【0001】
【発明の属する技術分野】この発明は高度な偏光性能学用眼鏡レンズの製造方法に関するものであり、従来の生産工程よりも生産工程が少なくなり、経済的損失の機会が減少する事が出来る事を特徴とするものである。
【0002】
【従来の技術】ガラスを用いた偏光レンズは、古くから製造されており、これはガラスレンズ2枚の間に接着剤を用いて偏光フィルムを圧着接着するものである。しかしながら、近年は眼鏡の軽量化及び破損による目への安全性の為に、種々のプラスチック素材のレンズが使用されている。その代表的なものがCR−39(米国、PPG社の熱硬化性成型樹脂の商品名)を使用して注入成型によって製造した偏光性光学レンズである。この製造方法は、一般的にはキャスト法と言われ、凹面と凸面とからなるモルードによって形成される空隙間に球面状に予備成型した偏光フィルムを装着して形成する方法で有る(例えば、特許文献1参照。)。
【0003】また他の技術手段は、偏光性薄膜の両面に厚さの異なる熱可塑性樹脂を積層し、これを熱プレス成型する事による製造方法(例えば、特許文献2参照。)。また、他の技術手段は、偏光素子を融着性素材に直接張り合わせた偏光シートを使用する事を特徴とした成型レンズの製法である(例えば、特許文献3参照。)。また、他の手段は、偏光性薄膜の両側にポリカーボネートフィルムまたはシートを積層し、この積層体を加圧熱成型する事により、ポリカ−ボネ−ト偏光性光学レンズを製造する方法が示されている。(例えば、特許文献4参照。)。また、他の手段は、偏光シートを貼り合わせる目的のレンズ自体を、熱プレス成型工程に用いる型の凸面もしくは凹面として、熱プレス成型工程と貼り合わせ工程を同時に行なう製造方法がある(例えば、特許文献5参照。)。
【0004】
[特許文献1]
特公昭53−29711号報
[特許文献2]
特公昭50−3656号公報
[特許文献3]
特公昭61−56090号公報
[特許文献4]
特公平7−94154号公報
[特許文献5]
特表平8−503793号公報
【0005】
【発明が解決しようとする課題】上記のいずれの方法も、製造に長時間を要したり、使用する偏光シートが特殊で値段も高価なため経済性に問題があったりまた、射出成型工程に入る前に偏光シートを目的のレンズ金型の形状に熱プレス成型を施さなければならない。
【0006】
熱プレス成型を施さなければならないという理由は、以下の点に挙げられる。レンズの基本的カーブ値は、人間の眼球と同じ6〜8カーブが理想とされている。その為、金型を設計する際の主流も6〜8カーブであり、当然、熱プレス成型を施さなければ偏光シートは平面である。平面の物を球面状に湾曲した金型に挿入し、射出成型した場合、偏光シートに目的レンズ金型のカーブ形状が有する部分と持たない部分に分かれその結果、目的レンズ金型のカーブ形状を持たない部分が重なり合い、レンズ表面に線及びしわが発生してしまう為、従来の技術では、必ず射出成型工程の前に目的のレンズ金型の形状に偏光シートを、熱プレス成型で球面状に湾曲する必要が生じていた(図2aの1〜aの4。)。
【0007】
しかし、平面偏光シートから、熱プレス成型を行なった場合、球面状に湾曲する際、歪みが生じたり変形不良を起こしたりして、射出工程に入る前に、経済的損失が発生してしまう機会が多い。
【0008】
また従来の偏光レンズの製造方法では、ポリカ−ボネ−ト樹脂を用いて製造したものが主流であり、アメリカでは上記ポリカーボネート樹脂から有害性物質が検出される事が発見され、これらの観点からポリウレタンの注入成型法が実用化されつつあるが、この方法では製造コストが高く、産業上の優位性を確立する事は難しい。
【0009】
