JP2005287881A - Manufacture of bag with carrier cords - Google Patents
Manufacture of bag with carrier cords Download PDFInfo
- Publication number
- JP2005287881A JP2005287881A JP2004108886A JP2004108886A JP2005287881A JP 2005287881 A JP2005287881 A JP 2005287881A JP 2004108886 A JP2004108886 A JP 2004108886A JP 2004108886 A JP2004108886 A JP 2004108886A JP 2005287881 A JP2005287881 A JP 2005287881A
- Authority
- JP
- Japan
- Prior art keywords
- string
- strip
- paper
- bag
- band
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Purses, Travelling Bags, Baskets, Or Suitcases (AREA)
- Bag Frames (AREA)
- Making Paper Articles (AREA)
Abstract
Description
本発明は、手提げ紐付袋の製造方法に関する。 The present invention relates to a method for manufacturing a bag with a hand strap.
袋の前後壁に孔を開けて手提げ紐を通すと、孔の部分から破れる虞があるので、2枚の紙片で湾曲した手提げ紐を挟んで成る手提げ紐体を袋用原紙に貼着し、この袋用原紙から袋を形成することが多い。
このような手提げ紐体を形成する方法として、連続的に繰り出される帯紙の片面に接着剤を塗布すると共に円筒に沿って移送し、その接着剤塗布面に連続して送り出される紐を千鳥状に振りながら重ね、更に紐の上面より接着剤を塗布して他の帯紙を重ねてこれら3者を円筒と圧着ロール間で圧着して接合し、次いでこの接着物を中心より2分割すると共に、2分割された接着物をその流れ方向と直角方向に切断する方法が知られている(特許文献1参照)。
If a hole is made in the front and rear walls of the bag and the hand strap is passed through, there is a risk of tearing from the hole portion. Bags are often formed from this base paper for bags.
As a method for forming such a hand-drawn string body, an adhesive is applied to one side of a continuously fed belt and is transferred along a cylinder, and the string continuously fed to the adhesive application surface is staggered. While swirling, the adhesive is applied from the upper surface of the string, and another band is stacked, and these three members are bonded by pressing between the cylinder and the pressing roll, and then the adhesive is divided into two from the center and 2 A method of cutting the divided adhesive in a direction perpendicular to the flow direction is known (see Patent Document 1).
ところが、この方法で形成された手提げ紐体は、圧着する際に、紐配置部分も円筒と圧着ローラで両側から加圧されるので、2枚の紙片がいずれも紐の部分において隆起すると共に、紐配置部分の間が陥没する。
このような手提げ紐体を袋用原紙に貼り付けると、紙片の陥没した部分が袋用原紙から浮き上がってしまい、接着不良が生じて、袋に物品を収納した時、その重量により手提げ紐体が取れる心配がある。
However, the hand strap string formed by this method is pressed from both sides by the cylinder and the press roller when the strap is pressed, so that both the two pieces of paper are raised at the strap portion, The space between the strings is depressed.
When such a hand strap is pasted on the bag base paper, the depressed portion of the paper piece is lifted from the bag base paper, resulting in poor adhesion, and when the article is stored in the bag, the hand strap string is caused by its weight. There is a worry that I can take it.
本発明が解決しようとする課題は、手提げ紐を挟む2枚の紙片の内、一方の紙片が平滑に形成され、この平滑な紙片を袋用原紙に貼着することにより、手提げ部が袋から取れるのを防ぐと共に、貼着用加圧ロールを帯び紙の上方に位置させることによってその整備を容易とした手提げ紐付袋の製造方法を提供することにある。 The problem to be solved by the present invention is that one of the two pieces of paper sandwiching the hand strap is formed smoothly, and the hand portion is removed from the bag by sticking the smooth piece of paper to the bag base paper. An object of the present invention is to provide a method for manufacturing a bag with a hand-drawn string that is easy to maintain by preventing the take-off and positioning a pressure roll for application above the belt.
本発明の手提げ紐付袋の製造方法は、上面に接着剤を塗布した第1の帯紙の上に、連続した紐を蛇行して、且つ、その両側の湾曲した頂部が前記第1の帯紙の両側から突出するよう重ね、さらに、その上に接着剤を介して第2の帯紙を重ねた後、前記第2の帯紙の上から加圧ロールで加圧して、前記第1の帯紙、紐及び第2の帯紙を接着し、次いで、この接着物を中心線に沿って切断してから、切断分離された左右の帯片を、前記紐の湾曲した頂部の両側において適宜長さに切断することにより、第1の帯紙から形成される第1の紙片と、第2の帯紙から形成される第2の紙片とで、湾曲した手提げ紐を挟んで成る手提げ部を得、該手提げ部の第1の紙片を袋用原紙に貼着するものであって、前記加圧ロールの表面に、前記紐の配設部分に合致する逃げ溝を形成し、該加圧ロールで加圧する時に、前記紐の配設された部分を前記逃げ溝に嵌合することを特徴とする。
In the method for manufacturing a bag with a hand strap according to the present invention, a continuous strap is meandered on a first strip having an adhesive applied to the upper surface, and the curved top portions on both sides thereof are both sides of the first strip. After the second belt is stacked on the second belt via an adhesive, the first belt, the string and the second belt are pressed with a pressure roll from above the second belt. By bonding the
本発明によれば、加圧ロールが回動して第2の帯紙の上から加圧する際に、紐配置部分が加圧ロールの逃げ溝に嵌合するので、紐配置部分に加わる圧力は他の部分に比較して非常に弱くなり、このため、第2の帯紙は紐配置部分において隆起するが、第1の帯紙は平滑な状態を保ち、この結果、第1の帯紙を切断して形成される第1の紙片を袋用原紙に貼り付けた時、袋用原紙と手提げ部との間に隙間があくことなく広い面積で確実に接着され、手提げ部が取れるのを防ぐことができる。
さらに、貼着用加圧ロールが帯紙の上方に位置しているため、外部からこれに触れることが簡単にでき、その整備を容易とする。
According to the present invention, when the pressure roll rotates and pressurizes from above the second band, the string arrangement portion is fitted into the relief groove of the pressure roll, so that the pressure applied to the string arrangement portion is other than As a result, the second band is raised at the portion where the string is arranged, but the first band remains smooth, and as a result, the first band is cut and formed. When the first piece of paper is pasted on the base paper for bag, it can be securely adhered in a wide area without a gap between the base paper for bag and the hand holding portion, and the hand holding portion can be prevented from being removed.
Furthermore, since the pressure roll for sticking is located above the band, it can be easily touched from the outside, and the maintenance is facilitated.
以下、本発明の実施例を図面に基づいて詳細に説明する。
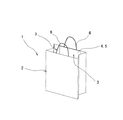
図6に示すように、本発明によって製造される手提げ紐付袋1は、袋本体2と、その上端開口部の前後壁内面にそれぞれ装着された手提げ部3とを有する。
手提げ部3は、第1の紙片4と第2の紙片5とで湾曲した手提げ紐6の両端部を挟んで成り、第1の紙片4を袋本体2に貼り付けてある。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
As shown in FIG. 6, the
The
手提げ部3は、次のように、製造される。
図1に示すように、ロールに巻き付けられた第1の帯紙7が、ガイドロール10に案内され、図示しない糊付け装置を介して下部ロール8の上に送り出される。糊付け装置において、第1の帯紙7の上面には接着剤が塗布される。
紙或いは合成樹脂を素材とする紐6’は、ロールに巻き付けられており、第1の帯紙7の上に連続して送り出され、下部ロール8の上において、第1の帯紙7の上面に重ねられる。
The hand-held
As shown in FIG. 1, the
A
下部ロール8の近傍上流側には、複数の紐ガイド突起9が設けられる。紐ガイド装置9は略半円形をなし、その円弧状の側面が交互に逆向きになるよう配置される。
また、これら紐ガイド装置9は、円弧状の側面の方向に、第1の帯紙7の搬送方向と交差するよう、交互に幅方向逆向きに移動しながら、第1の帯紙7の搬送方向と平行に移動する。
そして、下部ロール8の直前で第1の帯紙7の両側に達し、その後、下降して第1の帯紙7の搬送経路から外れ、元の位置に復帰するようになっている。
A plurality of string guide protrusions 9 are provided on the upstream side in the vicinity of the lower roll 8. The string guide device 9 has a substantially semicircular shape, and the arcuate side surfaces are alternately arranged in opposite directions.
Further, these string guide devices 9 are alternately moved in the opposite direction of the width direction so as to intersect the conveying direction of the
Then, it reaches both sides of the
これらの紐ガイド突起9は、下部ロール8の上流側で、連続して送り出される紐6’をその円弧状側面で引っ掛け、交互に逆向きに側方へ移動しながら、下部ロール8に接近する。
従って、紐6’は、蛇行した状態で第1の帯片7の上に重ねられ、紐6’の湾曲した頂部は、第1の帯紙7の両側に突出する。
また、ロールに巻き付けられた第2の帯紙11が、ガイドロール10’に案内され、糊付け装置20を経て、第1の帯紙7上に重ねた紐6’の上にさらに重ねられる。第2の帯紙11は、第1の帯紙7と同幅であり、糊付け装置20において第2の帯紙11の下面に接着剤が塗布される。
These string guide projections 9 approach the lower roll 8 while hooking the continuously fed string 6 'on the upstream side of the lower roll 8 with its arcuate side surfaces and alternately moving sideways in the opposite direction. .
Accordingly, the
Further, the
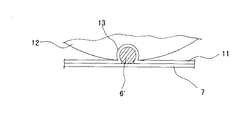
下部ロール8の上方には貼着用加圧ロール12が設置される。加圧ロール12は第2の帯紙11の上方から、積層された第1の帯紙7,紐6’及び第2の帯紙11を加圧し、下部ロール8と共働してこれら第1の帯紙7,紐6’及び第2の帯紙11を接着する。
また、加圧ロール12の表面には、紐6’の配設部分と合致する位置に、複数の逃げ溝13が形成される。
蛇行する紐6の帯紙7,11で挟まれた部分は、帯紙7,11の幅方向に対して僅かに傾斜しているので、各逃げ溝13は、それぞれ合致する紐6’の傾斜角度に対応するように、加圧ロール12上にその軸方向に対して僅かに傾斜して形成される。
A
Further, a plurality of
Since the portion sandwiched between the
また、逃げ溝13の深さは、紐6’の直径よりもやや浅く形成される。そして、加圧ロール8が回動して第2の帯紙11の上から加圧すると、図2に示すように、紐6’を設置した部分は逃げ溝13内に嵌合される。
逃げ溝13の深さは紐6’の直径よりもやや浅いので、逃げ溝13内へ嵌合した部分も加圧されて、紐6’は第1の帯紙7及び第2の帯紙11に接着されるが、この部分に加わる圧力は、他の部分に加わる圧力に比較して非常に弱いため、第2の帯紙11は紐6’の部分において隆起すると共に、隆起部分の間が陥没するが、第1の帯紙7は平滑な状態を保つ。
Moreover, the depth of the
Since the depth of the
第1の帯紙7,紐6’及び第2の帯紙11を重ねて接着した接着物は、図3に示すように、下部ロール8及び加圧ロール12の下流に設置されたスリッタロール14を通過する。スリッタロール14の外周面中央部には刃15が周方向に沿って装着され、この刃15により、接着物がその中心線に沿って切断される。
刃15により切断分離された左右の帯片16,16’は、それぞれ複数の案内ロール17に案内されて切断装置18へ送り込まれる。
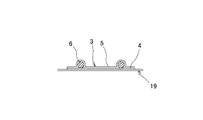
切断装置18へ送り込まれた帯片16,16’は、図4に示すように、紐6’の湾曲した頂部の両側において適宜長さに切断され、切断された紐6’が手提げ紐6となり、第1の帯紙7から第1の紙片4が、第2の帯紙11から第2の紙片5がそれぞれ形成され、手提げ部3が得られる。
As shown in FIG. 3, the adhesive obtained by laminating the
The left and
As shown in FIG. 4, the
このようにして得られた手提げ部3は次工程に移送され、図5に示すように、第1の紙片4が袋用原紙19に貼り付けられる。
平滑な第1の帯紙7から形成された第1の紙片4は、平らで陥没部分が無いので、広い面積で確実に袋用原紙19に接着される。
手提げ部3が貼着された袋用原紙19は、製袋機において任意の形状の手提げ紐付袋1に成形される。
The
Since the first paper piece 4 formed from the smooth
The
なお、下部ロール8及び加圧ロール12は、積層された第1の帯紙7,紐6’及び第2の帯紙11の搬送方向に沿って複数組設置しても良い。
また、紐6を蛇行させる装置は、上記実施例のものに限定されず、紐6を案内して左右に往復運動するクランク装置等を用いることもできる。
Note that a plurality of sets of lower rolls 8 and
Further, the device for meandering the
1 手提げ紐付袋
2 袋本体
3 手提げ部
4 第1の紙片
5 第2の紙片
6 手提げ紐
6’ 紐
7 第1の帯紙
8 下部ロール
9 紐ガイド突起
10,10’ ガイドロール
11 第2の帯紙
12 加圧ロール
13 逃げ溝
14 スリッタロール
15 刃
16,16’ 帯片
17 案内ロール
18 切断装置
19 袋用原紙
20 糊付け装置
DESCRIPTION OF
Claims (1)
A continuous string is meandered on the first strip with the adhesive applied to the upper surface, and the curved tops on both sides thereof protrude from both sides of the first strip, and further on After stacking the second band through an adhesive, the first band, the string, and the second band are bonded by pressing with a pressure roll from above the second band, and then this bonding After the object is cut along the center line, the left and right strips separated by cutting are cut into appropriate lengths on both sides of the curved top of the string, thereby forming the first strip formed from the first strip. A hand strap part of a bag with a hand strap that obtains a hand holding portion formed by sandwiching a curved hand strap with a paper strip of 1 and a second paper strip formed of a second strip, and sticks the first paper strip to a base paper for bags. In the manufacturing method, a relief groove is formed on the surface of the pressure roll to match the portion where the string is disposed. When the pressurizing roll presses rotates method of handbag pegging bag, characterized in that fitting the disposed portion of the cord in the relief groove.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108886A JP2005287881A (en) | 2004-04-01 | 2004-04-01 | Manufacture of bag with carrier cords |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108886A JP2005287881A (en) | 2004-04-01 | 2004-04-01 | Manufacture of bag with carrier cords |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005287881A true JP2005287881A (en) | 2005-10-20 |
Family
ID=35321482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004108886A Pending JP2005287881A (en) | 2004-04-01 | 2004-04-01 | Manufacture of bag with carrier cords |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005287881A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4844937B1 (en) * | 2011-06-20 | 2011-12-28 | 正明 杉本 | Gazette bag with handle and its continuous manufacturing method |
| CN102336032A (en) * | 2011-09-19 | 2012-02-01 | 无锡市弘企包装机械有限公司 | Handle manufacturing equipment |
| JP5919452B1 (en) * | 2016-01-29 | 2016-05-18 | ニューロング株式会社 | Cloth string handle conveyor |
| CN110884221A (en) * | 2019-12-20 | 2020-03-17 | 昆山金红凯包装制品有限公司 | Production equipment of paper bag handle module |
-
2004
- 2004-04-01 JP JP2004108886A patent/JP2005287881A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4844937B1 (en) * | 2011-06-20 | 2011-12-28 | 正明 杉本 | Gazette bag with handle and its continuous manufacturing method |
| CN102336032A (en) * | 2011-09-19 | 2012-02-01 | 无锡市弘企包装机械有限公司 | Handle manufacturing equipment |
| CN102336032B (en) * | 2011-09-19 | 2013-09-18 | 无锡市弘企包装机械有限公司 | Handle manufacturing equipment |
| JP5919452B1 (en) * | 2016-01-29 | 2016-05-18 | ニューロング株式会社 | Cloth string handle conveyor |
| CN110884221A (en) * | 2019-12-20 | 2020-03-17 | 昆山金红凯包装制品有限公司 | Production equipment of paper bag handle module |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107072340B (en) | Method for cutting and placing nose line in mask manufacturing process | |
| TW528675B (en) | Process for the manufacture of a tape-shaped object and device for completing the process | |
| BR0209553B1 (en) | flexible laminate of thermoplastic films, method for the manufacture of a flexible laminate of thermoplastic films and apparatus for forming a flexible laminate of thermoplastic films. | |
| EP1419985A3 (en) | Wound multi-layer tube having one or more embossed plies | |
| CN105273650A (en) | Semi-scored double-sided tape product and method of producing the same | |
| JPH02140162A (en) | Preparing and packing machine for adhesive plaster | |
| JP4770678B2 (en) | Manufacturing method and apparatus for sheet wrapping product | |
| JP2005287881A (en) | Manufacture of bag with carrier cords | |
| US20170028667A1 (en) | Method for shaping a flat web material, and device | |
| CN105835513A (en) | Multilayer medical paper overlapping apparatus | |
| JP2006082388A (en) | Apparatus for producing tubular film | |
| JP5039806B2 (en) | Production equipment for adhesive coatings | |
| KR100789926B1 (en) | Manufacturing appararus and method for polyuretan groove | |
| JP2005225523A (en) | Method and apparatus for packing | |
| KR100871000B1 (en) | Poly glove manufacture method | |
| BR0114396A (en) | Process for the production of polymer composite films and process for the production of laminate glazing | |
| JP3209033U (en) | Pattern sowing device | |
| JP2017154745A (en) | Packaging material roll with opening means and production method and device of the same | |
| JP4894440B2 (en) | Sheet wrapping product, manufacturing method and apparatus thereof | |
| JP5947989B1 (en) | Handle bonding device | |
| JP2017012442A5 (en) | ||
| IT201800004234A1 (en) | Laminated material and process for its manufacture, as well as sheet and container made from this laminated material | |
| KR20120113944A (en) | Stamp mounter, paper money mounter and the method and the device for fabricating the same thereof | |
| JP2019193714A (en) | Tissue paper manufacturing method | |
| JP2011121764A (en) | Folding device of sanitary paper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060912 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070130 |