JP2005128407A - Optical waveguide module - Google Patents
Optical waveguide module Download PDFInfo
- Publication number
- JP2005128407A JP2005128407A JP2003366004A JP2003366004A JP2005128407A JP 2005128407 A JP2005128407 A JP 2005128407A JP 2003366004 A JP2003366004 A JP 2003366004A JP 2003366004 A JP2003366004 A JP 2003366004A JP 2005128407 A JP2005128407 A JP 2005128407A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- optical
- core
- optical waveguide
- diameter portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Abstract
Description
本発明は、光導波路と光ファイバとを結合した光導波路モジュールに関する。 The present invention relates to an optical waveguide module in which an optical waveguide and an optical fiber are coupled.
従来より、光情報通信システムにおいて光導波路と光ファイバとを結合した光導波路モジュールが用いられている。光導波路モジュールの製造方法の一つとして次のものが知られている(例えば、特許文献1参照)。図15に示すように、まず、シリコン基板91上に石英ガラス系のガラス膜からなる光導波路92を、光導波路92のコアの中心とシリコン基板との間隔を光ファイバの半径プラス2μm以内として形成する。次に、前記ガラス膜の一部を除去して前記シリコン基板露出面93を形成し、露出したシリコン基板露出面93の上面に光ファイバ94の外周面を接触させる。この状態で、コアの光軸方向及びこの方向に垂直でかつシリコン基板91の上面に平行な方向の2方向に光ファイバ94を移動させて光ファイバ94をコアに対して調芯し、光ファイバ94を光導波路91に紫外線硬化型接着剤95で固定する。
しかしながら、上述したような光導波路モジュールの製造方法においては、時間と精度を要する光ファイバと光導波路の調芯工程が必要である。また、端面同士を突き合わせた状態で接着するので、調芯後の接着工程において接着剤の硬化収縮や温度変化等による調芯位置の変化等により、光結合損失の原因となる光軸ずれが生じる可能性がある。 However, in the method of manufacturing an optical waveguide module as described above, an alignment process of an optical fiber and an optical waveguide that requires time and accuracy is required. Also, since the end faces are bonded together, the optical axis shift that causes optical coupling loss occurs due to changes in the alignment position due to curing shrinkage of the adhesive, temperature changes, etc. in the bonding process after alignment. there is a possibility.
本発明は、上記課題を解消するものであって、短縮した製造時間で製造でき、また光ファイバと光導波路が低損失で光結合された光導波路モジュールを提供することを目的とする。 SUMMARY OF THE INVENTION An object of the present invention is to provide an optical waveguide module that solves the above-described problems and can be manufactured in a reduced manufacturing time and in which an optical fiber and an optical waveguide are optically coupled with low loss.
上記課題を達成するために、請求項1の発明は、光導波路板と光ファイバとを結合した光導波路モジュールにおいて、前記光導波路板は、光が導波するコアと、該コアを覆い該コアより低屈折率の材料よりなるクラッドと、該コアの断面と略同一形状の断面をなして該クラッドの端面付近に形成された光ファイバ案内溝とを備え、前記光ファイバは、端面付近に他の領域よりも径の小さい小径部を備え、前記光ファイバは前記光導波路板の光ファイバ案内溝に前記小径部を嵌合して固定されていることを特徴とする光導波路モジュールである。
In order to achieve the above object, the invention according to
請求項2の発明は、請求項1に記載の光導波路モジュールにおいて、光ファイバ案内溝は、光導波路板のコアの一部に平行に近接して備えられ、前記コアと光ファイバ案内溝に固定された光ファイバとが方向性結合により光学的に結合されているものである。 According to a second aspect of the present invention, in the optical waveguide module according to the first aspect, the optical fiber guide groove is provided in close proximity to a part of the core of the optical waveguide plate, and is fixed to the core and the optical fiber guide groove. The optical fiber is optically coupled by directional coupling.
請求項3の発明は、請求項2に記載の光導波路モジュールにおいて、前記光ファイバの小径部の直径が9〜50μmのものである。 According to a third aspect of the present invention, in the optical waveguide module according to the second aspect, the diameter of the small diameter portion of the optical fiber is 9 to 50 μm.
請求項4の発明は、請求項1に記載の光導波路モジュールにおいて、前記光ファイバの小径部の外形が該光ファイバの光軸中心に対して偏心しているものである。 According to a fourth aspect of the present invention, in the optical waveguide module according to the first aspect, the outer shape of the small diameter portion of the optical fiber is eccentric with respect to the optical axis center of the optical fiber.
請求項5の発明は、請求項1に記載の光導波路モジュールにおいて、前記光ファイバの小径部は、光ファイバの端面付近に短パルスレーザ光を照射することにより形成されているものである。 According to a fifth aspect of the present invention, in the optical waveguide module according to the first aspect, the small diameter portion of the optical fiber is formed by irradiating a short pulse laser beam near the end face of the optical fiber.