【課題を解決するための手段】請求項1の技術手段を説明する本発明者は、上記の種々の問題を解決する為に、最近技術的に大きな進歩をしているLCD用の高度な技術を用いた光線透過率が高く、しかも偏光度が限りなく100%に近く、色濃度の低い偏光フィルムの両面を光線透過率の非常に高いセルローストリアセテートフィルムで挟んで得た偏光シートの片面に、接着剤を塗工し接着層を作り、この偏光シートを型抜きし、これを横方向に楕円型であり縦方向がシリンダーカーブを有するレンズ金型の凹面に偏光軸がシリンダーカーブを形成するよう接着層を内側に挿入し、次いでレンズ成型用ポリアミド樹脂を射出成型する事により、楕円型でありシリンダーカーブを有するポリアミド偏光性レンズを得た。さらにこのレンズの非偏光軸に、真空乾燥機等の機器で熱処理を施し収縮熱を与え、変形ささせる事により、目的のカーブを得た。これにより、熱プレス成型、予備成型を必要とせず、目的の偏光性能を有するポリアミド偏光性光学レンズを短工程で製造する方法により、課題を解決する方法を見いだしたものである。(図2bの1〜3 本発明の製造工程を記載。)
【0010】即ち、本発明と従来の製造工程との相違は、従来必ず射出成型に入る前に必要だった、熱プレス成型や予備成型が本案の製造工程では存在せず、熱プレス成型や予備成型によって、発生していた経済的損失を防ぐ事が出来る事を特徴とする製造方法である。
【0011】また本案では、目的のカ−ブ値を得るために行なう熱処理は、ハ−ドコ−ト工程と重ねて行なう事が可能な為、従来の製造工程よりも工程が少ない事を特徴とする。
【0012】
【発明の実施の形態】本案に使用できる偏光シートは、一般的に使用されている、ポリビニルアルコール系フィルム、ポリビニルアセタール系フィルム、ポリビニルブチラールフィルムをベースフィルムとし、耐湿熱性を有する二色性染料を用いて染色、一軸延伸して製造し得られた偏光フィルムの両面に、光学的に優れた透明性を有するセルロ−ストリアセテ−トを接着剤を用いて張り合わせて構成された偏光シ−トであり、その総厚が0.2mm以下であり、またその全光線透過率が40%以上、偏光度90.0%以上のものである。
【0013】偏光シ−トの総厚さを0.2mm以下とするのは、0.2mm以下であれば全光線透過率を目的の40%以上に維持しやすくなると共に材料コストが、最も優れ経済性が良い為である。
【0014】偏光シートとポリアミド成型樹脂を接着する接着剤としては、グラビアコーティング法、オフセットコーティング法など、通常用いられている塗布方法により、偏光シートの片側に均一に塗布する事が出来る。また、使用する接着剤には、射出成型工程時に耐えられる耐熱性、真空乾燥機等の機器で高熱処理を施す際に耐えられる耐熱性及び伸度、さらには様々なレンズの使用状態に対応できる性能を持った、接着剤が必要である。また接着層の厚さは、通常0.5〜80マイクロメートルである接着層の厚さが、0.4マイクロメートル未満では結合力が低く、100マイクロメートルを越えると、ポリアミド偏光性光学レンズの端面から接着剤がしみ出ることがある。接着剤として例を挙げると、平均分子量が10,000以上から、200,000以下のポリエステルウレタン樹脂、または、ポリエーテルウレタン樹脂、あるいは、ポリエステルポリエーテルウレタン樹脂等を主にしたポリオールに、架橋硬化剤としてポリイソシアネートを配合する二液硬化型接着剤が使用できる。
【0015】また、成型用樹脂材料としては、高透明性であり耐溶剤性が、ポリカーボネート樹脂よりも高く、曲げ弾性の高いポリアミド樹脂が好ましい。曲げ弾性が高い方が良い理由は、真空乾燥機等で高熱処理を行なう際、収縮熱によるカーブの変化が容易になる為であり、曲げ弾性の低いポリカーボネート樹脂は本案に不適当である。代表樹脂例として、ドイツ エムス社のグリルアミドTR−90などが、本案に適当である。
【0016】本案において使用するレンズ金型について説明する。レンズ成型用金型の投入口が楕円型のキャビティを使用する。その理由は、以下の点に挙げられる。球面状に偏光シートを型抜きした場合と楕円型に偏光シートを型抜きした場合では、後者の方がより経済的損失が少ないからである。前者の場合は、偏光シ−トを型抜きする際、どうしても残量が発生してしまい、その時点で経済的損失を負担しなければならない。(図4)
