JP2005298972A - Heat treatment equipment - Google Patents
Heat treatment equipment Download PDFInfo
- Publication number
- JP2005298972A JP2005298972A JP2005077178A JP2005077178A JP2005298972A JP 2005298972 A JP2005298972 A JP 2005298972A JP 2005077178 A JP2005077178 A JP 2005077178A JP 2005077178 A JP2005077178 A JP 2005077178A JP 2005298972 A JP2005298972 A JP 2005298972A
- Authority
- JP
- Japan
- Prior art keywords
- thick steel
- steel plate
- induction heating
- roll
- heat treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000010438 heat treatment Methods 0.000 title claims abstract description 160
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 159
- 239000010959 steel Substances 0.000 claims abstract description 159
- 230000006698 induction Effects 0.000 claims abstract description 107
- 238000003825 pressing Methods 0.000 claims abstract description 73
- 229910001220 stainless steel Inorganic materials 0.000 claims abstract description 6
- 239000010935 stainless steel Substances 0.000 claims abstract description 6
- 239000002344 surface layer Substances 0.000 claims abstract description 5
- 238000011144 upstream manufacturing Methods 0.000 claims description 5
- 238000004519 manufacturing process Methods 0.000 description 11
- 230000004907 flux Effects 0.000 description 10
- 238000001816 cooling Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 8
- 238000000034 method Methods 0.000 description 6
- 238000005096 rolling process Methods 0.000 description 6
- 229910000975 Carbon steel Inorganic materials 0.000 description 4
- 239000010962 carbon steel Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910000746 Structural steel Inorganic materials 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- -1 for example Substances 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Heat Treatment Of Articles (AREA)
- General Induction Heating (AREA)
Abstract
【課題】本発明は、移動加熱中の厚鋼板と搬送ローラの間で発生するスパークの防止に優れる、搬送ライン上を移動する厚鋼板を高周波誘導加熱する熱処理装置を提供する。
【解決手段】搬送ラインと、前記搬送ライン上に厚鋼板を熱処理する誘導加熱装置を備え、前記誘導加熱装置の出側の搬送ロールが、前記厚鋼板より電気抵抗が高い、例えば、少なくとも表層をステンレス鋼とする。複数の誘導加熱装置とする場合は、隣接する搬送ロール間に配置し、少なくとも最上流にある誘導加熱装置の出側には、厚鋼板を上面から押しつけるための押し付けロールを設け、少なくとも最上流にある押し付けロールは、前記誘導加熱装置の出側にある搬送ロールの上方に、前記搬送ロールに対向して配置する。更に、誘導加熱装置の入側に、厚鋼板を上面から押し付けるための押し付けロールを設ける。押し付けロールの電気抵抗は厚鋼板より高くする。
【選択図】図1An object of the present invention is to provide a heat treatment apparatus that is excellent in preventing sparks generated between a thick steel plate and a conveying roller during moving heating, and that heats the thick steel plate moving on a conveying line by high frequency induction.
A transport line and an induction heating device that heat-treats a thick steel plate on the transport line, and a transport roll on the outlet side of the induction heating device has higher electrical resistance than the thick steel plate, for example, at least a surface layer. Stainless steel. In the case of a plurality of induction heating devices, they are arranged between adjacent transport rolls, and at least on the outlet side of the induction heating device in the uppermost stream, a pressing roll for pressing the thick steel plate from the upper surface is provided. A certain pressing roll is arrange | positioned facing the said conveyance roll above the conveyance roll in the exit side of the said induction heating apparatus. Furthermore, the pressing roll for pressing a thick steel plate from the upper surface is provided in the entrance side of the induction heating apparatus. The electric resistance of the pressing roll is higher than that of the thick steel plate.
[Selection] Figure 1
Description
本発明は、搬送ライン上を移動する厚鋼板を誘導加熱コイルで高周波誘導加熱する熱処理装置に関し、移動加熱中の厚鋼板と搬送ローラの間で発生するスパークの防止に優れるものに関する。 The present invention relates to a heat treatment apparatus that performs high-frequency induction heating of a thick steel plate that moves on a conveyance line using an induction heating coil, and relates to a device that is excellent in preventing sparks that are generated between a thick steel plate that is moving and heated and a conveyance roller.
誘導加熱コイルにより厚鋼板を高周波誘導加熱(移動加熱)する加熱装置には、熱間圧延鋼材の側端部を部分的に加熱する装置や、鋼板の板幅全体を加熱する装置がある。 As a heating device for induction heating (moving heating) of a thick steel plate by an induction heating coil, there are a device for partially heating a side end portion of a hot rolled steel material and a device for heating the entire plate width of the steel plate.
厚鋼板製造においては、熱間圧延機と冷却装置および熱処理装置を同一ライン上に配置すると生産能力が著しく増大するため、小型でライン上に配置可能な高周波誘導加熱装置を熱処理装置として用いる厚鋼板製造設備が開発され、実用化されている。
特許文献1は厚鋼板の熱処理方法および装置に関し、熱間圧延後の厚鋼板を圧延機出側に設けた冷却装置で加速冷却した後、誘導加熱装置で熱処理する製造ラインが記載され、誘導加熱装置としてソレノイド型誘導加熱装置やトランスバース型誘導加熱装置を用いることが示されている。
高周波誘導加熱(移動加熱)する加熱装置では、厚鋼板と搬送ローラの間でスパークが発生し、厚鋼板裏面の側縁部分が損傷し、搬送ローラ表面にスパーク痕を生じる場合があり、その防止のため種々の技術が提案されている。
In the production of thick steel plates, if a hot rolling mill, a cooling device, and a heat treatment device are arranged on the same line, the production capacity is remarkably increased. Therefore, a thick steel plate that uses a high-frequency induction heating device that can be arranged on the line as a heat treatment device. Manufacturing equipment has been developed and put into practical use.
