JP2005256845A - Evacuating apparatus - Google Patents
Evacuating apparatus Download PDFInfo
- Publication number
- JP2005256845A JP2005256845A JP2005165360A JP2005165360A JP2005256845A JP 2005256845 A JP2005256845 A JP 2005256845A JP 2005165360 A JP2005165360 A JP 2005165360A JP 2005165360 A JP2005165360 A JP 2005165360A JP 2005256845 A JP2005256845 A JP 2005256845A
- Authority
- JP
- Japan
- Prior art keywords
- pump
- screw
- booster
- vacuum pump
- roughing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Applications Or Details Of Rotary Compressors (AREA)
Abstract
Description
本発明は、半導体製造設備の真空チャンバなどの排気に用いられる真空排気装置に関する。 The present invention relates to a vacuum exhaust apparatus used for exhausting a vacuum chamber or the like of a semiconductor manufacturing facility.
半導体真空装置においては、被排気チャンバの真空度として10-3Pa程度を得られること、被排気チャンバに油分子が入り込まないことが特に重要である。そこで、そのような要求を、単段で満たすことのできる真空ポンプとして、大気圧から10-3Pa程度まで一段で達成でき(圧縮比が高く、作動圧力範囲が広い)、かつオイルフリーであるスクリュー真空ポンプ(特許文献1)が提案されている。 In the semiconductor vacuum apparatus, it is particularly important that the degree of vacuum of the exhausted chamber can be about 10 −3 Pa and that oil molecules do not enter the exhausted chamber. Therefore, as a vacuum pump capable of satisfying such requirements in a single stage, it can be achieved in one stage from atmospheric pressure to about 10 −3 Pa (high compression ratio, wide working pressure range), and oil-free. A screw vacuum pump (Patent Document 1) has been proposed.
しかしながら、スクリュー真空ポンプには、次のような固有の問題がある。 However, the screw vacuum pump has the following inherent problems.
(1)スクリュー真空ポンプは、排気する気体の分子取込・移送をねじ溝で行なうため、コンダクタンスが小さい。したがって、分子流領域での排気速度が低い。 (1) The screw vacuum pump has a small conductance because the molecules of the exhaust gas are taken in and transferred through the thread groove. Therefore, the exhaust speed in the molecular flow region is low.
(2)スクリュー真空ポンプは、雌雄スクリューの噛合面間、並びにスクリュー外周とハウジング内周との間に、それぞれ隙間が必要である。したがって、真空シール性が悪く、これが到達真空度に悪影響を及ぼす。 (2) The screw vacuum pump requires clearances between the meshing surfaces of the male and female screws and between the outer periphery of the screw and the inner periphery of the housing. Therefore, the vacuum sealability is poor, which adversely affects the ultimate vacuum.
(3)スクリュー真空ポンプは、上述したようにシール性が悪いので、粗引ポンプとして使用する場合、大気側からの逆流空気を再圧縮して吐き出す動力(損失動力)が大きい。特に排気速度の大きなものは上記(2)にいう隙間の合計量が多くなるので、その傾向が強い。さらに、スクリュー式ポンプは、粗引ポンプとして使用する場合、吸気側が既に所要の真空度に達しているにも拘わらず、吸気側と大気側との差圧に起因する大きな動力損失が生じる。 (3) Since the screw vacuum pump has a poor sealing property as described above, when used as a roughing pump, the power (loss power) to be discharged after recompressing the backflow air from the atmosphere side is large. In particular, those having a high exhaust speed have a strong tendency because the total amount of the gaps described in the above (2) increases. Further, when the screw type pump is used as a roughing pump, a large power loss due to the pressure difference between the intake side and the atmosphere side occurs even though the intake side has already reached the required degree of vacuum.
以上のようなスクリュー真空ポンプ固有の問題に対し、従来、次のような解決手段が提案されている。 Conventionally, the following solutions have been proposed for the problems inherent to the screw vacuum pump as described above.
(A)まず、上記(1)のコンダクタンスの問題に対する解決手段としては、スクリュー真空ポンプをコンダクタンスがあまり問題とならない粗引ポンプとし、コンダクタンスの大きいルーツ式真空ポンプをブースタポンプとするものが提案されている。 (A) First, as a means for solving the conductance problem of (1), a screw vacuum pump is used as a roughing pump where conductance is not a problem, and a roots type vacuum pump having a large conductance is used as a booster pump. ing.
しかしながら、この2段ポンプは、ルーツ式真空ポンプの圧縮比が小さいため、粗引ポンプとしてのスクリューポンプの排気速度は、さほど小さくすることができない。粗引ポンプの排気速度を小さくできないということは、これを駆動するモータ容量を小さくできないと共に、上記(3)の各動力損失も小さくできないということになる。(また、上記(2)の問題も残ったままである。) However, since this two-stage pump has a small compression ratio of the roots type vacuum pump, the exhaust speed of the screw pump as the roughing pump cannot be reduced so much. The fact that the exhaust speed of the roughing pump cannot be reduced means that the capacity of the motor for driving the roughing pump cannot be reduced, and each power loss in the above (3) cannot be reduced. (Also, the problem of (2) above remains.)
(B1)上記(2)のシール性に関する問題解決手段として、単段で使用するスクリュー式ポンプにおけるスクリューの巻数を複数とすることにより、吸入口と排気口間に、流体移送用の室を複数設け、シール性を高めることが提案されている(特許文献1)。しかしながら、このものは、スクリューの軸方向長さが長くなり、装置が大型化する。また、スクリューの巻数を単に複数にするだけでは上記(3)の問題を解決できるものでもない。 (B1) As a problem-solving means concerning the sealing property of (2) above, a plurality of fluid transfer chambers are provided between the suction port and the exhaust port by using a plurality of screw turns in a screw-type pump used in a single stage. It has been proposed to improve the sealing performance (Patent Document 1). However, this increases the axial length of the screw, which increases the size of the device. Moreover, the problem of the above (3) cannot be solved only by using a plurality of screws.
(B2)同じく上記(2)のシール性に関する問題解決手段として、スクリュー真空ポンプをシール性がさほど問題とならないブースタポンプとして使用し、粗引きポンプにはシール性のよいダイアフラムポンプや油回転ポンプを用いることが提案されている(特許文献2)。また、それら油回転ポンプ等は通常、吐出口に逆止弁を設けているため大気側からの空気の逆流が防止されることから、結果的に上記(3)にいう各損失動力も小さくすることができる。 (B2) Similarly, as a means for solving the problem related to the sealability of (2) above, a screw vacuum pump is used as a booster pump that does not cause a problem of sealability, and a rough pump has a diaphragm pump or an oil rotary pump with good sealability. It has been proposed to use (Patent Document 2). In addition, since these oil rotary pumps or the like are usually provided with check valves at the discharge ports, the backflow of air from the atmosphere side is prevented, and as a result, each loss power mentioned in (3) is also reduced. be able to.
しかしながら、このような2段ポンプは、粗引ポンプとしてシール性のよいダイヤフラム式ポンプや油回転ポンプを使用する必要があるため、例えばダイヤフラム式ポンプの場合はその内部に反応生成物(被排気チャンバ内に流される反応性ガスから生じるもの)が溜まりやすい。このように反応生成物が溜まるとため排気性能の劣化が著しく、オーバーホールにも多くの時間とコストがかかる。また、油回転ポンプの場合は被排気チャンバが油分子で汚染される恐れがあると共に、油が反応性ガスによって短期間で劣化したり、頻繁に油交換しなければならないという問題がある。 However, since such a two-stage pump needs to use a diaphragm pump or an oil rotary pump with good sealing performance as a roughing pump, for example, in the case of a diaphragm pump, a reaction product (exhaust chamber) That are generated from the reactive gas flowed in). Since reaction products accumulate in this way, exhaust performance is significantly deteriorated, and overhauling takes much time and cost. Further, in the case of an oil rotary pump, there is a possibility that the exhausted chamber may be contaminated with oil molecules, and there is a problem that the oil deteriorates in a short period of time due to the reactive gas, and the oil must be changed frequently.
(C1)上記(3)の損失動力の問題を解決する手段としては、粗引スクリュー真空ポンプの排気側に、非常に排気速度の小さいマイクロポンプを設けたものが提案されている(特許文献3、4)。このマイクロポンプの排気速度は、真空チャンバ内に微少量流される反応性ガス(せいぜい50〜150cc/min)を吸引・排気する程度(排気速度が、粗引ポンプの数百分の1以下)のものである。つまり、排気速度が非常に小さく設定されている。したがって、マイクロポンプに作用する上述した差圧による逆転トルクも非常に小さくなるため、損失動力も非常に小さくなるというものである。 (C1) As means for solving the problem of power loss in (3) above, there has been proposed one provided with a micro pump with a very low exhaust speed on the exhaust side of the roughing screw vacuum pump (Patent Document 3). 4). The pumping speed of this micro pump is such that a reactive gas (at most 50 to 150 cc / min) flowing into the vacuum chamber is sucked and exhausted (the pumping speed is one hundredth or less of the roughing pump). Is. That is, the exhaust speed is set very small. Therefore, the reverse torque due to the above-described differential pressure acting on the micropump is also very small, and the power loss is also very small.
しかしながら、このものは、粗引スクリュー真空ポンプが、大気圧から高真空領域に至るまで、つまり気体の粘性流領域から分子流領域に至るまで、連続して排気するというものである。したがって、このものは、粘性流領域(粗引排気)でのシール性を良好にする必要上、スクリューの巻数を多くし、且つ、スクリューとそのハウジングとの隙間も小さくする必要がある。しかも、分子流領域での排気速度を満足する必要上、大きな気体移送容積を有するものとしなければならない。したがって、スクリュー真空ポンプは半径方向および軸方向共に大きくなると共に、それに伴う熱膨張による隙間変動の問題も大きくなるため、スクリューと当該スクリュー収納室(ハウジング)の高精度加工が必要となりコストも高くなる。また、スクリュー真空ポンプにより大気圧近辺の気体を大容積のスクリュー真空ポンプで排気するものであるから、スクリュー真空ポンプを駆動する電動機も大容量のものを使用しなければならない。 However, this is such that the roughing screw vacuum pump continuously exhausts from the atmospheric pressure to the high vacuum region, that is, from the gas viscous flow region to the molecular flow region. Therefore, it is necessary to increase the number of turns of the screw and to reduce the clearance between the screw and its housing in order to improve the sealing performance in the viscous flow region (rough exhaust). Moreover, in order to satisfy the pumping speed in the molecular flow region, it must have a large gas transfer volume. Accordingly, the screw vacuum pump becomes larger in both the radial direction and the axial direction, and the problem of gap fluctuation due to thermal expansion accompanying it increases, so that high-precision machining of the screw and the screw storage chamber (housing) is required and the cost is also increased. . Further, since the gas near the atmospheric pressure is exhausted by the screw vacuum pump with the large volume screw vacuum pump, the motor that drives the screw vacuum pump must also have a large capacity.
(C2)同じく上記(3)の損失動力の問題を解決する手段として、図11及び図12に示すように、単にスクリューの巻数を複数とするだけでなく、排気側移送室の容積を小さくし、単段で使用するスクリュー真空ポンプが提案されている。この従来例について、本願発明の理解を容易にするため、以下詳述する。 (C2) Similarly, as a means for solving the problem of power loss in (3) above, as shown in FIGS. 11 and 12, the volume of the exhaust-side transfer chamber is reduced as well as a plurality of screw turns. A screw vacuum pump for use in a single stage has been proposed. This conventional example will be described in detail below in order to facilitate understanding of the present invention.
ハウジング210の内部に形成されたロータ収納室210bには、歯数比5対4の雌雄スクリューロータ220fおよび220mから構成されたメインスクリューロータ220と、歯数比5対4の別の雌雄スクリューロータ230fおよび230mから構成されたサブスクリューロータ230と、が回転可能に収納されている。
A
モータ243を回転させると、これに連結された雄ロータ230m、220mが回転し、同時に、タイミングギア241及び242を介して雌ロータ220f、230fも回転させられる。このように、メインとサブのロー夕220及び230が回転駆動すると、被真空排気室の気体が、吸気口210aを介してハウジング210の内部に吸入され、移送・圧縮され、排気口210cから外部に排出される。
When the
さて、容積移送型ポンプ200が排気運転時に必要とされる動力は、吸入した圧縮性流体を排気口210cまで移送する移送動力と、容積移送型ポンプ200の移送室の容積が吸気口210aから排気口210cに向けて小さくなっていることによる容積圧縮動力と、メインスクリューロータ220又はサブスクリューロータ230とハウジング210との間に形成された隙間等を通って高圧側、即ち排気側から低圧側、即ち吸気側に逆流した圧縮性流体を再度排気口210cまで移送する動力と、吸気側と排気側の圧力差によって圧縮性流体から受ける力に対向する動力(以下、差圧による動力という。)と、に分けられる。
The power required for the
上述した容積移送型ポンプ200の排気運転時に必要とされる動力の割合は、吸気口210a付近の圧縮性流体の圧力と排気口210c付近の圧縮性流体の圧力とによって異なる。例えば、吸気口210aを介して内部の圧力が大気圧と等しい一定容積の容器等(以下、被真空容器という。)を容積移送型ポンプ200によって排気する場合、時間とともに吸気口210a付近の圧縮性流体の圧力は低下し、やがて到達圧力になる。ただし、吸気口210aに少量のガス等が流れ込んでくる場合には、吸気口210a付近の圧縮性流体の圧力は到達圧力とはならないが、ある程度の真空状態となる。したがって、排気開始時には、吸気口210a及び排気口210c付近の圧縮性流体の圧力は共に大気圧に等しく、必要とされる動力は主に容積圧縮動力であるが、被真空容器の内部の気体が到達圧力或はある程度の真空状態になったときは、排気口210c付近の圧縮性流体の圧力と吸気口210a付近の圧縮性流体の圧力との差が大きくなり、必要とされる動力は主に差圧による動力となる。
The ratio of power required during the exhaust operation of the
通常、真空ポンプは、一定容積の容器を真空に保つために使用されることが多いため、真空ポンプが運転中に必要とする動力、即ち消費動力も差圧による動力が大半を占めることになる。したがって、差圧による動力を減少させることにより、真空ポンプの省エネルギー化を計ることができる。 Normally, vacuum pumps are often used to keep a container of a certain volume in a vacuum, so that the power required by the vacuum pumps during operation, that is, the power consumed is mostly due to the pressure difference. . Therefore, energy saving of the vacuum pump can be achieved by reducing the power due to the differential pressure.
ここで、スクリュー式真空ポンプ等の雌雄各ロータの差圧による消費動力Wは、当該ロータのトルクをT、当該ロータの回転数をN、定数をaとすると、一般式として次の(1)式によって表すことができる。
W=a×T×N…………………………………………(1)
Here, the power consumption W due to the differential pressure of male and female rotors such as screw type vacuum pumps is expressed by the following general formula (1), where T is the torque of the rotor, N is the rotational speed of the rotor, and a is a constant. It can be expressed by a formula.
W = a × T × N ………………………………………… (1)
また、ロータの回転軸に平行な方向で換算した高圧側受圧面積をA1、高圧側平均圧力をP1、A1面積中心からロータ回転中心までの距離をL1、ロータの回転軸に平行な方向で換算した低圧側受圧面積をA2、低圧側平均圧力をP2、A2面積中心からロータ回転中心までの距離をL2とすると、トルクTは、次の(2)式によって表すことができる。ただし、高圧側とは、排気側のことであり、低圧側とは、吸気側のことである。
T=A1×P1×L1-A2×P2×L2……………(2)
Also, the high pressure side pressure receiving area converted in the direction parallel to the rotor rotation axis is A1, the high pressure side average pressure is P1, the distance from the center of the A1 area to the rotor rotation center is L1, and the conversion is in the direction parallel to the rotor rotation axis. When the low pressure side pressure receiving area is A2, the low pressure side average pressure is P2, and the distance from the A2 area center to the rotor rotation center is L2, the torque T can be expressed by the following equation (2). However, the high pressure side is the exhaust side, and the low pressure side is the intake side.
T = A1 * P1 * L1-A2 * P2 * L2 (2)
(2)式において、A1、A2、L1及びL2は真空ポンプの構造によって変更が可能であり、(1)及び(2)式によれば、トルクTが小さくなるように真空ポンプの構造を決定することにより、差圧による動力Wを小さくすることができる。 In equation (2), A1, A2, L1 and L2 can be changed depending on the structure of the vacuum pump. According to equations (1) and (2), the structure of the vacuum pump is determined so that the torque T is reduced. By doing so, the power W by the differential pressure can be reduced.
しかし、実際にはA2及びL2は真空ポンプの排気速度を決定すると必然的に決まってくる寸法であり、被真空容器の内部の気体が到達圧力或はある程度の真空状態になった場合、即ち吸気側圧力がある程度低い状態においては、吸気側の圧縮性流体の圧力による力は無視できるレベルである。したがって、A1及びL1を小さくすること、即ちサブスクリューロータ230の歯溝及びハウジング210によって形成され、排気口210c(大気圧)に連通するときの移送室230A(以下、排気側移送室という。)の容積を小さくすることが、差圧による動力Wを減少させることとなる。
However, in actuality, A2 and L2 are dimensions that are inevitably determined when the pumping speed of the vacuum pump is determined, and when the gas inside the vacuum container reaches an ultimate pressure or a certain level of vacuum, that is, intake air In a state where the side pressure is low to some extent, the force due to the pressure of the compressible fluid on the intake side is at a negligible level. Therefore, A1 and L1 are reduced, that is, a
しかしながら、このような従来の真空ポンプにあっては、排気側移送室230Aを形成するサブスクリューロータ230の外径及びハウジング210の内径がメインスクリューロータ220の外径及びハウジング210の内径とそれぞれ等しく形成されていたため、設計排気速度(入力軸1回転当たりの気体移送容積と入力軸の単位時間回転数を乗じた値)を大きくするために、メインスクリューロータ220の歯溝及びハウジング210によって形成され、吸気口210aから閉じられた直後の移送室220A(以下、吸気側移送室という。)の容積を大きく設計すると、排気側移送室230Aの容積を最適な大きさまで小さくすることが困難であった。
However, in such a conventional vacuum pump, the outer diameter of the
即ち、スクリュー式の場合、気体移送室は、雌雄ロータの噛合いによって形成されている。したがって、従来の真空ポンプにあっては、吸気側移送室220Aを形成する雌雄ロータ220f、220mの外径と排気側移送室230Aを形成する雌雄ロータ230f、230mの外径は互いに等しいので、排気側移送室230Aの容積を小さくするためには、図11に示すように、サブスクリューロータ230のリード角θ2を小さくして、該リード角θ2で構成される中間移送室230B小さくすればよい。しかしながら、リード角θ2を小さくすることは加工上の問題から限界があり、中間移送室230Bの容積は、吸気側移送室220Aの容積の1/3程度までしか小さくすることができなかった。中間移送室230Bの容積を小さくできないということは、排気側移送室230Aの容積もそれに相応して小さくできないということである。具体的には、排気側移送室230Aの容積は中間移送室230Bの容積の約1/5程度までしか小さくできなかった。
That is, in the case of the screw type, the gas transfer chamber is formed by meshing of the male and female rotors. Therefore, in the conventional vacuum pump, the outer diameters of the male and
なお、ルーツ式やクロー式の真空ポンプで考えた場合、排気側移送室の容積を小さくするためには、ロータの軸方向の幅を減少させなければならないが、ロータの軸方向の幅を減少させるのには限界があり、設計排気速度を大きくするために吸気側移送室の容積を大きく設計すると、排気側移送室の容積を最適な大きさまで小さくすることが困難となる。 When considering roots type or claw type vacuum pumps, the axial width of the rotor must be reduced to reduce the volume of the exhaust side transfer chamber, but the axial width of the rotor is reduced. However, if the volume of the intake side transfer chamber is designed to be large in order to increase the designed exhaust speed, it is difficult to reduce the volume of the exhaust side transfer chamber to an optimum size.
このように、図11および図12に示すスクリュー真空ポンプにあっては、排気側移送室の容積を最適な大きさまで小さくすることが困難であったため、差圧による動力を減少させることができず、吸気側の圧力が到達圧力或はある程度の真空であるとき、エネルギー効率が低かった。 As described above, in the screw vacuum pump shown in FIGS. 11 and 12, it is difficult to reduce the volume of the exhaust-side transfer chamber to the optimum size, so that the power due to the differential pressure cannot be reduced. When the pressure on the intake side is the ultimate pressure or a certain degree of vacuum, the energy efficiency is low.
また、このものは、上記(B)で述べたと同様にスクリューの軸方向長さが長くなり、装置が大型化する。 Further, in this case, as described in the above (B), the axial length of the screw becomes long, and the apparatus becomes large.
以上述べたように、従来、スクリュー真空ポンプを使用する真空排気装置において、スクリューポンプ固有の問題点、つまり、コンダクタンス、シール性、消費動力に関する問題を個々に解決する手段が提案されているが、それら問題点の全てを解決したものはなく、一方でそれら解決手段は、装置の大型化、保守性等、新たな問題を生じるものである。 As described above, conventionally, in a vacuum exhaust apparatus using a screw vacuum pump, means for individually solving problems inherent to the screw pump, that is, problems relating to conductance, sealing performance, and power consumption, have been proposed. None of these problems have been solved, but these means of solving cause new problems such as an increase in device size and maintainability.
本願発明は、このようなスクリュー真空ポンプを使用した真空排気装置の問題点を解決することを目的とする。 The object of the present invention is to solve the problems of the vacuum exhaust apparatus using such a screw vacuum pump.
上記課題を解決するために、本発明の真空排気装置は、粗引ポンプとブースタポンプとを備えた真空排気装置において、粗引ポンプとブースタポンプをそれぞれスクリュー真空ポンプで構成し、粗引スクリュー真空ポンプの設計排気速度(「設計排気速度」とは、入力軸1回転当たりの気体移送容積と入力軸の単位時間回転数を乗じた値をいうものとする。以下同じ。)を、ブースタスクリュー真空ポンプの設計排気速度より十分小さいが粗引ポンプとして機能する大きさとし、粗引スクリュー真空ポンプのスクリュー巻数(「巻数」とは、雌雄スクリューの歯数が異なる場合、歯数の多い方のスクリューの巻数をいうものとする。以下同じ。)を、ブースタスクリュー真空ポンプのスクリュー巻数より多くしたことを特徴とする。
i) この構成によれば、一般特性として圧縮比の高いスクリュー真空ポンプをブースタポンプとして用いているので、粗引ポンプの設計排気速度は小さなもの(小型)であっても、システム全体として大きな排気速度を達成することができる。
ii) さらに、該粗引スクリューポンプの設計排気速度を、ブースタポンプの設計排気速度より十分小さくしているが、粗引ポンプとして機能する大きさとしている。したがって、ブースタポンプは、その吸気側が大気圧のときから排気できる能力を持たせる必要がなく、小型で簡単な構造にできると共に、粗引ポンプは、その吸気側圧力が到達圧力或はある程度の真空状態において、差圧による動力損失を小さくすることができる。
iii) また、粗引スクリューポンプの設計排気速度を上述したように十分小さくしているので、そのスクリュー半径を小さくすることができる。従って、半径方向の熱膨張による隙間変動が小さくなるので、当該半径方向隙間をより小さくすることができる。その結果、気体の漏れ総空間が小さくなりシール性を良好にすることができる。
iv) このように、粗引スクリューポンプのシール性を良好にできるため、シール性向上のためのスクリュー巻数を多くする必要がなく、粗引ポンプの軸方向長さを短く押さえることができる。
v) また、上述したように粗引ポンプのシール性を良好にすることができるため、ブースタポンプのスクリュー巻数が少なくても、或いは、スクリューとハウジングとの間の隙間等の精度が良くなくとも、高い真空度を得ることができると共に、ブースタスクリューポンプの軸方向長を短く押さえることができる。
vi) また、ブースタポンプのスクリュー巻数を少なくできるので、ブースタポンプのスクリューのリード角を大きくしてコンダクタンスを大きくするようにしても、軸方向長が過大になることもない。
vii) また、粗引ポンプ・ブースタポンプ共に構造の簡単なスクリュー真空ポンプを採用しているので、排気通路がシンプルかつ短くなる。したがって、反応生成物が排気通路に詰まりにくいと共に、仮に詰まったり付着したとしても、その除去等、保守が容易となる。
In order to solve the above problems, an evacuation apparatus according to the present invention is a vacuum evacuation apparatus having a roughing pump and a booster pump, wherein the roughing pump and the booster pump are each constituted by a screw vacuum pump, The pump's design pumping speed (“design pumping speed” means the value obtained by multiplying the gas transfer volume per rotation of the input shaft by the unit time rotation speed of the input shaft. The same shall apply hereinafter). The pump pumping speed is sufficiently smaller than the pump pumping speed, but large enough to function as a roughing pump. The number of screw turns of the roughing screw vacuum pump is different from that of the screw with the larger number of teeth. The same shall apply hereinafter)), which is characterized in that it is more than the number of screw turns of the booster screw vacuum pump.
i) According to this configuration, a screw vacuum pump having a high compression ratio is used as a booster pump as a general characteristic. Speed can be achieved.
ii) Further, the designed pumping speed of the roughing screw pump is made sufficiently smaller than the designed pumping speed of the booster pump, but it is set to function as a roughing pump. Therefore, the booster pump does not need to have the ability to exhaust from the intake side when it is at atmospheric pressure, and can be made small and simple in structure. In the state, the power loss due to the differential pressure can be reduced.
iii) Since the design pumping speed of the roughing screw pump is sufficiently small as described above, the screw radius can be reduced. Accordingly, the gap variation due to the thermal expansion in the radial direction is reduced, so that the radial gap can be further reduced. As a result, the total gas leakage space is reduced and the sealing performance can be improved.
iv) As described above, since the sealing performance of the roughing screw pump can be improved, it is not necessary to increase the number of screw turns for improving the sealing performance, and the axial length of the roughing pump can be reduced.
v) Further, as described above, the sealing performance of the roughing pump can be improved, so even if the number of screw turns of the booster pump is small or the accuracy of the gap between the screw and the housing is not good. A high degree of vacuum can be obtained, and the axial length of the booster screw pump can be kept short.
vi) Further, since the number of screw turns of the booster pump can be reduced, even if the lead angle of the booster pump screw is increased to increase the conductance, the axial length is not excessively increased.
vii) Since the rough vacuum pump and the booster pump employ screw vacuum pumps with a simple structure, the exhaust passage is simple and short. Therefore, the reaction product is not easily clogged in the exhaust passage, and even if it clogs or adheres, maintenance such as removal thereof becomes easy.
また、本発明の真空排気装置は、前記粗引スクリュー真空ポンプの設計排気速度が、前記ブースタスクリュー真空ポンプの設計排気速度の1/5〜1/100であることを特徴とする。 Moreover, the vacuum exhaust apparatus of the present invention is characterized in that a design exhaust speed of the roughing screw vacuum pump is 1/5 to 1/100 of a design exhaust speed of the booster screw vacuum pump.
この構成により、従来に比べてエネルギー効率が高い真空排気装置をより確実に得ることができる。なお、ブースタスクリュー真空ポンプの設計排気速度に対して、粗引スクリュー真空ポンプの設計排気速度小さければ小さいほど消費電力は低く押さえることができるが、粗引ポンプの設計排気速度を小さくし過ぎると、被真空容器を大気圧から到達圧力にするまでの過渡期において排気時間が長くなってしまうという弊害が生じる。したがって、消費電力及び排気時間の両方を考慮して、粗引ポンプの設計排気速度をブースタポンプ設計排気速度の1/5〜1/100とした。 With this configuration, it is possible to more reliably obtain a vacuum exhaust apparatus having higher energy efficiency than conventional ones. The lower the design pumping speed of the roughing screw vacuum pump relative to the design pumping speed of the booster screw vacuum pump, the lower the power consumption, but if the design pumping speed of the roughing pump is too low, In the transition period from the atmospheric pressure to the ultimate pressure, the adverse effect that the exhaust time becomes longer occurs. Therefore, considering both power consumption and exhaust time, the design pumping speed of the roughing pump is set to 1/5 to 1/100 of the booster pump designed pumping speed.
また、本発明の真空排気装置は、前記ブースタスクリュー真空ポンプのスクリュー巻数が、略1あるいは、該ブースタポンプの吸気口及び排気口のいずれとも連通しない気体移送室が少なくとも一つ形成される巻数であることあることを特徴とする。 In the vacuum exhaust apparatus of the present invention, the number of screw turns of the booster screw vacuum pump is approximately 1, or the number of turns in which at least one gas transfer chamber that does not communicate with either the intake port or the exhaust port of the booster pump is formed. It is characterized by being.
この構成により装置の大きさに大きく影響するブースタスクリュー真空ポンプの軸方向長をほぼ最小とすることができ、装置の小型化を図ることができる。 With this configuration, the axial length of the booster screw vacuum pump that greatly affects the size of the apparatus can be substantially minimized, and the apparatus can be miniaturized.
また、本発明の真空排気装置は、前記粗引スクリュー真空ポンプのスクリューの巻数が、3〜7巻であることあることを特徴とする。 Moreover, the vacuum exhaust apparatus of the present invention is characterized in that the number of turns of the screw of the roughing screw vacuum pump is 3 to 7 turns.
この構成により、ブースタスクリュー真空ポンプのシール性を高めなくとも、真空排気装置全体の良好なシール性を維持でき、粗引ポンプの軸方向長が過大となることもない。 With this configuration, it is possible to maintain good sealing performance of the entire evacuation apparatus without increasing the sealing performance of the booster screw vacuum pump, and the axial length of the roughing pump does not become excessive.
また、本発明の真空排気装置は、前記ブースタスクリュー真空ポンプのスクリューリード角が、前記粗引スクリュー真空ポンプのスクリューリード角より大きいことを特徴とする。 The vacuum exhaust apparatus of the present invention is characterized in that a screw lead angle of the booster screw vacuum pump is larger than a screw lead angle of the roughing screw vacuum pump.
この構成により、ブースタスクリューポンプの軸方向長はリード角に相応して長くなるが、コンダクタンスを大きくすることができる。一方、粗引スクリューポンプの軸方向長が長くなることはない。 With this configuration, the axial length of the booster screw pump becomes longer corresponding to the lead angle, but the conductance can be increased. On the other hand, the axial length of the roughing screw pump does not increase.
また、本発明の真空排気装置は、前記ブースタスクリュー真空ポンプの吸入側圧力が大気から13300Pa程度に低下するまで前記粗引スクリュー真空ポンプだけを駆動し、前記ブースタスクリュー真空ポンプの吸入側圧力が13300Pa程度以下になったところで該ブースタポンプを駆動し始めることを特徴とする。 Further, the vacuum exhaust apparatus of the present invention drives only the roughing screw vacuum pump until the suction side pressure of the booster screw vacuum pump drops from the atmosphere to about 13300 Pa, and the suction side pressure of the booster screw vacuum pump is 13300 Pa. The booster pump is started to be driven when the pressure becomes less than about.
この構成により、ブースタポンプの駆動に必要な動力は小さくてよく、その駆動電動機は小容量でよい。 With this configuration, the power required for driving the booster pump may be small, and the drive motor may have a small capacity.
また、本発明の真空排気装置は、前記ブースタスクリュー真空ポンプの吸入側圧力が比較的高い範囲においては、排気時間短縮のため、ブースタスクリュー真空ポンプと粗引スクリュー真空ポンプの各駆動モータを、それらのモータがオーバーロードとならない範囲内で、できるだけ高い回転数で回転させ、前記ブースタスクリュー真空ポンプの吸入側圧力が到達圧力あるいは比較的低い圧力となったときは、ブースタスクリュー真空ポンプの駆動モータ回転数を被真空排気室に要求される真空度を維持する最低の回転数まで低下させると共に、粗引スクリュー真空ポンプの駆動モータ回転数を、ブースタポンプの背圧をその臨界背圧以下に維持できる範囲内で、できるだけ低い回転数とすることにより、所要動力を低減させることを特徴とする。 In addition, the vacuum pumping apparatus of the present invention includes booster screw vacuum pump and roughing screw vacuum pump drive motors for reducing the pumping time in a range where the suction side pressure of the booster screw vacuum pump is relatively high. When the booster screw vacuum pump suction side pressure reaches the ultimate pressure or a relatively low pressure, the booster screw vacuum pump drive motor rotates. The number of rotations can be reduced to the minimum number of rotations required to maintain the degree of vacuum required for the evacuated chamber, and the drive motor rotation number of the roughing screw vacuum pump can be maintained below the critical back pressure of the booster pump. The required power is reduced by setting the number of revolutions as low as possible within the range. That.
この構成により、大気圧から排気するときの排気速度を大きくすることができ、また、消費動力を低くすることができる。 With this configuration, the exhaust speed when exhausting from the atmospheric pressure can be increased, and the power consumption can be reduced.
上述したように本発明の真空排気装置は、粗引ポンプとブースタポンプをそれぞれスクリュー真空ポンプで構成し、粗引スクリュー真空ポンプの設計排気速度を、ブースタスクリュー真空ポンプの設計排気速度より十分小さいが粗引ポンプとして機能する大きさとし、ブースタスクリュー真空ポンプのスクリュー巻数を、粗引スクリュー真空ポンプのスクリュー巻数より少なくしているので、構造が簡単で、消費電力が少なく、高い真空到達圧が得られ、保守が容易な真空排気装置を提供できる。 As described above, the vacuum evacuation apparatus of the present invention comprises a rough vacuum pump and a booster pump each configured by a screw vacuum pump, and the design exhaust speed of the rough suction screw vacuum pump is sufficiently lower than the design exhaust speed of the booster screw vacuum pump. The booster screw vacuum pump is designed to function as a roughing pump, and the number of turns of the booster screw vacuum pump is smaller than that of the roughing screw vacuum pump. Therefore, the structure is simple, power consumption is low, and high vacuum pressure is achieved. It is possible to provide a vacuum evacuation device that is easy to maintain.
以下、本発明の好ましい実施形態を図面に基づいて説明する。
(第1実施形態)
図1〜3を用いて本発明の第1実施形態に係る真空排気装置100について説明する。
Hereinafter, preferred embodiments of the present invention will be described with reference to the drawings.
(First embodiment)
A
真空排気装置100は、メカニカルブースタポンプとしてのスクリュー式真空ポンプAと粗引ポンプとしてのスクリュー式真空ポンプBとから構成されている。以下の用語において「メイン」は「ブースタスクリュー真空ポンプ」を意味し、「サブ」は「粗引スクリュー真空ポンプ」を意味する。
The
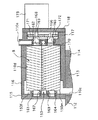
真空排気装置100は、メインスクリューロータ120(ブースタスクリュー真空ポンプのスクリューロータ)と、メインスクリューロータ120より外径が小さいサブスクリューロータ150(粗引スクリュー真空ポンプのスクリューロータ)と、を備えている。メインスクリューロータ120は、雌雄スクリューロータ120f及び120mから構成され、サブスクリューロータ150は、雌雄スクリューロータ150f及び150mから構成されている。
The
メインスクリューロータ120は、ハウジング110の内部に形成されたメインロータ収納室110bに収納されている。詳述すると、雌ロ一夕120fは軸受131、132及び133によってハウジング110に回転可能に支持され、雄ロータ120mは軸受134、135及び136によってハウジング110に回転可能に支持されている。ここで、シール137、138、139及び140は軸受131、132、133、134、135及び136とメインロータ収納室110bとを隔離し、軸受131、132、133、134、135及び136の潤滑油がメインロータ収納室110bに漏洩することを防止するとともに、メインロータ収納室110bから軸受131、132、133、134、135及び136に異物が侵入することを防止している。
The
サブスクリューロータ150は、ハウジング110の内部に形成されたサブロータ収納室110dに収納されている。詳述すると、雌ロータ150fは軸受161、162及び163によってハウジング110に回転可能に支持され、雄ロータ150mは軸受164、165及び166によってハウジング110に回転可能に支持されている。ここで、シール167、168、169及び170は軸受161、162、163、164、165及び166とサブロータ収納室110dとを隔離し、軸受161、162、163、164、165及び166の潤滑油がサブロータ収納室110dに漏洩することを防止するとともに、サブロータ収納室110dから軸受161、162、163、164、165及び166に異物が侵入することを防止している。
The
ここで、粗引ポンプBの排気側移送室150Aの容積は、ブースタポンプAの吸気側移送室120A容積の1/5以下になるように設計されている。
Here, the volume of the exhaust
粗引ポンプとしてのスクリュー式真空ポンプBの設計排気速度(入力軸1回転当たりの気体移送容積と入力軸の単位時間回転数を乗じた値)は420リットル/min(モータ173の定格回転数4500rpm)に、メカニカルブースタポンプとしてのスクリュー式真空ポンプAの設計排気速度は8500L/min(モータ143の定格回転数6800rpm)にそれぞれ設計されている。すなわち、粗引きポンプBの設計排気速度はブースタポンプAの約1/20(入力軸1回転当たりの気体移送容積の比に換算すると、約1/13)に設計されている。このように、粗引ポンプBの設計排気速度がブースタポンプAに比べ小さくなるということは、第3図に示すように、粗引ポンプBの大気に連通する排気側移送室150Aの容積もそれに相応して小さくなるということである。したがって、粗引ポンプBの排気側移送室150A容積は、ブースタポンプAの吸気側移送室120Aより十分に小さくなっている。粗引ポンプBの大気に連通する排気側移送室150Aの図3における右端面と、排気口110eの図3における左端面(ハウジング内壁)との関係は、必要な排気通路面積を確保しつつ、大気に連通する排気側移送室150Aの容積が最小となるよう設計されている。具体的には、排気側移送室150Aの容積は、粗引ポンプ自体の吸気側移送室150B容積の約1/5程度まで小さくすることができる。
The pumping speed of the screw vacuum pump B as a roughing pump is 420 liters / min (the rated rotational speed of the
また、メインロータ収納室110bは、ハウジング110の壁部に形成され、ハウジング110の外部からハウジング110の内部に圧縮性流体を吸入するための吸気口110aによってハウジング110の外部と連通し、メインロータ収納室110bとサブロータ収納室110dは、ハウジング110の内部に形成された連通路110cによって連通され、サブロータ収納室110dは、ハウジング110の壁部に形成され、ハウジング110の内部からハウジング110の外部に圧縮性流体を排出するための排気口110eによってハウジング110の外部と連通している。ここで、吸気口110aは図示していない一定容積の被真空容器に連通していて、排気口110eは大気に連通している。
The main
メインスクリューロータ120の雌雄ロータ120f及び120mの一端部には、それらの一方の回転に伴ってそれらの他方を回転させるタイミングギア141及び142が、それぞれ互いに噛み合うように固定されている。更に、雄ロータ120mの一端部には、メインモータ143が一体的に連結している。
Timing gears 141 and 142 that rotate the other of the male and
サブスクリューロータ150の雌雄ロータ150f及び150mの一端部には、それらの一方の回転に伴ってそれらの他方を回転させるタイミングギア171及び172が、それぞれ互いに噛み合うように固定されている。更に、雌ロータ150fの一端部には、サブモータ173が一体的に連結している。
Timing gears 171 and 172 that rotate the other of the male and
ハウジング110は、メインハウジング第一部材111、メインハウジング第二部材112、メインハウジング第三部材113、メインハウジング第四部材114、サブハウジング第一部材115、サブハウジング第二部材116、サブハウジング第三部材117及びサブハウジング第四部材118から形成されている。
The
メイン側雌雄ロータ120f、120mのスクリュー歯数比は6対5に、サブ側雌雄ロータ150f、150mのスクリュー歯数比も6対5に、それぞれ構成されている。メイン側雌雄ロータ120f、120mのスクリュー巻数は1(ここにいう「巻数1」は、雌スクリュー120f(歯数6)の巻数を意味する。「巻数」とは、雌雄スクリューの歯数が異なる場合、歯数の多い方のスクリューの巻数をいう、との前記定義参照。)に、サブ側雌雄ロータ150f及び150mのスクリュー巻数は5に、それぞれ構成されている。メイン側雌ロータ120fのスクリューリード角は約45度に、サブ側雌ロータ150fのスクリューリード角は約12度に、それぞれ構成されている。
The screw ratio between the main-side male and
ここで、上述したメイン側雌雄ロータ120f、120mのスクリュー巻数は、略1あるいは、吸気口110a及び排気口110cのいずれとも連通しない気体移送室(例えば、図3に120Bで示すよな圧縮工程にある閉塞された室)が少なくとも一つ形成される巻数でよい。本実施形態におけるブースタポンプAは、粗引ポンプBの設計排気速度とシール性との関係上、シール性をよくしなくともよいからである。
Here, the number of screw turns of the above-described main-side male and
次に、本実施形態に係る真空排気装置100の作用について説明する。
Next, the operation of the
まず、被真空容器(図示せず)内の圧力が大気圧近辺から13300Pa近辺になるまで当該室の気体を粗引スクリュー真空ポンプBで排気する場合について説明する。 First, the case where the gas in the chamber is exhausted by the roughing screw vacuum pump B until the pressure in the vacuum container (not shown) is changed from around atmospheric pressure to around 13300 Pa will be described.
サブモータ173を駆動することにより、雌雄ロータータ150f、150mが回転し、被真空排気室の気体を排気する。このとき、被真空排気室の気体は、ブースタポンプAの吸気口110a、ブースタポンプAおよび連通路110cを介して粗引ポンプAに吸引され、排気口110eから大気中に排出される。
By driving the
かかる排気によりブースタスクリュー真空ポンプAの吸入側圧力が13300Pa程度以下になった時点で、粗引スクリュー真空ポンプBのロータ150f、150mの回転を維持したままで、ブースタポンプAを駆動し始める。すなわち、メインモータ143を駆動することにより、雌雄ロータ120m及び120fを回転させ、希薄になっている被真空排気室の気体を粗引ポンプB側に移送・排気する。粗引ポンプBは、このブースタポンプAから移送されてきた気体を、さらに移送・圧縮して排気口110eから大気中に排出する。以上のようにして、被真空容積の容器の気圧は、到達圧力まで下げられる。
When the suction side pressure of the booster screw vacuum pump A becomes about 13300 Pa or less due to such exhaust, the booster pump A starts to be driven while maintaining the rotation of the
ここで、ブースタポンプAは、圧力の低い気体を排出するので、ブースタポンプAを駆動するのに必要な動力は小さくてよいため、その駆動電動機は小容量のものとすることができる。 Here, since the booster pump A discharges a gas having a low pressure, the power required for driving the booster pump A may be small, and therefore the drive motor can be of a small capacity.
また、真空ポンブ100は、粗引ポンプとしてのスクリュー式真空ポンプBの設計排気速度は420L/min(モータ173の定格回転数4500rpm)に、ブースタポンプとしてのスクリュー式真空ポンプAの設計排気速度は8500L/min(モータ143の定格回転数6800rpm)にそれぞれ設計されている。すなわち、粗引きポンプBの設計排気速度はブースタポンプAの約1/20に設計されているので、従来に比べ差圧による動力を減少させることができ、吸気側の圧力が到達圧力或はある程度の真空であるときエネルギー効率を高くすることができる。
Further, the
このように、本実施形態の真空排気装置がエネルギー効率を高くでき、しかも、小型とできる点について、理解を容易にするため、メカニカルブースタポンプにルーツ式真空ポンプを用いた場合と比較して以下説明する。 Thus, in order to facilitate understanding of the point that the vacuum evacuation apparatus of the present embodiment can increase energy efficiency and can be downsized, the following is compared with a case where a roots type vacuum pump is used as a mechanical booster pump. explain.
ブースタポンプにルーツ式真空ポンプを用いるとすると、ルーツ式真空ポンプの圧縮比(排気側圧力と吸気側圧力の比)が10:1程度と小さいため、粗引ポンプの排気速度を大きくしなければならない。例えば、吸気口圧力が1Paのときの排気速度が4,000L/minのブースタポンプで考えた場合であって、該ブースタポンプの吸気口圧力が1Paのときに、該ブースタポンプ吸気口に4,000Pa・L/minのガスを流したとすると、該ブースタポンプの排気口圧力は、圧縮比の関係から10Pa程度となる。すると、このシステムの粗引ポンプとしては、その吸入口圧力が10Paのとき、400L/min以上の排気速度をもったものが必要となり、その設計排気速度は1000L/min以上となるから、大容量のポンプとなる。例えばスクリュー式の場合、スクリューの溝・径・長さが大きくいものとなる。すなわち、前述した(2)式のA1、L1が大きくなる。このように、粗引ポンプが大容量になると、当然差圧による消費動力(前述した(2)式から導かれる)も大きくなってしまうのである。 If a roots-type vacuum pump is used as the booster pump, the compression ratio of the roots-type vacuum pump (ratio of exhaust side pressure to intake side pressure) is as small as about 10: 1. Don't be. For example, when considering a booster pump with an exhaust speed of 4,000 L / min when the inlet pressure is 1 Pa, when the booster pump inlet pressure is 1 Pa, the booster pump inlet 4 Assuming that a gas of 000 Pa · L / min is flowed, the exhaust port pressure of the booster pump is about 10 Pa due to the compression ratio. Then, as the roughing pump of this system, when the suction port pressure is 10 Pa, a pump having a pumping speed of 400 L / min or more is required, and the designed pumping speed is 1000 L / min or more. It becomes a pump. For example, in the case of the screw type, the screw groove, diameter, and length are large. That is, A1 and L1 in the above-described equation (2) are increased. As described above, when the capacity of the roughing pump becomes large, naturally, the power consumed by the differential pressure (derived from the above-described equation (2)) also increases.
これに対し、ブースタポンプにスクリュー式真空ポンプを用いた場合は、実験結果からすると、中・高真空領域において圧縮比が1:100以上であり、非常に大きい。このことから、上記と同じ条件(吸気口圧力が1Paのときの排気速度が4,000L/minのブースタポンプで考えた場合であって、該ブースタポンプの吸気口圧力が1Paのときに、該ブースタポンプ吸気口に4000Pa・L/minのガスを流したとする)において、当該ブースタポンプにスクリュー式真空ポンプを用いると、その排気側圧力は100Pa程度にまで高くできる。すると、このシステムの粗引ポンプとしては、その吸入口圧力が100Paにおける排気速度が40L/min程度の非常に小さなものでよく、その設計排気速度も小さなもので足りる。したがって、粗引スクリュー真空ポンプの気体移送容積も十分小さくできる。このように、粗引ポンプの移送容積を小さくできると、当然そのスクリューの溝・径・長さも小さくでき、すなわち前述した(2)式のA1、L1を小さくでき、差圧による消費動力を大幅に削減することができる。 On the other hand, when a screw-type vacuum pump is used as the booster pump, the experimental result shows that the compression ratio is 1: 100 or more in the middle / high vacuum region, which is very large. From this, the same conditions as above (when considering a booster pump with an exhaust speed of 4,000 L / min when the inlet pressure is 1 Pa, and when the inlet pressure of the booster pump is 1 Pa, If a screw-type vacuum pump is used as the booster pump in a gas flow of 4000 Pa · L / min to the booster pump intake port), the exhaust side pressure can be increased to about 100 Pa. Then, as the roughing pump of this system, the pumping speed at the suction port pressure of 100 Pa may be very small such that the pumping speed is about 40 L / min, and the designed pumping speed may be small. Therefore, the gas transfer volume of the roughing screw vacuum pump can be made sufficiently small. Thus, if the transfer volume of the roughing pump can be reduced, naturally the groove, diameter, and length of the screw can also be reduced, that is, A1 and L1 in the above-described equation (2) can be reduced, and power consumption due to differential pressure can be greatly increased. Can be reduced.
ここで、ブースタスクリューポンプAの設計排気速度に対して、粗引スクリューポンプBの設計排気速度が小さければ小さいほど消費電力を低く押さえることができるが、粗引ポンプの設計排気速度を小さくし過ぎると、被真空容器を大気圧から到達圧力にするまでの過渡期において排気時間が長くなってしまうという弊害が生じる。したがって、消費電力及び排気時間の両方を考慮して、ブースタポンプAの設計排気速度に対する粗引ポンプBの設計排気速度は、1/5〜1/100とするのが好ましい。 Here, the lower the design pumping speed of the roughing screw pump B relative to the design pumping speed of the booster screw pump A, the lower the power consumption, but the design pumping speed of the roughing pump is too small. As a result, there is a disadvantage that the exhaust time becomes longer in the transition period from the atmospheric pressure to the ultimate pressure. Therefore, in consideration of both power consumption and exhaust time, the design exhaust speed of the roughing pump B with respect to the design exhaust speed of the booster pump A is preferably 1/5 to 1/100.
このように、粗引スクリューポンプBの設計排気速度を上述したように十分小さくしているので、そのスクリュー外径を小さくすることができる。従って、半径方向の熱膨張による隙間変動も小さくなるので、当該半径方向隙間をより小さくすることができる。その結果、気体の漏れ総空間が小さくなりシール性を良好にすることができる。その結果、粗引スクリューポンプBはシール性向上のためのスクリュー巻数を多くする必要がなく、その軸方向長さを短く押さえることができる。さらに、ブースタポンプAのスクリュー巻数を少なくし且つスクリューとハウジングとの間の隙間等を精度が良くなくとも、高い真空度を得ることができると共に、ブースタスクリューポンプAの軸方向長を短くすることができる。 Thus, since the design exhaust speed of the roughing screw pump B is sufficiently small as described above, the screw outer diameter can be reduced. Therefore, since the gap fluctuation due to the thermal expansion in the radial direction is also reduced, the radial gap can be further reduced. As a result, the total gas leakage space is reduced and the sealing performance can be improved. As a result, the roughing screw pump B does not need to increase the number of screw turns for improving the sealing performance, and can reduce its axial length short. Furthermore, it is possible to obtain a high degree of vacuum even if the number of screw turns of the booster pump A is reduced and the gap between the screw and the housing is not accurate, and the axial length of the booster screw pump A is shortened. Can do.
ここで、ブースタスクリューポンプAの雌雄スクリュー120f、120mの巻数は、到達真空度と軸方向サイズを考慮すると、略1あるいは、該ブースタポンプの吸気口及び排気口のいずれとも連通しない気体移送室が少なくとも一つ形成される巻数でよい。粗引スクリューポンプBの雌雄スクリュー120f、120mの巻数は、シール性との関係では多ければ多いほどよいが、本発明のものは上述したようにシール性が良好となるので、3〜7程度でよい。
Here, the number of turns of the male and
このように、ブースタポンプAの軸方向長を短く押さえることができるので、ブースタポンプAのスクリューのリード角を大きくしてコンダクタンスを大きくするようにしても、軸方向長が過大になることもない。 Thus, since the axial length of the booster pump A can be kept short, even if the lead angle of the screw of the booster pump A is increased to increase the conductance, the axial length is not excessive. .
ここで、ブースタスクリューポンプAの雌スクリュー120fのリード角は、吸気側気体分子がスクリュー溝に入り易くするため、30°〜60°程度とするのが好ましい。特に、吸気側気体分子のスクリュー歯面によるたたき出し効果をよくするためには、45°近辺とするのが好ましい。粗引きスクリューポンプBの雌スクリュー150fのリード角は、大きくする必要はなく、加工と軸方向長さとを考慮すると8°〜15°程度でよい。
Here, the lead angle of the
また、粗引ポンプとして構造の簡単なスクリュー真空ポンプを採用しているので、排気通路がシンプルかつ短くなる。したがって、反応生成物が排気通路に詰まりにくいと共に、仮に詰まったり付着したとしても、その除去等、保守が容易となる。 Further, since a screw vacuum pump with a simple structure is adopted as the roughing pump, the exhaust passage is simple and short. Therefore, the reaction product is not easily clogged in the exhaust passage, and even if clogged or adhered, maintenance such as removal is facilitated.
また、本実施形態に係る真空排気装置100は、メインスクリューロータ120の回転軸が、サブスクリューロータ150の回転軸と異なっているので、それらロータを図11に示す従来例に比べて自由に設計することができる。従って、メインスクリューロータ120は、吸入コンダクタンスが大きくなるよう、スクリューの外径及びリードが共に大きく設計できる。また、サブスクリューロータ150は、差圧による動力が小さくなるよう、つまり、排気側移送室150Aが小容積となるよう、且つシール性、加工性、回転バランス等も考慮して、小さい外径であって、そのリード角θ1も最も加工に適した値に設計することができる。
Further, in the
(第2実施形態)
図4〜8を用いて本発明の第2実施形態に係る真空排気装置300について説明する。ただし、第1実施形態との実質的に相違する点についてのみ説明し、第1実施形態と同様の構成については説明を省略する。
(Second Embodiment)
A
図4に示すように第2実施形態に係る真空排気装置300においては、ブースタポンプAの雌雄スクリューロータ320fおよび320mを片持ち構造とし、その吸気にベアリング、オイルシール等を無くすことで、ベアリング潤滑油の真空チェンバー内への逆拡散を無くすことができるとともに、気体の流入経路を妨げることなくなり、吸入コンダクタンスを向上させることができる。
As shown in FIG. 4, in the
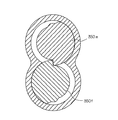
また、ブースタポンプAの雌雄スクリューロータ320fおよび320mのスクリューの歯数比は、図5に示すように4:3で構成されており、それらスクリューの巻数は1である。一方、粗引ポンプBの雌雄スクリューロータ350fおよび350mのスクリュー歯数比は図6で示すように1:1構成されており、それらスクリューの巻数は5である。
Moreover, the ratio of the number of teeth of the male and
なお、粗引ポンプBの設計排気速度は、ブースタポンプAの設計排気速度に対し、第1実施形態と同様に約1/20に設計されており、この第2実施形態に係る真空排気装置300の作用は、第1実施形態に係るものと同様である。
Note that the designed pumping speed of the roughing pump B is designed to be about 1/20 as in the first embodiment with respect to the designed pumping speed of the booster pump A, and the
ここで、第2実施形態(第1実施形態においても同じ)の真空排気装置300の好ましい運転方法について以下説明する。
Here, a preferable operation method of the
(運転方法1)
図7は真空排気装置300の吸入口110a側圧力と排気速度の関係を示す。図中Yの領域では粗引ポンプBのみを運転する。この領域での排気速度は粗引ポンプBの排気速度と等しくなる。吸入口110aの圧力が約1000PaになったところでブースターポンプAの運転を始める。ここから真空排気装置100の排気速度はブースターポンプAと同じ排気速度を得ることになる。半導体用真空排気装置として用いる場合、要求される動作領域は概ね1〜1000Paなので消費電力量を抑えるため大気圧から約1000Paまで粗引ポンプのみで排気を行なう。
(Driving method 1)
FIG. 7 shows the relationship between the
(運転方法2)
スクリュー式真空ポンプ等の雌雄各ロータの消費動力Wは、一般式としての前記式(1)に示すとおり、W=a×T×Nで表される。この式から、粗引ポンプAの設計排気速度をブースタポンプAのそれより小さく設計することにより、トルクTが既に小さくなっている場合、消費動力Wをさらに低減するには雌雄各ロータの回転数Nを下げればよいことが分かる。そこで、本実施形態の真空排気装置300の真空排気能力を十分に発揮したまま、上記回転数Nをどのように下げるかについて以下説明する。
(Driving method 2)
The power consumption W of male and female rotors such as screw type vacuum pumps is expressed by W = a × T × N as shown in the above-mentioned formula (1) as a general formula. From this equation, the design pumping speed of the roughing pump A is designed to be smaller than that of the booster pump A, so that when the torque T is already small, the rotational speed of the male and female rotors can be further reduced. It can be seen that N should be lowered. Therefore, how to reduce the rotation speed N while fully exhibiting the vacuum exhaust capability of the
図8は、ブースタスクリューポンプAの到達圧力における当該雄ロータ320mの回転数と吸入口110aの圧力との関係を示す。この図からわかるように、到達圧力状態においては、回転数を点Pから点Qまで低くしても、吸気圧力が変化していない。これから、到達圧力を維持するには、回転数をQ点にすれば到達できることがわかる。
FIG. 8 shows the relationship between the rotational speed of the
図9は、ブースタスクリューポンプAの吸入口110a側に0.1NL/min(ここでNLはノルマルリットルを表す)の気体を流した状態における当該雄ロータ320mの回転数と吸入口110aの圧力との関係を示す。この図から、吸入口110a側に少量のガスを流すにあたっても前記と同等に、回転数を点Rから点Sまで低くできることがわかる。
FIG. 9 shows the number of rotations of the
以上より、吸入口110aのそれぞれの圧力状態に応じて、それぞれ最適な回転数があることがわかる。その回転数は、粗引ポンプB側からブースタポンプ側へ漏れていくガス量と、吸気口110aからブースタポンプAに流れてくるガスの総和を、排気するのに見合った排気速度を保持する回転数である。従って、ブースタポンプAは、吸気口110aの圧力に応じて前述の如く回転数制御することによって、各圧力状態における消費電力を最低にできるのである。
From the above, it can be seen that there are optimum rotation speeds according to the respective pressure states of the
次に、図10は、ブースタポンプAの吸気側圧力と、排気側(粗引ポンプの吸入側)圧力との関係を示す。このグラフから分かるように、ブースタポンプAの吸入圧力は、その排気側圧力が点Tから点Uの間では変化しない。このときの点Uの圧力を臨界背圧とよぶ。 Next, FIG. 10 shows the relationship between the intake side pressure of the booster pump A and the exhaust side (rough suction pump suction side) pressure. As can be seen from this graph, the suction pressure of the booster pump A does not change between the point T and the point U in the exhaust side pressure. The pressure at point U is called critical back pressure.
この実施形態のシステムにおいて、ブースタポンプAの臨界背圧は粗引ポンプBにより維持されるものである。したがって、粗引ポンプBの回転数は、ブースタポンプAの排気側(すなわち粗引ポンプの吸気側)圧力がブースタポンプAの臨界背圧(点U)以下に保持できる程度まで、下げることができる。そうすることで、消費電力を必要最小限とすることができる。 In the system of this embodiment, the critical back pressure of the booster pump A is maintained by the roughing pump B. Therefore, the rotational speed of the roughing pump B can be lowered to such an extent that the pressure on the exhaust side of the booster pump A (that is, the intake side of the roughing pump) can be kept below the critical back pressure (point U) of the booster pump A. . By doing so, power consumption can be minimized.
(運転方法3)
上記運転方法2は、真空排気装置300の吸入口110a側が到達圧力もしくはある程度真空状態にある場合である。他方、真空排気装置300が、その吸入口110a側につないだ真空容器を大気圧から排気する場合、短時間で真空に(例えば1000Pa程度に)することが要請されることがある。斯かる要請に応えるには、各瞬間において、ブースタおよび粗引の真空ポンプA、Bを駆動する各電動機を、その容量範囲内でできるだけ高い回転数となるように制御する。そうすることで、各ポンプA、Bの回転数を制御しない場合に比べて、効率よく早く排気することができる。
(Driving method 3)
The operation method 2 is a case where the
(運転方法4)
大気圧からの排気において、排気時間は遅くてもよいが、瞬時の動力を低く抑えたい場合には、ポンプA、Bの各電動機回転数を、できるだけ低くしておき、各ポンプの吸気側の圧力が低下するのに対応して、それぞれ回転数を上昇させていくのがよい。
(Driving method 4)
When exhausting from the atmospheric pressure, the exhaust time may be slow, but if you want to keep the instantaneous power low, keep the motor speed of each of the pumps A and B as low as possible, It is better to increase the rotational speed in response to the pressure drop.
以上の運転方法2〜4をまとめると以下のようになる。
1.ブースタポンプA
a)吸気口110a側の圧力が、到達圧力状態あるいはある程度の真空状態(例えば10Pa程度)になったとき、スクリューロータ320m、320fの回転数を、そのような吸気口側圧力を維持できる最低回転数に制御する。
b)吸気口110aにつないだ真空容器を大気圧から排気する際において、
i)排気時間を短くしたい場合は、ブースタポンプAの駆動電動機容量の範囲内で、スクリューロータ320m、320fの回転数が、各瞬間においてできるだけ高くなるよう制御する。
ii)瞬間動力を低く抑えたい場合には、スクリューロータ320m、320fの回転数をできるだけ低い回転数に制御し、且つ、吸気口110aの圧力低下に従い回転数を上昇させるよう制御する。
The above operation methods 2 to 4 are summarized as follows.
1. Booster pump A
a) When the pressure on the
b) When exhausting the vacuum vessel connected to the
i) When it is desired to shorten the exhaust time, the rotational speed of the
ii) When it is desired to keep the instantaneous power low, the rotational speeds of the
2.粗引ポンプ
a)ブースタポンプAの吸気口110a側の圧力が到達圧力状態あるいは或る程度の真空状態(例えば10Pa程度)になったとき、スクリューロータ350f、350mの回転数を、ブースタポンプAの排気側圧力(粗引ポンプの吸気側圧力)がブースタポンプの臨界背圧以下の範囲に維持できる、最低の回転数に制御する。
b)ブースタポンプAの吸気口につないだ真空容器を大気圧から排気する際において、
i)排気時間を短くしたい場合は、粗引ポンプBの駆動電動機容量の範囲内で、スクリューロータ350f、350mの回転数が、各瞬間においてでできるだけ高くなるよう制御する。
ii)瞬間動力を低く抑えたい場合には、スクリューロータ350f、350mの回転数をできるだけ低い回転数に制御し、且つ、吸気側(ブースタポンプAの排気側)圧力の低下に従い回転を上昇させるよう制御する。
2. Roughing pump a) When the pressure on the
b) When the vacuum vessel connected to the intake port of the booster pump A is exhausted from the atmospheric pressure,
i) When it is desired to shorten the exhaust time, the rotational speed of the
ii) When it is desired to keep the instantaneous power low, the rotational speed of the
以上にまとめたような運転方法を採用することで、真空排気装置の消費動力を最小限にすることができ、エネルギー効率を高めることができる。 By adopting the operation method summarized above, the power consumption of the vacuum evacuation device can be minimized and the energy efficiency can be increased.
なお、上述の本実施形態においては、ブースタポンプ及び粗引ポンプの両方にスクリュー式真空ポンプを適用した場合について述べたが、本発明を基に、その応用あるいは近似する形態として、ブースタポンプとしてスクリュー式ポンプ等、圧縮比の高いポンプを用い、粗引ポンプとしてスクロール式ポンプ等を適用することが考えられる。 In the above-described embodiment, the case where the screw type vacuum pump is applied to both the booster pump and the roughing pump has been described. However, based on the present invention, as an application or an approximate form, the screw is used as the booster pump. It is conceivable to use a scroll pump or the like as a roughing pump using a pump with a high compression ratio such as a pump.
上述の各実施形態において、粗引スクリューポンプのリード角は、軸方向に変化しないものとして説明したが、図11に示すように、排気口側に向かってリード角が段階的に小さくなるように構成してもよい。そうすることにより、消費動力をより低減することができる。 In each of the embodiments described above, the lead angle of the roughing screw pump has been described as not changing in the axial direction. However, as shown in FIG. 11, the lead angle is gradually reduced toward the exhaust port. It may be configured. By doing so, power consumption can be further reduced.
A 粗引ポンプ
B ブースタポンプ
100、300 真空排気装置
110a 吸気口
110e 排気口
120A 吸気側移送室
150A 排気側移送室
A Roughing pump
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005165360A JP2005256845A (en) | 1999-11-17 | 2005-06-06 | Evacuating apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP32627699 | 1999-11-17 | ||
| JP2005165360A JP2005256845A (en) | 1999-11-17 | 2005-06-06 | Evacuating apparatus |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000213110A Division JP2001207984A (en) | 1999-11-17 | 2000-07-13 | Evacuation device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005256845A true JP2005256845A (en) | 2005-09-22 |
| JP2005256845A5 JP2005256845A5 (en) | 2007-06-14 |
Family
ID=35082788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005165360A Pending JP2005256845A (en) | 1999-11-17 | 2005-06-06 | Evacuating apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005256845A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007263121A (en) * | 1999-11-17 | 2007-10-11 | Nabtesco Corp | Evacuating apparatus |
| FR2971018A1 (en) * | 2011-01-27 | 2012-08-03 | Alcatel Vacuum Technology France | Primary vacuum pump for load-lock chamber to load and unload photovoltaic substrates used to manufacture e.g. flat screens, has variation unit increasing space without entering/leaving of gas when pump is in limited vacuum operation state |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62102883U (en) * | 1985-12-20 | 1987-06-30 | ||
| JPH0518378A (en) * | 1990-12-12 | 1993-01-26 | Ebara Corp | Two-stage screw vacuum pump |
| JPH10159775A (en) * | 1996-11-30 | 1998-06-16 | Aisin Seiki Co Ltd | Multi-stage type vacuum pump |
-
2005
- 2005-06-06 JP JP2005165360A patent/JP2005256845A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62102883U (en) * | 1985-12-20 | 1987-06-30 | ||
| JPH0518378A (en) * | 1990-12-12 | 1993-01-26 | Ebara Corp | Two-stage screw vacuum pump |
| JPH10159775A (en) * | 1996-11-30 | 1998-06-16 | Aisin Seiki Co Ltd | Multi-stage type vacuum pump |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007263121A (en) * | 1999-11-17 | 2007-10-11 | Nabtesco Corp | Evacuating apparatus |
| FR2971018A1 (en) * | 2011-01-27 | 2012-08-03 | Alcatel Vacuum Technology France | Primary vacuum pump for load-lock chamber to load and unload photovoltaic substrates used to manufacture e.g. flat screens, has variation unit increasing space without entering/leaving of gas when pump is in limited vacuum operation state |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100843328B1 (en) | Operation Method for Evacuating Apparatus | |
| EP0585911B1 (en) | Two stage primary dry pump | |
| JP3074829B2 (en) | Fluid rotating device | |
| KR101351667B1 (en) | Vacuum pump | |
| KR20040030968A (en) | Vacuum pumping system and method of operating vacuum pumping system | |
| JP2005155540A (en) | Multistage dry-sealed vacuum pump | |
| JPH08312582A (en) | Reversal preventing device for compressor | |
| JPH06307360A (en) | Fluid rotating device | |
| US7744356B2 (en) | Screw vacuum pump with male and female screw rotors having unequal leads | |
| JP2007303466A (en) | Screw compressor for large driving power | |
| JPH079239B2 (en) | Screw vacuum pump | |
| JP2007263122A (en) | Evacuating apparatus | |
| JP2007298043A (en) | Vacuum exhaust device | |
| JP2005256845A (en) | Evacuating apparatus | |
| WO2004083643A1 (en) | Positive-displacement vacuum pump | |
| US7637726B2 (en) | Screw vacuum pump | |
| JP2005256845A5 (en) | ||
| JP3661885B2 (en) | Screw vacuum pump and screw gear | |
| JP2007263121A (en) | Evacuating apparatus | |
| JPS61152990A (en) | Screw vacuum pump | |
| JPH06129384A (en) | Evacuation device | |
| JP2002174174A (en) | Evacuator | |
| JP3490029B2 (en) | Rotary type multi-stage vacuum pump | |
| WO1999042729A1 (en) | Vacuum pump | |
| JPH07119666A (en) | Vacuum evacuat0r |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070420 |
|
| A621 | Written request for application examination |
Effective date: 20070420 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20090728 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100126 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100525 |