【0017】レンズ金型のキャビティのカーブ形状は、球面状のものとシリンダーカーブ状のものとあるが本案には、シリンダーカーブ状のものが不可欠である。レンズ金型のキャビティのカーブ形状が、シリンダーカーブである必要の理由は、使用するレンズ金型のキャビティのカーブ形状が、球面状の形状をしている場合、偏光シートを平面の状態で上記の金型に挿入し、射出成型を行なった場合、成型時の熱と型内での樹脂流れによる剪断力の影響で、上記の偏光シートにカーブを有する部分とカ−ブを持たない部分が、型内で発生し重なり合い、偏光レンズの表面に線及びしわを作ってしまう。シリンダーカーブを有するレンズ金型のキャビティに、平面の状態で偏光シートを挿入し、射出成型によって得られた偏光レンズには、カーブを有するのはシリンダーカーブのみなので上記の問題は発生しない。
【0018】また、本案で目的のカーブ値を得る為に、行なわれる高熱処理を、球面状の偏光レンズに行なった場合、偏光軸と非偏光軸のカーブ値が同じ値によって開始されれば、得られる偏光レンズのカーブ値は、偏光軸と非偏光軸が異なったカーブ値のものである。(図5)
【0019】上記の処理、楕円型でありシリンダーカーブを有する偏光レンズに行なった場合、高熱処理前の偏光軸と非偏光軸のカーブ値が異なる為、収縮熱による偏光軸のカーブ値が変化する事によって、非偏光軸のカーブ値も変化する。(図6)
【0020】本案は、上記の自然法則と、楕円型でありシリンダーカーブ有するレンズ金型を、組み合わせ使用する事により、目的の偏光性能を有する偏光レンズを得る事を特徴としている。
【0021】また、偏光シートの偏光軸にシリンダーカーブを形成しなければならない理由は、以下に挙げられる。偏光軸方向にシリンダーカーブを形成した場合、偏光フィルムは製造される際、延伸されているため偏光軸方向における伸度及び曲げ弾性が非常に強くなる。しかし、非偏光軸にシリンダーカーブを形成した場合、高熱処理を行い目的のカーブ値に調整する際、偏光度がバラツキ、目的の偏光性能を損なう。
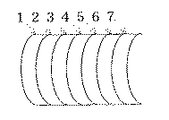
【0022】本発明に使用されるハードコートについて説明する。本案に使用される、ポリアミド偏光性光学レンズの構造において、凸面と凹面の表面に、ハードコート層を加工されている事が好ましい。図1の7のトリアセテートフィルム及び、図 1の1のポリアミド樹脂とは素材が異なる為、上記の両素材に非常に密着性が高い、アクリル系または、ポリウレタン系のプライマーコート層を、図1の1及び図1の7の表面にコーティングした上で、シラン系、シリコン系などの熱硬化型ハードコート、または、アクリル系、エポキシ系などの活性光線硬化型ハードコートなどを、ハードコート加工される事が好ましいプライマーコート層が無い場合は、密着性、耐水性などを保つことが困難なためである。
【0023】
[実施例1]以下、本発明の実施の形態を実施例に基づき詳細に説明する。
実施例1 二色性染料を用いて、偏光度99%を有するポリビニルアルコールで造られた、厚さ0.02mmの偏光フィルムの両側に、0.08mmのセルロ−ストリアセテートフィルムを接着する事により得られた厚さ0.18mm、全光線透過率43.7%の偏光シートの片面に接着剤を塗工し接着剤層を作った。その偏光シートの成型部分を型抜きし、得られた型抜き品の接着剤層を内側に、偏光軸74mm及び非偏光軸50mmの楕円型であり、偏光軸12カーブ及び非偏光軸0カーブに、設計されたレンズ金型のキャビティの凹面に、上記偏光シートの偏光軸にシリンダーカーブを形成するよう挿入した。次いでレンズ成型用ポリアミド樹脂 (エムス社 グリルアミド TR−90)を、射出成型し得られた 偏光軸にシリンダカーブを有するるポリアミド偏光性レンズに、ハードコートをディッピングし、真空乾燥機中 100度及び4時間の熱処理を行ない上記、偏光性レンズの非偏光軸に収縮熱を与え、変形させる事により偏光軸6カーブ、非偏光軸6カーブの目的のポリアミド偏光性光学レンズを得る事が出た。図5及び図6、高熱処理を行なう時間によるカーブの変化を示す。
