JP2004169077A - Method for manufacturing locally alloyed metal product - Google Patents
Method for manufacturing locally alloyed metal product Download PDFInfo
- Publication number
- JP2004169077A JP2004169077A JP2002334494A JP2002334494A JP2004169077A JP 2004169077 A JP2004169077 A JP 2004169077A JP 2002334494 A JP2002334494 A JP 2002334494A JP 2002334494 A JP2002334494 A JP 2002334494A JP 2004169077 A JP2004169077 A JP 2004169077A
- Authority
- JP
- Japan
- Prior art keywords
- metal product
- ultrasonic vibration
- ultrasonic
- alloyed
- locally
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、金属製品の表面の一部を局所的に合金化した金属製品の製造方法に関する。
【0002】
【従来の技術】
海洋構造物、船舶、橋梁、自動車、産業機械、家庭電器製品、医療器械などの金属製品は、様々な分野で用いられて、他の材料に比べて強度とコスト面において優れており、産業上重要な役割を果たしている。
しかし、金属製品に要求される耐食性、耐酸性、耐磨耗性などの特性は、金属製品全体ではなく、表層部分のみに必要な特性であり、必ずしも、製品全体にこのような特性を持たせる必要はない。
【0003】
そこで、鋼材表面にメッキ、スパッタリング、イオンプレーティングなどによって、表面を改質する方法が開発され、実用化されている。
しかし、メッキの場合、母材との境界から剥離することがあり、また、スパッタリングやイオンプレーティングは、高価な設備が必要となるうえ、真空チャンバー内で処理する必要があるため、適用できる対象物が限られていた。
なお、例えば、特許文献1に、溶接継手部に超音波振動を与えることによって、疲労強度を向上させる方法が開示されているが、超音波振動を金属製品の表面の合金化に利用することは全く開示されていない。
【0004】
【特許文献1】米国特許第6,171,415号明細書
【0005】
【発明が解決しようとする課題】
本発明は、前述のような従来技術の問題点を解決し、金属製品の表面の一部を局所的に合金化した金属製品の製造方法を提供することを課題とする。
【0006】
【課題を解決するための手段】
本発明は前述の課題を解決するために鋭意検討の結果なされたもので、超音波衝撃処理を用いて金属製品の表面の一部に局所的にクラッド加工を施した金属製品およびその製造方法を提供するものであり、その要旨とするところは特許請求の範囲に記載した通りの下記内容である。
【0007】
(1)金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部を、先端部の直径が0.01mm以上の超音波振動端子であって、合金元素を添加した超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
本発明において、金属製品とは橋梁や建築物などのいわゆる鋼構造物だけでなく、金属部品、鋼板やアルミ製品、チタン製品など、金属で構成されている製品を広く含む。
(2)前記超音波振動端子の先端部の直径が1mm以上であって、かつ、該先端部の硬度が前記金属製品の素材の硬さの1.5倍以下であることを特徴とする(1)に記載の局所的に合金化した金属製品の製造方法。
【0008】
(3)金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部を、一辺の長さが0.01mm〜5mmの超音波振動を与えた角型の塊状物、または、直径が0.01mm〜5mmの超音波振動を与えた球状物であって、合金元素を添加したショット粒を打ち付ける衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
(4)金属製品の表面の一部を局所的に合金化した金属製品の製造方法であって、
前記金属製品の表面の一部に、直径が0.01mm〜5mmであって、合金元素を添加した金属粉末を供給し、該金属粉末の上から、先端部の直径が0.01mm以上の超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。
(5)前記超音波衝撃処理時の温度を、50℃以上とすることを特徴とする(1)乃至(4)のいずれかに記載の局所的に合金化した金属製品の製造方法。
(6)前記超音波衝撃処理時の雰囲気を、大気から遮断することを特徴とする(1)乃至(5)のいずれかに記載の局所的に合金化した金属製品の製造方法。
【0009】
【発明の実施の形態】
本発明の実施の形態について、図1および図2を用いて詳細に説明する。
<第1の実施形態>
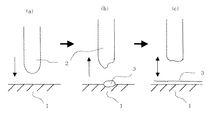
図1は、本発明の局所的に合金化した金属製品の製造方法における第1の実施形態を示す図である。
図1において、1は金属製品、2は超音波振動端子、3は合金層を示す。
まず、図1(a)に示すように、金属製品の表面1の一部を、超音波振動端子2で打撃する。
この超音波振動端子2は、先端部の直径が0.01mm以上であって、合金元素を添加したものを用いる。
【0010】
先端部の直径が0.01mm以上とするのは、できる限り細い端子の方が金属製品の表面に入り込んで金属結合しやすいが、細過ぎると超音波衝撃処理の加工エネルギーを金属製品の母材に十分伝達できないので、端子の降伏強度を考慮して端子先端部の直径は、0.01mm以上とする。
また、超音波振動端子に添加する合金元素は、用途に応じて選択でき、たとえば耐食性、耐弾性、耐レーダー性、耐酸性、耐電磁波性、耐磨耗性、美観性、意匠性、等の目的に応じて適宜選択することができる。
超音波振動端子の成分は、合金化したい目標成分に応じて、素地の化学成分に見合って調整することができる。例えば、金属製品の素地の希釈率を20%以上、70%以下として、成分設計して、振動端子の成分を決定することが好ましい。
【0011】
次に、図1(b)に示すように、超音波振動端子2によって、金属製品1の表面を打撃すると、その衝撃によって、超音波振動端子の先端の合金層3が、超音波衝撃処理中に、金属製品の母材に塑性流動をおこして入り込みむ。
その結果、超音波振動端子は超音波衝撃処理中に順次消耗されるので、例えば、溶接のフィラーと同じように、連続して補給する装置を設けることが好ましい。
さらに、その上から、超音波振動端子2で打撃を継続することによって、金属製品の表面1に薄い合金層3を形成することができ、これによって、金属製品に局所的に新たな表面性能を付加することができる。
金属製品の母材は、超音波衝撃処理により強加工をうけているので、合金化するために必要な温度が著しく低下しているために、超音波衝撃処理による加工発熱程度の温度上昇でも、用意に合金化するのである。
【0012】
また、超音波振動端子の先端部の直径が1mm以上の場合には、該先端部の硬度を前記金属製品の素材の硬さの1.5倍以下とすることが好ましい。
【0013】
超音波振動端子の直径が1mm以上と比較的大きい場合には、打撃処理を行っても、振動端子の合金元素が金属製品の素材と金属結合しにくいので、先端部の硬度を金属製品の素材の硬さの1.5倍以下とすることによって、合金化を促進することができる。
また、超音波振動端子の代わりに、一辺の長さが0.01mm〜5mmの超音波振動を与えた角型の塊状物、または、直径が0.01mm〜5mmの超音波振動を与えた球状物であって、合金元素を添加したショット粒を金属製品の表面に打ち付ける衝撃処理を行ってもよい。
ショット粒を打ち付けることによって、このショット粒に添加した合金元素が、金属製品の母材に入り込んで、母材の元素と金属結合して合金化層を形成することができる。
ショット粒の形状は、角型でも丸型でもよいが、あまり小さすぎると飛散して効率が悪く、あまり大き過ぎると合金化反応が進まないので、ショット粒の一辺の長さまたは直径は、0.01mm〜5mmとする。
【0014】
<第2の実施形態>
図2は、本発明の局所的に合金化した金属製品の製造方法における第2の実施形態を示す図である。
図2において、1は金属製品、2は超音波振動端子、3は合金層、4は合金粉末を示す。
まず、図2(a)に示すように、金属製品の表面1の一部に、直径が0.01mm〜5mmであって、合金元素を添加した金属粉末4を散布して供給しながら、先端部の直径が0.01mm以上の超音波振動端子2で打撃する。
金属粉末4の直径を0.01mm〜5mmとするのは、合金化反応を行うためには、金属粉末4の直径は小さい方が好ましいのでその上限を5mmとし、細かすぎて処理中に飛散してしまっては歩留まりが悪くなるので、0.01mmを下限値とした。
【0015】
なお、金属粉末を用いて、合金化を実施する場合には、超音波振動端子は合金化しにくいタングステン等の素材が望ましい。
また、金属粉末4に添加する合金元素は、用途に応じて選択でき、たとえば耐食性、耐弾性、耐レーダー性、耐酸性、耐電磁波性、耐磨耗性、美観性、意匠性、等の目的に応じて適宜選択することができる。
金属粉末の成分は、合金化したい目標成分に応じて、素地の化学成分に見合って調整することができる。例えば、金属製品の素地の希釈率を20%以上、70%以下として、成分設計して、粉末の成分を決定することが好ましい。
さらに、超音波振動端子2による打撃を継続することによって、金属製品の表面1に薄い合金層3を形成することができ、これによって、金属製品に局所的に新たな表面性能を付加することができる。
【0016】
<第1および第2に共通の実施形態>
本発明に用いる超音波衝撃処理は、常温のまま実施しても十分合金化する場合もあるが、合金化が十分でない場合には、合金化反応を促進するために、当該部分を合金化が必要な温度まで加熱することが好ましい。
その際の温度も、通常合金化に必要な溶融温度よりもはるかに低い温度で合金化が達成できる、本発明に用いる超音波衝撃処理時の温度は50℃以上とすることが好ましい。
本発明においては、加熱の方法は問わないが、金属製品を誘導加熱や通電加熱によって局所的に加熱する方法が好ましい。
また、合金化する際に、窒素が侵入すると、コットレル雰囲気を形成して強度が上昇して、靭性が低下することがあり、好ましくないことも知見した。
さらに、発明者らは、超音波衝撃処理を大気中で行うと、表層部の金属が大気中の酸素と反応して、酸化層が形成されてしまうため、合金化しても所定の機能が発揮できないこともあることを知見し、酸化層の最小化が課題であることを見出した。
【0017】
そこで、合金層の厚みを確保し、合金化層の酸化層の厚みを極力抑制させるために、超音波衝撃処理時の雰囲気を、大気から遮断することが好ましい。
酸素を遮断することによって、表面の酸化を防止することができるからである。
本発明においては、雰囲気の遮断方法は問わないが、超音波振動端子の先端に、アルゴン、ヘリウム、CO2等の不活性ガスを吹付けて酸素分率が空気よりも低い環境に制御することが好ましい。これによって、酸化層は消滅し、かつ窒素侵入による脆化現象も防止できる。
本発明によれば、例えば、鋼構造物や鋼構造品などの金属製品として最終の形状に加工、組み立てされた後で、あらたな表面性能を付与することができるので、必要最小限で済むメリットがあるが、素材段階で本発明を適用し、構造物や鋼構造品などの金属製品に最終加工された後に、加工によって損なわれた領域のみを補修する形で適用することもできる。
なお、本発明は、金属製品の合金化して改質したい領域に局所的に適用しても良いし、金属製品全体に適用してもよい。
【0018】
金属製品全体に適用する場合には、金属製品を構成する鋼板などの素材にあらかじめ、本発明の超音波衝撃処理を施し、表面を合金化処理した素材を用いて金属製品を製造することが好ましい。
本発明に使用する超音波発生装置は問わないが、2w〜3kwの超音波発生電源を用いて、トランスデューサによって2kHz〜60kHzの超音波振動を発生させ、ウェーブガイドにて増幅させることにより、上述の径のピンからなる超音波振動端子を20〜60μmの振幅で振動させる装置が好ましい。
また、本発明の超音波衝撃処理に用いる塊状物および球状物の材質は問わないが、例えば、鋼材、超硬、セラミックス、アルミナ、ジルコニア、サイアロン等から適宜選択することができる。
以上の金属製品の表面の一部を局所的に合金化する方法を用いることによって、局所的に新たな表面性能を付与した金属製品を製造することができる。
【0019】
【実施例】
本発明の局所的に合金化した金属製品の製造方法を、実際の金属製品に適用した場合を想定した実験を行った結果を表1乃至表3に示す。
表1は、金属製品を構成する素材A(A1〜A10)、および、超音波振動端子または金属粉末とする素材B(B1〜B7)の化学成分を示す。
表2は、超音波衝撃処理の条件および試験結果を示す。
【0020】
*1)加工種類は、表3に示すように、超音波振動端子であるハンマと、超音波ショットピーニングを行うショット粒の2種類とし、H▲1▼〜H▲4▼およびRHがハンマの条件を示し、S▲1▼〜S▲5▼およびRSがショット粒の条件を示す。
なお、表3のRHおよびRS、合金添加をしない超音波振動端子およびショット粒を用いる比較例を示し、それ以外は本発明の条件を満足する発明例を示す。
*2)合金層の厚みは、素材Aと素材Bの化学成分が混合している領域を表面からの厚みを云う。
*3)合金化の指標(%)は、素材Aの化学成分をa%、素材Bの化学成分をb%、合金層の化学成分をc%としたときに、合金化の指標をX(%)と定義すると、
Y=(a+b)/2
X=c/Y×100(%)とする。
【0021】
試験の結果、No.1〜No.18は、本発明の条件を満足しているので、合金化の指標(%)は、70%を超えており、合金化が良好であり、表2に示す本発明の適用物に、発揮した性能の欄に示す表面性能を付加することができた。
No.1〜No.12は、超音波振動端子またはショット粒に合金を添加した実施例であり、No.13〜No.18は、金属粉末に合金を添加した実施例であり、いずれの場合も合金化は良好であった。
No.19〜No.28は比較例である。
No.19〜No.21は、RHを用いているため、ハンマから素材Bを供給しようとしてもハンマ径が大きすぎるうえ、素材Aの硬さよりも硬いので充分合金化できなかった。
No.22およびNo.23は、RSを用いているため、ショット粒から素材Bを供給しようとしてもショット粒が大きすぎるので充分合金化できなかった。
No.24〜No.26は、RHを用いているため、金属粉末から素材Bを供給しようとしてもハンマ径が大きすぎるため効率的でなかった。
No.27およびNo.28は、RSを用いているため、金属粉末から素材Bを供給しようとしてもショット粒が大きすぎるので充分合金化できなかった。
【表1】

【発明の効果】
本発明によれば、金属製品の表面の一部を合金化した金属製品の製造方法を提供することができ、産業上有用な著しい効果を奏する。
【図面の簡単な説明】
【図1】本発明の局所的に合金化した金属製品の製造方法における第1の実施形態を示す図である。
【図2】本発明の局所的に合金化した金属製品の製造方法における第2の実施形態を示す図である。
【符号の説明】
1:金属製品、
2:超音波振動端子、
3:合金層、
4:金属粉末[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a method for manufacturing a metal product in which a part of the surface of the metal product is locally alloyed.
[0002]
[Prior art]
Metal products such as marine structures, ships, bridges, automobiles, industrial machinery, home appliances, and medical instruments are used in various fields, and are superior in strength and cost compared to other materials. Plays an important role.
However, characteristics such as corrosion resistance, acid resistance, and abrasion resistance required for metal products are not required for the entire metal product, but only for the surface layer portion. No need.
[0003]
Therefore, a method of modifying the surface of a steel material by plating, sputtering, ion plating or the like has been developed and put into practical use.
