【0001】
【発明の属する技術分野】
本発明は、無酸化直火式加熱炉の操炉方法、特にその緊急停止方法に関する。本発明は、溶融亜鉛めっきラインの前段部に設けられ、鋼帯を加熱する無酸化直火式加熱炉に好適に用いられる。
【0002】
【従来の技術】
溶融亜鉛めっきラインは、インライン焼鈍炉と加熱・焼鈍された鋼板に所定量の溶融亜鉛を付着させるめっき槽からなっており、インライン焼鈍炉は鋼帯を所定温度まで加熱して焼鈍する機能を有している。このインライン焼鈍炉には、種々の形式のものがあるが、無酸化直火式加熱炉(NOF:Non−Oxidizing−Furnace)は高温の燃焼ガスを直接鋼帯に吹きつけるものであるので、鋼帯を急速に昇温でき、炉長を短くできる利点を有する。一方、間接加熱式加熱炉(ラジアントチューブ式加熱炉)は還元性の雰囲気で鋼帯を加熱できる。そのため、前段にNOF、後段に間接加熱式加熱炉(ラジアントチューブ式加熱炉)を備えたものが広く利用されている。
【0003】
この方式では、前段のNOFにより鋼帯表面は僅かに酸化され、生成された酸化物が後段の間接式加熱炉の還元性雰囲気により還元される。そして、それによりより生じたフレッシュな鉄層の作用により、SiやMnなどを合金した高張力鋼帯でも良好なめっき層を得ることができる。
【0004】
上記方式により鋼帯の焼鈍を行ってめっきする場合、何らかの原因によりめっきラインが停止するとき鋼板の破断を防止するために加熱炉のバーナを消火状態におくことが必要になる。その際、NOFに付随するダンパの開閉による炉内圧力調整を行い、炉内への大気侵入の防止が図られる。しかしながら、ライン停止時に伴うNOFの炉圧変動は非常に急激であるため、炉内への大気の侵入を完全に防止することは不可能であり、炉内酸素濃度が高くなるため以下の問題が生ずる。
【0005】
まず、炉内においてNOFバーナ直下の鋼板表面が酸化される。この酸化は、ライン停止時の炉温が1000℃以上のとき生ずるため、雰囲気中の酸素濃度は微量でも、鋼板表面は著しく酸化される。それによって生じた酸化スケールは、NOF内に堆積するとともにハースローラ表面に付着する。また、鋼板に付着した酸化スケールは、NOFに続く間接加熱式加熱炉内に持ち込まれ、そのハースローラを汚染する。さらに、亜鉛めっき槽直前のスナウト部に酸化スケールの堆積が生ずる。これらの汚染を放置すれば、後続の鋼帯のめっき時にめっき汚れや不めっきなどの製品不良を生ずる原因となるので、操業再開に当たってはこれらスケールの堆積や汚染を取り除く工程が必要になる。
【0006】
【発明が解決しようとする課題】
この発明は、上記NOFの停止時に炉内酸素濃度の上昇を完全に防止し得る手段を提案するものである。
【0007】
【課題を解決するための手段】
本発明は、鋼帯を加熱する無酸化直火式加熱炉を緊急停止するに当たり、該加熱炉への緊急停止信号に基づき、加熱炉バーナーから燃料ガスのみを噴出させるとともに加熱炉のダンパ制御を併せて行うことにより加熱炉内の酸素濃度の実質的上昇を防止するものである。また、このダンパ制御条件は、緊急停止時の炉内温度、燃焼負荷及び炉圧により決定されることが好ましい。
【0008】
【発明の実施の形態】
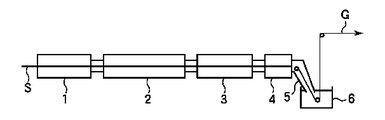
図1は、本発明の適用される溶融亜鉛めっき装置の全体構成を示す概念図である。ここに示すように、鋼帯Sは無酸化直火式加熱炉(NOF)1、間接加熱式加熱炉(ラジアントチューブ式加熱炉)2、均熱帯3及び冷却帯4により必要な熱処理をされ、次いでスナウト5を介して溶融亜鉛浴6に導かれ、必要量の亜鉛目付けがされて溶融亜鉛めっき鋼板Gとされる。
【0009】
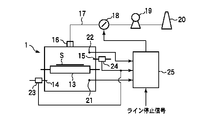
ここにおいて、無酸化直火式加熱炉1は、図2に示すように、耐火物12の中にハースローラ13を長手方向に多数配置し、鋼帯Sを長手方向に送ることができるようになっている。前記ハースローラ13の上面側及び下面側には、前記耐火物12を貫いてそれぞれ下バーナ14、上バーナ15が設けられており、これらバーナからいわゆる無酸化炎30が鋼帯Sの上下面に吹き付けられるようになっている。
【0010】
前記のような溶融亜鉛めっき装置では、図3に示すように、めっきラインが例えば鋼帯Sの破断等により緊急停止すると、直火式加熱炉1に併設するプロセスコンピュータ25がライン停止信号を受けて燃料の供給を断つとともにダンパ18を閉とする操作をなす。これにより、直火式加熱炉1内に大気が吸引されて鋼帯Sが酸化される事態を防止するようになっている。しかしながら、直火式加熱炉1の燃焼ガスは排気口16、沿道17を経てブロア19により吸引されており、さらにスタック20につながっているので、ダンパ18の作動のタイムラグと相俟って、ライン停止直後には炉内圧が急激に低下し、大気の吸い込みと、それに基づく炉内雰囲気酸素の上昇が起こる。
【0011】