【0024】前項により得られた、ポリアミド偏光性光学レンズの偏光シートの接着層と、レンズ成型用ポリアミド樹脂は、一体化して強固な一体成型物を構成しており、光学的に欠点のないポリアミド偏光性光学レンズを得る事が出来た。このレンズの偏光度は97.4%であり、また、その全光線透過率は40%であった。
【0025】
[実施例2]実施例1において、レンズ成型用ポリアミド樹脂(エムス社グリルアミドTR−90)に、顔料着色加工を行ない、その全光線透過率を60%とした樹脂を用いて、実施例1と同様に成型及び高熱処理を行なったところ、全光線透過率が25%、偏光度97.4%のカラー偏光レンズを得る事が出来た。
【0026】
[参照例1]参照例1、実施例1と同様の偏光シートとレンズ成型用ポリカーボネート樹脂を用い、レンズ金型には球面状のキャビティを用いて、従来の製造工程で製造し得られた偏光レンズに本案と同様の高熱処理を行なった。(図 1 aの1〜aの4。)実施例1と参照例1の相違部分は、参照例1に使用したレンズ金型には、直径74mmの球面状のキャビティを使用している事であり、上記のレンズと本案との比較を試みた。参照例1で得られたポリカーボネート偏光レンズのカーブ値は、目的のカーブ値を異なるものであった。(図5)
【0027】
【発明の効果】以上説明したとおり、本発明の製造方法を行なうことにより、熱プレス成型及び予備成型を必要とせず、短工程で目的の偏光性能を有するレンズを提供できる。
【図面の簡単な説明】
【図1】本案の製造方法から得られるポリアミド偏光性光学レンズの構造図を示す。
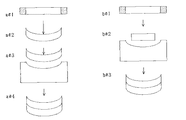
【図2】従来の製造工程と本案の製造工程の相違を示した、フロ−チャ−ト図を示す。
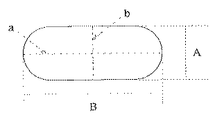
【図3】本案に使用される偏光軸と非偏光軸の関係図及び、主な寸法を示す。
【図4】楕円型と球面状、それぞれ型抜きした際の偏光シートの余分量を示す。
【図5】従来の製造方法で造られたポリアミド偏光性光学レンズに高熱処理を行なう時間により、収縮熱によるカーブ値の変化を示す。
【図6】本案のポリアミド偏光性レンズに、高熱処理を行なう時間により、収縮熱によるカーブ値の変化を示す。
【符号の説明】
[図1] 1 レンズ成型用ポリアミド樹脂
2 接着層
3 トリアセテートフィルム
4 接着層
5 偏光フィルム
6 接着層
7 トリアセテートフィルム
[図2] aの1 型抜き
aの2 目的の形状に熱プレス成型を行なう。
aの3 目的の金型に挿入し射出成型を行なう。
aの4 ハードコートを塗工する。
bの1 型抜き
bの2 目的のレンズ金型に挿入し、射出成型を行なう。
bの3 ハードコート塗工を行ない、高熱処理を行い目的のカーブ値に調整する。
[図3] 3のA 50mm
3のB 74mm
3のa 偏光軸
3のb 非偏光軸
[図4] 4のa 本案の偏光シートの残量
4のb 従来の偏光シートの残量
[図5] a 真空乾燥中100度 1時間経過後のカーブ値
b 真空乾燥中100度 2時間経過後のカーブ値
c 真空乾燥中100度 3時間経過後のカーブ値
d 真空乾燥中100度 4時間経過後のカーブ値
[図6] e 真空乾燥中100度 1時間経過後のカーブ値
f 真空乾燥中100度 2時間経過後のカーブ値
g 真空乾燥中100度 3時間経過後のカーブ値
h 真空乾燥中100度 4時間経過後のカーブ値[0001]
BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a method for manufacturing a spectacle lens for advanced polarization performance, which requires fewer production steps than conventional production steps, and reduces the chance of economic loss. It is characterized by the following.
[0002]
2. Description of the Related Art A polarizing lens using glass has been manufactured for a long time, and a polarizing film is pressed and bonded between two glass lenses using an adhesive. However, in recent years, lenses made of various plastic materials have been used to reduce the weight of eyeglasses and to provide safety to eyes due to breakage. A typical example is a polarizing optical lens manufactured by injection molding using CR-39 (trade name of a thermosetting resin molded by PPG, USA). This manufacturing method is generally referred to as a casting method, which is a method in which a polarizing film preformed in a spherical shape is attached to an air gap formed by a mold consisting of a concave surface and a convex surface (for example, a patent method). Reference 1).
Further, another technical means is a manufacturing method in which thermoplastic resins having different thicknesses are laminated on both surfaces of a polarizing thin film, and this is subjected to hot press molding (for example, see Patent Document 2). Another technical means is a method of manufacturing a molded lens characterized by using a polarizing sheet in which a polarizing element is directly adhered to a fusible material (for example, see Patent Document 3). Another means is to produce a polycarbonate polarizing optical lens by laminating a polycarbonate film or a sheet on both sides of a polarizing thin film and subjecting the laminate to pressure and heat molding. I have. (For example, refer to Patent Document 4). As another means, there is a manufacturing method in which a lens itself for bonding a polarizing sheet is formed as a convex surface or a concave surface of a mold used in the hot press molding step, and the hot press molding step and the bonding step are performed simultaneously (for example, see Patent Reference 5).
[0004]
[Patent Document 1]
Japanese Patent Publication No. 53-29711 [Patent Document 2]
Japanese Patent Publication No. 50-3656 [Patent Document 3]
JP-B-61-56090 [Patent Document 4]
Japanese Patent Publication No. 7-94154 [Patent Document 5]
Japanese Patent Publication No. Hei 8-503793
However, all of the above methods require a long time for production, have a problem in economy due to the special and expensive polarizing sheet used, and have a problem in the injection molding process. Before entering, the polarizing sheet must be hot pressed into the shape of the desired lens mold.
[0006]
The reason why the heat press molding must be performed is as follows. Ideally, the basic curve value of the lens is 6 to 8 curves, which is the same as that of a human eyeball. Therefore, the mainstream when designing a mold also has 6 to 8 curves, and naturally, the polarizing sheet is flat unless subjected to hot press molding. When a flat object is inserted into a spherically curved mold and injection-molded, the polarizing sheet is divided into a portion having the curve shape of the target lens mold and a portion not having the curve shape. As a result, the curve shape of the target lens mold is reduced. Since the parts that do not have overlap, lines and wrinkles are generated on the lens surface, in the conventional technology, before the injection molding process, always make the polarizing sheet into the shape of the desired lens mold, and make it into a spherical shape by hot press molding It was necessary to bend (1 of FIG. 2a to 4 of a).
[0007]
However, when hot press molding is performed from a plane polarizing sheet, when curved into a spherical shape, distortion or poor deformation may occur, and an economical loss may occur before entering the injection process. There are many.
[0008]
Further, in the conventional method for manufacturing a polarizing lens, a method using a polycarbonate resin is mainly used, and in the United States, it has been discovered that harmful substances are detected from the polycarbonate resin. Is being put to practical use, but this method has a high manufacturing cost, and it is difficult to establish an industrial advantage.
[0009]
SUMMARY OF THE INVENTION The inventor of the present invention for describing the technical means of claim 1 has developed a high technology for an LCD which has made great technical progress recently in order to solve the above various problems. Is high, the degree of polarization is infinitely close to 100%, and one side of a polarizing sheet obtained by sandwiching both sides of a polarizing film having a low color density with a cellulose triacetate film having a very high light transmittance, An adhesive is applied to form an adhesive layer, the polarizing sheet is die-cut, and the polarizing sheet is formed in a concave shape of a lens mold having an elliptical shape in the horizontal direction and a cylinder curve in the vertical direction so that the polarization axis forms a cylinder curve. The adhesive layer was inserted inside, and then a polyamide resin for lens molding was injection molded to obtain a polyamide polarizing lens having an elliptical cylinder curve. Further, the non-polarized axis of the lens was subjected to a heat treatment by a device such as a vacuum dryer to give heat of shrinkage, thereby deforming the lens to obtain a target curve. As a result, a method for solving the problem has been found by a method of manufacturing a polyamide polarizing optical lens having a desired polarization performance in a short process without the need for hot press molding or preliminary molding. (The manufacturing process of the present invention is described from 1 to 3 in FIG. 2b.)
That is, the difference between the present invention and the conventional manufacturing process is that hot press molding and preliminary molding, which were always required before starting injection molding, do not exist in the manufacturing process of the present invention. This is a manufacturing method characterized in that the economic loss that has occurred can be prevented by molding.
Further, the present invention is characterized in that the heat treatment performed to obtain the desired curve value can be carried out simultaneously with the hard coating process, so that the number of processes is smaller than that of the conventional manufacturing process. I do.
[0012]
BEST MODE FOR CARRYING OUT THE INVENTION The polarizing sheet which can be used in the present invention is a generally used polyvinyl alcohol-based film, polyvinyl acetal-based film, polyvinyl butyral film as a base film, and a moist heat-resistant dichroic dye. A polarizing sheet comprising a polarizing film obtained by dyeing and uniaxially stretching, and laminating cellulosic triacetate having excellent optical transparency using an adhesive on both surfaces. Having a total thickness of 0.2 mm or less, a total light transmittance of 40% or more, and a degree of polarization of 90.0% or more.
The reason why the total thickness of the polarizing sheet is set to 0.2 mm or less is that if the total thickness is 0.2 mm or less, it is easy to maintain the total light transmittance to 40% or more of the target and the material cost is the most excellent. This is because the economy is good.
The adhesive for bonding the polarizing sheet and the polyamide molding resin can be uniformly applied to one side of the polarizing sheet by a commonly used coating method such as a gravure coating method or an offset coating method. In addition, the adhesive used has heat resistance that can withstand the injection molding process, heat resistance and elongation that can withstand high heat treatment with equipment such as a vacuum dryer, and can also cope with various lens use conditions. You need a glue with good performance. The thickness of the adhesive layer is usually 0.5 to 80 micrometers. If the thickness of the adhesive layer is less than 0.4 micrometers, the bonding strength is low. The adhesive may ooze from the end face. Examples of the adhesive include crosslinking and curing of a polyol mainly composed of a polyester urethane resin having an average molecular weight of 10,000 or more and 200,000 or less or a polyether urethane resin or a polyester polyether urethane resin. A two-part curable adhesive containing a polyisocyanate as an agent can be used.
As the molding resin material, a polyamide resin having high transparency and solvent resistance, which is higher than that of the polycarbonate resin, and which has high bending elasticity is preferable. The reason why the bending elasticity is preferably high is that when a high heat treatment is performed by a vacuum dryer or the like, a curve change due to heat of shrinkage becomes easy, and a polycarbonate resin having low bending elasticity is not suitable for the present invention. As an example of the representative resin, Glyamide TR-90 manufactured by Ems GmbH of Germany is suitable for the present invention.