However, in the case of plating, peeling may occur from the boundary with the base material, and sputtering and ion plating require expensive equipment and must be processed in a vacuum chamber. Things were limited.
In addition, for example,
[0004]
[Patent Document 1] US Pat. No. 6,171,415
[Problems to be solved by the invention]
SUMMARY OF THE INVENTION It is an object of the present invention to solve the above-mentioned problems of the prior art and to provide a method for manufacturing a metal product in which a part of the surface of the metal product is locally alloyed.
[0006]
[Means for Solving the Problems]
The present invention has been made as a result of intensive studies in order to solve the above-described problems, and has provided a metal product in which a part of the surface of the metal product is locally clad using an ultrasonic impact treatment and a method for manufacturing the same. It is provided, and the gist thereof is as described below in the claims.
[0007]
(1) A method for manufacturing a metal product in which a part of the surface of the metal product is locally alloyed,
A part of the surface of the metal product, the tip of the ultrasonic vibration terminal having a diameter of 0.01 mm or more, by performing an ultrasonic impact treatment to strike with an ultrasonic vibration terminal to which an alloy element is added,
A method for manufacturing a locally alloyed metal product, wherein a part of the surface of the metal product is made of a material to which an alloy element is added.
In the present invention, the metal products broadly include not only so-called steel structures such as bridges and buildings, but also products made of metal such as metal parts, steel plates, aluminum products, and titanium products.
(2) The tip of the ultrasonic vibration terminal has a diameter of 1 mm or more, and the hardness of the tip is 1.5 times or less the hardness of the material of the metal product. The method for producing a locally alloyed metal product according to 1).
[0008]
(3) A method for producing a metal product in which a part of the surface of the metal product is locally alloyed,
A part of the surface of the metal product is a rectangular lump having a side length of 0.01 mm to 5 mm given by ultrasonic vibration, or a spherical body having a diameter of 0.01 mm to 5 mm given by ultrasonic vibration. By applying an impact treatment to strike shot grains with alloy elements added,
A method for manufacturing a locally alloyed metal product, wherein a part of the surface of the metal product is made of a material to which an alloy element is added.
(4) A method for producing a metal product in which a part of the surface of the metal product is locally alloyed,
A metal powder having a diameter of 0.01 mm to 5 mm and an alloy element added thereto is supplied to a part of the surface of the metal product. By applying an ultrasonic impact treatment that strikes with the ultrasonic vibration terminal,
A method for manufacturing a locally alloyed metal product, wherein a part of the surface of the metal product is made of a material to which an alloy element is added.
(5) The method for producing a locally alloyed metal product according to any one of (1) to (4), wherein the temperature during the ultrasonic impact treatment is set to 50 ° C. or higher.
(6) The method for producing a locally alloyed metal product according to any one of (1) to (5), wherein the atmosphere during the ultrasonic impact treatment is shielded from the atmosphere.
[0009]
BEST MODE FOR CARRYING OUT THE INVENTION
An embodiment of the present invention will be described in detail with reference to FIGS.
<First embodiment>
FIG. 1 is a diagram showing a first embodiment of the method for producing a locally alloyed metal product of the present invention.
In FIG. 1, 1 indicates a metal product, 2 indicates an ultrasonic vibration terminal, and 3 indicates an alloy layer.
First, as shown in FIG. 1A, a part of a
The ultrasonic vibration terminal 2 has a tip portion having a diameter of 0.01 mm or more and to which an alloy element is added.
[0010]
The reason why the diameter of the tip is 0.01 mm or more is that the narrowest possible terminal penetrates into the surface of the metal product and easily bonds to the metal, but if it is too thin, the processing energy of ultrasonic impact treatment is reduced to the base material of the metal product. Therefore, the diameter of the terminal end portion is set to 0.01 mm or more in consideration of the yield strength of the terminal.
Further, the alloy element to be added to the ultrasonic vibration terminal can be selected according to the application, such as corrosion resistance, elasticity, radar resistance, acid resistance, electromagnetic wave resistance, abrasion resistance, aesthetics, design, etc. It can be appropriately selected according to the purpose.
The components of the ultrasonic vibration terminal can be adjusted according to the chemical components of the substrate, according to the target components to be alloyed. For example, it is preferable to determine the component of the vibrating terminal by designing the component by setting the dilution rate of the metal product base to 20% or more and 70% or less.
[0011]
Next, as shown in FIG. 1 (b), when the surface of the
As a result, the ultrasonic vibration terminals are sequentially consumed during the ultrasonic shock treatment. Therefore, for example, it is preferable to provide a device for continuously replenishing the terminal, like the filler for welding.
Furthermore, by continuing to hit the ultrasonic vibration terminal 2 from above, a
Since the base material of metal products has been subjected to strong processing by ultrasonic impact treatment, the temperature required for alloying has dropped significantly, so even if the temperature rise of about the processing heat by ultrasonic impact treatment, It is alloyed easily.
[0012]
When the diameter of the tip of the ultrasonic vibration terminal is 1 mm or more, it is preferable that the hardness of the tip be 1.5 times or less the hardness of the material of the metal product.
[0013]
When the diameter of the ultrasonic vibration terminal is relatively large, such as 1 mm or more, the hardness of the tip part is reduced by the hardness of the metal product material because the alloying element of the vibration terminal is difficult to metal-bond with the material of the metal product even after the impact treatment. By setting the hardness to 1.5 times or less, alloying can be promoted.
In addition, instead of the ultrasonic vibration terminal, a rectangular lump having an ultrasonic vibration having a side length of 0.01 mm to 5 mm or a spherical shape having an ultrasonic vibration having a diameter of 0.01 mm to 5 mm is provided. Alternatively, an impact treatment may be performed in which shot particles to which the alloy element is added are hit against the surface of the metal product.
By striking the shot grains, the alloy element added to the shot grains can enter the base material of the metal product and metal-bond with the elements of the base material to form an alloyed layer.
The shape of the shot grain may be square or round, but if it is too small, it is scattered and the efficiency is poor.If it is too large, the alloying reaction does not proceed. 0.01 mm to 5 mm.
[0014]
<Second embodiment>
FIG. 2 is a view showing a second embodiment of the method for producing a locally alloyed metal product of the present invention.
In FIG. 2, 1 indicates a metal product, 2 indicates an ultrasonic vibration terminal, 3 indicates an alloy layer, and 4 indicates an alloy powder.
First, as shown in FIG. 2 (a), a metal powder 4 having a diameter of 0.01 mm to 5 mm and having an alloy element added thereto is sprayed and supplied to a part of the
The reason for setting the diameter of the metal powder 4 to 0.01 mm to 5 mm is that the diameter of the metal powder 4 is preferably small in order to perform an alloying reaction, so the upper limit is set to 5 mm. Since the yield would be poor if it was damaged, the lower limit was set to 0.01 mm.
[0015]
When alloying is performed using metal powder, the ultrasonic vibration terminal is desirably made of a material such as tungsten which is difficult to alloy.
Further, the alloy element added to the metal powder 4 can be selected according to the application, for example, the purpose of corrosion resistance, elasticity resistance, radar resistance, acid resistance, electromagnetic wave resistance, abrasion resistance, aesthetics, design, etc. Can be appropriately selected according to the conditions.
The components of the metal powder can be adjusted according to the chemical components of the substrate, depending on the target components to be alloyed. For example, it is preferable to determine the component of the powder by designing the component by setting the dilution ratio of the metal product base to 20% or more and 70% or less.
Further, by continuing the impact by the ultrasonic vibration terminal 2, it is possible to form the
[0016]
<First and Second Embodiments>
The ultrasonic impact treatment used in the present invention may be sufficiently alloyed even when carried out at normal temperature, but if the alloying is not sufficient, the part is alloyed in order to promote the alloying reaction. It is preferred to heat to the required temperature.
At that time, the alloying can be achieved at a temperature much lower than the melting temperature usually required for alloying. The temperature at the time of the ultrasonic impact treatment used in the present invention is preferably 50 ° C. or more.
In the present invention, a method of heating is not limited, but a method of locally heating a metal product by induction heating or electric heating is preferable.
It has also been found that when nitrogen enters during alloying, a Cottrell atmosphere is formed to increase the strength and decrease the toughness, which is not preferable.
Furthermore, the present inventors have found that when ultrasonic shock treatment is performed in the air, the metal in the surface layer reacts with oxygen in the air to form an oxide layer, so that even if alloyed, a predetermined function is exhibited. It was found that there were cases where it was not possible, and that minimization of the oxide layer was an issue.
[0017]
Therefore, in order to secure the thickness of the alloy layer and minimize the thickness of the oxide layer of the alloying layer, it is preferable to shield the atmosphere during the ultrasonic shock treatment from the atmosphere.
This is because by blocking oxygen, oxidation of the surface can be prevented.
In the present invention, the method of shutting off the atmosphere is not limited, but an inert gas such as argon, helium, or CO 2 is blown to the tip of the ultrasonic vibration terminal to control the environment so that the oxygen content is lower than that of air. Is preferred. As a result, the oxide layer disappears, and embrittlement due to nitrogen intrusion can be prevented.
According to the present invention, for example, after being processed and assembled into a final shape as a metal product such as a steel structure or a steel structure product, a new surface performance can be imparted, so that a merit that can be minimized is required. However, it is also possible to apply the present invention at the material stage, and after the final processing into a metal product such as a structure or a steel structure, to repair only a region damaged by the processing.
The present invention may be applied locally to a region of the metal product that is desired to be alloyed and modified, or may be applied to the entire metal product.
[0018]
When applied to the entire metal product, it is preferable that the material such as a steel plate constituting the metal product is subjected to the ultrasonic impact treatment of the present invention in advance, and the metal product is manufactured using the material whose surface is alloyed. .
The ultrasonic generator used in the present invention is not limited, but the ultrasonic generator of 2 w to 3 kw generates ultrasonic vibration of 2 kHz to 60 kHz by a transducer, and amplifies the vibration by a waveguide. An apparatus that vibrates an ultrasonic vibration terminal composed of a pin having a diameter with an amplitude of 20 to 60 μm is preferable.
The material of the lump and the spherical material used for the ultrasonic impact treatment of the present invention is not limited, but may be appropriately selected from, for example, steel, carbide, ceramics, alumina, zirconia, sialon and the like.
By using the above-described method of locally alloying a part of the surface of a metal product, a metal product locally having a new surface property can be manufactured.
[0019]
【Example】
Tables 1 to 3 show the results of experiments conducted on the assumption that the method for producing a locally alloyed metal product of the present invention is applied to an actual metal product.
Table 1 shows the chemical components of the raw material A (A1 to A10) constituting the metal product and the raw material B (B1 to B7) to be the ultrasonic vibration terminal or the metal powder.
Table 2 shows the conditions and test results of the ultrasonic impact treatment.
[0020]
* 1) As shown in Table 3, there are two types of processing, a hammer which is an ultrasonic vibration terminal, and a shot grain which performs ultrasonic shot peening, and H (1) to H (4) and RH are those of the hammer. The conditions are shown, and S ▲ 1 ▼ SS5 ▼ and RS indicate the conditions of shot grains.
Table 3 shows RH and RS, a comparative example using an ultrasonic vibration terminal without addition of an alloy, and shot grains, and the other examples show invention examples satisfying the conditions of the present invention.
* 2) The thickness of the alloy layer refers to the thickness from the surface of a region where the chemical components of the material A and the material B are mixed.
* 3) The index of alloying (%) is represented by X (%) when the chemical component of material A is a%, the chemical component of material B is b%, and the chemical component of alloy layer is c%. %)
Y = (a + b) / 2
X = c / Y × 100 (%).
[0021]
As a result of the test, 1 to No. No. 18 satisfies the conditions of the present invention, so that the index (%) of alloying exceeds 70%, the alloying is good, and it was exhibited in the application of the present invention shown in Table 2. The surface performance shown in the performance column could be added.
No. 1 to No. No. 12 is an embodiment in which an alloy was added to an ultrasonic vibration terminal or shot grain. 13-No. 18 is an example in which an alloy was added to the metal powder, and in each case, the alloying was good.
No. 19-No. 28 is a comparative example.
No. 19-No. Since No. 21 used RH, even if an attempt was made to supply the material B from the hammer, the diameter of the hammer was too large and the material A was harder than the hardness of the material A, so that alloying could not be sufficiently performed.
No. 22 and No. 22. In No. 23, since RS was used, even if an attempt was made to supply the raw material B from shot grains, the shot grains were too large and could not be alloyed sufficiently.
No. 24-No. In No. 26, since RH was used, even if an attempt was made to supply the raw material B from the metal powder, the hammer diameter was too large, so that it was not efficient.
No. 27 and no. In No. 28, even if an attempt was made to supply the raw material B from the metal powder, the shot grains were too large, and thus alloying could not be performed sufficiently.
[Table 1]
【The invention's effect】
ADVANTAGE OF THE INVENTION According to this invention, the manufacturing method of the metal product which alloyed a part of surface of the metal product can be provided, and there exists an industrially useful remarkable effect.
[Brief description of the drawings]
FIG. 1 is a diagram showing a first embodiment of a method for producing a locally alloyed metal product of the present invention.
FIG. 2 is a view showing a second embodiment of the method for producing a locally alloyed metal product of the present invention.
[Explanation of symbols]
1: metal products,
2: Ultrasonic vibration terminal
3: alloy layer,
4: Metal powder
Claims (6)
前記金属製品の表面の一部を、先端部の直径が0.01mm以上の超音波振動端子であって、合金元素を添加した超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。A method for manufacturing a metal product in which a part of the surface of the metal product is locally alloyed,
A part of the surface of the metal product, the tip of the ultrasonic vibration terminal having a diameter of 0.01 mm or more, by performing an ultrasonic impact treatment to strike with an ultrasonic vibration terminal to which an alloy element is added,
A method for manufacturing a locally alloyed metal product, wherein a part of the surface of the metal product is made of a material to which an alloy element is added.
前記金属製品の表面の一部を、一辺の長さが0.01mm〜5mmの超音波振動を与えた角型の塊状物、または、直径が0.01mm〜5mmの超音波振動を与えた球状物であって、合金元素を添加したショット粒を打ち付ける衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。A method for manufacturing a metal product in which a part of the surface of the metal product is locally alloyed,
A part of the surface of the metal product is a rectangular lump having a side length of 0.01 mm to 5 mm given by ultrasonic vibration, or a spherical body having a diameter of 0.01 mm to 5 mm given by ultrasonic vibration. By applying an impact treatment to strike shot grains with alloy elements added,
A method for manufacturing a locally alloyed metal product, wherein a part of the surface of the metal product is made of a material to which an alloy element is added.
前記金属製品の表面の一部に、直径が0.01mm〜5mmであって、合金元素を添加した金属粉末を供給し、該金属粉末の上から、先端部の直径が0.01mm以上の超音波振動端子で打撃する超音波衝撃処理を施すことによって、
前記金属製品の表面の一部を、合金元素を添加した材質にすることを特徴とする局所的に合金化した金属製品の製造方法。A method for manufacturing a metal product in which a part of the surface of the metal product is locally alloyed,
A metal powder having a diameter of 0.01 mm to 5 mm and an alloy element added thereto is supplied to a part of the surface of the metal product. By applying an ultrasonic impact treatment that strikes with the ultrasonic vibration terminal,
A method for manufacturing a locally alloyed metal product, wherein a part of the surface of the metal product is made of a material to which an alloy element is added.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002334494A JP4261880B2 (en) | 2002-11-19 | 2002-11-19 | Method for producing locally alloyed metal products |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002334494A JP4261880B2 (en) | 2002-11-19 | 2002-11-19 | Method for producing locally alloyed metal products |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004169077A true JP2004169077A (en) | 2004-06-17 |
| JP4261880B2 JP4261880B2 (en) | 2009-04-30 |
Family
ID=32698855
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002334494A Expired - Fee Related JP4261880B2 (en) | 2002-11-19 | 2002-11-19 | Method for producing locally alloyed metal products |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4261880B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007197767A (en) * | 2006-01-26 | 2007-08-09 | Tohoku Univ | Coating apparatus and treatment method using the same |
| WO2007108512A1 (en) * | 2006-03-22 | 2007-09-27 | T.N.G. Technologies Co., Ltd. | Process for producing metal coating material and metal coating material |
| CN100346001C (en) * | 2005-01-07 | 2007-10-31 | 中国科学院上海硅酸盐研究所 | Method of preparing nano-titanium oxide coating layer having bioactivity |
-
2002
- 2002-11-19 JP JP2002334494A patent/JP4261880B2/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100346001C (en) * | 2005-01-07 | 2007-10-31 | 中国科学院上海硅酸盐研究所 | Method of preparing nano-titanium oxide coating layer having bioactivity |
| JP2007197767A (en) * | 2006-01-26 | 2007-08-09 | Tohoku Univ | Coating apparatus and treatment method using the same |
| WO2007108512A1 (en) * | 2006-03-22 | 2007-09-27 | T.N.G. Technologies Co., Ltd. | Process for producing metal coating material and metal coating material |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4261880B2 (en) | 2009-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1577401B1 (en) | Method of manufacturing metal product having nano-crystallized surface layer part | |
| Goyal et al. | Surface roughness optimization of cold-sprayed coatings using Taguchi method | |
| JP5493334B2 (en) | Highly efficient adhesion methods and materials in repair of high carbon steel members | |
| CN113667974B (en) | Preparation method of wear-resistant metal-multi-element ceramic composite modified coating on surface of titanium alloy | |
| JP5605901B2 (en) | Method for repairing metal material by cold spray method, method for producing powder material for cold spray, and cold spray film | |
| JP5880260B2 (en) | Manufacturing method of welded structure | |
| CN114032537B (en) | Method for enhancing bonding strength of cold spraying coating and base material | |
| CN108517519B (en) | Method for improving corrosion resistance of Al-Zn-Mg aluminum alloy friction stir welding joint through laser treatment | |
| JP2004169077A (en) | Method for manufacturing locally alloyed metal product | |
| WO2004033144A1 (en) | Boxing joint with excellent fatigue strength, method of manufacturing the boxing joint, and welded structure | |
| JP2010142870A (en) | Working method using ultrasonic impact treatment | |
| JP2010111905A (en) | Technique for repairing high carbon steel | |
| WO2004046395A1 (en) | Method of setting ultrasonic shock treatment conditions for metal material | |
| CN113088955A (en) | Metal surface corrosion-resistant wear-resistant coating based on high-frequency impact method and preparation method thereof | |
| JP2736525B2 (en) | Spray method | |
| JP2005298879A (en) | Method for producing metal product having fine crystallized surface layer part | |
| JP4153894B2 (en) | Method for producing locally alloyed metal products | |
| JP4015928B2 (en) | Method for improving paint adhesion of metal products | |
| Koivuluoto | Microstructural characteristics and corrosion properties of cold-sprayed coatings | |
| Yilbas et al. | Corrosion behavior of HVOF coated sheets | |
| WO2004046560A1 (en) | Method of repairing turbine blade | |
| JP4044829B2 (en) | Method for producing metal product having locally clad coated surface | |
| JP4184593B2 (en) | Method of applying thick film sprayed coating, thick film sprayed coating and fan or blower with the coating | |
| JPS62112769A (en) | Formation of thermally sprayed film having superior wear and corrosion resistance and durability | |
| JP2004169105A (en) | Method for producing metallic product locally comprising fluorescent material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051122 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060123 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060516 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081027 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081212 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4261880 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120220 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130220 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140220 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |