【0001】
【発明の属する技術分野】
本発明は、例えば、角柱状のブロックをピーリング加工にて円柱状に切削して成形する方法に関するものである。
【0002】
【従来の技術】
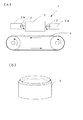
従来、トナー供給ローラや現像ローラ等の円筒状のローラを製造する際には、例えば、図4(a),(b)に示すように、中心部に円筒状の中空部が設けられたポリウレタン等の樹脂またはゴム等を含む角柱状ブロックのロール材10の上記中空部に、熱硬化性の接着剤11が表面にコーティングされた丸棒状の金属材料から成る芯材12を挿入したものを製造しておき、これをオーブン等の加熱装置で加熱することにより、上記接着剤11を溶融,固化させて上記芯材12とロール材10とを溶着させた後、図5(a),(b)に示すように、回転砥石50を用いて上記ロール材10の外周部10sを研磨して除去するプランジ研磨加工を施し、上記ロール材10のブロックを円筒状に形成していた。
【0003】
しかしながら、ワークがスポンジゴムの場合には、上記のような回転砥石50を用いた加工では、スポンジゴムの骨格部がケバとして残りやすく、ロール材10の仕上げ面の表面粗度が粗くなってしまうという欠点があった。また、研磨による加工では、研磨粉がスポンジ内部に入りやすく、エア等の吸引や吹付けでは上記研磨粉を十分に除去することが困難であった。
一方、ウレタン発泡体の外径加工方法として、図6(a)に示すように、ロール材10の芯材12の両端をピーリング装置1の回転チャック2a,2bに把持して上記ロール材10を回転させるとともに、図6(b)に示すような環状のバンドナイフ3を上記ロール材10の回転方向と直角な回転方向で回転させることにより、ロール材10の外周部に上記バンドナイフ3の刃面側を押し当てて、上記ブロックを円筒状に切削するピーリング加工が知られている。
【発明が解決しようとする課題】
【0004】
しかしながら、上記ピーリング加工では、ワークがスポンジゴムのように硬度が低く変形しやすい材質である場合には、ケバの発生を十分に防止する加工条件を設定することが困難であるため、加工後に、発熱したニクロム線によるケバ焼き処理を行う必要があった。
【0005】
本発明は、従来の問題点に鑑みてなされたもので、ピーリング加工において、ケバの発生の殆どない加工条件によりスポンジゴムローラを加工することにより、ローラの仕上げ面の表面粗度を良好にする方法を提供することを目的とする。
【0006】
【課題を解決するための手段】
本発明の請求項1に記載の発明は、スポンジゴムから成るロール材のブロックを円筒状に加工するスポンジゴムローラの加工方法であって、上記ブロックを回転させながら、該ブロックに切削刃の刃面側を押し当てて、上記ブロックを円筒状に切削するとともに、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたことを特徴とするものである。
【0007】
【発明の実施の形態】
以下、本発明の実施の形態について、図面に基づき説明する。
図1は、本実施の形態に係るスポンジゴムローラの切削方法を示す図である。同図において、1はスポンジゴムローラを切削するためのピーリング装置であり、このピーリング装置1は、角柱状のロール材10の芯材12の両端をそれぞれ把持するチャック2a,2bと、上記チャックの一方のチャック2aを回転させて上記ロール材10を回転させるモータ2Mを備えた回転部2と、図2(a)に示すような、薄い帯状の切削刃の両側部を連結して環状に形成したバンドナイフ3がベルト掛けされるとともに、モータ5Mにより上記環状のバンドナイフ3を回転させるプーリー4a,4bを備えたカッター部5とから構成され、図2(b)に示すように、上記回転するロール材10のブロックの外周部に上記バンドナイフ3の刃面3aを押し当てて、上記ロール材10のブロックの外周部を円柱状に切削するものである。
【0008】
上記プーリー4a,4bにおいて、一方のプーリー4aには駆動用モータ5Mが連結され、上記プーリー4a,4bの外周側に環状のバンドナイフ3を装着し、上記モータ5Mによりプーリー4aを上記ロール材10の回転方向と直角な回転方向で回転させることにより、上記バンドナイフ3をロール材10のブロックの長手方向に移動させるとともに、図示しない押付手段により、上記バンドナイフ3の刃面3aをロール材10の芯材12方向に押し付けるように移動させる。
【0009】
次に、ロール材の切削方法について説明する。
まず、ピーリング装置1の回転部2のチャック2a,2bのそれぞれにスポンジゴムから成るロール材10の芯材12の両端を挿入し、上記ロール材10を上記回転部2に水平に把持した後、モータ2Mを駆動して上記ロール材10を回転させる。一方、ピーリング装置1のカッター部5に、環状のバンドナイフ3を装着するとともに、プーリー4a,4bにより、上記バンドナイフ3が上記ロール材10のブロックの長さ方向に移動するように、モータ5Mを駆動して上記環状のバンドナイフ3を回転させる。次に、上記バンドナイフ3を芯材12の方向に移動させ、上記回転するロール材10のブロックの外周部(切削面)に上記バンドナイフ3の刃面3aを当てがって、適度な圧力を加えつつ、上記外周部を切削する。本例では、上記切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとして、上記ロール材10を切削加工するようにしている。これにより、直方体ブロック状のロール材10の断面は、角が徐々に削り取られ円形となり、円筒状のプリンタ用スポンジゴムローラが完成する。
【0010】
図3(a)は、上記方法で切削したスポンジゴムローラの表面状態を示す顕微鏡写真(約200倍)で、薄いセル壁も奇麗に切断されて全体にケバのない平滑な表面状態となっていることが分かる。このスポンジゴムローラでは、円筒度も0.3mm以下であり、ケバの高さも100μm以下であった。
一方、従来のプランジ研磨加工を行ったスポンジゴムローラは、円筒度は本発明と同等であるが、ケバも多く、またその高さも約200μmと高かった。また、図3(b)に示すように、表面状態も全体的にボソボソとしていて悪く、引き千切られたような”めくれ”たセル壁が観察された。
このように、スポンジゴムから成るロール材10のブロックを、ピーリング装置1を用いて円筒状に加工する際に、バンドナイフ3の刃面3aを上記ブロックに押し当てるときの速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの回転速度を1〜20rpmとすることにより、ケバの発生を大幅に減少させることができるので、スポンジゴムローラの仕上げ面の表面粗度を良好にすることができる。
【0011】
【発明の効果】
以上説明したように、本発明によれば、スポンジゴムローラをピーリング加工する際に、切削刃をブロックに押し当てる速度を、0.01〜0.3mm/sとし、かつ、上記ブロックの自転速度を1〜20rpmとしたので、ケバの発生を大幅に減少させることができ、スポンジゴムローラの仕上げ面の表面粗度を良好にすることができる。
【図面の簡単な説明】
【図1】本実施の形態に係わるロール材の切削方法を示す図である。
【図2】切削刃と切削方法とを示す図である。
【図3】スポンジゴムローラの表面状態を示す図である。
【図4】従来のローラの製造方法を示す図である。
【図5】従来のローラの製造方法を示す図である。
【図6】ピーリング加工法を示す図である。
【符号の説明】
1 ピーリング装置、2 回転部、2a,2b チャック、2M モータ、
3 バンドナイフ、3a 刃面、4a,4b プーリー、5 カッター部、
5M モータ、10 ロール材、12 芯材。[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to, for example, a method of cutting and forming a prismatic block into a cylindrical shape by peeling.
[0002]
[Prior art]
Conventionally, when manufacturing a cylindrical roller such as a toner supply roller or a developing roller, for example, as shown in FIGS. 4A and 4B, polyurethane having a cylindrical hollow portion at the center is provided. A core material 12 made of a round bar-shaped metal material whose surface is coated with a thermosetting adhesive 11 is inserted into the hollow portion of a roll material 10 of a prismatic block containing resin or rubber such as The adhesive 11 is melted and solidified by heating it with a heating device such as an oven so that the core 12 and the roll 10 are welded. As shown in (1), plunge polishing is performed to remove the outer peripheral portion 10s of the roll material 10 by polishing using a rotary grindstone 50, and the block of the roll material 10 is formed in a cylindrical shape.
[0003]
However, when the workpiece is sponge rubber, the skeleton portion of the sponge rubber tends to remain as fluff in the processing using the rotary grindstone 50 as described above, and the surface roughness of the finished surface of the roll material 10 becomes rough. There was a disadvantage. Further, in the processing by polishing, the polishing powder easily enters the inside of the sponge, and it has been difficult to sufficiently remove the polishing powder by suction or blowing of air or the like.
On the other hand, as a method for processing the outer diameter of the urethane foam, as shown in FIG. 6A, both ends of the core material 12 of the roll material 10 are gripped by the rotary chucks 2a and 2b of the peeling device 1, and the roll material 10 is removed. By rotating the band knife 3 as shown in FIG. 6B in a rotation direction perpendicular to the rotation direction of the roll material 10, the blade of the band knife 3 There is known a peeling process in which the surface side is pressed to cut the block into a cylindrical shape.
[Problems to be solved by the invention]
[0004]
However, in the above-mentioned peeling processing, when the work is a material having low hardness and easily deformable like sponge rubber, it is difficult to set processing conditions for sufficiently preventing occurrence of fluff. It was necessary to perform a bake-burning treatment with a heated nichrome wire.
[0005]
The present invention has been made in view of the conventional problems, and a method of improving the surface roughness of a finished surface of a roller by processing a sponge rubber roller under processing conditions with almost no occurrence of fluff in peeling processing. The purpose is to provide.
[0006]
[Means for Solving the Problems]
An invention according to claim 1 of the present invention is a method of processing a sponge rubber roller for processing a block of a roll material made of sponge rubber into a cylindrical shape, wherein a cutting surface of a cutting blade is formed on the block while rotating the block. While pressing the side to cut the block into a cylindrical shape, the speed at which the cutting blade is pressed against the block is set to 0.01 to 0.3 mm / s, and the rotation speed of the block is set to 1 to 20 rpm. It is characterized by having done.
[0007]
BEST MODE FOR CARRYING OUT THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
FIG. 1 is a diagram showing a method for cutting a sponge rubber roller according to the present embodiment. In FIG. 1, reference numeral 1 denotes a peeling device for cutting a sponge rubber roller. The peeling device 1 includes chucks 2a and 2b for gripping both ends of a core material 12 of a prismatic roll material 10, and one of the chucks. The rotating part 2 provided with a motor 2M for rotating the roll material 10 by rotating the chuck 2a is connected to both sides of a thin band-shaped cutting blade as shown in FIG. The band knife 3 is belt-hung, and comprises a cutter unit 5 having pulleys 4a and 4b for rotating the annular band knife 3 by a motor 5M. As shown in FIG. The blade surface 3a of the band knife 3 is pressed against the outer peripheral portion of the block of the roll material 10 to cut the outer peripheral portion of the block of the roll material 10 into a cylindrical shape. .
[0008]
In the pulleys 4a and 4b, a driving motor 5M is connected to one of the pulleys 4a, and an annular band knife 3 is mounted on the outer peripheral side of the pulleys 4a and 4b. The band knife 3 is moved in the longitudinal direction of the block of the roll member 10 by rotating the band knife 3 in a rotation direction perpendicular to the rotation direction of the roll member 10, and the blade surface 3a of the band knife 3 is moved by the pressing means (not shown). Is moved so as to be pressed in the direction of the core 12.
[0009]
Next, a method of cutting the roll material will be described.
First, both ends of the core material 12 of the roll material 10 made of sponge rubber are inserted into each of the chucks 2a and 2b of the rotating unit 2 of the peeling device 1, and the roll material 10 is horizontally gripped by the rotating unit 2, The motor 2M is driven to rotate the roll material 10. On the other hand, the annular band knife 3 is mounted on the cutter unit 5 of the peeling device 1, and the motor 5M is moved by pulleys 4a and 4b so that the band knife 3 moves in the length direction of the block of the roll material 10. To rotate the annular band knife 3. Next, the band knife 3 is moved in the direction of the core 12, and the blade surface 3 a of the band knife 3 is applied to the outer peripheral portion (cut surface) of the block of the rotating roll material 10, and an appropriate pressure is applied. While cutting the outer periphery. In this example, the speed at which the cutting blade is pressed against the block is set to 0.01 to 0.3 mm / s, and the rotation speed of the block is set to 1 to 20 rpm so that the roll material 10 is cut. I have. As a result, the cross section of the rectangular parallelepiped block-shaped roll material 10 is gradually cut off to form a circular shape, and a cylindrical sponge rubber roller for a printer is completed.
[0010]
FIG. 3A is a micrograph (approximately 200 times) showing the surface state of the sponge rubber roller cut by the above method. The thin cell wall is also cut neatly and has a smooth surface state without any burrs. You can see that. In this sponge rubber roller, the cylindricity was 0.3 mm or less, and the height of the fluff was 100 μm or less.
On the other hand, the sponge rubber roller that has been subjected to the conventional plunge polishing process has the same cylindricity as that of the present invention, but has many fluffs, and its height is as high as about 200 μm. Further, as shown in FIG. 3 (b), the surface condition was poor as a whole, and the cell wall was turned up as if torn apart.
As described above, when the block of the roll material 10 made of sponge rubber is processed into a cylindrical shape using the peeling device 1, the speed at which the blade surface 3a of the band knife 3 is pressed against the block is set to 0.01. By setting the rotation speed of the block to 1 to 20 rpm and the rotation speed of the block to 1 to 20 rpm, the occurrence of fluff can be greatly reduced, so that the surface roughness of the finished surface of the sponge rubber roller is improved. be able to.
[0011]
【The invention's effect】
As described above, according to the present invention, when peeling the sponge rubber roller, the speed at which the cutting blade is pressed against the block is set to 0.01 to 0.3 mm / s, and the rotation speed of the block is reduced. Since the rotation speed is set to 1 to 20 rpm, the occurrence of fluff can be greatly reduced, and the surface roughness of the finished surface of the sponge rubber roller can be improved.
[Brief description of the drawings]
FIG. 1 is a diagram showing a method for cutting a roll material according to an embodiment.
FIG. 2 is a diagram showing a cutting blade and a cutting method.
FIG. 3 is a diagram showing a surface state of a sponge rubber roller.
FIG. 4 is a view showing a conventional method for manufacturing a roller.
FIG. 5 is a diagram showing a conventional roller manufacturing method.
FIG. 6 is a diagram showing a peeling method.
[Explanation of symbols]
1 peeling device, 2 rotating parts, 2a, 2b chuck, 2M motor,
3 band knife, 3a blade surface, 4a, 4b pulley, 5 cutter part,
5M motor, 10 rolls, 12 cores.