Patent Document 1 relates to a heat treatment method and apparatus for a thick steel plate, which describes a production line in which a hot-rolled thick steel plate is accelerated and cooled by a cooling device provided on the exit side of the rolling mill and then heat-treated by an induction heating device. It has been shown that a solenoid type induction heating device or a transverse type induction heating device is used as the device.
In a heating device that performs high-frequency induction heating (moving heating), sparks are generated between the thick steel plate and the transport roller, and the side edge of the back surface of the thick steel plate may be damaged, resulting in spark marks on the surface of the transport roller. Therefore, various techniques have been proposed.
特許文献2は、熱延鋼板等金属板の側端部を部分的に誘導加熱する際、誘導起電流により金属板と搬送ロール間で発生するスパークを防止する技術に関する。誘導加熱装置と搬送ロールとの間の金属板側端部に、電気的に接地したサイドロールを接触させることにより、誘導起電流の搬送ロール上までの広がりを抑制し、スパークを防止する。
特許文献3は、連続鋳造された薄スラブなどの熱間圧延鋼材をソレノイド型誘導加熱コイルで取り囲んで高周波誘導加熱する装置に関し、スパイラル状にリード角をもって巻きまわすことによる偏心磁束に起因する循環電流を、コイル巻線の巻き方の工夫により防止し、循環電流による薄スラブと搬送ロール表面間で発生するスパークを防止することが記載されている。
特許文献1記載のように、誘導加熱装置により厚鋼板を加熱する場合は、加熱が終了した厚鋼板が誘導加熱装置から搬出されるにつれて、磁束の一部も厚鋼板とともに引き出され、漏れ磁束となる。 As described in Patent Document 1, when a thick steel plate is heated by an induction heating device, part of the magnetic flux is also drawn with the thick steel plate as the heated thick steel plate is carried out of the induction heating device. Become.
漏れ磁束は厚鋼板から搬送ロールにかけての閉回路を流れる誘導電流を発生させ、厚鋼板と搬送ロールとの間に空隙が生じると誘導電流によりスパークが発生し、厚鋼板端部や搬送ロール表面にスパーク痕が発生する。 Leakage magnetic flux generates an induced current that flows in a closed circuit from the thick steel plate to the transport roll, and when an air gap is generated between the thick steel plate and the transport roll, sparks are generated by the induced current, and the end of the thick steel plate or the surface of the transport roll is generated. Spark marks are generated.
図6、7は厚鋼板の誘導電流により厚鋼板と搬送ロール間でスパークが発生する様子を説明する図で、誘導加熱装置3には磁束の漏洩を防止するシールドプレート31が取り付けられているが、漏洩磁束Aが厚鋼板5の搬出によって引き出され、厚鋼板5と搬送ロール6間に誘導電流ループBを形成する。
FIGS. 6 and 7 are diagrams for explaining how a spark is generated between the thick steel plate and the transport roll due to the induction current of the thick steel plate. The
厚鋼板5は誘導加熱による歪みを有することが多いため、厚鋼板5と搬送ロール6の接触点Cに間隔dが生じ、スパークが発生する(図7)。
Since the
厚鋼板5の板厚が大きい場合、誘導加熱による鋼板の歪みが大きいため特許文献2に記載された、接地されたサイドロールを厚鋼板端部に接触させ、誘導電流を消滅させることは難しく、特許文献3記載の方法も、既存の設備に適用することはできない。
When the plate thickness of the
また、特許文献1記載の、搬送ライン上を移動する厚鋼板の周囲を誘導加熱コイルで取り囲み、高周波誘導加熱する方法は、熱処理炉の雰囲気加熱のように厚鋼板が均一に加熱されないので、厚鋼板の上反りなど歪みを生じやすい。 In addition, the method of surrounding the thick steel plate moving on the transfer line with an induction heating coil and high frequency induction heating described in Patent Document 1 is not heated uniformly like the atmosphere heating in a heat treatment furnace. It tends to cause distortion such as warpage of the steel plate.
厚鋼板の歪みは搬送に支障を生じたり、更に、誘導加熱する場合の厚鋼板の均一加熱を困難にするので、誘導加熱装置の出側において矯正されなければならない。 The distortion of the thick steel plate causes trouble in conveyance, and further makes it difficult to uniformly heat the thick steel plate in the case of induction heating, so it must be corrected on the exit side of the induction heating device.
本発明は漏洩磁束で厚鋼板から搬送ロールに形成された誘導電流によるスパークの発生が防止でき、さらに厚鋼板形状の矯正も可能な厚鋼板熱処理装置を提供することを目的とする。 An object of the present invention is to provide a thick steel plate heat treatment apparatus that can prevent the occurrence of a spark due to an induced current formed on a transport roll from a thick steel plate due to leakage magnetic flux, and can also correct the shape of the thick steel plate.