本発明では、この炉内雰囲気酸素の上昇を加熱炉バーナーから燃料ガスのみを噴出させることにより防止する。すなわち、直火式加熱炉1のバーナー14、15に供給される燃料(通常Cガス:コークス炉ガス)と一次空気のうち、一次空気の送給を遮断して燃料ガスのみを送給するのである。これにより、ライン停止直後の炉内圧の急激な低下によって炉内に侵入した酸素を消費させ炉内雰囲気酸素の上昇を抑制する。
【0012】
この一次空気の遮断と燃料ガスのみの噴出ともに、ダンパ制御を行う。このダンパ制御は燃料ガスの噴射が十分であれば、多少のタイムラグを伴って行われる通常のダンパ締め込みとすることもできる。しかし、ラインの緊急停止に伴う炉圧の低下量は、その直前の操業状態における直火式加熱炉への単位時間当たりの燃料投入量、及び炉温と密接な関係があるので、それを利用してダンパ制御を行うのがよい。
【0013】
例えば、図4は、NOF炉温:1200℃、バーナ部における空気比:0.85で操業していた直火式加熱炉(NOF部炉長:10m、予熱帯:20m)が緊急停止したときに生ずる炉圧低下量と停止直前の燃料投入量との関係で示したグラフである。このグラフから、加熱炉が緊急停止すると炉圧低下量は燃料投入量が増加するにつれて大きくなること、及び燃料投入量が200m3/h以上のときには炉圧低下量が70Paを超えて炉内に大気が吸引される状態になることが分かる。
【0014】
本発明では、ラインが緊急停止したとき、まず停止信号とともに前記ダンパを所望の開度まで一気に閉制御(ロック制御)を行う。しかし、このような閉制御(ロック制御)を行っても、図4に示す条件によりその動作中に炉圧低下が生じ、侵入空気のため炉内酸素濃度の上昇が生じる。そこで、この侵入空気中による酸素を消費する目的で、ライン停止直後にバーナ部より燃料を投入する。通常の操業においては、ライン停止とともに空気及び燃料の供給停止を行うが、本発明においては、空気の供給のみを停止し、燃料は供給し続け、侵入した酸素を消費させて炉内酸素濃度の上昇を防ぐのである。
【0015】
上記のような関係は、他の直火式加熱炉においても認められる。しかし、炉のサイズ、形式によって、炉内圧低下量と停止直前の燃焼負荷(燃料投入量)との関係は異なる。したがって、直火式加熱炉毎に、またその操業条件毎に操業データを蓄積し、緊急停止時の操業条件を求める必要がある。これらはプロセスコンピュータに入力しておけば、ラインの緊急停止とともに的確に燃料投入及びダンパ制御に利用することができる。
【0016】
そのような制御を行うための制御系統図の1例を図3に示す。この例では、ライン緊急停止司令が発せられたとき、その信号がプロセスコンピュータ25に入力され、それに応じて炉内温度計21、炉圧計22、上下バーナ(14、15)の燃料流量計23、24により必要な操業データが検出され、前記プロセスコンピュータ25により緊急停止時の操業条件、すなわち燃料投入量及びダンパ18の開度が求められ、燃料投入手段(図示しない)及びダンパ18の開度が設定される。
【0017】
【実施例】
直火式加熱炉(NOF部炉長:10m、予熱帯炉長:20m)をライン速度60m/minで操業中に本発明を適用した。その際の炉内濃度(体積比)、燃料ガス流量、空気流量、炉内圧力、ダンパ開度等の操業データを図5に示す。ここに示したように、本発明を適用したときは、ライン停止時においても炉内雰囲気中の酸素が上昇せず、したがって、鋼板の酸化やそれに伴うスケールの堆積などの操業障害は発生しない。
【0018】
【発明の効果】
本発明により、NOFを停止したときに生ずる炉内雰囲気の酸素濃度の上昇を抑制でき、それにより通板中の鋼板の酸化とそれに伴うスケールの堆積、間接加熱炉ハースローラの汚染に基づくめっき汚れや不めっきなどの製品不良の発生を防止できる。
【図面の簡単な説明】
【図1】本発明の適用される溶融亜鉛めっき装置の全体構成を示す概念図である。
【図2】無酸化直火式加熱炉(NOF)の構造を示す断面図である。
【図3】本発明による無酸化直火式加熱炉(NOF)の緊急停止のための制御系統図である。
【図4】無酸化直火式加熱炉(NOF)を緊急停止したときに生ずる炉圧低下を停止直前の燃料投入量との関係で示したグラフである。
【図5】本発明による実施効果を従来法と比較して示したグラフである。
【符号の説明】
1:無酸化直火式加熱炉(NOF)
2:間接加熱式加熱炉(ラジアントチューブ式加熱炉)
3:均熱帯
4:冷却帯
5:スナウト
6:溶融亜鉛浴
12:耐火物
13:ハースローラ
14:下バーナ
15:上バーナ
16:排気口
17:煙道
18:ダンパ
19:ブロア
20:スタック
21:温度計
22:炉圧計
23、24:燃料流量計
25:プロセスコンピュータ(ダンパ開閉条件演算・制御装置)
30:無酸化炎[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to a furnace control method for a non-oxidizing direct-fired heating furnace, and particularly to an emergency stop method thereof. INDUSTRIAL APPLICATION This invention is provided in the front part of a hot-dip galvanizing line, and is suitably used for the non-oxidation direct-fired heating furnace which heats a steel strip.
