JP2004261829A - Workpiece feeding device in pressing machine - Google Patents
Workpiece feeding device in pressing machine Download PDFInfo
- Publication number
- JP2004261829A JP2004261829A JP2003053070A JP2003053070A JP2004261829A JP 2004261829 A JP2004261829 A JP 2004261829A JP 2003053070 A JP2003053070 A JP 2003053070A JP 2003053070 A JP2003053070 A JP 2003053070A JP 2004261829 A JP2004261829 A JP 2004261829A
- Authority
- JP
- Japan
- Prior art keywords
- work
- crossbar
- guide bar
- feed carrier
- transfer device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Press Drives And Press Lines (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、プレス加工に連動して加工すべきワークを加工位置に対して搬入、搬出するためのプレス機械におけるワーク搬送装置に関するものである。
【0002】
【従来の技術】
従来、トランスファプレス等においては、連続して行われる多工程のプレス加工に連動して加工すべきワークを加工位置に対して搬入、搬出するためのワーク搬送装置が備えられている。このようなワーク搬送装置として、例えば本出願人が特許文献1にて提案したものでは、図6に示されるように、ワーク搬送方向Tに沿って並設される一対のリフトビーム101と、これらリフトビーム101に対してワーク搬送方向Tに間隔を存して移動自在に支承される複数のクロスバーキャリア102と、互いに対向するクロスバーキャリア102間にワーク搬送方向Tと直交するように横架されるクロスバー103を備え、このクロスバー103に取り付けられるバキュームカップによってワーク(いずれも図示省略)を吸着して搬送するように構成されている。
【0003】
【特許文献1】
特開平6−262280号公報
【0004】
このワーク搬送装置100においては、サーボモータ104を駆動源とするリフト機構を介してリフトビーム101が上方から吊り下げられる構造とされている。また、ワーク搬送方向Tに互いに隣接するクロスバーキャリア102は連結杆105により接続されるとともに、最下流に位置するクロスバーキャリア102は連結杆106を介してカムレバー107の先端部に接続されている。また、このカムレバー107には、プレス本体より取り出された動力にて回転されるフィードカム108が当接されている。そして、サーボモータ104の作動によりリフトビーム101が上下方向に移動されるとともに、フィードカム108が回転されることによりカムレバー107が揺動されて全てのクロスバーキャリア102が同時にワーク搬送方向Tに沿って往復駆動される。こうして、上下方向およびワーク搬送方向Tの合成運動によるクロスバー103のモーションによってワークを各加工ステーションに順次移送するようにされている。
【0005】
【発明が解決しようとする課題】
しかしながら、前記ワーク搬送装置100では、カム機構およびリンク機構を組み合わせてなる駆動手段により全てのクロスバーキャリア102を同時に駆動する構成であるため、駆動系が重厚かつ複雑であるととともに、加工ステーション毎に最適なモーションパターンを設定することに制約がかかり、自由度が低いという問題点がある。また、クロスバー103を上下動させる際にはリフトビーム101の全体を上下動させる必要があることから、サーボモータ104が大型化して、装置全体が大きくなるとともに、コストアップが避けられないという問題点がある。さらに、リフト可動体重量が重いと、慣性力が大きくなり、ワーク搬送装置の搬送速度を上げることが困難になることから、生産性を上げることができないという問題点がある。
【0006】
本発明は、このような問題点を解消するためになされたもので、構成の簡素化と小型化によりコストダウンを図ることができるとともに、モーションパターンの自由度の向上、並びに生産性の向上が可能なプレス機械におけるワーク搬送装置を提供することを目的とするものである。
【0007】
【課題を解決するための手段および作用・効果】
前記目的を達成するために、本発明によるプレス機械におけるワーク搬送装置は、
ワーク搬送方向に延設されるガイドバーと、このガイドバーに沿って移動手段により移動されるフィードキャリアと、ワークを着脱自在に保持するワーク保持手段を介してワークを支持するクロスバーを備え、
前記フィードキャリアに昇降手段を介して前記クロスバーを設けることを特徴とするものである(第1発明)。
【0008】
本発明においては、移動手段によるフィードキャリアのワーク搬送方向運動、つまりクロスバーのフィード軸方向運動と、昇降手段によるクロスバーのリフト軸方向運動との合成により、加工位置に対するワークの搬入・搬出動作が行われる。本発明によれば、クロスバーのリフト軸方向運動はフィードキャリアとクロスバーとの間に介設される昇降手段によってクロスバーを直接的に昇降駆動することにより成されるので、可動体重量の大幅減により装置構成の簡素化と小型化を図ることができ、コストを削減することができるという効果を奏する。また、前記移動手段および昇降手段の駆動をそれぞれ制御することで、クロスバーのモーションを任意に設定することができるので、例えばトランスファプレスにおいて、各加工ステーション(およびアイドルステーション)に対応するようにフィードキャリアおよび昇降手段を介してクロスバーを配設すれば、ステーション毎に最適なワークの搬入・搬出動作に係るモーションパターンを設定することができ、従来に比し自由度を著しく向上させることができる。さらに、昇降手段の駆動対象は比較的軽量のクロスバーでイナーシアが小さいため、ワーク搬送装置の搬送速度を上げても昇降手段がその速度に充分追随でき、生産性を向上させることができる。
【0009】
第1発明において、前記移動手段および/または昇降手段は、リニアモータもしくはサーボモータを駆動源とするものであるのが好ましい(第2発明)。このようにすれば、モーションパターンの設定を容易に行うことができるのは勿論のこと、特にリニアモータを採用した場合には、歯車等の動力伝達機構を必要とせず、直接駆動方式とすることができるので、構造が極めて簡単になり、更にメンテナンスフリー化も図ることができるという効果を奏する。
【0010】
前記各発明において、金型を交換する際に前記ガイドバーを少なくとも金型と干渉しない位置まで上昇させる退避用リフト装置が付設されているのが良い(第3発明)。このようにすれば、金型の交換を容易に行えるという効果を奏する。また、ワークの種類、加工方法または金型寸法によって、前記ガイドバーの高さ位置を調整する必要がある場合にも、退避用リフト装置を利用すれば、適宜調整することができるという効果もある。
【0011】
【発明の実施の形態】
次に、本発明によるプレス機械におけるワーク搬送装置の具体的な実施の形態につき、図面を参照しつつ説明する。
【0012】
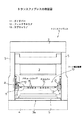
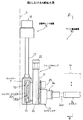
図1には本発明の一実施形態に係るトランスファプレスの全体概略正面図が、図2には同トランスファプレスの側面図がそれぞれ示されている。また、図3には図2におけるA部拡大図が、図4には図3におけるB−B矢視図がそれぞれ示されている。
【0013】
本実施形態に係るトランスファプレス1は、クラウン2、スライド3およびベッド4を備えて構成されている。このトランスファプレス1においては、クラウン2、アプライト5およびベッド4が図示省略されるタイロッドにより一体化された構造とされ、スライド3の下面に取り付けられる上型(図示省略)とそのスライド3に対向するように設けられるムービングボルスタ6上の下型7との間でプレス成形が行われるようになっている。また、工程仕様に対応して所要の加工ステーションS1,S2,S3,S4およびアイドルステーションI1が設けられている。そして、後に詳述するワーク搬送装置10により、プレス加工動作に連動させてワークWを各ステーションS1,I1,S2,S3,S4に順次移送することで、所望のプレス加工製品を得ることができるようにされている。
【0014】
前記ワーク搬送装置10は、図3および図4に示されるように、ワーク搬送方向Tに沿って並設される一対のガイドバー11と、各ステーションS1,I1,S2,S3,S4に対応するようにワーク搬送方向Tに間隔を存してそれらガイドバー11に装着される複数のフィードキャリア12と、各フィードキャリア12に装着されるサブキャリア13と、互いに対向するサブキャリア13間にワーク搬送方向Tと直交するように横架されるクロスバー14を備え、このクロスバー14に取り付けられるバキュームカップ15(ワーク保持手段:図2参照)によってワークWを吸着して搬送するように構成されている。
【0015】
前記各ガイドバー11は、トランスファプレス1内部において全長に亘って延設され、各アプライト5に取り付けられた退避用リフト装置16によって上方より吊り下げられている。ここで、退避用リフト装置16は、下端をガイドバー11の上面に固着される吊下げロッド17を有してなり、この吊下げロッド17に設けられたラックと噛合するピニオン(図示せず)をモータ18により回転することで、ガイドバー11を上下動するように構成されている。本実施形態において、ガイドバー11は、プレス加工時にはワーク搬送を行うに適した所定の高さ位置に配される(図1中記号H1で示される高さ位置)。また、金型を交換する際にはムービングボルスタ6に上下金型を載置してプレス装置外に搬出するため、金型交換時、ガイドバー11は退避用リフト装置16によって金型と干渉しない位置まで上昇される(同図中記号H2で示される高さ位置)。こうして、金型の交換を容易に行うことができるようにされている。なお、この退避用リフト装置16としては、ここで述べたラック−ピニオン方式の機構に限られず、ねじ式昇降機構や、油圧または空気圧シリンダの伸縮により昇降する方式のものなどを採用しても良い。
【0016】
前記各ガイドバー11に装着されている各フィードキャリア12は、リニアガイド19,19によってそのガイドバー11の長手方向への移動動作が案内されるように支持されている。また、ガイドバー11とフィードキャリア12との間には、リニアモータ20が配されている。このリニアモータ20は、ガイドバー11の長手方向に沿ってそのガイドバー11の内側面(トランスファプレス1中心側面)に取着されるマグネット20aと、このマグネット20aに対向配置でフィードキャリア12に取着されるコイル20bとにより構成され、マグネット20aを有するステータ(ガイドバー11)上に作られる磁場の変化により、コイル20bを有するアーマチャ(フィードキャリア12)に対してガイドバー11の長手方向への推進力を付与するようにされている。こうして、リニアモータ20の駆動によってフィードキャリア12をガイドバー11の長手方向(搬送方向)に沿って移動させ、そのリニアモータ20の駆動を周知の制御手段によって制御することで、クロスバー14のフィード軸方向運動を任意に設定できるようにされている。本実施形態では、このように駆動源としてリニアモータ20を採用し直接駆動方式とすることで、構造のシンプル化とメンテナンスフリー化を図るようにされている。なお、リニアガイド19,19およびリニアモータ20を含んでなる駆動機構が本発明の「移動手段」に相当する。
【0017】
ここで、前記ガイドバー11に対するフィードキャリア12の相対位置は本実施形態で例示したものに限定されず、例えばガイドバーの下方位置にフィードキャリアを配するなど適宜相対位置を設定することが可能である。また、ガイドバーの長手方向への案内とその案内方向への推進力付与が可能な構造であれば、リニアガイドおよびリニアモータの配置もそれぞれ自由に設定し得る。また、リニアガイドおよびリニアモータを含んでなる駆動機構に代えて、後述するサーボモータおよびボールねじスライダ機構を含んでなる駆動機構を採用しても良い。さらに、サーボモータおよびラックピニオン機構等を含んでなる駆動機構を採用しても良い。
【0018】
前記各フィードキャリア12に装着されているサブキャリア13は、リニアガイド21,21によって上下方向への移動動作が案内されるように支持され、サーボモータ22に駆動されたボールねじ23によって、リニアガイド21,21上を直線運動するようにされている(所謂ボールねじスライダ機構)。こうして、サーボモータ22の駆動によってサブキャリア13を昇降動させ、そのサーボモータ22の駆動を周知の制御手段によって制御することで、クロスバー14のリフト軸方向運動を任意に設定できるようにされている。なお、サーボモータ22およびボールねじスライダ機構を含んでなる駆動機構が本発明の「昇降手段」に相当する。また、この駆動機構に代えて、前述したリニアガイドおよびリニアモータを含んでなる駆動機構を採用することも可能である。
【0019】
前記サブキャリア13には、クロスバー14の端面に形成された穴に嵌合するロッド部24aを備えてなる支持装置24が装着されている。この支持装置24は、図示省略される空気圧供給装置の操作にてそのロッド部24aが軸線方向に伸縮するように構成されている。こうして、クロスバー14の着脱を所謂ワンタッチで容易に行えるようにされている。さらに、このサブキャリア13には、加工位置に対するワークWの搬入・搬出をよりスムーズかつ確実に行うためのチルト装置が装備されている。このチルト装置は、サーボモータ25と、このサーボモータ25の回転力を前記ロッド部24aに伝達する歯付ベルト等の伝動機構26を備え、サーボモータ25の作動によりロッド部24aを介してクロスバー14をその長軸周りに回動しワークWを上下方向に傾動させるように構成されている。また、このチルト装置においては、金型交換時、バキュームカップ15を備えたクロスバー14を金型と共にムービングボルスタ6に載置させプレス装置外へ搬出させるために、当該チルト装置でクロスバー14を90度回転させ、金型およびアプライトとの干渉を避けるようにされている。なお、ワークWを上下方向に傾動させる必要がない場合には、サーボモータ25に代えて、ロータリアクチュエータを使用しても良い。
【0020】
前記リニアモータ20およびサーボモータ22には、それぞれ現在位置を検出する位置検出器としてのリニアエンコーダおよび/またはロータリエンコーダ(いずれも図示省略)が付設され、これら位置検出器により検出される位置信号が当該ワーク搬送装置10の制御に係わるワーク搬送装置用コントローラ(図示省略)に入力されるようになっている。一方、このワーク搬送装置用コントローラにおいては、それら位置検出器から入力される現在位置情報と、トランスファプレス1の作動を制御するプレスコントローラから入力されるスライド3の現在位置情報とに基づいて、ワークWの搬入・搬出動作に係るモーションパターンをプレス加工に連動させて行わせるようにされている。
【0021】
以上に述べたように構成される本実施形態のワーク搬送装置10においては、リニアモータ20の作動にてワーク搬送方向T(フィード方向)に沿って移動されるフィードキャリア12のフィード軸方向運動と、サーボモータ22の作動にて昇降駆動されるサブキャリア13のリフト軸方向運動との合成により、各ステーションS1,I1,S2,S3,S4に対するワークWの搬入・搬出動作に係るモーションパターンが実施される。図5には、このモーションパターンの一例が図中記号Mで示される実線にて表わされている。この例において、ワークWは吸着点Pにて前段の加工ステーションS2の下型内より吸着されてZ軸方向に持ち上げられた後、後段の加工ステーションS3の下型上までX軸方向に搬送され、この下型内に入れるためにZ軸方向に下げられて解放点QにてワークWの吸着が解放される。次に、前段の加工ステーションS2へ戻るために一旦上方へ持ち上げられた後、下方の待機点Rを通って再度上下動されて吸着点Pに戻され、1サイクルが終了する。
【0022】
本実施形態によれば、各クロスバー14のモーションを任意に設定することができるので、ステーションS1,I1,S2,S3,S4毎に最適なワークWの搬入・搬出動作に係るモーションパターンを設定することが可能になり、従来に比し自由度を著しく向上させることができる。また、クロスバー14のリフト軸方向運動はクロスバー14を直接的に昇降駆動することにより成されるので、可動体重量の大幅減により装置構成の簡素化と小型化を図ることができ、コストを削減することができるという効果を奏する。また、ワーク搬送装置10の搬送速度を上げることが可能になるため、生産性を向上させることができるという効果もある。
【0023】
なお、本実施形態においては、通常のトランスファプレスに対して本発明が適用された例を示したが、他の態様のプレス、例えば、各工程毎にクラウン、スライドおよびベッドを一組としてモジュール化し、各工程間のアプライトを共有させた所謂モジュールトランスファプレスに対して本発明を適用することも勿論可能である。
【0024】
また、前記クロスバー14のようなワーク支持手段に代えて、片持ちのフィンガータイプもしくは片持ちのカップタイプのワーク支持手段を採用することも可能である。
【図面の簡単な説明】
【図1】図1は、本発明の一実施形態に係るトランスファプレスの全体概略正面図である。
【図2】図2は、トランスファプレスの側面図である。
【図3】図3は、図2におけるA部拡大図である。
【図4】図4は、図3におけるB−B矢視図である。
【図5】図5は、ワークの搬入・搬出動作に係るモーションパターンの例を説明する図である。
【図6】図6は、従来のワーク搬送装置の構造説明図である。
【符号の説明】
1 トランスファプレス
10 ワーク搬送装置
11 ガイドバー
12 フィードキャリア
13 サブキャリア
14 クロスバー
15 バキュームカップ
16 退避用リフト装置
20 リニアモータ
22 サーボモータ
T ワーク搬送方向
W ワーク[0001]
TECHNICAL FIELD OF THE INVENTION
BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a work transfer device in a press machine for loading and unloading a work to be processed into and out of a processing position in conjunction with press processing.
[0002]
[Prior art]
2. Description of the Related Art Conventionally, transfer presses and the like are provided with a work transfer device for loading and unloading a work to be processed into and out of a processing position in conjunction with continuous multi-step pressing. As such a work transfer device, for example, in the one proposed by the present applicant in Patent Document 1, as shown in FIG. 6, a pair of
[0003]
[Patent Document 1]
JP-A-6-262280
The
[0005]
[Problems to be solved by the invention]
However, in the
[0006]
The present invention has been made in order to solve such a problem, and it is possible to reduce the cost by simplifying the configuration and reducing the size, to improve the degree of freedom of the motion pattern, and to improve the productivity. It is an object of the present invention to provide a work transfer device in a press machine that can be used.
[0007]
[Means for Solving the Problems and Functions / Effects]
In order to achieve the above object, a work transfer device in a press machine according to the present invention includes:
A guide bar extending in the work transport direction, a feed carrier moved by a moving means along the guide bar, and a crossbar supporting the work via work holding means for detachably holding the work,
The crossbar is provided on the feed carrier via an elevating means (first invention).
[0008]
In the present invention, the loading / unloading operation of the workpiece with respect to the processing position is performed by combining the movement of the feed carrier in the work transport direction by the moving means, that is, the movement of the crossbar in the feed axis direction, and the movement of the crossbar in the lift axial direction by the lifting / lowering means. Is performed. According to the present invention, the movement of the crossbar in the lift axis direction is performed by directly driving the crossbar up and down by the lifting means interposed between the feed carrier and the crossbar, so that the weight of the movable body is reduced. The simplification and downsizing of the device configuration can be achieved by the drastic reduction, and the effect of reducing costs can be achieved. Also, by controlling the driving of the moving means and the elevating means respectively, the motion of the crossbar can be set arbitrarily. For example, in a transfer press, the feed is adjusted so as to correspond to each processing station (and idle station). By arranging the crossbar via the carrier and the lifting / lowering means, it is possible to set an optimal motion pattern relating to the loading / unloading operation of the work for each station, and it is possible to significantly improve the degree of freedom as compared with the related art. . Furthermore, since the driving object of the lifting / lowering means is a relatively lightweight crossbar and the inertia is small, the lifting / lowering means can sufficiently follow the speed even if the transfer speed of the work transfer device is increased, and the productivity can be improved.
[0009]
In the first invention, it is preferable that the moving means and / or the elevating means use a linear motor or a servomotor as a drive source (a second invention). In this way, the motion pattern can be easily set. In particular, when a linear motor is used, a direct drive system is used without the need for a power transmission mechanism such as gears. Therefore, there is an effect that the structure is extremely simplified and maintenance-free can be achieved.
[0010]
In each of the above inventions, it is preferable that an evacuation lift device that raises the guide bar to at least a position not interfering with the mold when exchanging the mold is provided (third invention). This has the effect that the mold can be easily replaced. Further, even when it is necessary to adjust the height position of the guide bar depending on the type of the work, the processing method, or the size of the mold, there is an effect that the height can be appropriately adjusted by using the evacuation lift device. .
[0011]
BEST MODE FOR CARRYING OUT THE INVENTION
Next, a specific embodiment of a work transfer device in a press machine according to the present invention will be described with reference to the drawings.
[0012]
FIG. 1 is an overall schematic front view of a transfer press according to an embodiment of the present invention, and FIG. 2 is a side view of the transfer press. FIG. 3 is an enlarged view of a portion A in FIG. 2, and FIG. 4 is a view taken in the direction of arrows BB in FIG.
[0013]
The transfer press 1 according to the present embodiment includes a
[0014]
As shown in FIGS. 3 and 4, the
[0015]
Each of the guide bars 11 extends over the entire length inside the transfer press 1 and is suspended from above by an
[0016]
Each
[0017]
Here, the relative position of the
[0018]
The sub-carrier 13 mounted on each of the
[0019]
A
[0020]
Each of the linear motor 20 and the
[0021]
In the
[0022]
According to the present embodiment, since the motion of each
[0023]
In the present embodiment, an example in which the present invention is applied to a normal transfer press has been described. Of course, the present invention can be applied to a so-called module transfer press in which an upright is shared between processes.
[0024]
Further, in place of the work supporting means such as the
[Brief description of the drawings]
FIG. 1 is an overall schematic front view of a transfer press according to an embodiment of the present invention.
FIG. 2 is a side view of a transfer press.
FIG. 3 is an enlarged view of a portion A in FIG. 2;
FIG. 4 is a view taken in the direction of arrows BB in FIG. 3;
FIG. 5 is a diagram illustrating an example of a motion pattern related to a work loading / unloading operation.
FIG. 6 is a structural explanatory view of a conventional work transfer device.
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1
Claims (3)
前記フィードキャリアに昇降手段を介して前記クロスバーを設けることを特徴とするプレス機械におけるワーク搬送装置。A guide bar extending in the work transport direction, a feed carrier moved by a moving means along the guide bar, and a crossbar supporting the work via work holding means for detachably holding the work,
A work transfer device for a press machine, wherein the crossbar is provided on the feed carrier via a lifting unit.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003053070A JP2004261829A (en) | 2003-02-28 | 2003-02-28 | Workpiece feeding device in pressing machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003053070A JP2004261829A (en) | 2003-02-28 | 2003-02-28 | Workpiece feeding device in pressing machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004261829A true JP2004261829A (en) | 2004-09-24 |
Family
ID=33117789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003053070A Pending JP2004261829A (en) | 2003-02-28 | 2003-02-28 | Workpiece feeding device in pressing machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004261829A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104676175A (en) * | 2015-01-29 | 2015-06-03 | 江苏广通管业制造有限公司 | Novel vacuum four-way connector |
-
2003
- 2003-02-28 JP JP2003053070A patent/JP2004261829A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104676175A (en) * | 2015-01-29 | 2015-06-03 | 江苏广通管业制造有限公司 | Novel vacuum four-way connector |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4603981B2 (en) | Work transfer device for press machine | |
| JP2762162B2 (en) | Transfer device of transfer press machine | |
| JP3902006B2 (en) | Tandem press line work transfer method and work transfer device | |
| JP5631805B2 (en) | Work transfer device | |
| JPH02247031A (en) | Press equipment having several press for machining of thin plate parts | |
| US7128198B2 (en) | Workpiece conveyor for press line | |
| WO2006006538A1 (en) | Work conveyance device for pressing machine | |
| JPS5823523A (en) | Feeding device for press | |
| JP4402013B2 (en) | Work transfer device | |
| WO2005039801A1 (en) | Work carrying device of pressing machine | |
| JP4604013B2 (en) | Work transfer device for press machine | |
| JP4198033B2 (en) | Work transfer device in tandem press line | |
| JP3765824B2 (en) | Work transfer device in tandem press line | |
| JP2004074209A (en) | Multiple press transfer apparatus | |
| JP4198035B2 (en) | Work transfer device in the press line | |
| JP2004261829A (en) | Workpiece feeding device in pressing machine | |
| JP2005153016A (en) | Work carrying device of pressing machine | |
| JP4778698B2 (en) | Work transfer device for press machine | |
| WO1994021404A1 (en) | Transfer feeder | |
| JP2009039727A (en) | Workpiece transporting method of multi-process press machine, and its apparatus | |
| JP3902012B2 (en) | Press work transfer device | |
| JP2004261830A (en) | Device for conveying work in press | |
| JP4781881B2 (en) | Transfer bar feed bar drive device | |
| JP4315702B2 (en) | Feeder motion setting method | |
| JP4472244B2 (en) | Transfer feeder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051205 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081029 |
|
| A02 | Decision of refusal |
Effective date: 20090303 Free format text: JAPANESE INTERMEDIATE CODE: A02 |