厚鋼板の歪みによる反りを誘導加熱装置の出側で矯正するため、搬送ライン上の厚鋼板を詳細に観察した結果、以下のことを見出した。 In order to correct warpage due to distortion of the thick steel plate on the exit side of the induction heating device, the following was found as a result of observing the thick steel plate on the conveyance line in detail.
高温の厚鋼板を冷却して熱処理する場合、均一冷却することが困難なため、冷却後の厚鋼板は幅方向や長手方向に歪みを通常持っている。その厚鋼板を誘導加熱装置で熱処理すると、誘導加熱装置の出側で厚鋼板の幅方向や長手方向に反りを生る。 When a high-temperature thick steel plate is cooled and heat-treated, it is difficult to perform uniform cooling, so the thick steel plate after cooling usually has distortion in the width direction and the longitudinal direction. When the thick steel plate is heat-treated with the induction heating device, warpage occurs in the width direction or the longitudinal direction of the thick steel plate on the exit side of the induction heating device.
また、これらの反りは、誘導加熱装置で加熱する昇温量が50℃以上になると、大きくなり、シールドプレートに衝突したり、複数の誘導加熱装置を用いる場合には厚鋼板の先端が二つ目の誘導加熱装置に衝突して損傷を与え、更に満足に搬送できなくなりスパークも発生する。 In addition, these warpages increase when the amount of temperature rise heated by the induction heating device is 50 ° C. or more, and collide with the shield plate, or when using a plurality of induction heating devices, there are two thick steel plate tips. It collides with the induction heating device of the eye and damages it, and it becomes impossible to convey it satisfactorily and sparks are generated.
誘導加熱装置の出側で厚鋼板を上面から押し付けロールで押し付けると、反りが抑制でき、問題なく搬送できるうえに、スパークの発生も抑えることができる。
本発明は得られた知見を基に更に検討を加えてなされたもので、すなわち、本発明は、
1 厚鋼板を移動させる搬送ラインと、前記搬送ライン上に高周波誘導加熱により、厚鋼板を熱処理する誘導加熱装置を備えた厚鋼板の熱処理装置であって、前記誘導加熱装置の出側の搬送ロールが、前記厚鋼板より電気抵抗が高いことを特徴とする厚鋼板の熱処理装置。
When a thick steel plate is pressed from the upper surface with a pressing roll on the exit side of the induction heating device, warpage can be suppressed, and it can be transported without any problem, and the occurrence of sparks can also be suppressed.
The present invention was made by further study based on the obtained knowledge, that is, the present invention is
1 A heat treatment apparatus for a thick steel plate, comprising a transport line for moving a thick steel plate, and an induction heating device for heat-treating the thick steel plate by high-frequency induction heating on the transport line, the transport roll on the outlet side of the induction heating device However, the steel plate has a higher electrical resistance than the thick steel plate.
2 前記搬送ロールの少なくとも表層がステンレス鋼からなることを特徴とする1記載の厚鋼板の熱処理装置。
3 1または2記載の厚鋼板の熱処理装置において、誘導加熱装置を、隣接する搬送ロール間に配置し、前記誘導加熱装置の出側には、厚鋼板を上面から押し付けるための押し付けロールが設けられ、前記押し付けロールは、前記誘導加熱装置の出側にある搬送ロールの上方に、前記搬送ロールに対向して配置されていることを特徴とする厚鋼板の熱処理装置。
4 3記載の厚鋼板の熱処理装置における誘導加熱装置の入側に、厚鋼板を上面から押し付けるための押し付けロールを設けたことを特徴とする厚鋼板の熱処理装置。 5 3または4記載の厚鋼板の熱処理装置における押し付けロールの電気抵抗を厚鋼板より高くすることを特徴とする厚鋼板の熱処理装置。
2. The heat treatment apparatus for a thick steel plate according to 1, wherein at least a surface layer of the transport roll is made of stainless steel.
3 In the heat treatment apparatus for thick steel plates according to 1 or 2, the induction heating device is disposed between adjacent conveying rolls, and a pressing roll for pressing the thick steel plate from the upper surface is provided on the exit side of the induction heating device. The thick steel plate heat treatment apparatus is characterized in that the pressing roll is disposed above the conveyance roll on the exit side of the induction heating device so as to face the conveyance roll.
43. A thick steel plate heat treatment apparatus, comprising a pressing roll for pressing the thick steel plate from the upper surface on the entry side of the induction heating device in the thick steel plate heat treatment apparatus according to
6 1または2記載の厚鋼板の熱処理装置において、複数の誘導加熱装置を、隣接する搬送ロール間に配置し、更に、前記誘導加熱装置のうち少なくとも最上流にある誘導加熱装置の出側には、厚鋼板を上面から押し付けるための押し付けロールが設けられ、前記押し付けロールのうち少なくとも最上流にある押し付けロールは、前記誘導加熱装置の出側にある搬送ロールの上方に、前記搬送ロールに対向して配置されていることを特徴とする厚鋼板の熱処理装置。 61. In the heat treatment apparatus for thick steel sheets according to 1 or 2, a plurality of induction heating devices are arranged between adjacent conveying rolls, and at least on the outlet side of the induction heating device at the most upstream of the induction heating devices. A pressing roll for pressing the thick steel plate from the upper surface is provided, and at least the uppermost pressing roll among the pressing rolls faces the conveying roll above the conveying roll on the exit side of the induction heating device. A heat treatment apparatus for thick steel plates, wherein
7 6記載の厚鋼板の熱処理装置における誘導加熱装置の入側に、厚鋼板を上面から押し付けるための押し付けロールを設けたことを特徴とする厚鋼板の熱処理装置。 7. A heat treatment apparatus for thick steel sheets, wherein a pressing roll for pressing the thick steel sheets from the upper surface is provided on the inlet side of the induction heating apparatus in the heat treatment apparatus for thick steel sheets according to 6.