[0002]
[Prior art]
The hot-dip galvanizing line consists of an in-line annealing furnace and a plating tank for applying a predetermined amount of hot-dip zinc to the heated and annealed steel sheet.The in-line annealing furnace has the function of heating the steel strip to a predetermined temperature and annealing it. are doing. Although there are various types of in-line annealing furnaces, non-oxidizing and non-oxidizing-furnaces (NOFs) directly blow high-temperature combustion gas onto a steel strip. This has the advantage that the temperature of the zone can be raised rapidly and the furnace length can be shortened. On the other hand, an indirect heating furnace (radiant tube heating furnace) can heat a steel strip in a reducing atmosphere. For this reason, those equipped with an NOF at the front stage and an indirect heating furnace (radiant tube heating furnace) at the rear stage are widely used.
[0003]
In this method, the surface of the steel strip is slightly oxidized by the first-stage NOF, and the generated oxide is reduced by the reducing atmosphere of the second-stage indirect heating furnace. Then, due to the action of the fresh iron layer generated thereby, a favorable plating layer can be obtained even in a high-strength steel strip alloyed with Si or Mn.
[0004]
When the steel strip is annealed and plated by the above method, it is necessary to keep the burner of the heating furnace in a fire extinguishing state in order to prevent the steel sheet from breaking when the plating line is stopped for some reason. At this time, the pressure inside the furnace is adjusted by opening and closing a damper accompanying the NOF, thereby preventing the intrusion of the atmosphere into the furnace. However, the furnace pressure fluctuation of the NOF accompanying the stop of the line is so rapid that it is impossible to completely prevent the intrusion of the atmosphere into the furnace, and the following problems occur because the oxygen concentration in the furnace increases. Occurs.
[0005]
First, the surface of the steel sheet immediately below the NOF burner is oxidized in the furnace. Since this oxidation occurs when the furnace temperature when the line is stopped is 1000 ° C. or higher, even if the oxygen concentration in the atmosphere is very small, the steel sheet surface is significantly oxidized. The resulting oxide scale accumulates in the NOF and adheres to the surface of the hearth roller. In addition, the oxide scale attached to the steel sheet is carried into an indirect heating furnace following the NOF and contaminates the hearth roller. Further, oxide scale is deposited on the snout just before the galvanizing tank. If these contaminations are left untreated, they may cause product defects such as plating contamination and non-plating during the subsequent plating of the steel strip. Therefore, when the operation is resumed, a process for removing the accumulation and contamination of these scales is required.
[0006]
[Problems to be solved by the invention]
The present invention proposes means capable of completely preventing an increase in the oxygen concentration in the furnace when the NOF is stopped.
[0007]
[Means for Solving the Problems]
The present invention provides an emergency stop of a non-oxidizing direct-fired heating furnace that heats a steel strip, based on an emergency stop signal to the heating furnace, ejects only fuel gas from a heating furnace burner and controls damper control of the heating furnace. By doing so, a substantial increase in the oxygen concentration in the heating furnace is prevented. Further, it is preferable that the damper control condition is determined by the furnace temperature, the combustion load, and the furnace pressure at the time of emergency stop.
[0008]
BEST MODE FOR CARRYING OUT THE INVENTION
FIG. 1 is a conceptual diagram showing the entire configuration of a hot-dip galvanizing apparatus to which the present invention is applied. As shown here, the steel strip S is subjected to necessary heat treatment by a non-oxidizing direct-fired heating furnace (NOF) 1, an indirect heating furnace (radiant tube heating furnace) 2, a soaking zone 3 and a cooling zone 4, Next, it is led to the hot-dip zinc bath 6 via the snout 5, and a required amount of zinc is applied to obtain a hot-dip galvanized steel sheet G.
[0009]
Here, in the non-oxidizing direct-fired heating furnace 1, as shown in FIG. 2, a number of hearth rollers 13 are disposed in the refractory 12 in the longitudinal direction, and the steel strip S can be fed in the longitudinal direction. ing. A lower burner 14 and an upper burner 15 are provided on the upper surface side and the lower surface side of the hearth roller 13 through the refractory 12, respectively, and a so-called non-oxidizing flame 30 is sprayed from the burners on the upper and lower surfaces of the steel strip S. It is supposed to be.
[0010]
In the hot-dip galvanizing apparatus as described above, as shown in FIG. 3, when the plating line is stopped due to, for example, breakage of the steel strip S, the process computer 25 attached to the direct-fired heating furnace 1 receives a line stop signal. Then, the operation of shutting off the fuel supply and closing the damper 18 is performed. This prevents a situation in which the atmosphere is sucked into the direct-fired heating furnace 1 and the steel strip S is oxidized. However, the combustion gas of the direct-fired heating furnace 1 is sucked by the blower 19 through the exhaust port 16 and the roadside 17 and is further connected to the stack 20, so that the time lag of the operation of the damper 18 causes a problem in the line. Immediately after the shutdown, the furnace pressure drops sharply, and the air is sucked in and the atmosphere oxygen in the furnace rises accordingly.
[0011]
In the present invention, this rise in the atmosphere oxygen in the furnace is prevented by ejecting only the fuel gas from the heating furnace burner. In other words, of the fuel (normal C gas: coke oven gas) and the primary air supplied to the burners 14 and 15 of the direct-fired heating furnace 1, the primary air is cut off and only the fuel gas is supplied. is there. As a result, the oxygen that has entered the furnace is consumed due to the rapid decrease in the furnace pressure immediately after the line is stopped, and the increase in the atmosphere oxygen in the furnace is suppressed.
[0012]
Damper control is performed for both the shutoff of the primary air and the ejection of only the fuel gas. This damper control can be a normal damper tightening performed with a slight time lag if the fuel gas injection is sufficient. However, the amount of decrease in furnace pressure due to the emergency stop of the line is closely related to the amount of fuel injected into the direct-fired heating furnace per unit time and the furnace temperature in the immediately preceding operating state. Then, it is preferable to perform the damper control.