請求項1の発明によれば、光導波路板のコアと略同一形状で形成した光ファイバ案内溝に、光ファイバの小径部を嵌合することで調芯が精度良く完了するので、調芯位置決め時間が短縮でき、また、光導波路板のコアと光ファイバ案内溝間に大きな段差がないので、光導波路モジュールの使用状態において、温度変化によるコアと光ファイバ間の位置ずれの発生が殆どなく、光強度のカップリング損失を抑制できる。 According to the first aspect of the present invention, the alignment is completed with high accuracy by fitting the small-diameter portion of the optical fiber into the optical fiber guide groove formed in substantially the same shape as the core of the optical waveguide plate. Time can be shortened, and since there is no large step between the core of the optical waveguide plate and the optical fiber guide groove, there is almost no occurrence of displacement between the core and the optical fiber due to temperature change in the usage state of the optical waveguide module. Light intensity coupling loss can be suppressed.
請求項2の発明によれば、光ファイバ内を導波した光が、方向性結合によって光導波路板のコアに乗り移るので、光ファイバと光導波路板のコアとの断面形状の違いによる光損失がなく、カップリング損失を抑制できる。
According to the invention of
請求項3の発明によれば、小径部の直径が9μm以下では光信号の伝搬損失が大きく、50μm以上では方向性結合が起こりにい、という不具合のない良好な方向性結合による光結合が可能である。 According to the third aspect of the present invention, optical coupling can be achieved by good directional coupling without a problem that the propagation loss of the optical signal is large when the diameter of the small diameter portion is 9 μm or less, and directional coupling hardly occurs when the diameter is 50 μm or more. It is.
請求項4の発明によれば、光導波路板と光ファイバの結合作業時に光ファイバを光軸回りに回転して光導波路板のコアと光ファイバのコアの軸芯位置の微調整を容易に行うことができるので、光導波路板におけるコアの位置精度を緩和できる。 According to the fourth aspect of the present invention, the optical fiber is rotated around the optical axis when the optical waveguide plate and the optical fiber are joined, and fine adjustment of the axial center positions of the core of the optical waveguide plate and the core of the optical fiber is easily performed. Therefore, the position accuracy of the core in the optical waveguide plate can be relaxed.
請求項5の発明によれば、光ファイバに応力を与えることなく非接触で加工ができ、また、3次元の加工形状制御が可能である。 According to the fifth aspect of the present invention, processing can be performed without contact without applying stress to the optical fiber, and three-dimensional processing shape control is possible.
以下、本発明の一実施形態に係る光導波路モジュールについて、図面を参照して説明する。図1(a)(b)は、光導波路モジュール1と光ファイバ結合部構造を示す。光導波路モジュール1は、光導波路板2と光ファイバ3とを光結合して構成されており、光導波路板2は、光が導波するコア4と、コア4を覆いコア4より低屈折率の材料よりなるクラッド5(基板クラッド51、カバークラッド52)と、コア4の断面と略同一形状の断面をなしてクラッド5の端面付近に形成された光ファイバ案内溝6とを備え、光ファイバ3は、端面付近に他の領域よりも径の小さい小径部33を備え、光ファイバ3は光導波路板2の光ファイバ案内溝6に小径部33を嵌合して固定されている。
Hereinafter, an optical waveguide module according to an embodiment of the present invention will be described with reference to the drawings. 1A and 1B show an
上述の光ファイバ3は、図1(b)に示すように、クラッド31と、クラッド31よりも大きな屈折率を有する中心部分のコア32とからなり、その端部には小径部33が形成されている。コア溝41の幅aは、例えばa=7μmであり、また、光ファイバ案内溝6の幅cは、例えばc=15μmである。光ファイバ小径部33とファイバ案内溝6の寸法b,c,hは互いに隙間なく、また、コア4と光ファイバ3の光軸がずれなく嵌合するように決められる。小径部33や基板クラッド51の形成、光ファイバ案内溝6等については、下記の製造工程の説明の中で述べる。
As shown in FIG. 1B, the above-described
光導波路モジュール1の製造工程を説明する。図2は、光ファイバ3の小径部33の形成方法を示し、図3は、光導波路モジュール1の製造工程を示す。[光ファイバ小径部形成工程]光ファイバ3の小径部33は、図2(a)に示すように、石英系の光ファイバ3の端部をフッ酸溶液7に浸してエッチングによりクラッド31の一部を除去し、光ファイバ3の端面付近のファイバ径を小さくして形成される。クラッド31の一部を除去した領域(クラッド除去部)のファイバ径は、シングルモード光ファイバの場合ではφ9〜50μm程度とする。エッチングする領域の制御は、例えば、除去する部分以外をフッ酸に浸漬しないか、又は除去部以外のクラッド31表面をNi−Cr−Mo合金などでメタライズして保護することによって行うことができる。フッ酸濃度50%では、エッチング速度0.6μm/分であったので、125μmφの光ファイバをφ30μmにエッチングするのに、80分程度要するが、この方法を用いると一度に大量の光ファイバの加工が可能である。
A manufacturing process of the
[基板クラッド形成工程]基板クラッド51は、コア溝及び光ファイバ案内溝となるべき部分に凸部を備えた金型を用いて、プレス成形や射出成形を行い、一度の成形処理によって、図3(a)に示すように、コア溝41及び光ファイバ案内溝6を表面に備えて形成される。ここで用いる金型は、LIGA(Lithography Galvanoformung Abformung)工法等を用いて製造することができる。LIGA工法は、フォトエレクトロプレーティングのやり方で、立体的に奥行きが出るようにしたプロセスである。例えば、フォトレジストを深く立体的に彫った後で、電気めっき(電気鋳造)して金型を作ることができる。
[Substrate Clad Forming Step] The
コア溝41の断面形状は方形であり、前出の図1(b)に示す幅aは、シングルモード対応の場合、5〜20μmである。また、光ファイバ案内溝6の形状、すなわち、前出の図1(b)に示す溝の幅c、溝の高さh、及び溝の長さbは、光ファイバ3の小径部33が嵌合される寸法に合わせて形成される。寸法の代表例を示すと、コア溝41の幅a=7μm、光ファイバ案内溝6の幅c=15μmである。
The cross-sectional shape of the
基板クラッド51に用いる樹脂として、光透過率の高いPMMA、エポキシ樹脂、アクリル樹脂、フッ素系樹脂等を用いることができる。実施例では、例えば、PMMAの場合、光の屈折率nが1.492のものが用いられる。
As the resin used for the
[光ファイバ配置工程]続く工程で、上述の基板クラッド51の光ファイバ案内溝6に光ファイバ3が嵌合、配置される。このとき、光ファイバ案内溝6の形状は、光ファイバ3の小径部33形状とほぼ同等か0.5〜1μm程度大きく形成すると嵌合時に、光ファイバ端部の破損を避けることができる。
[Optical Fiber Arrangement Step] In the subsequent step, the
[接着剤塗布工程]図3(b)に示すように、ディスペンサ42を用いて、光ファイバ3のコア32と同等の屈折率(n=1.497)を有する接着剤43を、光ファイバ案内溝6に嵌合された光ファイバ小径部33周辺に塗布する。このとき、コア溝41に接着剤43を充填して光導波路(コア4)の形成と光ファイバの接着とを同時に行うことができる。
[Adhesive Application Step] As shown in FIG. 3B, an adhesive 43 having a refractive index (n = 1.497) equivalent to that of the
導波路コア4を形成する樹脂と光ファイバ接着に用いる樹脂との屈折率が異なる樹脂を用いる場合、コア溝41に、例えば屈折率n=1.497の樹脂を充填し、その後、光ファイバ案内溝6に、基板クラッド51と同じ屈折率n=1.492を有する樹脂を塗布する。すなわち、光が導波するコアの屈折率を高くし、接着剤に低屈折率接着剤を用いて、光伝搬への悪影響がないようにする。例えば、使用する接着剤の屈折率が光ファイバのコアの屈折率より0.001〜0.05ほど低いものを用いることで、接着剤が光ファイバのクラッド領域と同じ効果を持つ。これによって、光ファイバの小径部から光信号が漏れることを防ぎ、高効率で光信号を転送できる。
When using a resin having a different refractive index between the resin forming the
[カバークラッド接合工程]上述の樹脂充填、接着剤塗布を行った基板クラッドの上に、図3(c)に示すように、厚さ100μm程度のカバークラッド52を配置して、上面よりプレスする。プレスによってコア形成用の樹脂液がカバークラッド52と基板クラッド51間の全面に行き渡る。その後、カバークラッド52の上部から光照射することにより、コア樹脂と接着剤を硬化させる。これにより、基板クラッド51、カバークラッド52、光ファイバ3が接合され、コアが形成されて、光導波路モジュール1が完成する。
[Cover Cladding Step] As shown in FIG. 3C, a cover clad 52 having a thickness of about 100 μm is disposed on the substrate clad subjected to the above resin filling and adhesive application and pressed from above. . The resin liquid for core formation spreads over the entire surface between the cover clad 52 and the substrate clad 51 by pressing. Thereafter, the core resin and the adhesive are cured by irradiating light from the upper part of the cover clad 52. As a result, the substrate clad 51, the cover clad 52, and the
カバークラッド52に用いる樹脂として、上述した基板クラッド51に用いる樹脂と同様の樹脂を用いることができ、本実施例ではPMMAで屈折率n=1.492のものを用いた。 As the resin used for the cover clad 52, a resin similar to the resin used for the substrate clad 51 described above can be used. In this embodiment, a resin having a refractive index n = 1.492 is used.
上述のように、光導波路モジュール1は、図1と図3で示したように、光導波路板2のコア4と略同一形状で形成した光ファイバ案内溝6に、光ファイバ3の小径部33を嵌合することで、コア4と光ファイバ3の光軸を一致させる調芯が完了するので、調芯位置決め時間が短縮できる。また、光導波路板2のコア4と光ファイバ案内溝6との間に大きな段差がないので、温度変化によるコア4と光ファイバ3間の位置ずれの発生が殆どなく、温度変化による光強度のカップリング損失が抑制された低損失光結合が実現され、光導波路モジュール1の安定した使用状態が実現される。
As described above, the
次に、本発明の他の一実施形態に係る光導波路モジュールについて説明する。図4は光導波路モジュール1を示し、図5(a)〜(d)はその製造工程を示す。この光導波路モジュール1の光ファイバ案内溝6は、図4(a)(b)に示すように、光導波路板2のコア4の一部(端部)に平行に近接して備えられ、コア4と光ファイバ案内溝6に固定された光ファイバ3(の小径部)とが方向性結合により光学的に結合されたものである。
Next, an optical waveguide module according to another embodiment of the present invention will be described. 4 shows the
このような方向性結合を用いる光導波路モジュール1において、光ファイバ3の小径部33の直径が9〜50μmのものが用いられる。小径部33の直径が9μm以下では光信号が伝達できず、また、50μm以上では方向性結合が起こりにいからである。また、光ファイバ3の小径部33の直径を9〜20μm程度にすると、方向性結合現象がさらに誘発されやすくなり、結合性がより改善される。
In the
また、コア溝41と光ファイバ案内溝6の中心間距離e、及び平行に走っている部分の長さ(移行距離)dには、中心間距離eが近いほど短い移行距離dで、互いに光が乗り移る(方向性結合する)ことができるという関係がある。例えば、断面形状が□6μmのコア溝41に対して、a=8μmのときd=0.95mmで、またa=10μmのときd=1mmで光ファイバから導波路(コア4)に光が乗り移った。
Further, the distance e between the centers of the
このように光ファイバ3をコア4に近接して配置することにより、光導波路(コア4)と、光ファイバ3との間で方向性結合による光信号の伝達が行われるため、従来例にあるような調芯工程が不要となる。また、光ファイバ内を導波した光が、方向性結合によって光導波路板のコアに乗り移るので、光ファイバと光導波路板のコアとの断面形状の違いによる光損失がなく、カップリング損失を抑制できる。基板クラッド51は、リソグラフィを用いた露光・現像による方法や、前述したような金型を用いる方法により、容易に形成できる。以下に製造工程を述べる。
By arranging the
[光ファイバ小径部/基板クラッド形成工程]光ファイバ3の小径部33の形成は、前述の光ファイバ小径部形成工程と同様に行われる。光ファイバ小径部33の径は、シングルモード光ファイバの場合、φ9〜50μm程度とされる。基板クラッド51の形成も、前述同様に行われる。また、コア溝41の断面形状は、シングルモード対応の場合は□5〜20μmとされる。光ファイバ取付構造の形状(溝の幅・高さ)は、光ファイバの小径部33が嵌合されるように形成する。
[Optical Fiber Small Diameter Portion / Substrate Cladding Forming Step] The
[コア形成工程]図5(a)に示すように、ディスペンサ42を用いて、コア溝41にコア溝41から樹脂43液が少し溢れる程度に、メタクリレート系樹脂(屈折率1.497)を充填する。また、図示のように、コア溝41の全周を基板クラッド51で囲む構造とすることで、樹脂43を端面でせき止めることができ、基板クラッド端面から樹脂液が溢れ出すことがなく、後工程の光ファイバ配置工程において光ファイバに上記樹脂液が付着することを防止できる。従って、このコア溝41構造により、光ファイバ3の位置決め精度確保や樹脂液付着による不具合防止ができる。
[Core Forming Step] As shown in FIG. 5A, using a
[光ファイバ配置工程]図5(b)に示すように、光ファイバ3を基板クラッド51の光ファイバ案内溝に嵌合配置する。
[Optical Fiber Arrangement Step] As shown in FIG. 5B, the
[接着剤塗布工程]図5(c)に示すように、ディスペンサ44を用いて、基板クラッド51と同じ屈折率n=1.492を有する光硬化型アクリレート系接着剤45を、光ファイバ小径部に塗布する。このあと、前述同様に、カバークラッド接合工程を行い光導波路モジュール1が完成する。
[Adhesive Application Step] As shown in FIG. 5 (c), using a
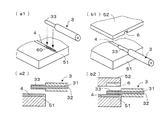
次に、上述と同じ方向性結合を用いた他の光導波路モジュールについて説明する。図6は光導波路モジュールの方向性結合部の構造を示す。図6(a1)(a2)に示すように、基板クラッド51には、上述のような光ファイバ案内溝は設けられていない。光ファイバ3は、基板クラッド51に形成されたコア4の上の領域60に直接、コア4に平行に配置される。そして、図6(b1)(b2)に示すように、光ファイバ案内溝6を有するカバークラッド52を上からかぶせて、光導波路モジュールが形成される。
Next, another optical waveguide module using the same directional coupling as described above will be described. FIG. 6 shows the structure of the directional coupling portion of the optical waveguide module. As shown in FIGS. 6A1 and 6A2, the substrate clad 51 is not provided with the above-described optical fiber guide groove. The
なお、光ファイバ案内溝6を有するカバークラッド52を用いることなく、型を用いたり、塗布を行うことにより、基板クラッドの上に直接、カバークラッドを形成することもできる。このように、光ファイバ案内溝を基板クラッドから無くし、光ファイバの小径部を光導波路板のコア部の上部に直接配置することで、上記同様に方向性結合現象による光信号の伝達が可能である。
Note that the cover clad can be formed directly on the substrate clad by using a mold or coating without using the cover clad 52 having the optical
次に、本発明のさらに他の一実施形態に係る光導波路モジュールについて説明する。図7は光導波路モジュール製造時の調芯方法を示す。この光導波路モジュールに用いる光ファイバの小径部33は、図7(b)(c)に示すように、その外形が光ファイバ3の光軸中心、すなわちコア31の中心に対して偏心している。偏心した小径部33を有する光ファイバをの形成については後述する。
Next, an optical waveguide module according to still another embodiment of the present invention will be described. FIG. 7 shows an alignment method when manufacturing the optical waveguide module. As shown in FIGS. 7B and 7C, the outer diameter of the small-
この偏心した小径部を有する光ファイバ3を用いて、前出の図3で示した工程と同様に工程をすすめて、図7(a)に示すように、カバークラッド51をのせてプレスした後、調芯のための微調整が行われる。図の左方の光ファイバ3に光L0を入射し、図の右方の光ファイバ3から出射される光L1,L2の強度を測定しながら、カバークラッドの上面より接着剤を硬化させる光を照射する。このとき、光ファイバ3をそれぞれの軸回りに回転させて、出射光の強度が最も大きいところで回転を止め、その状態で接着剤を完全に硬化させる。光導波路板と光ファイバの結合作業時に軸芯位置の微調整を容易に行うことができるので、光導波路板におけるコアの位置精度を緩和できる。
After the
次に、光ファイバの小径部33をレーザ光により形成する方法を、図8により、説明する。光ファイバ3のコア部を整形する場合、切削や研削等の機械加工による方法によると、石英ファイバの場合、脆性材料であるため、ファイバが破断することがある。そこで、レーザ光により非接触で加工を行うと、加工時の応力負荷を抑制できる。レーザ光としては、熱応力が負荷されないように、短パルスレーザ光が望ましく、例えば、パルス幅1〜200nsecのレーザ光を用いることができる。パルス幅がnsオーダ以下のps、fsのレーザでも同様の効果が得られるが、短パルスになるほど1パルス当りの除去量が低下するので生産性が低下する。
Next, a method of forming the small-
また、石英ファイバの場合、可視や赤外領域の光に対して、透明性を有しているので、レーザ光の吸収効率が問題になることもある。これらのことを考慮して、例えば、エキシマレーザを用いて加工を行った。ArF(アルゴンフッ素)レーザ光の波長は、石英に対して吸収があるので、これを用いることとし、図8に示すように、レーザ光源8からのレーザ光LBを、ミラー81及び集光レンズ82を介して、エネルギー密度1.0J/cm2〜5J/cm2として、ファイバ3に照射した。エキシマレーザは、パルスレーザであるので、パルス数で、小径部33におけるクラッド除去量を制御できる。レーザ光の照射サイズは、遮蔽マスクを用いて、1〜100μmφに整形した。レーザ光LBを走査するとともに、光ファイバ3をその軸回りに回転することにより、ファイバ小径部33の形状を所望の形状に整形できる。例えば、前述の偏心した小径部33を有する光ファイバを、図8に示す方法で形成できる。
In addition, in the case of a quartz fiber, since it has transparency with respect to light in the visible or infrared region, the absorption efficiency of laser light may become a problem. Considering these matters, for example, processing was performed using an excimer laser. Since the wavelength of ArF (argon fluorine) laser light is absorbed by quartz, this is used, and the laser light LB from the
次に、本発明のさらに他の一実施形態に係る光導波路モジュールについて説明する。図9は、光ファイバの先端部とその嵌合状態を示し、図10は、さらに他の形状の光ファイバの先端部とその嵌合状態を示す。これらの嵌合状態を有する光導波路モジュールは、狙い形状に形成されたファイバ先端部を有する光ファイバに対し、光導波路板の導波路部にファイバ先端形状にあった形状を形成して、光ファイバを光導波路板に結合する際に、接続信頼性を向上させるものである。図9(a)(b)に示すように、光ファイバ3の先端部分の領域3A,3B,3Cのうち、途中の領域3Bの部分のコア31がむき出しされ、小径部が形成されている。また、その先端形状に合った形状が、図9(c)に示すように基板クラッド51のコア溝41端部に、光ファイバ案内溝6A,6B,6Cとして形成されている。そして、図9(d)に示すように、光ファイバ3の領域3A,3B,3Cとファイバ案内溝6A,6B,6Cのそれぞれを嵌合させて、光導波路モジュールが形成される。図10に示す光ファイバ3は、その先端の小径部33をテーパ形状とし、また、光ファイバ案内溝6の形状が、対応する形状とされている。これらの光ファイバ案内溝及びコア溝41の形成は、例えば、光ファイバ案内溝及びコア溝41の両方の対応するパターンを有するマスクを用いて、フォトリソグラフイにより行うことができる。
Next, an optical waveguide module according to still another embodiment of the present invention will be described. FIG. 9 shows the tip of an optical fiber and its fitted state, and FIG. 10 shows the tip of an optical fiber of another shape and its fitted state. The optical waveguide module having these fitting states is obtained by forming a shape corresponding to the fiber tip shape in the waveguide portion of the optical waveguide plate with respect to the optical fiber having the fiber tip portion formed in the target shape. When connecting to the optical waveguide plate, the connection reliability is improved. As shown in FIGS. 9A and 9B, the core 31 in the
上述の図9と図10に示した先端部を有する光ファイバの製造方法を、図11、図12により説明する。図11(a)に示すように、光ファイバ3の先端部の2箇所にマスクM1,M2を施して、エッチング液7に浸漬することにより、小径部3Bにコアが露出した光ファイバが得られる。また、図11(b)に示すように、光ファイバ3の先端から離れたところにマスクM3を施して、エッチング液7に浸漬することにより、先端部がテーパ形状となった小径部を有する光ファイバが得られる。
A method for manufacturing the optical fiber having the tip shown in FIGS. 9 and 10 will be described with reference to FIGS. As shown in FIG. 11 (a), masks M1 and M2 are applied to two locations at the tip of the
エッチングの詳細説明をする。エッチング液7として、例えば、フッ酸溶液を用いる場合、エッング速度が比較的遅く、光ファイバのクラッドの溶解量の制御が容易である。また、エッチング速度は、フッ酸濃度を変化させて制御することが可能である。マスクM1〜M3の形成は、光ファイバ先端外形部にAuのコーティング膜をスバッタ法により形成される。また、コーティング膜は、Ni−Cr−Mo合金によるメタライズで形成してもよい。フッ酸溶液を用いてエッチングする場合、コーティング膜としてフッ素樹脂膜を用いてもよい。
The etching will be described in detail. For example, when a hydrofluoric acid solution is used as the
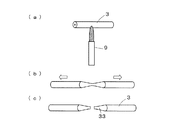
また、先端がテーパ形状となった小径部を有する光ファイバは、図12(a)〜(c)に示すように、光ファイバ3に引張応力を付加しながらバーナ9により加熱して切断することにより得られる。石英ファイバの場合、1600℃〜2000℃に加熱しファイバ外径の最小値が、20μmφになるところで、光ファイバを切断すると光ファイバ端部がテーパ形状になり、所望の形状が得られる。この形状は、光ファイバを加熱する領域、引張応力、及び歪速度により制御可能である。光ファイバの加熱は、酸水素バーナや炭酸ガスレーザ等の赤外線レーザによって局所加熱が可能であり、これらを用いて所望のテーパ形状を形成可能である。
Also, the optical fiber having a small diameter portion with a tapered tip is heated and cut by the burner 9 while applying tensile stress to the
次に、本発明のさらに他の一実施形態に係る光導波路モジュールについて説明する。図13は、光ファイバの先端部とその嵌合状態を示し、図10は、さらに他の嵌合状態を示す。前出の図3(a)(b)に関して説明した光ファイバ配置工程では、光ファイバ案内溝の寸法を光ファイバの外径より0.5〜1μm程度大きく形成して嵌合時の光ファイバ破損を避けることを述べたが、ポリマ導波路の場合、光ファイバ案内溝の寸法を小さくして、光ファイバを破損することなく、精度良く位置決めをすることができる。すなわち、光導波路(コア及びクラッド)が、ポリマ等のように、ファイバ材質より硬度が低い材料の場合、光ファイバ案内溝に光ファイバを位置合わせする際に、図13(a)(b)に示すように、光ファイバ小径部33の外径d1よりも光ファイバ案内溝6の溝幅d2を小さくする。このような寸法関係のもとで、光ファイバ小径部33を光ファイバ案内溝6に嵌合させると、図13(c)に示すように、光ファイバ案内溝の側壁が変形するとともに、側壁から光ファイバ小径部33をクランプする力Fが発生する。力Fによって、光ファイバ小径部33が光ファイバ案内溝の中心に精度良く配置・保持され、また、その後の接着等の製造工程においても位置ずれの発生も抑制される。
Next, an optical waveguide module according to still another embodiment of the present invention will be described. FIG. 13 shows the tip of the optical fiber and its fitted state, and FIG. 10 shows yet another fitted state. In the optical fiber placement step described with reference to FIGS. 3A and 3B, the optical fiber guide groove is formed to have a size larger than the outer diameter of the optical fiber by about 0.5 to 1 μm, and the optical fiber is broken when fitted. However, in the case of a polymer waveguide, it is possible to reduce the size of the optical fiber guide groove and perform positioning accurately without damaging the optical fiber. That is, when the optical waveguide (core and clad) is made of a material whose hardness is lower than that of the fiber material such as a polymer or the like, when aligning the optical fiber with the optical fiber guide groove, FIGS. As shown, the groove width d2 of the optical
上述の寸法関係として、例えば、PMMA製の基板クラッド51と、石英製光ファイバ(外径φ125μm、コア直径φ9μm)の場合、光ファイバコアと導波路コアとのモード整合を考慮すると導波路(コア溝41)の断面形状は□5〜7μmが好ましい。そして、光ファイバ小径部33の外形d1を光ファイバコアの直径φ9μmと同じとする場合、光ファイバ案内溝6の幅d2を7〜8μm程度にしておくと、光ファイバを破損することなく樹脂の弾性力によって光ファイバを保持することが可能である。
For example, in the case of the substrate clad 51 made of PMMA and the optical fiber made of quartz (outer diameter φ125 μm, core diameter φ9 μm), the waveguide (core) is taken into consideration when the mode matching between the optical fiber core and the waveguide core is considered. The cross-sectional shape of the groove 41) is preferably 5 to 7 μm. When the outer diameter d1 of the optical fiber small-
また、図14(a)(b)に示すように、光ファイバ案内溝6の一方の側壁に沿って切り込み61を形成して、側壁62を変形し易くすることによって、光ファイバ案内溝6の他方の側壁63を基準面として光ファイバ小径部33を配置することができる。このような構造は、基板クラッド51がポリマ製ではない場合においても適用することができる。なお、本発明は、上記構成に限られることなく種々の変形が可能である。例えば、上記において主にY分岐導波路を示す図を参照して説明しているが、本発明はこのようなY分岐導波路を有する光導波路モジュールに限られることなく、光導波路板の光ファイバ案内溝に光ファイバの小径部を嵌合して固定する構成を有するすべての光導波路モジュールを包含するものである。
14A and 14B, a
1 光導波路モジュール
2 光導波路板
3 光ファイバ
4 (光導波路板の)コア
5、51、52 クラッド
6 光ファイバ案内溝
33 小径部
DESCRIPTION OF
Claims (5)
前記光導波路板は、光が導波するコアと、該コアを覆い該コアより低屈折率の材料よりなるクラッドと、該コアの断面と略同一形状の断面をなして該クラッドの端面付近に形成された光ファイバ案内溝とを備え、
前記光ファイバは、端面付近に他の領域よりも径の小さい小径部を備え、
前記光ファイバは前記光導波路板の光ファイバ案内溝に前記小径部を嵌合して固定されていることを特徴とする光導波路モジュール。 In an optical waveguide module that combines an optical waveguide plate and an optical fiber,
The optical waveguide plate includes a core through which light is guided, a clad made of a material having a lower refractive index than the core covering the core, and a cross section substantially in the same shape as the cross section of the core, and in the vicinity of the end face of the clad. An optical fiber guide groove formed,
The optical fiber includes a small-diameter portion having a smaller diameter than other regions in the vicinity of the end surface,
The optical fiber module, wherein the optical fiber is fixed by fitting the small diameter portion into an optical fiber guide groove of the optical waveguide plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003366004A JP2005128407A (en) | 2003-10-27 | 2003-10-27 | Optical waveguide module |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003366004A JP2005128407A (en) | 2003-10-27 | 2003-10-27 | Optical waveguide module |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005128407A true JP2005128407A (en) | 2005-05-19 |
Family
ID=34644490
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003366004A Pending JP2005128407A (en) | 2003-10-27 | 2003-10-27 | Optical waveguide module |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005128407A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7505658B2 (en) | 2006-10-11 | 2009-03-17 | Japan Aviation Electronics Industry Limited | Optical fiber device |
| JP2013047856A (en) * | 2006-11-20 | 2013-03-07 | Furukawa Electric Co Ltd:The | Optical waveguide component and method for manufacturing optical waveguide component |
| US20160377817A1 (en) * | 2015-06-24 | 2016-12-29 | International Business Machines Corporation | Single-mode polymer waveguide connector |
| US10534140B2 (en) | 2016-08-10 | 2020-01-14 | International Business Machines Corporation | Single-mode polymer waveguide connector assembly device |
| CN110908035A (en) * | 2019-12-24 | 2020-03-24 | 腾讯科技(深圳)有限公司 | Method for manufacturing optical waveguide and optical waveguide |
-
2003
- 2003-10-27 JP JP2003366004A patent/JP2005128407A/en active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7505658B2 (en) | 2006-10-11 | 2009-03-17 | Japan Aviation Electronics Industry Limited | Optical fiber device |
| US7580606B2 (en) | 2006-10-11 | 2009-08-25 | Japan Aviation Electronics Industry Limited | Method of forming an optical fiber |
| US7634166B2 (en) | 2006-10-11 | 2009-12-15 | Japan Aviation Electronics Ind. Ltd. | Marker groove forming device |
| JP2013047856A (en) * | 2006-11-20 | 2013-03-07 | Furukawa Electric Co Ltd:The | Optical waveguide component and method for manufacturing optical waveguide component |
| US20160377817A1 (en) * | 2015-06-24 | 2016-12-29 | International Business Machines Corporation | Single-mode polymer waveguide connector |
| US9885835B2 (en) * | 2015-06-24 | 2018-02-06 | International Business Machines Corporation | Single-mode polymer waveguide connector |
| US10534140B2 (en) | 2016-08-10 | 2020-01-14 | International Business Machines Corporation | Single-mode polymer waveguide connector assembly device |
| US10775568B2 (en) | 2016-08-10 | 2020-09-15 | International Business Machines Corporation | Single-mode polymer waveguide connector assembly device |
| CN110908035A (en) * | 2019-12-24 | 2020-03-24 | 腾讯科技(深圳)有限公司 | Method for manufacturing optical waveguide and optical waveguide |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10514506B2 (en) | Optical couplers for evanescent coupling of polymer clad fibers to optical waveguides using alignment features | |
| JP2005352453A (en) | Optical fiber component, optical waveguide module, and manufacturing method | |
| JPH0829638A (en) | Structure for connecting optical waveguide and optical fiber, mthod for connecting optical waveguide and optical fiber, optical waveguide substrate to be used for connecting optical waveguide and optical fiber, production of the substrate and optical fiber with fiber substrate to be used for connecting optical waveguide and optical fiber | |
| US20050207712A1 (en) | Optical splicer, optical module, and method of producing optical splicer | |
| JP2009198804A (en) | Optical module and optical waveguide | |
| JP2007178852A (en) | Optical wiring board and optical module using the same | |
| US20050185891A1 (en) | Optical coupling device and method for fabricating the same, and master used in fabricating optical coupling device and method for fabricating the same | |
| JP2008281624A (en) | Waveguide element for mounting optical fiber, and method for manufacturing the same | |
| EP2058686A1 (en) | Manufacturing method of optical waveguide device and optical waveguide device obtained thereby | |
| JP2005128407A (en) | Optical waveguide module | |
| JP2007183468A (en) | Manufacturing method of optical waveguide with mirror | |
| JP2017173710A (en) | Optical fiber mounted optical integrated circuit device | |
| JP2007183467A (en) | Optical waveguide with mirror and its manufacturing method | |
| JP3201864B2 (en) | Method for manufacturing quartz optical waveguide component | |
| JP2701326B2 (en) | Method for connecting optical waveguide and method for manufacturing optical waveguide connecting portion | |
| JP2008164943A (en) | Multichannel optical path conversion element and its manufacturing method | |
| JP3921556B2 (en) | Method for forming microlens on end face of optical fiber | |
| JP6810076B2 (en) | Fiber module | |
| JP2007041122A (en) | Method of manufacturing polymer optical waveguide, polymer optical waveguide, and optical module using the same | |
| JP2004061772A (en) | Method for coupling optical device and optical fiber | |
| JP2006293172A (en) | Method for manufacturing optical waveguide module | |
| JP2002318318A (en) | Optical waveguide, method for manufacturing the waveguide, and optical module using the optical waveguide | |
| JP2002267860A (en) | Optical waveguide and method for manufacturing the same | |
| Van Erps et al. | MT-compatible interface between peripheral fiber ribbons and printed circuit board-integrated optical waveguides | |
| JPH0843678A (en) | Optical fiber lens and its production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20051216 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071005 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20071204 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20080415 Free format text: JAPANESE INTERMEDIATE CODE: A02 |