8 6記載の厚鋼板の熱処理装置における押し付けロールの電気抵抗を厚鋼板より高くすることを特徴とする厚鋼板の熱処理装置。 8. A heat treatment apparatus for thick steel sheets, wherein the electrical resistance of the pressing roll in the heat treatment apparatus for thick steel sheets is higher than that of the thick steel sheet.
本発明によれば、誘導加熱時の漏洩磁束により厚鋼板に発生した誘導電流が、搬送ロールや押し付けロールに流れることを抑制できるので、厚鋼板と搬送ロール間に空隙が生じてもスパークが発生することを抑制できる。 According to the present invention, since the induced current generated in the thick steel plate due to the leakage magnetic flux at the time of induction heating can be suppressed from flowing to the transport roll and the pressing roll, a spark is generated even if a gap is generated between the thick steel plate and the transport roll. Can be suppressed.
また、誘導加熱後の厚鋼板の歪みによる反りも解消され,厚鋼板と搬送ロール間の空隙が生じることを抑制できるうえ、厚鋼板の搬送も阻害されることなく目標の熱処理ができ、優れた特性の厚鋼板を生産性良く製造でき産業上極めて有用である。 In addition, warpage due to distortion of the thick steel plate after induction heating is eliminated, and it is possible to suppress the formation of voids between the thick steel plate and the transport roll, and the target heat treatment can be performed without hindering the transport of the thick steel plate. It is very useful industrially because it can produce thick steel plates with high productivity.
本発明は厚鋼板を移動させる搬送ラインと、前記搬送ライン上に設置された高周波誘導加熱により厚鋼板を熱処理する誘導加熱装置を備えた厚鋼板の熱処理装置に適用する。 The present invention is applied to a heat treatment apparatus for a thick steel plate provided with a conveyance line for moving the thick steel plate and an induction heating device for heat treating the thick steel plate by high-frequency induction heating installed on the conveyance line.
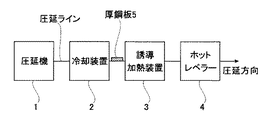
図1に本発明を適用する厚鋼板の熱処理装置の設備配置の一例を示す。圧延機1で熱間圧延された厚鋼板5は、冷却装置2により所定の冷却速度で、所定の冷却停止温度まで冷却される。その後、誘導加熱装置3により所定の温度に加熱され、ホットレベラー4で加熱による歪が除去される。
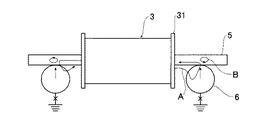
図2は本発明の一実施形態に係る誘導加熱装置周辺の構成を説明する図で、図において3は誘導加熱装置本体、31は磁束の漏洩を防止するシールドプレート、6は厚鋼板5より電気抵抗が高い搬送ロールを示す。
FIG. 1 shows an example of equipment layout of a thick steel plate heat treatment apparatus to which the present invention is applied. The
FIG. 2 is a view for explaining the configuration around the induction heating apparatus according to an embodiment of the present invention. In the figure, 3 is an induction heating apparatus main body, 31 is a shield plate for preventing magnetic flux leakage, and 6 is a steel plate The conveyance roll with high resistance is shown.
漏洩磁束Aが厚鋼板5の搬出によって引き出され、搬送ロール6の直上で、厚鋼板5から搬送ロール6にかけて誘導電流を発生しようとするが、搬送ロール6の電気抵抗が、厚鋼板5の電気抵抗より高いため、誘導電流ループBは、厚鋼板5の内部にのみ形成される。
その結果、厚鋼板5に生じた歪や、搬送時の振動により、厚鋼板5と搬送ロールとの間に空隙が生じても、スパークの発生が抑制される。
The leakage magnetic flux A is drawn out by carrying out the
As a result, even if a gap is generated between the
搬送ロール6を、厚鋼板より高い電気抵抗とする場合は、少なくとも厚鋼板と接触するロール表面を炭素鋼より電気抵抗が高い材質、例えばステンレス鋼とするか、表面にステンレス鋼を肉盛溶接すればよい。
ステンレス鋼としては、非磁性で誘導起電力が小さいオーステナイト系ステンレス鋼が望ましく、特に切削加工が容易で保守性に優れるSUS309の使用が好適である。耐食性が要求される場合はSUS303、SUS304を使用する。ロール全体を上記材質の素材から加工してもよい。
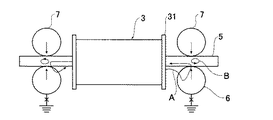
図3は本発明の他の実施形態に係る熱処理装置を示し、誘導加熱装置3の出側と入側の搬送ロール6に対向して、所定の圧下力で厚鋼板5を圧下し、誘導加熱による歪を矯正する押し付けロール7を設けた場合を示す。
押し付けロール7は厚鋼板の変形等を弾性変形内で防止するために厚鋼板を押し付ける所定の圧下力を有する。
押し付けロールは、押し付ける厚鋼板と密接することになるので厚鋼板と同等の電気抵抗としてもよいが、厚鋼板5との間に誘導電流ループを形成しないように厚鋼板5より電気抵抗を高くすることが望ましい。
押し付けロール7と搬送ロール6は、鋼板の表裏面におけるスパーク発生抑制効果を同じとするために同一の電気抵抗値とすることが望ましい。
図4は搬送ロール6や押し付けロール7のロール長さ方向の一部を電気抵抗が高い高電気抵抗部8にした例を示し、図5はロールの垂直断面における表層部9を電気抵抗が高い材質とし、中心部10は炭素鋼程度の電気抵抗の材質とした例を示す。
ロール長さ方向の一部を電気抵抗が高い材質とする場合は、ロール長さ方向における当該材質の部分を、ロール上に配置される、厚鋼板の幅方向の両端部より内側にくるように配置する。
このように配置すると、厚鋼板の幅方向の一方の端部からロールを経由して他の端部に流れる誘導電流が、ロール長さ方向に電気抵抗が高い部分があるため、ロール内を流れにくくなり、ロールと厚鋼板の両端部に空隙が生じた場合でもスパークの発生が抑制される。
尚、本発明では、誘導加熱装置より下流側となる最初の搬送ロールの電気抵抗を高くすれば良く、更に下流側の搬送ロールの電気抵抗を高くする必要はない。誘導加熱装置に厚鋼板が搬入される場合も、漏洩磁束が引き出される場合があるので、誘導加熱装置の入口に最も近い搬送ロールの電気抵抗を高くすることが望ましい。
クラッド鋼板を誘導加熱する場合は、炭素鋼からなる母材を搬送ロールと接触させるとスパークの発生を防止することが可能となる。
本発明は、1台の誘導加熱装置の場合だけでなく複数台の誘導加熱装置を備えた厚鋼板の熱処理装置に適用することが可能である。
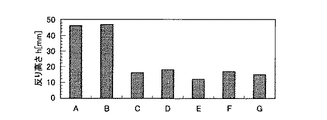
図8は、複数台の誘導加熱装置を備えた厚鋼板の熱処理装置に本発明を適用した場合を説明する模式図で、図8(A)〜(G)に示すように、誘導加熱装置3の入側や出側にある搬送ロールの上方に、搬送ロール6に対向して厚鋼板5を上面から押し付けるための押し付けロール7を配置する。
図10に、押し付けロール7の配置と反り高さhの関係を示す。押し付けロール7は
図8(A)〜(G)に示すように、誘導加熱装置3の入側や出側にある搬送ロールの上方に
搬送ロール6に対向して厚鋼板5を上面から押し付けるように配置した。
板厚40mm、板幅2000mmの厚鋼板を用い、搬送ロール間に設けられたソレノイ
ド型誘導加熱装置で、厚鋼板表面温度が60 ℃上昇するように加熱後、誘導加熱装置3の出側における厚鋼板先端部の反り高さhを求めた。押し付けロール7は厚鋼板5に80000Nの押し付け力で押し付けた。
図9に、反り高さhの定義を示す。反りの生じた厚鋼板の最高点を反りが生じないとし
たときの厚鋼板の表面から計った高さとする。図8(C)、(D)、(D)、(E)、(F)及び(G)のように、押し付けロール7を誘導加熱装置3の出側にある搬送ロールの上方に、搬送ロールに対向して設けた場合は、反り高さを20mm以下に抑えることができ、厚鋼板が搬送ロールや誘導加熱装置と衝突するのを防止できる。
一方、押し付けロール7が誘導加熱装置3の出側にある搬送ロールの上方にない(A)や(B)の場合は、反り高さが40mmを超え、鋼板が搬送ロールや誘導加熱装置と衝突する危険性が非常に高い。
押し付けロール7は、図8(C)や(E)のように誘導加熱装置3から1番目の搬送ロール6の上方に配置しても、図9(D)のように誘導加熱装置3から2番目の搬送ロール6の上方に配置しても、同様な効果が得られる。
2番目や3番目の搬送ロールの上方に配置する場合、厚鋼板の先端が加熱装置を通過した後、押し付けロールに衝突したり押し付けロールを乗り上げるようであれば、厚鋼板の先端を押し付けロールに導くようにガイドロールなどを設置してもよい。
When the
As the stainless steel, austenitic stainless steel that is non-magnetic and has a small induced electromotive force is desirable. In particular, it is preferable to use SUS309 that is easy to cut and has excellent maintainability. When corrosion resistance is required, SUS303 and SUS304 are used. You may process the whole roll from the said raw material.
FIG. 3 shows a heat treatment apparatus according to another embodiment of the present invention, in which the
The pressing roll 7 has a predetermined rolling force that presses the thick steel plate in order to prevent deformation of the thick steel plate within elastic deformation.
Since the pressing roll is in close contact with the thick steel plate to be pressed, it may have an electrical resistance equivalent to that of the thick steel plate. It is desirable.
It is desirable that the pressing roll 7 and the conveying
FIG. 4 shows an example in which a part of the
When a part of the roll length direction is made of a material having high electrical resistance, the portion of the material in the roll length direction is arranged on the inside of both ends in the width direction of the thick steel plate arranged on the roll. Deploy.
When arranged in this manner, the induced current flowing from one end in the width direction of the thick steel plate to the other end via the roll flows through the roll because there is a portion with high electrical resistance in the roll length direction. The occurrence of sparks is suppressed even when voids are generated at both ends of the roll and the thick steel plate.
In the present invention, it is only necessary to increase the electrical resistance of the first transport roll on the downstream side of the induction heating device, and it is not necessary to further increase the electrical resistance of the downstream transport roll. Even when a thick steel plate is carried into the induction heating device, leakage magnetic flux may be drawn out, so it is desirable to increase the electrical resistance of the transport roll closest to the inlet of the induction heating device.
When induction heating the clad steel plate, it is possible to prevent the occurrence of sparks by bringing a base material made of carbon steel into contact with a transport roll.
The present invention can be applied not only to a single induction heating apparatus but also to a heat treatment apparatus for a thick steel plate including a plurality of induction heating apparatuses.
FIG. 8 is a schematic diagram for explaining a case where the present invention is applied to a heat treatment apparatus for a thick steel plate provided with a plurality of induction heating apparatuses. As shown in FIGS. A pressing roll 7 for pressing the
FIG. 10 shows the relationship between the arrangement of the pressing roll 7 and the warp height h. As shown in FIGS. 8A to 8G, the pressing roll 7 presses the
Using a thick steel plate with a plate thickness of 40 mm and a plate width of 2000 mm, the solenoid-type induction heating device provided between the conveying rolls is heated so that the surface temperature of the thick steel plate increases by 60 ° C. The warp height h of the steel plate tip was determined. The pressing roll 7 was pressed against the
FIG. 9 shows the definition of the warp height h. The highest point of the warped thick steel plate is the height measured from the surface of the thick steel plate when warpage does not occur. 8 (C), (D), (D), (E), (F), and (G), the pressing roll 7 is placed above the conveying roll on the exit side of the
On the other hand, in the case of (A) or (B) where the pressing roll 7 is not above the conveying roll on the exit side of the
Even if the pressing roll 7 is arranged above the first conveying
If it is placed above the second or third transport roll, if the tip of the thick steel plate passes through the heating device and then hits the pressing roll or rides on the pressing roll, the tip of the thick steel plate is placed on the pressing roll. You may install a guide roll etc. so that it may guide.
複数台の誘導加熱装置3を設け、誘導加熱装置間の距離を長くする場合は、図8(F)や(G)のように、誘導加熱装置3間の複数の搬送ロール6の上方に押し付けロール7を設けることが可能である。
尚、図8(F)のように、押し付けロール7は必ずしも搬送ロール6の直上に配置される必要はなく、押し付けロール7と搬送ロール6で厚鋼板4に押し付け力が加えられるように配置されていればよい。
図8(E)のように、誘導加熱装置3の入り側にも押し付けロール7を設けると、誘導加熱装置の入り側で厚鋼板5が図9に示すように幅方向で上側に反っているような場合により効果的である。
When a plurality of
As shown in FIG. 8F, the pressing roll 7 does not necessarily have to be disposed immediately above the conveying
If the pressing roll 7 is provided also on the entrance side of the
なお、誘導加熱装置3を複数台設ける場合は、押し付けロール7を少なくとも最上流にある誘導加熱装置3の出側に設けて、厚鋼板の反りを抑制することが有効である。最上流の誘導加熱装置では厚鋼板を加熱するときの温度上昇量が大きく、50℃以上となり、厚鋼板5に大きな反りが生じ易いためである。
最上流の誘導加熱装置3以外の誘導加熱装置3においても大きな温度上昇量で加熱する場合は、該誘導加熱装置3の出側にも押し付けロールを設ける。
In the case where a plurality of
When the
また、押し付けロール7による押し付け力は、厚鋼板の板幅が一定の場合は、一定とするが、板幅に応じて適宜変更する。
板幅が1000mm程度以上になると、反りは幅方向及び長手方向に生じるので、板幅が小さくなるほど大きな押し付け力が必要となり、例えば、板幅が1500mm以下では100000N以上の押し付け力が必要である。一方、板幅が3000mm以上だと、20000N程度の押し付け力で十分である。
Further, the pressing force by the pressing roll 7 is constant when the plate width of the thick steel plate is constant, but is appropriately changed according to the plate width.
When the plate width is about 1000 mm or more, warping occurs in the width direction and the longitudinal direction, so that a larger pressing force is required as the plate width is reduced. For example, a pressing force of 100,000 N or more is required when the plate width is 1500 mm or less. On the other hand, when the plate width is 3000 mm or more, a pressing force of about 20000 N is sufficient.
誘導加熱装置としては、トランスバース型のものを用いても同様な結果が得られる。
A similar result can be obtained even if a transverse type is used as the induction heating device.
本発明の効果を実施例により説明する。誘導加熱装置により加熱された厚鋼板の搬送ロール側となる表面を、オフラインで観察し、スパーク痕の発生状況を観察した。厚鋼板は板厚30mm、幅1500mm、長さ3000mmの溶接構造用鋼とし電気抵抗は0.097μΩ・mであった。 The effects of the present invention will be described with reference to examples. The surface on the transport roll side of the thick steel plate heated by the induction heating apparatus was observed off-line, and the occurrence of spark marks was observed. The steel plate was a welded structural steel with a plate thickness of 30 mm, a width of 1500 mm, and a length of 3000 mm, and the electric resistance was 0.097 μΩ · m.
搬送ロールとして電気比抵抗0.72μΩ・mのSUS303製の肉盛ロールを用いた。比較例として、炭素鋼からなる搬送ロールを用い、スパーク痕の発生状況を観察した。 A build-up roll made of SUS303 having an electrical specific resistance of 0.72 μΩ · m was used as the transport roll. As a comparative example, the generation | occurrence | production state of the spark trace was observed using the conveyance roll which consists of carbon steel.
スパーク痕の発生の有無を電力投入量を変化させた3枚の厚鋼板について観察を行った。表1に観察結果を示す。本発明例ではスパーク痕が観察されないが、比較例では発生が観察された。 The presence or absence of occurrence of a spark mark was observed for three thick steel plates with varying power input amounts. Table 1 shows the observation results. In the example of the present invention, no spark mark was observed, but in the comparative example, generation was observed.
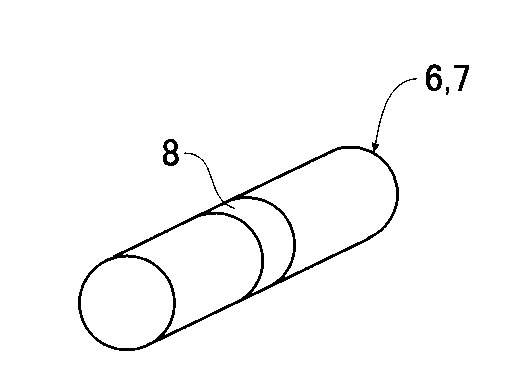
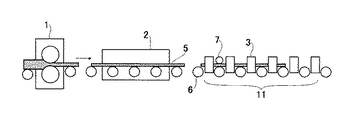
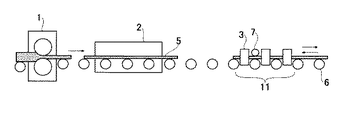
図11または図12の製造ラインを用い、厚鋼板と搬送ロールや誘導加熱装置との衝突の有無および厚鋼板の搬送ロール側となる面のスパーク痕の発生状況を観察した。
圧延機1により板厚12−40mm、板幅1500−4000mmの厚鋼板を製造後、冷却装置2でほぼ室温まで急冷し、熱処理装置11の最上流の誘導加熱装置3により300 ℃まで加熱し、最上流の誘導加熱装置3の出側にある搬送ロール6上方に配置した押し付けロールの押し付け力を種々変えて、厚鋼板と搬送ロールや誘導加熱装置との衝突の有無および厚鋼板の搬送ロール側となる面のスパーク痕の発生状況を観察した。
搬送ロールは、SUS303製のロールとした。なお、図12の製造ラインを用い、厚鋼板を3パスで熱処理装置11を通過させた場合も観察したが、この場合は1パス目で押し付けロールを使用した。
Using the production line of FIG. 11 or FIG. 12, the presence or absence of collision between the thick steel plate and the transport roll or the induction heating device and the occurrence of spark marks on the surface of the thick steel plate on the transport roll side were observed.
After producing a thick steel plate having a thickness of 12-40 mm and a width of 1500-4000 mm by the rolling mill 1, the steel plate is rapidly cooled to about room temperature by the
The transport roll was a roll made of SUS303. In addition, although the case where the thick steel plate was passed through the
誘導加熱装置3は、周波数1500 Hzのソレノイド型で、コイルの開口部が200mm(高さ)×5000mm(幅)、長さが2000mm、最大出力が1MWのものを用いた。
The
表2に試験条件と観察結果を合わせて示す。搬送ロールや誘導加熱装置との衝突は全く起こらず、スパーク痕は観察されなかった。 Table 2 shows the test conditions and the observation results together. No collision with the transport roll or induction heating device occurred, and no spark trace was observed.
図12の製造ラインを用いて、リバースパスで熱処理した場合は、1パス目で押し付けロールを使用することにより、衝突を避けることができ、スパーク痕の発生も無かった。 When the heat treatment was performed in the reverse pass using the production line in FIG. 12, the use of the pressing roll in the first pass could avoid collision and no occurrence of spark marks.
誘導加熱装置の出側の搬送ロールに対向して押し付けロールを設けた場合についても同様の観察を行った。厚鋼板は、誘導加熱装置による加熱で歪が生じる板厚25mm,幅3000mm,長さ20000mmの一般構造用鋼とした。
押し付けロールと搬送ロールをSUS303製の肉盛ロールとし、押し付けロールによる圧下の有無の場合についてスパーク痕と歪を観察した。電力投入量は5MWとした。表3に観察結果を示す。押し付けロールを設けた本発明例では、スパーク痕の発生はなく、また反り量も2mmと良好であった。
The same observation was performed for the case where a pressing roll was provided facing the delivery roll on the exit side of the induction heating apparatus. The thick steel plate was a general structural steel having a plate thickness of 25 mm, a width of 3000 mm, and a length of 20000 mm, which produces distortion when heated by an induction heating device.
The pressing roll and the conveying roll were made of SUS303, and the spark mark and the distortion were observed in the case of the presence or absence of the pressing roll. The power input was 5 MW. Table 3 shows the observation results. In the example of the present invention in which the pressing roll was provided, no spark mark was generated, and the amount of warpage was as good as 2 mm.
1 圧延機
2 冷却装置
3 誘導加熱装置
31 シールドプレート
4 ホットレベラー
5 厚鋼板(被加熱材)
6 搬送ロール
7 押し付けロール
8 高電気抵抗部
9 表層部
10 中心部
11 熱処理装置
h 反り高さ
DESCRIPTION OF SYMBOLS 1
6 Transport roll
7 Pressing
11 Heat treatment equipment h Warp height
Claims (8)
The heat treatment apparatus for a thick steel plate according to claim 1, wherein at least a surface layer of the transport roll is made of stainless steel.
3. The heat treatment apparatus for a thick steel plate according to claim 1, wherein a plurality of induction heating devices are arranged between adjacent conveyance rolls, and further, at least on the outlet side of the induction heating device at the most upstream of the induction heating devices. Is provided with a pressing roll for pressing the thick steel plate from the upper surface, and at least the uppermost pressing roll among the pressing rolls is opposed to the conveying roll above the conveying roll on the outlet side of the induction heating device. The heat processing apparatus of the thick steel plate characterized by the above-mentioned.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005077178A JP5044891B2 (en) | 2004-03-18 | 2005-03-17 | Heat treatment equipment |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004077338 | 2004-03-18 | ||
| JP2004077338 | 2004-03-18 | ||
| JP2005077178A JP5044891B2 (en) | 2004-03-18 | 2005-03-17 | Heat treatment equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005298972A true JP2005298972A (en) | 2005-10-27 |
| JP5044891B2 JP5044891B2 (en) | 2012-10-10 |
Family
ID=35330874
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005077178A Expired - Fee Related JP5044891B2 (en) | 2004-03-18 | 2005-03-17 | Heat treatment equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5044891B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008248386A (en) * | 2007-03-08 | 2008-10-16 | Jfe Steel Kk | Heat treatment method for steel |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102023203508A1 (en) * | 2023-04-18 | 2024-10-24 | Sms Group Gmbh | Method for operating an annealing furnace |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4917812U (en) * | 1972-05-23 | 1974-02-15 | ||
| JPS4975147U (en) * | 1972-10-16 | 1974-06-28 | ||
| JPH07265932A (en) * | 1994-03-31 | 1995-10-17 | Sumitomo Metal Ind Ltd | Steel plate transport roll |
| JP2003129130A (en) * | 2001-10-18 | 2003-05-08 | Nkk Corp | Plate heat treatment equipment |
-
2005
- 2005-03-17 JP JP2005077178A patent/JP5044891B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4917812U (en) * | 1972-05-23 | 1974-02-15 | ||
| JPS4975147U (en) * | 1972-10-16 | 1974-06-28 | ||
| JPS5227387Y2 (en) * | 1972-10-16 | 1977-06-22 | ||
| JPH07265932A (en) * | 1994-03-31 | 1995-10-17 | Sumitomo Metal Ind Ltd | Steel plate transport roll |
| JP2003129130A (en) * | 2001-10-18 | 2003-05-08 | Nkk Corp | Plate heat treatment equipment |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008248386A (en) * | 2007-03-08 | 2008-10-16 | Jfe Steel Kk | Heat treatment method for steel |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5044891B2 (en) | 2012-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101185597B1 (en) | Method of continuous annealing for steel strip with curie point and continuous annealing apparatus therefor | |
| JP2011098393A (en) | Device and method for heat treating thick steel plate, method of manufacturing steel plate and line for manufacturing it | |
| JP5861831B2 (en) | Steel plate heating device | |
| JP5044891B2 (en) | Heat treatment equipment | |
| JP3925149B2 (en) | Continuous heat treatment equipment for thick steel plates. | |
| JP4955940B2 (en) | Heat treatment apparatus and method for thick steel plate | |
| WO2005070576A1 (en) | Heat treating device for steel plate and steel plate manufacturing line having the heat treating device | |
| JP2025512994A (en) | Heat treatment lines for hot strip | |
| JP3896110B2 (en) | In-line soaking method for heated steel sheet | |
| JP4228654B2 (en) | Steel plate heat treatment method and apparatus | |
| JP4810732B2 (en) | Steel plate thermomechanical processing equipment | |
| JP4760022B2 (en) | Heat treatment apparatus and method for thick steel plate and method for manufacturing thick steel plate | |
| JPH0938712A (en) | Induction heating method for metal plate | |
| JP2005226106A (en) | Method and device for heat-treating thick steel plate | |
| JP4370948B2 (en) | Steel plate heat treatment equipment | |
| JP4945853B2 (en) | Heat treatment method and apparatus for steel sheet | |
| JP4655684B2 (en) | Heat treatment method for steel sheet | |
| JP3640125B2 (en) | Hot rolling equipment line and hot rolling strip rolling method | |
| JP6135876B2 (en) | Steel plate heating method and heating apparatus | |
| JP3793508B2 (en) | Hot rolling equipment | |
| JP2007283327A (en) | Thick steel plate cooling equipment row and cooling method | |
| JPH051361A (en) | Method for preventing vibration and plate warpage of continuously passing steel plates | |
| JP2005279685A (en) | Apron in hot rolling line | |
| JP3671609B2 (en) | Hot rolling equipment row and hot rolling strip rolling method | |
| JPH08127819A (en) | Method and apparatus for flattening annealing of grain-oriented electrical steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060921 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080229 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110303 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111108 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120202 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120215 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120321 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120525 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120619 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120702 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150727 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5044891 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |