状保持部54bの長さが粉体充填装置10で充填される最大サイズの包装袋の開口部長さに対応するもの、すなわち、直線状保持部54bの一端から他端までの長さが、最大サイズの包装袋の開口部長さとほぼ同じかそれよりも長いものを用いることにより、包装袋保持装置52を取り替えることなく、同一の包装袋保持装置52で各種の包装袋を同様に保持することができる。
When a plurality of types of packaging bags are filled in the
保持アーム開閉機構56は、図1に示すように、充填ノズル18の上方に配置されたロータリーシリンダ60によって包装袋保持アーム54を揺動させるものであって、ロータリーシリンダ60を回動させることによって包装袋保持アーム54を揺動させて、包装袋20を保持し、あるいは開放する。そして、図3(b)に示すように、包装袋保持アーム54は押圧部材58を介して包装袋20の上端の開口部を充填ノズル18に密着させるように圧接して保持する。
As shown in FIG. 1, the holding arm opening /
保持アーム開閉機構56は、充填ノズル18の上方に取り付けられているので、保持アーム開閉機構56の支持部材や配線等を充填ノズル18の周辺に設ける必要が無い。そのため、充填ノズル18への包装袋20の供給路を広く確保できる。また、保持アーム開閉機構56が充填ノズル18と一体的に構成されているので、後述するように、計量装置62による粉体の充填量の測定が可能となる。
Since the holding arm opening /
充填ノズル18の後方(図2では右側)の位置には、収納袋20に充填された粉体の重量を計量する計量装置62が設けられている。この計量装置62は、充填ノズル18に吊り下げた状態で保持されている収納袋20に充填される粉体の重量を、充填中に即時に計測するもので、第2のスクリューコンベア16、充填ノズル18、包装袋保持装置52およびこれらに取り付けられた部品等を一体で支持することによって、それらの総重量を計測し、粉体の充填による重量の増加分を計測することで、収納袋20に充填された粉体の重量を計量する。
A measuring
前述の、第1のスクリューコンベア14と第2のスクリューコンベア16との間隙に設けられたゴムなどの可撓性の弾性体からなる接続部材42は、計量装置62による充填量の計量のためにも必要であり、この接続部材42によって、第1のスクリューコンベア14が第2のスクリューコンベア16の重量を支えることがないように構成されている。このため、接続部材42は、その剛性によって計測値に誤差が生じないように、充分な可撓性を有することが必要となる。計量装置62には、従来公知の各種の計量装置を利用することができる。
The connecting
充填ノズル18に吊り下げた状態で保持されている包装袋20の下方には、所定の量の粉体が充填された包装袋20を受け取る、上下動する載置台66が配置されている。この載置台66は、粉体が充填された包装袋20を衝撃なく下から受け取って包装袋20を充填部から退避させる機構を有するのが好ましい。充填ノズル18からの包装袋20への粉体の充填が完了すると、載置台66が上昇して包装袋20を支持する。次に、包装袋保持装置52による包装袋20の保持が解除される。そして、充填済みの包装袋20は、載置台66およびその他の搬送装置等によってヒートシール等の次工程へと搬送される。
Below the
ここで、包装袋の上部を把持してこれをヒートシール等の次工程に搬送する、上記その他の搬送手段を構成する搬送用グリップによって包装袋が確実に把持されることが望ましい。以下に上記の要求をみたす形状を有する包装袋保持装置を備える粉体充填装置について説明する。 Here, it is desirable that the packaging bag is securely gripped by the grip for transport that constitutes the other transporting means that grips the upper part of the packaging bag and transports it to the next process such as heat sealing. A powder filling apparatus including a packaging bag holding apparatus having a shape that meets the above requirements will be described below.
図6は、上述した包装袋保持装置52の他の実施形態である包装袋保持装置70を備える粉体充填装置100における、包装袋保持装置70付近を示す斜視図である。ここで、以下に説明する包装袋保持装置70およびそれを備える粉体充填装置100は、図1に示される包装袋保持装置52を構成する包装袋保持アーム54を除いて同じ部品で構成される。
図6に示されるように、包装袋保持装置70は、包装袋20を保持する包装袋保持アーム72と、包装袋保持アーム72を開閉させる保持アーム開閉機構であるロータリーシリンダ60とを含み構成される。
FIG. 6 is a perspective view showing the vicinity of the packaging
As shown in FIG. 6, the packaging
包装袋保持アーム72について説明する。図7(a)には包装袋保持アーム72の側面図が、図7(b)には、包装袋保持アーム72の下面図が示される。
図6または図7に示されるように、包装袋保持アーム72は、充填ノズルに沿って湾曲して形成される湾曲保持部74と、湾曲保持部74の両端から延在して充填ノズルの側方に突出する直線状保持部76と、湾曲保持部74の両端部であって直線状保持部76の下面に付設されている補助アーム78とを含み構成される。湾曲保持部74の側方に突出する直線状保持部76の長さは、充填ノズル18に装着された包装袋20の開口部が充填ノズル18の側方に張り出す長さとほぼ同じか、それよりも長いことが望ましい。
The packaging
As shown in FIG. 6 or FIG. 7, the packaging
また、補助アーム78は、直線状保持部76に対して略垂直に設けられた支持部80と、支持部80から延在して直線状保持部76と略平行に設けられた当接部82とを有する。上記その他の搬送装置を構成する、後述する搬送用グリップ84が包装袋20を把持するために、直線状保持部76と当接部82とは十分な間隔を持って設けられる。また、当接部82の長さは直線状保持部76の長さと同様に、充填ノズル18に装着された包装袋20の開口部が充填ノズル18の側方に張り出す長さとほぼ同じか、それよりも長いことが望ましい。
The
図7に示されるように、包装袋保持アーム72が包装袋20に接する面には、ゴムなどの弾性体による押圧部材58が配置されている。ここで、押圧部材58には上述した押圧部材58a、58bが使用できる。
As shown in FIG. 7, a pressing
ところで、包装袋20に充填される粉体は、脱気されていたり、スクリューコンベア14,16により圧縮されていたりするため、その流動性が高いものではない場合が多い。従って、補助アーム78の支持部80の内面に押圧部材58を設けなくても、包装袋保持アーム72が包装袋20を保持する保持動作中に、充填中の粉体が充填ノズル18の脇から当接部82の上方に流入するようなことは起こりにくいために、支持部80の内面には必ずしも押圧部材を設けなくてもよい。
By the way, since the powder with which the
また、図6に示されるように保持アーム開閉機構として包装袋保持アーム72を揺動させる動力源であるロータリーシリンダ60が充填ノズル18の上部に設けられており、包装袋保持アーム72と接続されている。ロータリーシリンダ60を回動させることによって包装袋保持アーム72を揺動させて、充填ノズル18と包装袋保持アーム72との間で包装袋20を押圧することによりこれを保持することができる。
Further, as shown in FIG. 6, a
図8は、包装袋20を保持する包装袋保持アーム72を示す正面図である。包装袋保持装置70の包装袋保持アーム72は、押圧部材58を介して包装袋20の開口部を保持することにより、包装袋20の開口部の中央部分(充填ノズル18に接する部分)を充填ノズル18に密着させて保持するとともに、包装袋20の開口部の充填ノズル18の両側に突出する部分を一対の直線状保持部76で保持することにより包装袋20を密閉する。
FIG. 8 is a front view showing the packaging
また、補助アーム78は、包装袋20を挟持することによって、包装袋20内部に充填される粉体が包装袋20上部へ流入することを防ぐことができる。これにより、図8に破線で示されるように、包装袋20を次工程へと搬送するその他の搬送手段の搬送用グリップ84が包装袋20を把持するためのスペースを確保することができる。粉体が包装袋20上部に流入して搬送用グリップ84の把持動作を妨げることがないので、安定した充填が可能である。また、包装袋20をシールするためのシール代を確保することができる。
Further, the
さらに、補助アーム78を設けた結果、包装袋20の大きさを従来よりも小さくすることができる。従来、搬送用グリップ84が包装袋20における粉体が充填されない領域を確実に把持するために、包装袋20の上部に余裕をもたせていた。しかし、補助アーム78によって包装袋20における粉体が充填される領域が限定されるために、包装袋20にそのような余裕を持たせる必要がなく、包装袋20を小さくすることが可能になる。これにより、包装袋20の製造に要する包装材料の使用量が減少しコストを削減することができる。
Furthermore, as a result of providing the
また、同時に粉体の嵩密度を高くすることができ、これにより充填および包装が完了した包装袋20のはい付け作業時における包装袋20を積み上げた状態での安定性が良好になる。
At the same time, the bulk density of the powder can be increased, thereby improving the stability of the
図8に示される搬送用グリップ84は、充填が完了した包装袋20をヒートシール工程や、整形工程といった次工程に搬送する公知の搬送装置の搬送用グリップである。搬送用グリップ84は、包装袋20が粉体充填装置100(図6参照)に供給されて粉体の充填が完了するまでの間、充填作業を妨げない位置に退避している。充填が完了した後、搬送用グリップ84が、包装袋保持アーム72の直線状保持部76と当接部82との間を把持し、上述したような次工程に包装袋20を搬送する。
The
ところで、上述した包装袋保持アーム72に含まれる補助アーム78は、直線状保持部76と湾曲保持部74との接続部に溶接等の手段で一体的に構成されているものであるが、使用中における変形等を考慮すると、補助アーム78の角度変更等の調整が容易に行えることも好ましい。以下に、このような補助アームの角度を調節するための接続部材を介して接続された補助アームを備える包装袋保持アームの実施形態について説明する。
By the way, the
図9は、図7の矢印Aに示される方向から包装袋保持アームを見たときに相当する包装袋保持アーム90を示す側面図である。包装袋保持アーム90は、補助アームを接続する接続部材92を有することと、図7に示される包装袋保持アーム72における補助アーム78に相当する補助アーム94を有すること以外は、上述した包装袋保持アーム72と同様の構成である。
FIG. 9 is a side view showing the packaging
図9に示される接続部材92は、湾曲保持部74の近傍で直線状保持部76の下側面に位置決め固定される板状の部材である。接続部材92の側面には、補助アーム94をボルト98で固定するための穴が設けられている。また、補助アーム94を構成する、略垂直方向に設けられた支持部96の上部にも、支持部96を接続部材92にボルト98で固定するための穴が設けられている。これらの穴は、直線状保持部76の長手方向と平行(図9では紙面に対して垂直)になるように設けられる。補助アーム94は接続部材92にボルト98を締結して固定される際に、その固定された点を軸に回動させることによりその角度の調節がなされる。
The
上述のようにして角度が調節できることによって、例えば、包装袋保持アーム90の保持動作中に、一対の補助アーム94が十分な挟持力で包装袋を挟持できない場合は、補助アーム94の角度を調節して、補助アーム94が包装袋に当接する方向にその位置を移動させることで問題を解決することができる。
By adjusting the angle as described above, for example, when the pair of
また、補助アーム94が包装袋を挟持する挟持動作が包装袋保持アーム90の保持動作を妨げて、包装袋保持アーム90が十分な保持力で包装袋を保持できない場合は、補助アーム94が包装袋に当接する方向と逆の方向に補助アーム94の位置を移動させることで問題を解決することができる。
Further, when the
また、本実施形態の包装袋保持アーム90は、二対の補助アーム94相互間の距離を調節可能に構成されるため、様々な形状(厚み)の包装袋を使用する場合等にも対応できる。
In addition, since the packaging
本発明の包装袋の装着装置は、以上に説明したように構成されているので、上端辺が開放された開口部を有する包装袋を用い、この包装袋に粉体を高速かつ高精度で充填できる粉体充填装置において、包装袋の開口部からの粉体の飛散を防ぐことができ、かつ包装袋を確実に保持でき、さらには、異なるサイズの包装袋にも対応できる包装袋の装着装置を提供することができる。 Since the packaging bag mounting device of the present invention is configured as described above, a packaging bag having an opening having an open upper end is used, and powder is filled in the packaging bag at high speed and with high accuracy. In a powder filling apparatus capable of preventing powder scattering from the opening of the packaging bag, holding the packaging bag securely, and further supporting packaging bags of different sizes Can be provided.
また、包装袋を次工程に搬送する公知の搬送装置が確実に包装袋を把持するためのスペースを確保することができ、それと同時に、包装袋の上部をシールするシール代も確保できる。さらに、包装袋を小型化することによりコストを削減することができる。また、包装袋を小型化した結果として嵩密度を高くすることもできる。 In addition, a known conveyance device for conveying the packaging bag to the next process can secure a space for securely holding the packaging bag, and at the same time, a seal margin for sealing the upper portion of the packaging bag can be secured. Furthermore, the cost can be reduced by downsizing the packaging bag. In addition, the bulk density can be increased as a result of downsizing the packaging bag.
以上、本発明の包装袋の装着装置について詳細に説明したが、上述の構成に限定されずにその趣旨を逸脱しない範囲において変更が可能である。 As mentioned above, although the mounting apparatus of the packaging bag of this invention was demonstrated in detail, it can change in the range which does not deviate from the meaning, without being limited to the above-mentioned structure.
10 粉体充填装置
12 ホッパー
14 第1のスクリューコンベア
16 第2のスクリューコンベア
18 充填ノズル
20 包装袋
22 攪拌装置
24 軸
26 棒状の突起
28 モータ
30,36 外筒
32,38 スクリュー
34,40 モータ
42 接続部材
44 充填口
46 排気孔
47 フィルタ
48 空気室
49 排気ポンプ
50 パイプ
52 包装袋保持装置
54 包装袋保持アーム
54a 湾曲保持部
54b 直線状保持部
56 保持アーム開閉機構
58,58a,58b 押圧部材
59 突起部
60 ロータリーシリンダ
62 計量装置
66 載置台
70 包装袋保持装置
72 包装袋保持アーム
74 湾曲保持部
76 直線状保持部
78 補助アーム
80 支持部
82 当接部
84 搬送用グリップ
90 包装袋保持アーム
92 接続部材
94 補助アーム
96 支持部
98 ボルト
100 粉体充填装置
120,122,124 脱気口
120a,122a,124a フィルタ
120b,122b,124b 脱気管
DESCRIPTION OF
Claims (9)
中央部が前記充填ノズルの外周にほぼ密着する形状(湾曲部)であって、両端部が前記充填ノズルの外方に突出する形状である一対の包装袋保持アームと、
前記一対の包装袋保持アームを開閉する保持アーム開閉機構とを有し、
前記粉体を充填する前記包装袋を、前記充填ノズルの外周と前記一対の包装袋保持アームとの間に挟持して保持することを特徴とする包装袋の装着装置。 A filling nozzle for supplying powder to fill the packaging bag and a filling nozzle having an exhaust hole for discharging air supplied simultaneously with the powder from the packaging bag;
A pair of packaging bag holding arms having a shape (curved portion) in which the central portion is substantially in close contact with the outer periphery of the filling nozzle, and both end portions are shaped to protrude outward of the filling nozzle;
A holding arm opening and closing mechanism for opening and closing the pair of packaging bag holding arms,
The packaging bag mounting device, wherein the packaging bag for filling the powder is sandwiched and held between an outer periphery of the filling nozzle and the pair of packaging bag holding arms.
前記補助アームの一部が、前記包装袋保持アームと平行になるように設けられていることを特徴とする請求項1または2に記載の包装袋の装着装置。 The packaging bag holding arm is attached to a lower surface in the vicinity of the curved portion of the packaging bag holding arm in contact with the filling nozzle, and sandwiches the packaging bag and fills the powder in the packaging bag. Including auxiliary arms to limit,
The packaging bag mounting device according to claim 1, wherein a part of the auxiliary arm is provided in parallel with the packaging bag holding arm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004365801A JP2005320066A (en) | 2004-04-07 | 2004-12-17 | Packaging-bag loading device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112736 | 2004-04-07 | ||
| JP2004365801A JP2005320066A (en) | 2004-04-07 | 2004-12-17 | Packaging-bag loading device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005320066A true JP2005320066A (en) | 2005-11-17 |
| JP2005320066A5 JP2005320066A5 (en) | 2007-09-06 |
Family
ID=35467624
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004365801A Pending JP2005320066A (en) | 2004-04-07 | 2004-12-17 | Packaging-bag loading device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005320066A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007302279A (en) * | 2006-05-10 | 2007-11-22 | Nisshin Seifun Group Inc | Powder filling device |
| JP4880000B2 (en) * | 2006-02-10 | 2012-02-22 | エコ、レーン、リサーチ、アンド、デベロップメント、アクティーゼルスカブ | Folding container filling device |
| CN107719764A (en) * | 2017-11-20 | 2018-02-23 | 咸丰隆态生物科技有限公司 | A kind of biomass fertilizers sack-filling device |
| CN107985679A (en) * | 2017-11-24 | 2018-05-04 | 重庆六丰农业开发有限公司 | A kind of rice packaging device |
| JP7582725B1 (en) | 2024-05-15 | 2024-11-13 | ニューロング工業株式会社 | Packaging Systems |
-
2004
- 2004-12-17 JP JP2004365801A patent/JP2005320066A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4880000B2 (en) * | 2006-02-10 | 2012-02-22 | エコ、レーン、リサーチ、アンド、デベロップメント、アクティーゼルスカブ | Folding container filling device |
| JP2007302279A (en) * | 2006-05-10 | 2007-11-22 | Nisshin Seifun Group Inc | Powder filling device |
| CN107719764A (en) * | 2017-11-20 | 2018-02-23 | 咸丰隆态生物科技有限公司 | A kind of biomass fertilizers sack-filling device |
| CN107985679A (en) * | 2017-11-24 | 2018-05-04 | 重庆六丰农业开发有限公司 | A kind of rice packaging device |
| JP7582725B1 (en) | 2024-05-15 | 2024-11-13 | ニューロング工業株式会社 | Packaging Systems |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2311237T3 (en) | MACHINE TO CONFORM, FILL AND CLOSE SACKS WITH SACK ELEVATOR DEVICE. | |
| WO2000005161A1 (en) | Stick-like article supply device | |
| JP4402967B2 (en) | Powder filling equipment | |
| JP2005320066A (en) | Packaging-bag loading device | |
| JP4832737B2 (en) | Vacuum transfer device with weighing device | |
| US20160368719A1 (en) | Emptying device | |
| JP2005502560A (en) | Apparatus and method for transporting material transported in the form of fine particles, powder, granules or granules from a storage container into a work container or transport container, or an equivalent storage space | |
| JP2007302279A (en) | Powder filling device | |
| JP4427432B2 (en) | Powder filling method | |
| CN217969992U (en) | Vibration feeding gate scale suitable for high-hardness particle industry | |
| CN217864855U (en) | Special feeder for packing machine | |
| ITMI20072177A1 (en) | PACKAGING MACHINE FOR PACKAGING FINE GRAIN PRODUCTS | |
| CN208325767U (en) | A kind of hopper of real-time monitoring internal material weight | |
| CN211568360U (en) | Pneumatic powder medicine adding device | |
| ES2939038T3 (en) | Flow regulation system for filling a bag with a granular product, and corresponding machine and procedure | |
| CN217649738U (en) | Bagging mechanism for chemical fertilizer processing | |
| CN112208844A (en) | Blocky alloy packaging equipment and using method | |
| CN215972213U (en) | Vibration type is weighed down and is removed ton chartered plane | |
| CN211545262U (en) | Powder worm charge device | |
| JP7072185B2 (en) | Granular material supply device | |
| JP5419266B2 (en) | Transport device | |
| CN211001953U (en) | Micro powder packaging machine | |
| JP4069234B2 (en) | Method for filling powder into container | |
| CN213974544U (en) | Quantitative packaging system for powdery materials | |
| CN212502488U (en) | Packing plant is used in animal remedy production that can ration bagging-off |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20070724 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091027 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100309 |