The lens mold used in the present invention will be described. The injection port of the lens molding die uses an elliptical cavity. The reasons are as follows. This is because when the polarizing sheet is stamped into a spherical shape and when the polarizing sheet is stamped into an elliptical shape, the latter has less economic loss. In the former case, when the polarizing sheet is die-cut, a residual amount is inevitably generated, and an economic loss must be borne at that time. (FIG. 4)
The curve shape of the cavity of the lens mold includes a spherical shape and a cylinder shape. In the present invention, the cylinder shape is indispensable. The reason that the curve shape of the cavity of the lens mold is required to be a cylinder curve is that if the curve shape of the cavity of the lens mold to be used has a spherical shape, the polarizing sheet is flattened as described above. When inserted into a mold and injection-molded, due to the heat at the time of molding and the shearing force due to the resin flow in the mold, the above-mentioned polarizing sheet has a curved part and a part without a curve, It occurs in the mold and overlaps, creating lines and wrinkles on the surface of the polarizing lens. The above problem does not occur in a polarized lens obtained by injection molding by inserting a polarizing sheet into a cavity of a lens mold having a cylinder curve and having only a cylinder curve.
Further, in the case where the high heat treatment performed to obtain the desired curve value in the present invention is performed on a spherically polarized lens, if the curve values of the polarization axis and the non-polarization axis start with the same value, The obtained curve value of the polarizing lens is a curve value in which the polarization axis and the non-polarization axis are different. (FIG. 5)
When the above treatment is performed on a polarizing lens having an elliptical cylinder curve and having a cylinder curve, the curve value of the polarization axis before heat treatment is different from the curve value of the non-polarization axis. As a result, the curve value of the non-polarization axis also changes. (FIG. 6)
The present invention is characterized in that a polarized lens having a desired polarization performance is obtained by using a combination of the above-mentioned law of nature and a lens mold having an elliptical cylinder curve.
The reason why a cylinder curve must be formed on the polarizing axis of the polarizing sheet is as follows. When the cylinder curve is formed in the direction of the polarization axis, the elongation and the bending elasticity in the direction of the polarization axis become very strong because the polarizing film is stretched when it is manufactured. However, when a cylinder curve is formed on the non-polarization axis, when a high heat treatment is performed to adjust the curve value to a target value, the degree of polarization varies, thereby impairing the target polarization performance.
The hard coat used in the present invention will be described. In the structure of the polyamide polarizing optical lens used in the present invention, it is preferable that a hard coat layer is processed on the convex and concave surfaces. Since the material is different from the triacetate film of 7 in FIG. 1 and the polyamide resin of 1 in FIG. 1, an acrylic or polyurethane primer coat layer having very high adhesion to both the above-mentioned materials is used. After coating the surfaces 1 and 7 shown in FIG. 1, a hard coat type such as a silane-based or silicon-based thermosetting hard coat or an acryl- or epoxy-based active light-curable hard coat is applied. This is because it is difficult to maintain adhesion, water resistance, and the like when there is no preferable primer coat layer.
[0023]
[Embodiment 1] Hereinafter, embodiments of the present invention will be described in detail based on embodiments.
Example 1 By bonding a 0.08 mm cellulostriacetate film to both sides of a 0.02 mm thick polarizing film made of polyvinyl alcohol having a degree of polarization of 99% using a dichroic dye. An adhesive was applied to one side of the obtained polarizing sheet having a thickness of 0.18 mm and a total light transmittance of 43.7% to form an adhesive layer. The molded part of the polarizing sheet was die-cut, and the adhesive layer of the obtained die-cut product was an elliptical shape with a polarizing axis of 74 mm and a non-polarizing axis of 50 mm, with a polarizing axis of 12 curves and a non-polarizing axis of 0 curves. The polarizing sheet was inserted into the concave surface of the cavity of the designed lens mold so as to form a cylinder curve on the polarization axis of the polarizing sheet. Next, a polyamide resin for lens molding (Grillamide TR-90, manufactured by EMS Co., Ltd.) was injection-molded, and a hard coat was dipped on a polyamide polarizable lens having a cylinder curve on a polarization axis, and then dried in a vacuum dryer at 100 ° C and 4 ° C. By subjecting the non-polarizing axis of the polarizing lens to shrinkage heat by performing a heat treatment for a long time and deforming the non-polarizing axis, a desired polyamide polarizing optical lens having a polarizing axis of 6 curves and a non-polarizing axis of 6 curves was obtained. FIGS. 5 and 6 show changes in curves depending on the time for performing the high heat treatment.
The adhesive layer of the polarizing sheet of the polyamide polarizing optical lens and the polyamide resin for molding the lens obtained in the preceding paragraph are integrated to form a strong integral molded product, and the polyamide having no optical defect is formed. A polarizing optical lens was obtained. The degree of polarization of this lens was 97.4%, and its total light transmittance was 40%.
[0025]
[Example 2] In Example 1, a pigment coloring process was performed on a polyamide resin for molding a lens (MS-Grillamide TR-90), and a resin having a total light transmittance of 60% was used. When molding and high heat treatment were performed in the same manner, a color polarized lens having a total light transmittance of 25% and a degree of polarization of 97.4% was obtained.
[0026]
[Reference Example 1] Polarized light obtained by a conventional manufacturing process using the same polarizing sheet and polycarbonate resin for lens molding as in Reference Example 1 and Example 1, and using a spherical cavity for the lens mold. The lens was subjected to the same high heat treatment as in the present invention. (1 of FIG. 1 a to 4 a) The difference between Example 1 and Reference Example 1 is that the lens mold used in Reference Example 1 uses a spherical cavity having a diameter of 74 mm. Yes, I tried to compare the above lens with the present invention. The curve value of the polycarbonate polarizing lens obtained in Reference Example 1 was different from the target curve value. (FIG. 5)
[0027]
As described above, by performing the manufacturing method of the present invention, a lens having the desired polarization performance can be provided in a short process without requiring hot press molding and preliminary molding.
[Brief description of the drawings]
FIG. 1 shows a structural diagram of a polyamide polarizing optical lens obtained by the manufacturing method of the present invention.
FIG. 2 is a flowchart showing a difference between a conventional manufacturing process and a manufacturing process of the present invention.
FIG. 3 is a diagram showing a relationship between a polarization axis and a non-polarization axis used in the present invention and main dimensions.
FIG. 4 shows an excess amount of a polarizing sheet when an elliptical shape and a spherical shape are respectively cut out.
FIG. 5 shows a change in a curve value due to heat of shrinkage depending on the time of performing a high heat treatment on a polyamide polarizing optical lens manufactured by a conventional manufacturing method.
FIG. 6 shows a change in a curve value due to heat of contraction depending on the time of performing a high heat treatment on the polyamide polarizing lens of the present invention.
[Explanation of symbols]
[Fig. 1] 1 Polyamide resin for lens molding 2 Adhesive layer 3 Triacetate film 4 Adhesive layer 5 Polarizing film 6 Adhesive layer 7 Triacetate film [Fig.
a-3 Insert into a target mold and perform injection molding.
Apply 4 hard coat of a.
b-1 Die removal b-2 Insert into the target lens mold and perform injection molding.
b-3 Apply hard coat, perform high heat treatment, and adjust to the target curve value.
[Fig.3] 3 A 50mm
3 B 74mm
3a b Polarization axis 3 b Non-polarization axis [Fig. 4] 4a 4a Remaining amount of polarizing sheet of the present invention 4b Remaining amount of conventional polarizing sheet [Fig. 5] a 100 degree during vacuum drying 1 hour after elapse Curve value b Curve value after elapse of 2 hours at 100 degrees during vacuum drying c Curve value after elapse of 3 hours at 100 degrees during vacuum drying d Curve value after elapse of 4 hours at 100 degrees during vacuum drying [FIG. 6] e 100 during vacuum drying Degree Curve value after 1 hour f Curve value after vacuum drying 100 ° g 2 hours after g Curve value after vacuum drying 100 ° 3 hours after curve h Curve value after vacuum drying 100 ° 4 hours after