[0013]
For example, FIG. 4 shows a case where the direct-fired heating furnace (NOF section furnace length: 10 m, pre-tropical zone: 20 m) which was operated at a NOF furnace temperature of 1200 ° C. and an air ratio of 0.85 in the burner section was emergency shut down. 4 is a graph showing the relationship between the amount of furnace pressure drop occurring and the amount of fuel input immediately before shutdown. From this graph, it can be seen that when the heating furnace is stopped in an emergency, the furnace pressure drop increases as the fuel input increases, and when the fuel input is 200 m 3 / h or more, the furnace pressure drop exceeds 70 Pa and enters the furnace. It can be seen that the atmosphere is sucked.
[0014]
In the present invention, when the line is urgently stopped, first, the damper is simultaneously closed (locked) to a desired opening degree together with a stop signal. However, even if such closing control (lock control) is performed, the furnace pressure decreases during the operation due to the conditions shown in FIG. 4, and the furnace oxygen concentration increases due to the intruding air. Therefore, in order to consume oxygen from the intruding air, fuel is supplied from the burner immediately after the line is stopped. In normal operation, the supply of air and fuel is stopped together with the stop of the line.In the present invention, only the supply of air is stopped, the supply of fuel is continued, and the invading oxygen is consumed to reduce the oxygen concentration in the furnace. Prevent the rise.
[0015]
Such a relationship is also observed in other direct-fired heating furnaces. However, the relationship between the furnace pressure drop amount and the combustion load (fuel input amount) immediately before shutdown differs depending on the size and type of the furnace. Therefore, it is necessary to accumulate operation data for each direct-fired heating furnace and for each operation condition, and to obtain operation conditions at the time of an emergency stop. If these are input to the process computer, they can be used for fuel injection and damper control as well as for emergency stop of the line.
[0016]
FIG. 3 shows an example of a control system diagram for performing such control. In this example, when a line emergency stop command is issued, the signal is input to the process computer 25, and the in-furnace thermometer 21, the furnace pressure gauge 22, the fuel flow meter 23 of the upper and lower burners (14, 15), 24, necessary operation data is detected, and the operation conditions at the time of an emergency stop, that is, the fuel injection amount and the opening degree of the damper 18 are obtained by the process computer 25, and the fuel injection means (not shown) and the opening degree of the damper 18 are determined. Is set.
[0017]
【Example】
The present invention was applied while operating a direct-fired heating furnace (NOF section furnace length: 10 m, pre-tropical furnace length: 20 m) at a line speed of 60 m / min. FIG. 5 shows operation data such as the furnace concentration (volume ratio), fuel gas flow rate, air flow rate, furnace pressure, and damper opening at that time. As shown here, when the present invention is applied, oxygen in the furnace atmosphere does not rise even when the line is stopped, and therefore, there is no operation failure such as oxidation of the steel sheet and the accumulation of scale associated therewith.
[0018]
【The invention's effect】
According to the present invention, it is possible to suppress an increase in the oxygen concentration of the atmosphere in the furnace caused when the NOF is stopped, thereby oxidizing the steel sheet during the passing of the steel sheet and accumulating the scale associated therewith, and causing plating contamination due to contamination of the hearth roller of the indirect heating furnace. Product defects such as non-plating can be prevented.
[Brief description of the drawings]
FIG. 1 is a conceptual diagram showing the entire configuration of a hot dip galvanizing apparatus to which the present invention is applied.
FIG. 2 is a sectional view showing a structure of a non-oxidizing direct-fired heating furnace (NOF).
FIG. 3 is a control system diagram for an emergency stop of a non-oxidizing direct-fired heating furnace (NOF) according to the present invention.
FIG. 4 is a graph showing a relationship between a decrease in furnace pressure caused when an oxidation-free direct-fired heating furnace (NOF) is urgently stopped and a fuel injection amount immediately before the stop.
FIG. 5 is a graph showing the effect of the present invention in comparison with the conventional method.
[Explanation of symbols]
1: Non-oxidizing direct-fired heating furnace (NOF)
2: Indirect heating furnace (radiant tube heating furnace)
3: Saturated tropical zone 4: Cooling zone 5: Snout 6: Molten zinc bath 12: Refractory 13: Hearth roller 14: Lower burner 15: Upper burner 16: Exhaust port 17: Flue 18: Damper 19: Blower 20: Stack 21: Thermometer 22: Furnace pressure gauge 23, 24: Fuel flow meter 25: Process computer (damper opening / closing condition calculation / control device)
30: Non-oxidizing flame